This is a modern-English version of The ceramic art of Great Britain from pre-historic times down to the present day, Volume 1 (of 2) : being a history of the ancient and modern pottery and porcelain works of the kingdom and of their productions of every class, originally written by Jewitt, Llewellynn Frederick William.
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.

Llewellyn Jewitt
Llewellyn Jewitt
From a bust by W. H. Goss.
From a sculpture by W. H. Goss.
THE
Ceramic Art
OF
UK
FROM PRE-HISTORIC TIMES DOWN TO THE PRESENT DAY
From Prehistoric Times to Now
BEING A HISTORY OF THE ANCIENT AND MODERN
BEING A HISTORY OF THE ANCIENT AND MODERN
POTTERY AND PORCELAIN WORKS
Ceramics and porcelain works
OF THE KINGDOM
OF THE KINGDOM
AND OF THEIR PRODUCTIONS OF EVERY CLASS
AND OF THEIR PRODUCTIONS OF EVERY CLASS
BY
BY
LLEWELLYNN JEWITT, F.S.A.
Llewellynn Jewitt, F.S.A.
LOCAL SECRETARY OF THE SOCIETY OF ANTIQUARIES OF LONDON;
HON. AND ACTUAL MEMBER OF THE RUSSIAN IMPERIAL ARCHÆOLOGICAL COMMISSION, AND STATISTICAL
COMMITTEE, PSKOV;
MEMBER OF THE ROYAL ARCHÆOLOGICAL INSTITUTE OF GREAT BRITAIN AND IRELAND;
ASSOCIATE OF THE BRITISH ARCHÆOLOGICAL ASSOCIATION;
HON. MEMBER OF THE ESSEX ARCHÆOLOGICAL SOCIETY AND OF THE MANX SOCIETY, ETC.;
COR. MEMBER OF THE ROYAL HISTORICAL SOCIETY,
ETC. ETC. ETC.
LOCAL SECRETARY OF THE SOCIETY OF ANTIQUARIES OF LONDON;
HONORARY AND ACTIVE MEMBER OF THE RUSSIAN IMPERIAL ARCHAEOLOGICAL COMMISSION AND STATISTICAL
COMMITTEE, PSKOV;
MEMBER OF THE ROYAL ARCHAEOLOGICAL INSTITUTE OF GREAT BRITAIN AND IRELAND;
ASSOCIATE OF THE BRITISH ARCHAEOLOGICAL ASSOCIATION;
HONORARY MEMBER OF THE ESSEX ARCHAEOLOGICAL SOCIETY AND OF THE MANX SOCIETY, ETC.;
CORRESPONDING MEMBER OF THE ROYAL HISTORICAL SOCIETY,
ETC. ETC. ETC.
ILLUSTRATED WITH NEARLY TWO THOUSAND ENGRAVINGS
ILLUSTRATED WITH ALMOST TWO THOUSAND ENGRAVINGS
IN TWO VOLUMES.—I.
IN TWO VOLUMES.—I.
LONDON
VIRTUE AND CO., Limited, 26, IVY LANE
PATERNOSTER ROW
1878
LONDON
VIRTUE AND CO., Limited, 26, IVY LANE
Paternoster Row
1878
[All rights reserved.]
[All rights reserved.]
LONDON:
PRINTED BY VIRTUE AND CO., LIMITED,
CITY ROAD.
LONDON:
PRINTED BY VIRTUE AND CO., LIMITED,
CITY ROAD.
TO
TO
COLIN MINTON CAMPBELL, Esq.
COLIN MINTON CAMPBELL, Esq.
M.P. FOR NORTH STAFFORDSHIRE,
MP for North Staffordshire,
ETC. ETC.,
ETC. ETC.
THIS WORK,
THIS PROJECT,
WHICH TREATS OF AN ART FOR WHOSE DEVELOPMENT AND EXTENSION
WHICH DISCUSSES AN ART FOR ITS DEVELOPMENT AND EXPANSION
HE AND THE FIRM OF MINTON
HE AND THE FIRM OF MINTON
(OF WHICH HE IS NOW THE HEAD) HAVE DONE SO MUCH,
(OF WHICH HE IS NOW THE HEAD) HAVE DONE SO MUCH,
IS APPROPRIATELY AND WITH PERMISSION
IS APPROVED AND WITH PERMISSION
Dedicated,
Devoted,
AS A MARK OF HIGH PERSONAL ESTEEM, AND AS
AS A MARK OF HIGH PERSONAL ESTEEM, AND AS
A SLIGHT TOKEN OF APPRECIATION OF THE EMINENT SERVICES
A SMALL TOKEN OF THANKS FOR THE OUTSTANDING SERVICES
HE HAS UNIFORMLY RENDERED
HE HAS CONSISTENTLY RENDERED
TO THAT IMPORTANT BRANCH OF ART-MANUFACTURE
TO THAT IMPORTANT BRANCH OF ART-MANUFACTURE
WITH WHICH HIS NAME IS SO INTIMATELY
WITH WHICH HIS NAME IS SO INTimately
AND SO WORTHILY ASSOCIATED.
AND SO PROPERLY ASSOCIATED.
LLEWELLYNN JEWITT.
Llewellyn Jewitt.
Winster Hall, Derbyshire,
Winster Hall, Derbyshire
November, 1877.
November 1877.
[vii]
[vii]
INTRODUCTION.
In issuing my present work I have two distinct personal duties to perform, and I hasten, in these few brief lines of introduction, to discharge them. First, I earnestly desire to ask indulgence from my readers for any shortcomings which may be apparent in its contents; and next, I desire emphatically to express my thanks to all who have in any way, or even to the smallest extent, assisted me in my labours. The preparation of the work has extended over a considerable period of time, and I have had many difficulties to contend with that are, and must necessarily be, wholly unknown to any but myself—hard literary digging to get at facts and to verify dates, that is not understood, and would scarce be believed in, by the reader who turns to my pages—and hence errors of omission and of commission may have, nay, doubtless have crept in, and may in some places, to a greater or less extent, have marred the accuracy of the page whereon they have occurred. I can honestly say I have left nothing undone, no source untried, and no trouble untaken to secure perfect accuracy in all I have written, and yet I am painfully aware that shortcomings may, and doubtless will, be laid to my charge; for these, wherever they occur, I ask, and indeed claim, indulgence. I believe in work, in hard unceasing labour, in patient and painstaking research, in untiring searchings, and in diligent collection and arrangement of facts—to make time[viii] and labour and money subservient to the end in view, rather than that the end in view, and the time and labour and money expended, should bend and bow and ultimately break before time. Thus it is that my “Ceramic Art” has been so long in progress, and thus it is that many changes have occurred during the time it has been passing through the press which it has been manifestly impossible to chronicle.
In releasing my current work, I have two personal responsibilities to address, and I want to quickly fulfill them in this brief introduction. First, I sincerely ask for my readers' understanding regarding any flaws that may be noticeable in its contents. Second, I want to express my heartfelt gratitude to everyone who has helped me in any way, even if it was just a little. The preparation of this work has taken a considerable amount of time, and I've faced numerous challenges that only I am aware of—intense research to uncover facts and verify dates that most readers may not fully understand, and which might be hard to believe. Because of this, it's likely that mistakes, both in what I included and what I omitted, have slipped in, potentially affecting the accuracy of the pages where they appear. I can honestly say I haven't left anything undone, haven't overlooked any source, and haven't shied away from any effort to ensure complete accuracy in everything I wrote. Still, I am acutely aware that shortcomings may, and likely will, be found, and for those, wherever they occur, I ask for and indeed demand understanding. I believe in hard work, relentless effort, careful and thorough research, persistent inquiries, and diligent collecting and organizing of facts—to make time, effort, and money serve my goal, rather than allowing my goal, along with the time, effort, and money spent, to overwhelm and ultimately defeat me. This is why my “Ceramic Art” has taken so long to complete, and why many changes have occurred during the time it has been in production, changes that it's been clearly impossible to document.
I have the proud satisfaction, however, of knowing that my work is the only one of its kind yet attempted, and I feel a confident hope that it will fill a gap that has long wanted filling, and will be found alike useful to the manufacturer, the china collector, and the general reader.
I take pride in knowing that my work is the only one of its kind so far, and I have a strong hope that it will fill a longstanding gap and be useful to manufacturers, china collectors, and general readers alike.
When, some twenty years ago, at the instance of my dear friend Mr. S. C. Hall, I began my series of papers in the Art Journal upon the various famous earthenware and porcelain works of the kingdom, but little had been done in that direction, and the information I got together from time to time had to be procured from original sources, by prolonged visits to the places themselves and by numberless applications to all sorts of people from whom even scraps of reliable matter could be obtained. Books on the subject were not many, and the information they contained on English Ceramics was meagre in the extreme. Since then numerous workers have sprung up, and their published volumes—many of them sumptuous and truly valuable works—attest strongly to the interest and pains they have taken in the subject. To all these, whoever they may be, the world owes a debt of gratitude for devoting their time and their talents to so important a branch of study. To each of them I tender my own thanks for having devoted themselves to the elucidation of one of my favourite pursuits, and for having given to the world the result of their labours. No work has, however, until now been entirely devoted to the one subject of British Ceramics, and I feel therefore that in presenting my present volumes to the public I am only carrying out the plan I at first laid down, and am[ix] not even in the slightest degree encroaching on the province of any other writer.
When, about twenty years ago, at the suggestion of my dear friend Mr. S. C. Hall, I started my series of articles in the Art Journal about the various famous pottery and porcelain works in the country, not much had been done in that area. The information I gathered over time had to come from original sources, through long visits to the locations themselves and countless requests to various people from whom even bits of reliable information could be obtained. There weren't many books on the subject, and the information they provided about English ceramics was extremely limited. Since then, many researchers have emerged, and their published volumes—many of which are lavish and truly valuable—strongly reflect the interest and effort they have devoted to the subject. To all of them, whoever they may be, the world owes a debt of gratitude for dedicating their time and talents to this important area of study. I extend my personal thanks to each of them for focusing on clarifying one of my favorite pursuits and for sharing the results of their work. However, until now, no work has been fully dedicated to the single subject of British ceramics, and I feel that by presenting my current volumes to the public, I am simply fulfilling the plan I initially laid out, and I am[ix] not in any way encroaching on the territory of any other writer.
I think I may safely say there is scarcely a manufacturer—even if there be one at all—in the length and breadth of the kingdom with whom I have not frequently communicated in the progress of this work. Except in some few solitary instances I have received the information I have sought, and my inquiries have met with the most cordial and ready response.
I can confidently say there's hardly a manufacturer—if there’s even one—across the entire country that I haven't often communicated with during this project. With a few rare exceptions, I've gotten the information I was looking for, and my questions have been met with warm and prompt replies.
To all those who have thus assisted me with information or otherwise, and especially to my friend Mr. Goss, who has greatly assisted me over the onerous task of some of the Staffordshire potteries, I offer my warmest thanks; and to those few others, who from inattention, shortsightedness, or other cause, have not responded to my inquiries, I would express my sorrow if, through that inattention on their part, I have been unable to give as full particulars regarding their potteries as I could have wished. To thank by name those who have assisted me with information would require a long list indeed; I therefore tender my acknowledgments to all in the one emphatic good old English expression—“Thank you!”
To everyone who has helped me with information or in other ways, and especially to my friend Mr. Goss, who has been a huge help with the challenging task of researching some of the Staffordshire potteries, I want to extend my warmest thanks. To the few others who, due to inattention, shortsightedness, or other reasons, haven’t responded to my inquiries, I’m sorry if their lack of response has prevented me from providing as much detail about their potteries as I would have liked. Acknowledging everyone who has helped me would take a long time, so I’ll just say it with one heartfelt phrase—“Thank you!”
LLEWELLYNN JEWITT.
Llewellynn Jewitt.
Winster Hall, Derbyshire.
Winster Hall, Derbyshire.
November, 1877.
November 1877.
CONTENTS OF VOL. I.
| CHAPTER I. | |
|---|---|
| PAGE | |
| Practice of the Art in England—The Celtic Period—Classes of Vessels—Cinerary Urns—Food Vessels—Drinking Cups, &c.—Modes of Ornamentation—Food Vessels—Immolation Urns or Incense Cups—Handled Cups | 1 |
| CHAPTER II. | |
| Romano-British Pottery—Upchurch Ware—Durobrivian Ware—Roman Potters’ Kilns—Pottery in London—Salopian Ware—New Forest Ware—Yorkshire, Oxfordshire, Lincolnshire, and other Wares—Varieties of Vessels: Amphoræ, Mortaria, &c.—Sepulchral Vessels—Tiles—Tile Tombs—Clay Coffins—Lamps—Penates—Coin Moulds, &c. | 24 |
| CHAPTER III. | |
| Anglo-Saxon Pottery—Forms of Vessels, from Illustrated MSS.—Culinary Vessels—Pitchers and other domestic Vessels—Cinerary Urns—Cemeteries at Kingston, King’s Newton, Bedford, &c.—Modes of Ornamenting | 64 |
| CHAPTER IV. | |
| Pottery of the Norman and Mediæval Periods—Examples from Illuminated MSS.—Norman Potworks at Burley Hill—The Ferrars Family—Mediæval Pottery—Grotesque Vessels—Costrils—Mammiform Vessels—The Cruiskeen or Cruiska—Godets, &c.—Simpson’s Petition—Rous and Cullyn’s Patent—Bellarmines—Ale-pots—Salt-glazing—Butter-pots—Dr. Plott—State of Staffordshire Potteries—Combed Ware—Ariens Van Hamme—John Dwight—The Brothers Elers—The Tofts—William Sans—Tygs—Candlesticks—Cradles, &c. | 76 |
| CHAPTER V. | |
| Pottery in England in the Eighteenth Century—Delft Ware—Posset Pots—Billin’s Patent—Redrich and Jones’s Patent—Benson’s Patents—Ralph Shawe’s Patents—Trial of Right—The Bow Works—Heylyn and Frye’s Patents—The Fulham Works—White’s Patent—The Count de Lauraguais’ Patent—Staffordshire Wares—The Plymouth Works—William Cookworthy’s Patent—Josiah Wedgwood—Crease’s and other Patents—Ralph Wedgwood’s Patents—Progress of the Art during the Century | 107 |
| CHAPTER VI. | |
| The Fulham Works—Dwight’s Inventions and Patents—First China made in England—Dwight’s Books of Recipes, &c.—Present Productions—Lambeth—Exchequer Trial—High Street—Coade’s Works—London Pottery—Lambeth Pottery—Fore Street—Waters’ Patent—Imperial Pottery—Crispe’s China—Blackfriars Road—Bas-reliefs for Wedgwood Institute—Vauxhall—Aldgate—Millwall—Mortlake—Southwark; Gravel Lane—Isleworth—Stepney—Greenwich—Deptford—Merton—Hounslow—Wandsworth—Ewell—Cheam—Chiselhurst | 118 |
| CHAPTER VII. | |
| Chelsea—M. Spremont—Sale of the Works to Duesbury—Removal to Derby—Wages Bills—Simpson’s Works—Wedgwood’s Works—Ruhl’s Works—Bow—Heylin and Frye—Weatherby and Crowther—Craft—Sale of Works to Duesbury—Kentish Town—Giles and Duesbury—Euston Road—Mortlocks and others—Hoxton—Hammersmith | 168 |
| CHAPTER VIII. | |
| Worcester—Royal Porcelain Works—Dr. Wall—Warmstry House and its Owners—The Porcelain Company—Early Marks—Transfer Printing—King of Prussia Mug—Josiah Holdship—Poem—Robert Hancock—Richard Holdship—Derby China Works—Caughley—Flight and Barr—Chamberlain—Kerr and Binns—R. W. Binns—Productions of the Works—Royal Services—Tokens—Royal China Works—Granger and Lee—Productions—St. John’s Encaustic Tiles—Rainbow Hill Tileries—St. George’s Pottery Works—Rustic Terra-Cotta—Stourbridge—The Lye Works—Stourbridge Clay | 221 |
| CHAPTER IX. | |
| Salopian Wares—Uriconium—Caughley Works—Thomas Turner—Introduction of “Willow Pattern”—Worcester Works—Close of Caughley Works—Marks—Transfer Printing—Hancock and Holdship—Coalport Works—Jackfield—John Rose—Swansea and Nantgarw—Productions of the Coalport Works—Marks—“Willow Pattern” and “Broseley Blue Dragon,” &c.—Broseley Pipes—Coalbrookdale Iron Works—Terra Cotta—Madeley—Martin Randall’s China—Jackfield Pottery—Maurice Thursfield—“Black Decanters”—China—Craven Dunnill & Co.’s Tile Works—Broseley—Benthall—Maw’s Tile Works—Broseley Tileries—Benthall Potteries—Coalmoor | 263 |
| CHAPTER X. | |
| Plymouth—William Cookworthy—The Divining Rod—Discovery of Petuntse and Kaolin—Productions of the Plymouth Works—Patent—Specification—Marks—Sale to Champion—Transference to Bristol—Death of Cookworthy—Plymouth Earthenware Works—Watcombe—Terra-Cotta Works—Honiton—Exeter—Bovey Tracey Pottery—Indiho Pottery—Bovey Pottery—Folley Pottery—Bideford Pottery—Framington Pottery—Aller Pottery | 318 |
| CHAPTER XI. | |
| Bristol—Delft Ware—Redcliffe Backs—Richard Frank—Ring—Flower—Bristol China—William Cookworthy—Richard Champion—Transference of Plymouth Works—Extension of Patent—Wedgwood’s Opposition—“Case” of the Manufacturers—Champion’s Specification—Champion’s Productions—Edmund Burke—Bristol Vases—Figures—Marks—Bristol Earthenware—Temple Backs—Potters’ Songs—Temple and St. Thomas’s Street Works—Temple Gate—Wilder Street—Bristol Glass—William Edkins—Salt Glaze—Brislington—Crews Hole—Westbury—Easton—Weston-super-Mare—Matthews’s Royal Pottery—Poole—Architectural Pottery Company—Bourne Valley—Branksea—Kinson | 350 |
| CHAPTER XII. | |
| Nottingham Ware—List of Potters—Nottingham Mugs—Bears—Lowesby—Coalville—Ibstock—Tamworth—Wilnecote—Coventry—Nuneaton—Broxburne—Stamford—Roman Kiln—Blasfield’s Terra-Cotta—Bolingbroke—Wisbech—Lowestoft and Gunton—Delft Ware—Lowestoft China—Stowmarket—Ipswich—Ebbisham—Wrotham—Yarmouth—Cossey—Cadborough—Rye—Gestingthorpe—Holkham—Nuneham Courtney—Marsh Balden—Horspath—Shotover | 415 |
| CHAPTER XIII. | |
| York—Place’s Ware—Hirstwood’s China—Layerthorpe—Osmotherley—Hull—Belle Vue Pottery—Stepney Lane Pottery—Leeds—Hartley, Greens, & Co.—Britton and Sons—Leathley Lane Pottery—Castleford Pottery—Eagle Pottery—Pontefract—Ferrybridge—Knottingley—Ralph Wedgwood—Swinton Pottery—Rockingham Ware—Cadogan Pots—Rockingham China—Brameld & Co.—Dale’s Patent—Baguley’s Productions—Mexborough—Rock Pottery—Mexborough Pottery—Mexborough Old Pottery—Rawmarsh—Rotherham—North Field Pottery—Holmes’s Pottery—Don Pottery—Denaby—Kilnhurst—Wath-upon-Dearne—Newhill Pottery—Wakefield—Potovens—Yearsley—Wortley—Healey—Colsterdale | 460 |
[1]
[1]
CERAMIC ART IN GREAT BRITAIN.
Ceramic Art in the UK.

CHAPTER I.
Practice of the Art in England—The Celtic Period—Classes of Vessels—Cinerary Urns—Food Vessels, Drinking Cups, &c.—Modes of Ornamentation—Food Vessels—Immolation Urns or Incense Cups—Handled Cups.
Practice of the Art in England—The Celtic Period—Types of Vessels—Cinerary Urns—Food Vessels, Drinking Cups, & etc.—Ways of Decoration—Food Vessels—Immolation Urns or Incense Cups—Handled Cups.
The history of the ceramic art in our own country is one of intense interest and of paramount importance. I open my present work, which I intend to devote to its consideration, with this assertion, and before it is done I hope I shall have proved its truth.
The history of ceramic art in our country is incredibly fascinating and very important. I start my current work, which I plan to focus on this topic, with this statement, and by the time I finish, I hope to have proven its validity.
It is a subject which may be treated in more ways than one. It may be considered technically, i.e. with regard to manipulation, to the mixing of bodies and glazes, and the practical parts of the potter’s art; or historically, so as to treat of the introduction and progress of the art in this country, its gradual extension and improvement, the chief seats of its operations, and the characteristics of the productions of each age and place. To neither of these do I purpose confining myself; but to the latter I shall, here and there, mix up just sufficient of the former to render it more intelligible and useful. The main ingredients of the “body”—to use a potter’s term—of my work will be history, description, and biography, with just sufficient technicology to temper it and give it its proper tenacity and consistency. For the facts relating to the earliest examples of that art, from which I shall deduce my narrative, I rely upon actual researches into grave-mounds and otherwise, undertaken by myself or by others; and for the rest—those relating to the art in mediæval and later times—upon constant inquirings and searchings and readings carried on, with this special end in view, during the course of many years.
It’s a topic that can be approached in several ways. It can be looked at technically, meaning in terms of techniques, mixing materials and glazes, and the practical aspects of pottery; or historically, discussing how the art was introduced and developed in this country, how it gradually expanded and improved, the main locations of its practice, and the unique features of the products from different time periods and places. I'm not planning to stick strictly to either approach; however, I will occasionally incorporate some technical details into the historical context to make it clearer and more practical. The core components of the "body"—as potters call it—of my work will include history, description, and biography, with just enough technical information to balance it and give it the right strength and consistency. For the details about the earliest examples of this art, on which I'll base my narrative, I depend on actual research into burial mounds and other sources, conducted by myself and others; and for the information about the art in medieval and later times, I rely on years of consistent inquiries, searches, and readings focused on this specific topic.
It is impossible to show when the potter’s art was first invented or when it was first brought into use in this island; but that it was practised here in the very earliest days of its being inhabited by its[2] savage population can be abundantly proved. To this pre-historic period, then, I shall first direct attention; and then endeavour to trace the history of the art down from the Celtic to the Romano-British period; from the time of the Romans to the Anglo-Saxons and Normans; and so gradually come downwards through mediæval to modern times, giving, under each separate seat of the more modern manufacture, historical notices of the works and their founders, and descriptive particulars of the more characteristic of their productions.
It's impossible to pinpoint when pottery was first invented or when it was first used on this island, but it's clear that it was practiced here in the earliest days after its savage population settled. So, I'll first focus on this prehistoric period and then try to trace the history of pottery from the Celtic to the Romano-British era; from the Romans to the Anglo-Saxons and Normans; and then gradually move through the medieval period to modern times, providing historical notes on the works and their creators under each major center of more recent production, along with descriptions of their most notable products.

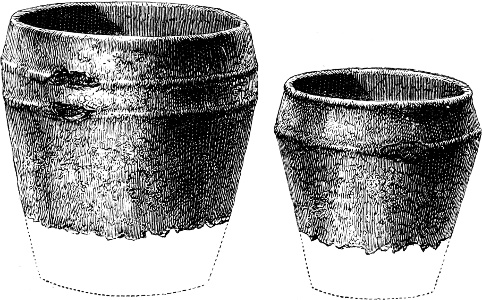
Fig. 1.—Celtic Pottery in the Norwich Museum.
Fig. 1.—Celtic Pottery in the Norwich Museum.
The practice of the fictile art in England dates back, as I have already said, to a very remote period—that of its Celtic or ancient British population, by whom there is abundant evidence it was much esteemed. It is pleasant to know, and to be able indisputably to prove, that from those early days down to the present time the art has, through a long succession of ages, continued with more or less skill, to be observed among us, and that thus in pottery, as in nothing else, an unbroken chain, connecting us in our present high state of civilisation with our remote barbarian forefathers of the stone age, exists. The weapons and other implements of imperishable stone and flint have, long ages ago, died out, and any possible connection between them and the weapons or tools of our own day has died with them; but the vessels of simple clay have an abiding-place with us which has lasted without a break until now, and will yet last for ever. Hitherto the course of the potter’s art has been one of constant and gradual improvement; but its capabilities for further development are almost unbounded, and another generation will witness advances of which we can now but dimly dream.
The practice of pottery in England goes way back, as I've mentioned before, to a very early time - that of its Celtic or ancient British people, who clearly valued it a lot. It's nice to know, and we can definitely prove, that from those early days to now, this art has continued to be practiced among us, with varying levels of skill, throughout the ages. So in pottery, unlike anything else, there’s an unbroken connection linking our current high level of civilization to our distant ancestors from the Stone Age. The weapons and tools made of durable stone and flint have long since disappeared, and any connection between them and today’s weapons or tools has faded away with them. However, simple clay vessels have remained with us without interruption, and will continue to last forever. So far, the journey of the potter's art has been one of steady and gradual improvement, but its potential for further growth is nearly limitless, and another generation will see advancements that we can only vaguely imagine now.
[3]
[3]
Among the ancient Britons, vessels of clay were formed for sepulchral and other uses, and it is entirely to their grave-mounds that we are indebted for the examples which have survived to our time. It is in the course of examination of these mounds that these fictile remains have been brought to light; and it is by a careful examination of these alone, and by constant comparison of the “finds” of one locality with the discoveries of another, that a proper estimate of their character has been, or can be, drawn.
Among the ancient Britons, clay vessels were made for burial and other purposes, and we owe the surviving examples to their burial mounds. These clay remains have been uncovered during the examination of these mounds; it's through careful study of these artifacts alone, along with continuous comparison of the finds from one location to another, that a true understanding of their nature has been, or can be, achieved.
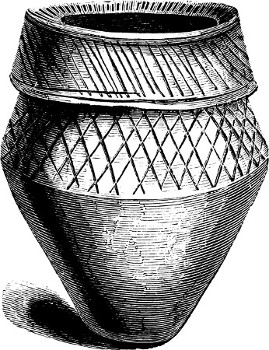
Fig. 2.—Monsal Dale.
Fig. 2.—Monsal Dale.
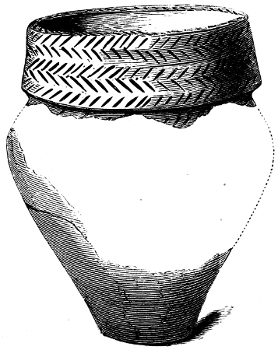
Fig. 3.—Cleatham.
Fig. 3.—Cleatham.
The pottery of this period may be safely arranged in four classes[1], viz.—1. Sepulchral or Cinerary Urns, which have been made for and have contained, or been inverted over, calcined human bones; 2. Drinking Cups, which, in a similar manner, are supposed to have contained some liquid to be placed with the dead body; 3. Food Vessels (so called), which are supposed to have contained an offering of food, and which are more usually found with unburnt bodies than along with interments by cremation; 4. Immolation Urns, (erroneously called Incense Cups by Sir R. Colt Hoare for want of more knowledge of their use), which are very small vessels, found only with burnt bones (and usually also containing them), placed in the mouths of, or close by, the larger cinerary urns.[4] These latter I believe to have been simply small urns intended to receive the ashes of the infant, perhaps sacrificed at the death of its mother, so as to admit of being placed within the larger urn containing the ashes of the parent: I venture, therefore, to name them “Immolation Urns.”
The pottery from this period can confidently be divided into four categories[1]: 1. Sepulchral or Cinerary Urns, which were created for and have held, or been placed upside down over, burned human bones; 2. Drinking Cups, which are believed to have held some liquid meant to accompany the deceased; 3. Food Vessels (so named), which are thought to have contained food offerings and are more often found with unburned bodies rather than with cremation burials; 4. Immolation Urns, (mistakenly referred to as Incense Cups by Sir R. Colt Hoare due to a lack of understanding of their purpose), which are very small containers that are only found with burned bones (and usually contain them as well), placed in the mouths of, or near, the larger cinerary urns.[4] I believe these small urns were meant to hold the ashes of infants, possibly sacrificed at their mother’s death, so they could be placed inside the larger urn containing the parent's ashes: I therefore propose to call them “Immolation Urns.”
No notice of the pottery of this period is to be found in ancient writers, if we except the allusion of Strabo,[2] who says that one of the commodities with which the Phœnicians traded to the Cassiterides was earthenware. But in connection with this it is necessary to state that no example of pottery which can possibly be traced to Phœnician origin has as yet been found in any of the hundreds of barrows which have been opened.
No mention of the pottery from this period exists in ancient texts, except for a reference by Strabo, who states that one of the goods the Phoenicians traded to the Cassiterides was earthenware. However, it's important to note that no examples of pottery that can definitely be linked to Phoenician origin have been found in any of the hundreds of burial mounds that have been excavated.
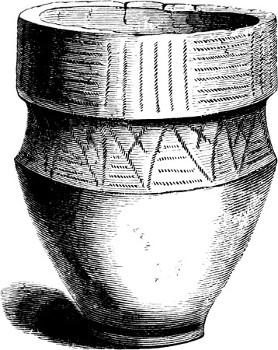
Fig. 4.—Ballidon Moor.
Fig. 4.—Ballidon Moor.
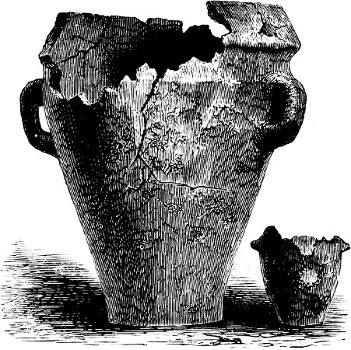
Fig. 5.—Tresvenneck.
Fig. 5.—Tresvenneck.
The pottery exhibits considerable difference, both in clay, in size, and in ornamentation. Those presumed to be the oldest are of coarse clay mixed with small pebbles and sand; the later ones of a somewhat less clumsy form, and perhaps a finer mixture of clays. They are entirely wrought by hand without the assistance of the wheel, and are mostly very thick and clumsy. They are very imperfectly fired, having probably been baked on the funeral pyre.
The pottery shows significant differences in clay, size, and decoration. The oldest pieces are made from rough clay mixed with small pebbles and sand; the later ones have a slightly less bulky shape and possibly a finer clay mixture. They are all handmade without the use of a potter's wheel and tend to be quite thick and heavy. They are not fired very well, likely being baked on the funeral pyre.
In the examination of barrows of this period it not unfrequently happens that the spot where the funeral pyre has been lit can very clearly be perceived. In these instances the ground beneath is generally found to be burned to some considerable depth; sometimes, indeed, it is burned to a fine red colour, and approaches in[5] texture somewhat to that of brick. Where it was intended that the remains should be placed in an urn for interment, it appears, from careful examinations which have been made, that the urn being formed of clay—most probably, judging from the delicacy of touch, and from the impress of fingers which occasionally remains, by the females of the tribe—and ornamented according to the taste of the manipulator, was placed in the funeral fire and there baked, while the body of the deceased was being consumed. The remains of the calcined bones, the flints, &c., were then gathered up together, and placed in the urn; over which the mound was next raised.
In examining burial mounds from this period, it's often easy to spot where the funeral pyre was set up. In these cases, the ground underneath typically shows signs of having been burned to a notable depth; sometimes, it's even burned to a bright red color and has a texture that resembles brick. When it was planned for the remains to be placed in an urn for burial, careful studies reveal that the urn, made from clay—likely shaped by the skilled hands of the women of the tribe, as evidenced by the delicate touch and residual fingerprints—was put in the funeral fire to be baked while the body of the deceased was being cremated. The remains of the charred bones, flints, and other items were then collected and placed in the urn, after which the mound was formed.
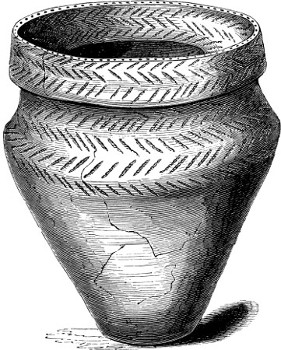
Fig. 6.—Trentham.
Fig. 6.—Trentham.
From their imperfect firing, the vessels of this period are usually called “sun-baked” or “sun-dried;” but this is a grave error, as any one conversant with examples cannot fail, on careful examination, to see. If the vessels were “sun-baked” only, their burial in the earth—in the tumuli wherein, some two thousand years ago, they were deposited, and where they have all that time remained—would soon soften them, and they would, ages ago, have returned to their old clayey consistency. As it is, the urns have remained of their original form, and although, from imperfect baking, they are sometimes found partially softened, they still retain their form, and soon regain their original hardness. They bear abundant evidence of the action of fire, and are, indeed, sometimes sufficiently burned for the clay to have attained a red colour—a result which no “sunbaking”[6] could produce. They are mostly of an earthy brown colour outside, and almost black in fracture, and many of the cinerary urns bear internal and unmistakable evidence of having been filled with the burnt bones and ashes of the deceased, while those ashes were of a glowing and intense heat. They were, most probably, fashioned by the females of the tribe, on the death of their relative, from the clay to be found nearest to the spot, and baked on or by the funeral pyre. The glowing ashes and bones were then, as I have already stated, collected together, and placed in the urn, and the flint implements, and occasionally other relics belonging to the deceased, deposited along with them. In some instances, however, it is probable that even the cinerary urns were burned in a separate fire, as were the “drinking cups,” which are usually fired to a much harder degree than they are. No kiln, or anything approaching to one, however, could of course have been used.
From their imperfect firing, the vessels from this period are often called “sun-baked” or “sun-dried,” but that’s a serious mistake. Anyone familiar with these examples can easily see this upon close examination. If the vessels were just “sun-baked,” their burial in the earth—in the tumuli where they were laid to rest about two thousand years ago, and where they’ve remained all that time—would have softened them, and they would have returned to their original clayey state ages ago. Instead, the urns have kept their original shape, and although they’re sometimes found slightly softened due to imperfect baking, they still hold their form and quickly regain their original hardness. They show clear signs of being fired, and in some cases, they’re burned enough for the clay to have turned red—a result that no amount of “sunbaking”[6] could achieve. They are mostly an earthy brown color on the outside and nearly black when fractured, and many of the cinerary urns show unmistakable signs of having contained the burnt bones and ashes of the deceased, all of which were subjected to intense heat. Most likely, the females of the tribe crafted these urns from the clay closest to the burial site after the death of a relative, and they were baked on or near the funeral pyre. The glowing ashes and bones were then collected and placed in the urn, along with flint tools and sometimes other items belonging to the deceased. However, it's probable that even the cinerary urns were burnt in a separate fire, unlike the “drinking cups,” which are usually fired to a harder degree. Of course, no kiln or anything close to one could have been used.
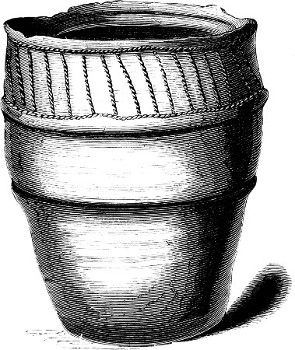
Fig. 7.—Darley Dale.
Fig. 7.—Darley Dale.
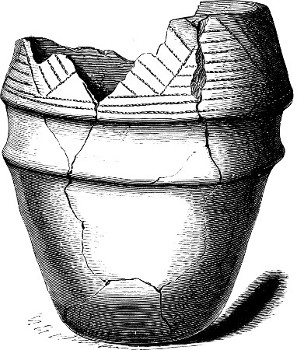
Fig. 8.—Darley Dale.
Fig. 8.—Darley Dale.
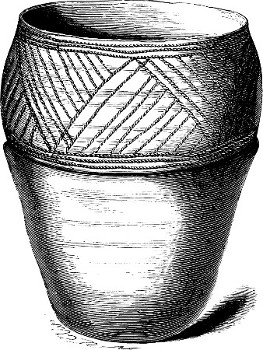
Fig. 9.—Darley Dale.
Fig. 9.—Darley Dale.
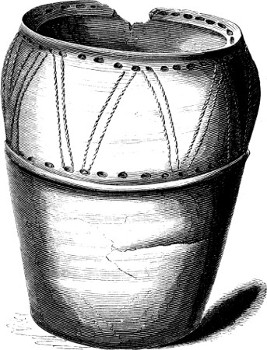
Fig. 10.—Darley Dale.
Fig. 10.—Darley Dale.
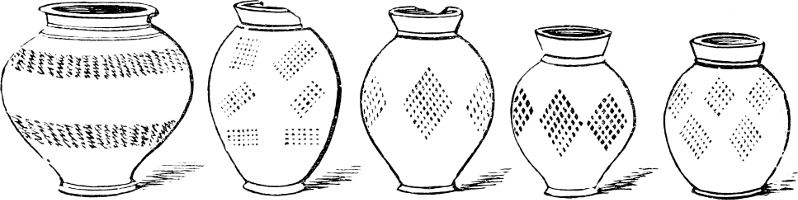
The Cinerary or Sepulchral Urns vary very considerably in size, in form, in ornamentation, and in material—the latter, naturally, depending on the locality where the urns were made; and, as a[7] general rule, they differ also in the different tribes. Those which are supposed to be the most ancient, from the fact of their frequently containing flint instruments along with the calcined bones, are of large size, ranging from nine or ten, to sixteen or eighteen inches in height. Those which are considered to belong to a somewhat later period, when cremation had again become general, are of a smaller size, and of a somewhat finer texture. With them objects of flint are rarely found, but articles of bronze are occasionally discovered. Sometimes they are wide at the mouth, without any overlapping rim; at others they are characterised by a deeply overlapping lip or rim; others are more of “flower-pot” form, with encircling raised bands, while others again are contracted inwardly at the mouth by curved rims. Some also have loops at the sides. The ornamentation is produced chiefly by incised lines, or punctures, or by lines, &c., produced by indenting into the soft clay a twisted thong (Fig. 37). Encircling and zig-zag lines of[8] various forms, reticulated and lozenge-formed patterns, and rows of indentations, are the usual decorations; but occasionally, as at West Kennet and Launceston Heath, clearly defined patterns are produced by the finger or thumb nail.
The Cinerary or Sepulchral Urns vary widely in size, shape, decoration, and material— the latter obviously depending on where the urns were made; and as a[7] general rule, they also differ among the various tribes. The oldest ones, often found with flint tools alongside the burned bones, are large, typically ranging from nine or ten to sixteen or eighteen inches tall. The urns from a later period, when cremation became common again, are smaller and made from finer materials. Flint artifacts are seldom found with these, but bronze items occasionally turn up. Some urns have wide mouths without an overlapping rim; others have a deeply overlapping lip or rim; some are shaped like “flower pots” with raised bands around them, while others narrow inward at the mouth with curved rims. Some also feature loops on the sides. The decorations come mostly from incised lines or punctures, or by indenting the soft clay with a twisted thong (Fig. 37). Typical designs include encircling and zig-zag patterns of various forms, reticulated and diamond-shaped patterns, and rows of indentations; sometimes, as seen at West Kennet and Launceston Heath, distinct patterns are made with a finger or thumb nail.
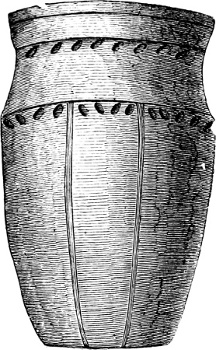
Fig. 11.—Launceston Heath.
Fig. 11.—Launceston Heath.
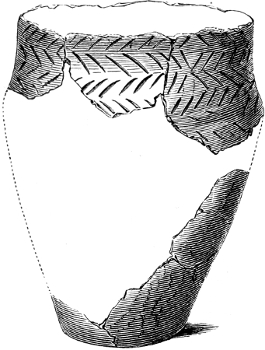
Fig. 12.—Cleatham.
Fig. 12.—Cleatham.
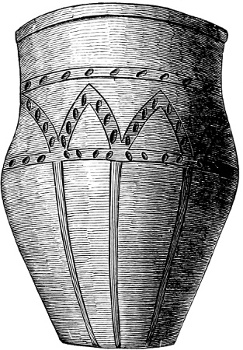
Fig. 13.—Launceston Heath.
Fig. 13.—Launceston Heath.
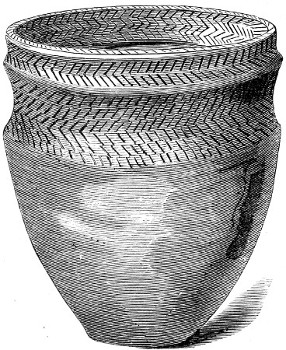
Fig. 14.—Stone.
Fig. 14.—Rock.
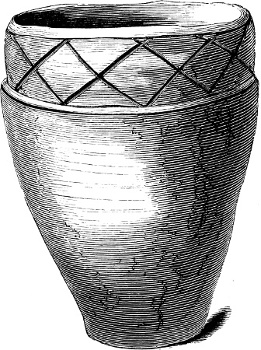
Fig. 15.—Cleatham.
Fig. 15.—Cleatham.
The more usual of the forms will be best understood by the engraved examples, selected from the proceeds of many barrow openings in different parts of the kingdom.
The more common forms will be best understood by the engraved examples taken from the findings of many barrow openings across different areas of the country.
[9]
[9]
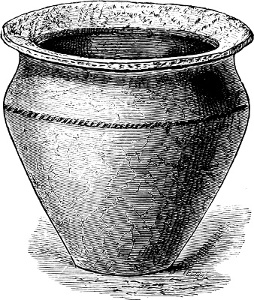
Fig. 16.—Broad Down.
Fig. 16.—Broad Down.
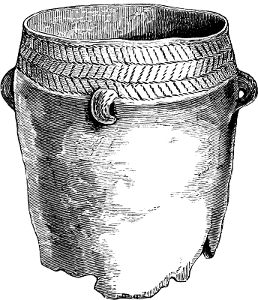
Fig. 17.—Tredenny.
Fig. 17.—Tredenny.
The four urns (Fig. 2, 3, 4, and 6) are characteristic examples of the variety with the broad or deep overlapping border or rim. The first of these has the pattern incised in the soft clay, that on the rim being in diagonal lines, and the central portion reticulated. The second has the herring-bone or chevron ornament around its rim, and the third example is ornamented with horizontal and vertical lines alternately on its rim, and zig-zagged, filled in with horizontal and crossed, lines on the central part. The lines in this are all produced by indenting a twisted thong into the clay while in a soft state. Fig. 16 has its ornamentation indented with twisted thongs in “herring-bone” pattern both on the outside and inside the rim and around the central part. Fig. 8 has a central band as well as overhanging lip. Figs. 11 and 13, from Dorsetshire barrows,[3] are of different form, the ornamentation consisting of incised lines and impressed thumbmarks, &c. The remaining engravings also give excellent examples of other forms and varieties of these sepulchral vessels. Figs. 9 and 10 have the upper part curved, and almost approaching to cup shape, and Fig. 7 has raised bands; in Fig. 14 the upper parts are hollowed out; and in Fig. 15 the upper part is marked with lozenges. Figs. 19 and 23 are ornamented with indented dots produced by pressing the end of a stick or other substance into the soft clay. Fig. 23 has these dots in zig-zag lines.
The four urns (Fig. 2, 3, 4, and 6) are typical examples of the variety with the broad or deep overlapping border or rim. The first urn has a pattern carved into the soft clay, with diagonal lines on the rim and a reticulated design in the center. The second urn features a herring-bone or chevron pattern around its rim, while the third is decorated with alternating horizontal and vertical lines on its rim, along with zig-zag designs filled with horizontal and diagonal lines in the middle. The lines on this urn are made by pressing a twisted thong into the clay while it is still soft. Fig. 16 has its decoration stamped with twisted thongs in a herring-bone pattern both on the outer and inner rim and around the central area. Fig. 8 includes a central band and an overhanging lip. Figs. 11 and 13, from the barrows of Dorsetshire, [3] are shaped differently, with decorations made of incised lines and impressed thumbprints, etc. The other engravings also offer great examples of different forms and styles of these burial vessels. Figs. 9 and 10 have an upper part that is curved and nearly cup-shaped, while Fig. 7 features raised bands; in Fig. 14, the upper parts are hollowed out; and Fig. 15 is marked with lozenge shapes. Figs. 19 and 23 are decorated with indented dots created by pressing the end of a stick or another object into the soft clay. Fig. 23 has these dots arranged in zig-zag lines.
[10]
[10]
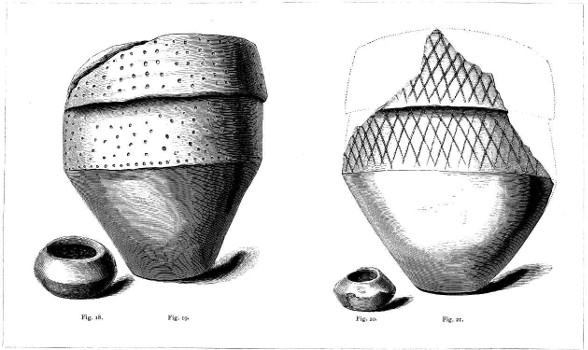
Fig. 18. Fig. 19. Fig. 20. Fig. 21.
Fig. 18. Fig. 19. Fig. 20. Fig. 21.
Cinerary and Immolation Urns from Darwen.
Cinerary and Immolation Urns from Darwen.
[11]
[11]

Fig. 22.—Darley Dale.
Fig. 22.—Darley Dale.
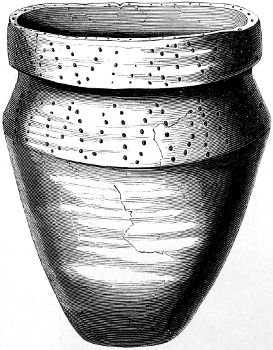
Fig. 23.—Calais Wold.
Fig. 23.—Calais Wold.
[12]
[12]

Fig. 24.—Glen-Dorgal.
Fig. 24.—Glen-Dorgal.

Fig. 25.—Clahar Garden, Mullion.
Clahar Garden, Mullion.

Figs. 26, 27, 28.—Clahar Garden, Mullion.
Figs. 26, 27, 28.—Clahar Garden, Mullion.

Fig. 29.—Denzell.
Fig. 29.—Denzell.
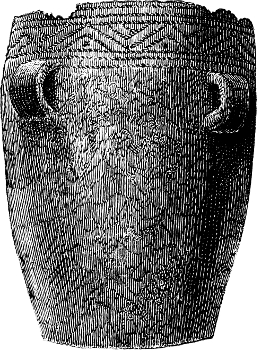
Fig. 30.—Gerrans.
Fig. 30.—Gerrans.
[13]
[13]
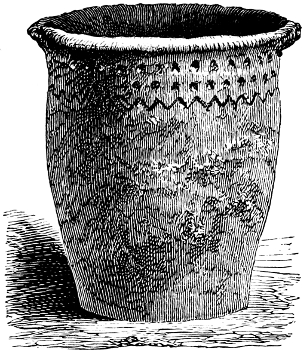
Fig. 31.—Place, near Fowey.
Fig. 31.—Location near Fowey.

Fig. 32.—Lanlawren.
Fig. 32.—Lanlawren.
Figs. 33 and 34.—Bosporthennis.
Figs. 33 and 34.—Bosporthennis.

Fig. 35.—Trevello.
Fig. 35.—Trevello.
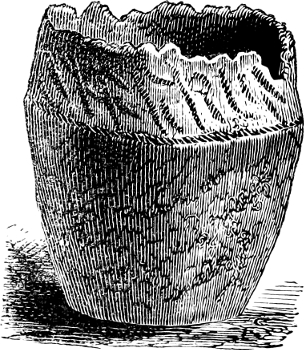
Fig. 36.—Boscawen-Un.
Fig. 36.—Boscawen-Un.
[14]
[14]
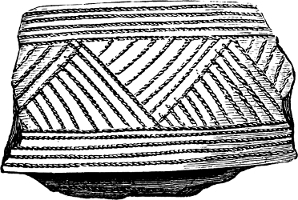
Fig. 37.—Darwen.
Fig. 37.—Darwin.
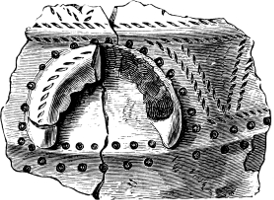
Fig. 38.—Morvah Hill.
Fig. 38.—Morvah Hill.

Fig. 39.—Fimber.
Fig. 39.—Fimber.
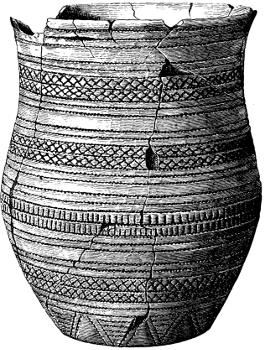
Fig. 40.—Roundway Hill.
Fig. 40.—Roundway Hill.
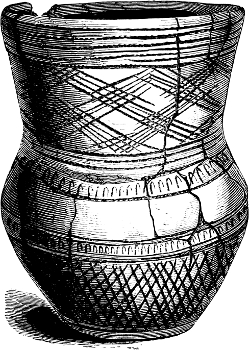
Fig. 41.—Monsal Dale.
Fig. 41.—Monsal Dale.
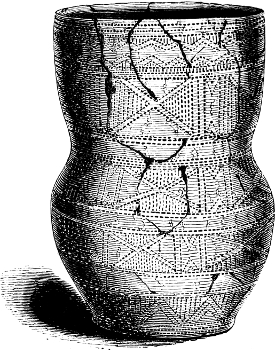
Fig. 42.—Green Low.
Fig. 42.—Green Low.
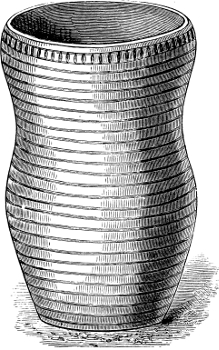
Fig. 43.—Broad Down.
Fig. 43.—Broad Down.
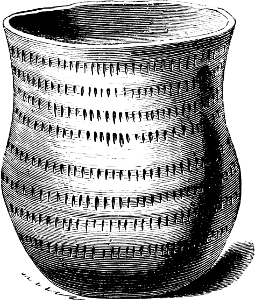
Fig. 44.—Gospel Hillock.
Gospel Hillock.
Fig. 21 has the reticulated lines produced by indentations from twisted thongs. Fig. 22 is a remarkably fine example. Around its upper portion are encircling lines, between which is the usual zig-zag ornament. Around the central band, too, are encircling lines, between which are a series of vertical zig-zag lines. The whole of the ornamentation has been produced by twisted thongs; some, however, being of tighter twist than others. Inside, the rim is ornamented by encircling and diagonal lines. It has on[15] its central band four projecting handles or loops, which are pierced. Nine other looped examples, from Cornwall, are shown on Figs. 5, 17, 24, 25, 26, 27, 29, 30, and 35;[4] along with other examples from[16] the same county. Figs. 18 and 20 are two “Immolation Urns,” found along with, or in, Figs. 19 and 21. Fig. 38 shows a kind of ear or handle on the side of another vessel.
Fig. 21 features the patterned lines created by indentations from twisted thongs. Fig. 22 is an exceptionally fine example. Its upper section has encircling lines, between which is the typical zig-zag decoration. Around the central band, there are also encircling lines, with a series of vertical zig-zag lines in between. All of the ornamentation has been created using twisted thongs, though some are twisted tighter than others. Inside, the rim is decorated with encircling and diagonal lines. It has[15] four protruding handles or loops on its central band, which are pierced. Nine other looped examples from Cornwall are shown in Figs. 5, 17, 24, 25, 26, 27, 29, 30, and 35;[4] along with additional examples from[16] the same county. Figs. 18 and 20 are two “Immolation Urns,” found alongside, or within, Figs. 19 and 21. Fig. 38 displays a type of ear or handle on the side of another vessel.

Fig. 45.—Monsal Dale.
Fig. 45.—Monsal Dale.
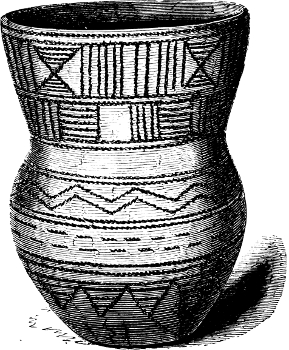
Fig. 46.—Grindlow.
Fig. 46.—Grindlow.
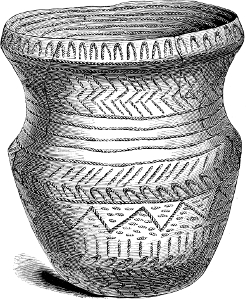
Fig. 47.—Elk Low.
Fig. 47.—Elk Low.
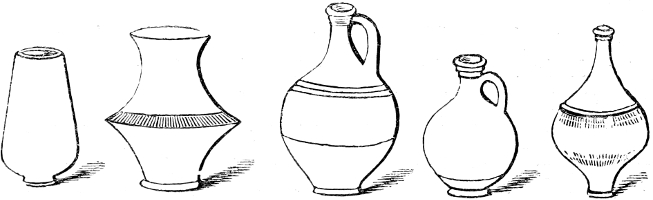
The Drinking Cups are usually of tall form, globular in the lower[17] half, contracted in the middle, and expanding at the mouth. In ornamentation they are more elaborate than the cinerary urns, many of them, in fact, being covered over their entire surface with impressed or incised patterns, frequently of considerable delicacy in manipulation, and always of a finer and higher quality than those of the other descriptions of pottery. Figs. 39 to 48 will show some of the varieties both of form and style of decoration. Instances have been known in which a kind of incrustation has been very perceptible on the inner surface, thus showing that their use as vessels for holding liquor is certain; the incrustation being produced by the gradual drying up of the liquid with which they had been filled when placed with the dead body.
The Drinking Cups are generally tall, with a round lower half, narrowing in the middle, and widening at the top. They are more decorative than the cinerary urns, with many completely covered in impresses or incised designs, often showing a delicate touch and always of a finer quality than other types of pottery. Figs. 39 to 48 will illustrate some of the different forms and styles of decoration. There have been cases where a type of crust has been noticeable on the inside surface, indicating that these were definitely used to hold liquids, as the crust formed from the slow evaporation of the liquid they contained when placed with the deceased.

Fig. 48.—Elk Low.
Fig. 48.—Elk Low.

Fig. 49.—Hitter Hill.
Hitter Hill
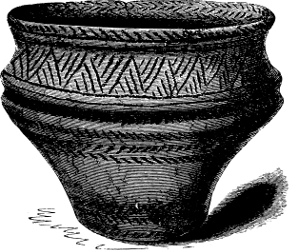
Fig. 50.—Hitter Hill.
Fig. 50.—Hitter Hill.
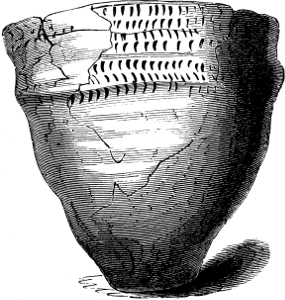
Fig. 51.—Trentham.
Fig. 51.—Trentham.
[18]
[18]
Fig. 39, from Fimber, is richly and elaborately ornamented over its entire surface with the most delicate indentations, and is (with Fig. 42) one of the best and most perfect of known examples. When found it stood close to the shoulders of the skeleton of a strong-boned, middle-aged, man, which lay on the right side. Fig. 42 is equally as elaborate in ornamentation, and as good in form. Like the former, it is ornamented by thong indentations. Fig. 41 is of the same general shape, but not so elaborate in design; the greater portion of the ornamentation consisting of reticulated and lozenge patterns. Fig. 45 is also a remarkably good example, and is about equal in point of ornament with Fig. 46. Fig. 40 is of very different form, as are also Figs. 43 and 44. The ornamentation on the first of these is produced in the usual way, and on the second, by simple indentations. Other forms of drinking cups are met with, but these are the most usual.
Fig. 39, from Fimber, is beautifully decorated all over with delicate indentations, and is (along with Fig. 42) one of the best and most complete examples known. When it was discovered, it was located near the shoulders of the skeleton of a strong, middle-aged man, who was lying on his right side. Fig. 42 is just as detailed in its decoration and as well-shaped. Like the earlier one, it features thong indentations. Fig. 41 has a similar shape but is less intricate in design, with most of the decoration made up of net-like and diamond patterns. Fig. 45 is also a notably good example and is roughly equal in decoration to Fig. 46. Fig. 40 has a very different shape, as do Figs. 43 and 44. The decoration on the first of these is done in the usual style, while the second uses simple indentations. Other types of drinking cups can be found, but these are the most common.

Fig. 52.—Penquite.
Fig. 52.—Penquite.
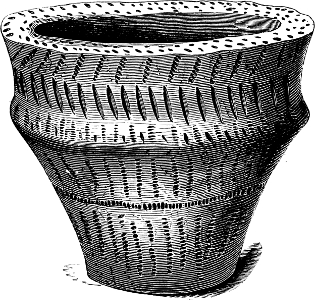
Fig. 53.—Fimber.
Fig. 53.—Fimber.

Fig. 54.—Hay Top, Monsal Dale.
Fig. 54.—Hay Top, Monsal Dale.

Fig. 55.—Fimber.
Fig. 55.—Fimber.
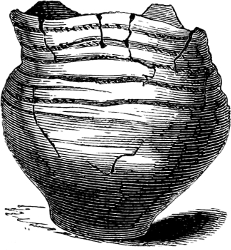
Fig. 56.—Trentham.
Fig. 56.—Trentham.
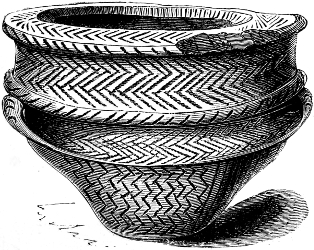
Fig. 57.—Monsal Dale.
Fig. 57.—Monsal Dale.
The Food Vessels—small urns, so called because they were probably intended to contain an offering of food—are of various forms and sizes, and are, in point of decoration, more or less elaborate. They are usually small at the bottom, and gradually swell out until[19] they become, frequently, wider at the mouth than they are in height. They are formed of clay of much the same kind as the other vessels, and are fired to about the same degree of hardness. Figs. 49 to 57 will show their general form and style of decoration. Figs. 49 and 50 were found in the same barrow, and yet, as will be seen, exhibit very different styles of ornamentation. The first of these is four and three quarter inches in height, and five and a half inches in diameter at the top. It is richly ornamented with the usual diagonal and herring-bone lines, formed by twisted thongs impressed into the soft clay, in its upper part. Around the body of the urn itself, however, is a pattern of lozenge form, very unusual on vessels of this period. The second is five and a quarter inches in[21] height, and six and a quarter inches in diameter at the top. It is very richly ornamented.
The Food Vessels—small urns likely meant to hold food offerings—come in various shapes and sizes, with decorations that range from simple to elaborate. They typically have a narrow base that gradually expands, often making the top wider than their height. They are made from a type of clay similar to other vessels and are fired to a comparable level of hardness. Figs. 49 to 57 illustrate their general shape and decoration style. Figs. 49 and 50 were discovered in the same burial site, yet, as will be noted, they showcase quite different decorative styles. The first one stands four and three-quarter inches tall and five and a half inches wide at the top. It is adorned with the typical diagonal and herringbone patterns created by twisted thongs pressed into the soft clay near the top. Around the body of the urn, however, there is a lozenge pattern, which is quite rare for vessels from this time. The second urn is five and a quarter inches tall and six and a quarter inches wide at the top. It has a very rich decoration.
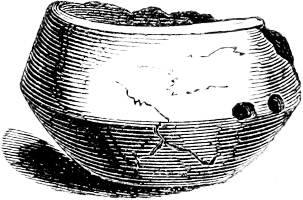
Fig. 58.
Fig. 58.
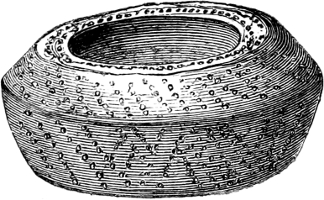
Fig. 59.
Fig. 59.
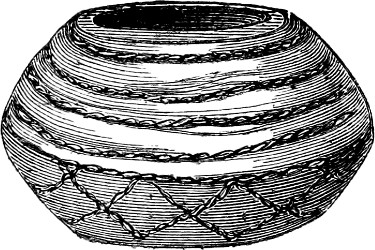
Fig. 60.
Fig. 60.
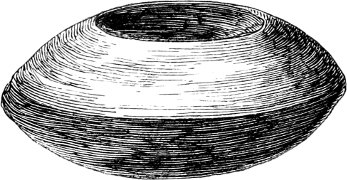
Fig. 61.
Fig. 61.

Fig. 62.
Fig. 62.
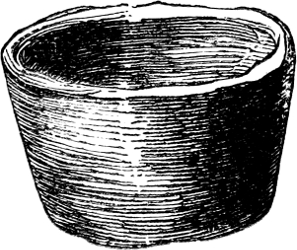
Fig. 63.
Fig. 63.

Fig. 64.
Fig. 64.
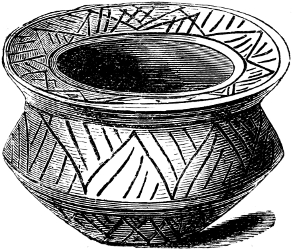
Fig. 65.
Fig. 65.
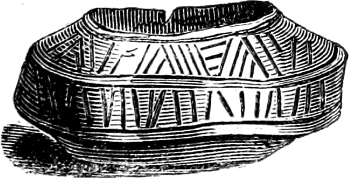
Fig. 66.
Fig. 66.

Fig. 67.
Fig. 67.

Fig. 68.
Fig. 68.
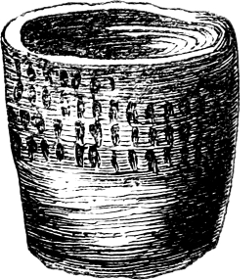
Fig. 69.
Fig. 69.

Fig. 70.
Fig. 70.
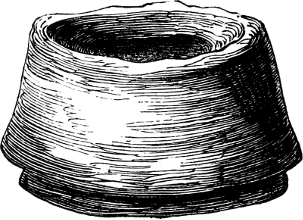
Fig. 71.
Fig. 71.
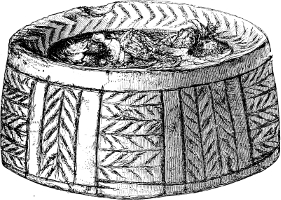
Fig. 72.—Broad Down.
Fig. 72.—Wide Down.
Fig. 53 has the pattern rudely indented over its whole surface. Fig. 51 is coarse and rude, and the pattern very simple. Figs. 54, 55, and 57 are of different character, and have a kind of handle or projecting stud on four sides. They are among the most elaborate, in point of ornamentation, of any of these interesting vessels, of which other forms besides those engraved have occasionally been found. On Wykeham Moor, in Yorkshire the Rev. Canon Greenwell has brought to light some urns of a different character, and of greater width at the mouth.
Fig. 53 has a rough pattern indented all over its surface. Fig. 51 is coarse and basic, featuring a very simple pattern. Figs. 54, 55, and 57 have a different style and include a kind of handle or protruding stud on four sides. They are some of the most detailed in terms of decoration among these fascinating vessels, which occasionally come in forms beyond those illustrated. On Wykeham Moor in Yorkshire, Rev. Canon Greenwell has discovered some urns of a different style that are wider at the mouth.

Fig. 73.—Broad Down.
Fig. 73.—Broad Down.
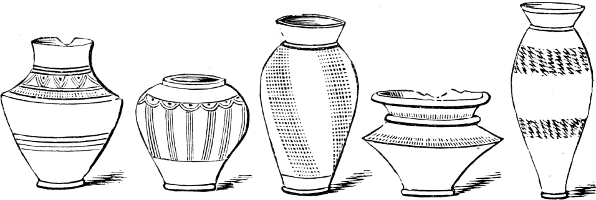
The diminutive vessels, usually called (though, as I have said, erroneously) “Incense Cups,” but which I propose to call “Immolation Urns,” are ornamented in the same manner as the other pottery. The form, as will be seen from Figs. 58 to 75, varies much, from a plain salt-cellar like cup to the more elaborately[22] rimmed vase. Three examples (Figs. 68, 70, and 75) have the very unusual appendage of a handle at one side; others have holes in their sides, as if for suspension, and I suspect this has been the case in the urn containing the ashes of the mother. Fig. 67 has four handles.
The small vessels, commonly known (though, as I've mentioned, incorrectly) as “Incense Cups,” but which I will refer to as “Immolation Urns,” are decorated like the other pottery. Their shape, as shown in Figs. 58 to 75, varies greatly, from a simple salt-cellar-like cup to a more elaborately[22] rimmed vase. Three examples (Figs. 68, 70, and 75) have the rather unusual addition of a handle on one side; others have holes in their sides, as if intended for hanging, and I suspect this was true for the urn containing the mother’s ashes. Fig. 67 has four handles.
Holes for, as supposed, suspension, are shown in Figs. 58, 72, and 74; these have each two of these small perforations in the side. Others, as in Figs. 64 and 67, have perforated loops at their sides. Fig. 65 is of unusual form, having a broad rim round its mouth; it is elaborately ornamented. Figs. 5, 18 and 20 are shown with the urns with which they were found.
Holes for what we think are for suspension are shown in Figs. 58, 72, and 74; each of these has two small holes on the side. Others, like in Figs. 64 and 67, have perforated loops on their sides. Fig. 65 has a unique shape, featuring a wide rim around its opening and is intricately decorated. Figs. 5, 18, and 20 are presented alongside the urns they were discovered with.

Fig. 74.—Broad Down.
Fig. 74.—Broad Down.
Other forms of these interesting little vessels, which generally range from an inch and a half to three inches in height, occur. They will be best understood from the engravings. One of these (Fig. 72), for the purpose of showing its pattern more carefully, is engraved of its FULL SIZE. It is a remarkable example, and has its bottom ornamented as well as its sides and rim, which are shown on Figs. 73 and 74. When found it was filled with burnt bones, probably of an infant. On one side were two perforations.
Other types of these fascinating little vessels, which usually range from one and a half to three inches tall, also exist. They can be best understood through the engravings. One of these (Fig. 72) is engraved at its FULL SIZE to show its pattern in more detail. It’s a remarkable example, with the bottom decorated along with the sides and rim, which are shown in Figs. 73 and 74. When discovered, it was filled with burned bones, likely from an infant. There were two holes on one side.

Fig. 75.—Denzell.
Fig. 75.—Denzell.
Among the unusual forms of Celtic pottery may be named the curious examples (Figs. 76 and 77) one of which is a kind of drinking mug with a handle, and the other is supported on feet. Fig. 76, and another of somewhat similar kind in the Ely Museum, are the only two known examples of this form of vessel, and they will be seen to be very richly ornamented.[23] Fig. 76 is in the Bateman collection, as is also Fig. 77. It is one of the class of vessels hitherto called incense cups, and is, I believe, unique—no other example on feet having come under my notice.
Among the unusual types of Celtic pottery are some interesting examples (Figs. 76 and 77), one being a drinking mug with a handle and the other standing on feet. Fig. 76, along with a similar piece in the Ely Museum, are the only two known examples of this kind of vessel, both of which are elaborately decorated.[23] Fig. 76 is part of the Bateman collection, as is Fig. 77. It belongs to a group of vessels previously referred to as incense cups and, to my knowledge, is unique—no other example on feet has come to my attention.

Fig. 76.—Pickering.
Fig. 76.—Pickering.
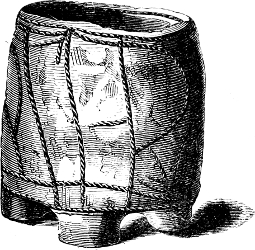
Fig. 77.—Pickering.
Fig. 77.—Pickering.
[24]
[24]
CHAPTER II.
Romano-British Pottery—Upchurch Ware—Durobrivian Ware—Roman Potters’ Kilns—Pottery in London—Salopian Ware—New Forest Ware—Yorkshire, Oxfordshire, Lincolnshire, and other Wares—Varieties of Vessels: Amphoræ—Mortaria, &c.—Sepulchral Vessels—Tiles—Tile Tombs—Clay Coffins—Lamps—Penates—Coin Moulds, &c.
Romano-British Pottery—Upchurch Ware—Durobrivian Ware—Roman Potters’ Kilns—Pottery in London—Salopian Ware—New Forest Ware—Yorkshire, Oxfordshire, Lincolnshire, and other Wares—Varieties of Vessels: Amphorae—Mortaria, etc.—Sepulchral Vessels—Tiles—Tile Tombs—Clay Coffins—Lamps—Penates—Coin Molds, etc.
During the Romano-British period the fictile art was much practised in England, and not only was a large variety of wares produced, but an almost endless number of vessels were made. Potworks were established in many parts of the kingdom, some of which grew to very large dimensions, while others of a less important character and size still made wares of extremely good quality. The three principal potteries—at least so far as present researches have enabled us to judge—in England at this period were those on the Medway, in the Upchurch marshes, extending towards Sheerness, in Kent; the Durobrivian potteries on the river Nen, in Northamptonshire; and the Salopian potteries on the Severn, in Shropshire. Smaller pot works, however, being scattered over various parts of the kingdom.
During the Romano-British period, pottery was widely produced in England. Not only was there a large variety of goods created, but countless vessels were made as well. Pottery workshops were set up in many areas of the kingdom, with some growing quite large, while others, although smaller and less significant, still managed to produce high-quality items. The three main pottery centers in England during this time, based on our current research, were located on the Medway in the Upchurch marshes, stretching toward Sheerness in Kent; the Durobrivian potteries along the river Nen in Northamptonshire; and the Salopian potteries along the Severn in Shropshire. Additionally, smaller pottery workshops were scattered throughout various regions of the kingdom.
With the well-known “Samian Ware,” the finest and most beautiful of the pottery of the Romans which is found in this country, I have, of course, nothing to do in my present work; for, although found so frequently and so abundantly in England, it was not manufactured here, and therefore does not come within its scope. I proceed, therefore, to speak of the various English seats of the manufacture.
With the famous "Samian Ware," the finest and most beautiful pottery of the Romans found in this country, I have, of course, nothing to address in my current work; because, even though it's frequently and abundantly found in England, it wasn't made here, so it doesn't fit within its scope. I will now discuss the different English locations of the manufacture.
Upchurch Ware.—The district wherein this pottery was made and is found so abundantly, is of five or six miles in length, and from one to two in breadth; and over the whole of this tract of country, at a distance of some few feet below the surface, a regular layer of remains of Roman fictile art occurs. To Mr. C. Roach Smith is due the greatest credit of bringing these under notice:—“There can be no doubt,” says Mr. Wright, “not only from the extent of ground covered by the potteries, but from the frequent[25] occurrence of the sort of pottery made here, among Roman remains in Britain belonging to different periods, that these potteries were in full activity during the whole extent of the Roman period. The site of the kilns was moved as the clay was used up, and at the same time the refuse pottery was thrown on the ground behind them, so that, when at last abandoned, this extensive site presented a surface of ground covered almost entirely by a bed of refuse pottery.” Here, then, the Roman figuli exercised, more extensively than anywhere else in England their art, and continued its practice for a long series of years. In those days the ground would of course be firm and dry. Since then, as is usually the case in so long a number of years, the soil has accumulated to the thickness of about three feet—the inroads which the Medway is constantly making upon it forming the creeks, and continually disclosing the remains left by the potters.
Upchurch Ware.—The area where this pottery was made and is found in large quantities is about five to six miles long and one to two miles wide. Just a few feet below the surface of this land, there is a consistent layer of Roman pottery remains. Mr. C. Roach Smith deserves the most credit for bringing this to attention:—“There can be no doubt,” says Mr. Wright, “not only from the large area covered by the potteries but also from the frequent occurrence of the type of pottery produced here among Roman remains in Britain from different periods, that these potteries were actively in use throughout the entire Roman period. The location of the kilns shifted as the clay was exhausted, and at the same time, the leftover pottery was discarded behind them, so that when the site was finally abandoned, it created a surface almost entirely covered by a layer of discarded pottery.” Here, the Roman figuli practiced their craft more extensively than anywhere else in England, and they continued to do so for many years. At that time, the ground was undoubtedly firm and dry. Since then, as is typical over such a long period, about three feet of soil has built up—the Medway's continuous erosion creating creeks and constantly revealing the remains left by the potters.

Fig. 78.—Group of Upchurch Ware.
Fig. 78.—Upchurch Ware group.
The ware made at Upchurch must have been in considerable repute, for it is found in Roman localities in most parts of the kingdom. On Roman sites in France and Germany and in Flanders, &c., wares of a precisely similar kind are found, and show that it is probable they were simultaneously made at different places. The prevailing colour of the ware is a bluish or greyish black, with a smooth and rather shining surface. A good deal, however, is of a dark drab colour. The black colour has been produced by the process of “firing” in “smother kilns”—a process well known to potters. The forms of the vessels, as well as the sizes, vary to a surprising extent, but they are all remarkable for the gracefulness and elegance[26] of their outline, and, in many instances, for the simplicity and effective character of the patterns with which they are decorated. The decorations consist chiefly of circles or semi-circles; lines, vertical or otherwise; bands, and numbers of raised dots arranged in a variety of ways. The clay used is fine, and the vessels are light and thin, and remarkably well “potted.”
The pottery made at Upchurch must have been quite popular, as it can be found in Roman settlements across much of the kingdom. Similar types of pottery have been discovered at Roman sites in France, Germany, Flanders, and elsewhere, indicating they were likely made at the same time in different locations. The dominant color of the pottery is a bluish or grayish black, with a smooth, somewhat shiny surface. However, a significant amount is also a dark drab color. The black hue is achieved through the “firing” process in “smother kilns”—a method well-known among potters. The shapes and sizes of the vessels vary greatly, but they all stand out for their graceful and elegant outlines, and, in many cases, for the simplicity and impact of their decorative patterns. The decorations mainly include circles or semi-circles, vertical or other lines, bands, and various arrangements of raised dots. The clay used is fine, making the vessels light and thin, and they are exceptionally well-made.[26]
Figs. 79 to 83.—Upchurch Ware.
Figs. 79 to 83—Upchurch Ware.
Figs. 84 to 88.—Upchurch Ware.
Figs. 84 to 88.—Upchurch Pottery.
Figs. 89 to 93.—Upchurch Ware.
Figs. 89 to 93.—Upchurch Pottery.
The instruments used in the ornamentation of this pottery appear to have been of a very rude description, and were, as it seems, chiefly mere sticks, some sharpened to a point, and others with a transverse section cut into notches. The former were used in tracing the lines already described; the latter had the section formed into a square or rhomboid, the surface of which was cut into parallel lines crossing each other so as to form a dotted figure, and this was stamped on the surface of the pottery in various combinations and arrangements. Sometimes these dots are arranged so as to form bands;[5] and in[27] others simply “patch” ornaments. Other vessels were covered with reticulation, the lines being simply scratched into the surface of the clay; and others have bands of serrated lines.
The tools used to decorate this pottery seem to have been quite simple, mostly consisting of sticks—some sharpened to a point and others shaped with notches. The sharpened sticks were used to trace the lines mentioned earlier, while the notched ones had their ends shaped into squares or rhomboids. The surface of these was cut with parallel lines that crossed to create a dotted pattern, which was stamped onto the pottery in various combinations and designs. Sometimes, these dots were arranged to form bands;[5] and in[27] other cases, they simply created “patch” designs. Some vessels featured a network pattern with lines scratched into the clay surface, while others had bands with jagged lines.

Fig. 94.—Upchurch Ware.
Fig. 94.—Upchurch Pottery.
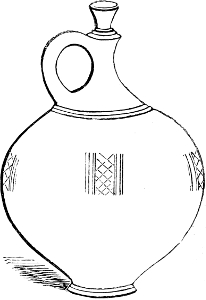
Fig. 95.—Upchurch Ware.
Fig. 95.—Upchurch Pottery.
Figs. 91, 92, 93, and 95 are more bottle shaped—in fact, approaching somewhat to the form of the mediæval bellarmine. Many varieties of this general form have been found in the marshes and elsewhere. Fig. 89 is particularly simple and elegant in shape, as are also several shown in the groups on this and the preceding pages. Among these is an example of another variety of ornamentation common to the Upchurch ware. It is formed by diagonal intersecting lines, and in form is much the same as the ordinary kind of Roman cinerary urns. In[28] the group, Fig. 94, are some examples of Upchurch and other wares.
Figs. 91, 92, 93, and 95 are more bottle-shaped—actually resembling the shape of a medieval bellarmine. Many varieties of this general shape have been discovered in the marshes and other places. Fig. 89 has a particularly simple and elegant design, similar to several shown in the groups on this and the previous pages. Among these is an example of another type of decoration common to the Upchurch ware. It features diagonal intersecting lines and resembles the usual kind of Roman cinerary urns. In[28] the group, Fig. 94, are some examples of Upchurch and other wares.
No kilns have as yet been discovered in the Upchurch marshes, but doubtless further researches will yet bring them to light. Mr. Roach Smith, to whose incessant labours we owe the principal notices of these potteries, has discovered the remains of the extensive village of the potters, with traces of their habitations and of their graves, in the higher ground bordering on the marshes.
No kilns have been found in the Upchurch marshes yet, but further research will likely uncover them. Mr. Roach Smith, whose tireless work has provided the main information about these potteries, has discovered the remains of a large potters' village, along with signs of their homes and graves, on the higher ground near the marshes.
Castor Ware, or Durobrivian Ware, as it is variously called, is the production of the extensive Romano-British potteries on the river Nen, in Northamptonshire and Huntingdonshire; near Castor and Chesterton, in those counties respectively. In this locality, as the names of Chesterton and Castor undeniably prove to have been the case, an important settlement of the Romans was made, and excavations have brought to light the remains of a considerable town, and in connection with it, of a settlement of potters with the remains of their works extending over a district many miles in extent.
Castor Ware, or Durobrivian Ware, as it's sometimes called, comes from the large Romano-British potteries along the river Nen, in Northamptonshire and Huntingdonshire; near Castor and Chesterton, in those counties, respectively. This area, as the names of Chesterton and Castor clearly indicate, was home to a significant Roman settlement, and excavations have uncovered the remains of a sizable town, along with a potters' settlement, with evidence of their workshops stretching over a considerable distance.
The great interest attaching to this locality is in the fact that this was not the first, but the first well ascertained discovery of a Roman pot-manufactory in this kingdom, and that at this spot the first kilns of that period have been uncovered, and the processes adopted by the Roman figuli brought to light.
The significant interest in this area comes from the fact that this was not the first discovery of a Roman pottery factory in this kingdom, but it is the first confirmed one. At this location, the first kilns from that time have been found, and the techniques used by the Roman figuli have been revealed.

Fig. 96.—Castor Ware.
Castor Ware.
The situation of the potteries was well chosen for carrying on an extensive trade with distant parts of the kingdom, and from researches searches which were made, the late Mr. Artis, to whom the discovery is due, computed that probably two thousand people had been employed in the fabrication of fictile vessels. It is on the line of one of the most important of the Roman roads—the Ermyn street—and close to the navigable river Nen; and that the products of the manufactory were supplied to places throughout the kingdom is abundantly testified by the remains which are almost invariably found in course of excavations wherever Roman occupation is known. Mr. Artis unfortunately, although he published a fine[29] folio volume of plates[6] of the more remarkable of the objects he discovered, never issued the descriptive and historical text which was intended to accompany it. The great bulk of the information he had gleaned he never committed to paper, and consequently it died with him. Mr. Artis, however, communicated some valuable particulars to Mr. C. Roach Smith, and these have been made public by him in the “Journal of the British Archæological Association”[7] and in the “Collectanea Antiqua.”[8] Mr. Artis in one of these says that during an examination of the pigments used by the Roman potters of Castor and its neighbourhood, he was “led to the conclusion that the blue and slate-coloured vessels met with here in such abundance were coloured by suffocating the fire of the kiln at the time when its contents had acquired a degree of heat sufficient to insure uniformity of colour. I had so firmly made up my mind on the process of manufacturing and firing this peculiar kind of earthenware, that I had denominated the kilns in which it had been fired “smother kilns.” The mode of manufacturing the bricks of which these kilns are made is worthy of notice. The clay was previously mixed with about one-third of rye in the chaff, which being consumed by the fire, left cavities in the room of the grains. This might have been intended to modify expansion and contraction, as well as to assist in the gradual distribution of the colouring vapour. The mouth of the furnace and the top of the kiln were no doubt stopped: thus we find every part of the kiln, from the inside wall to the mouth on the outside, and every part of the clay wrappers of the domes penetrated with the colouring exhalation.”
The location of the potteries was ideally suited for conducting extensive trade with distant regions of the kingdom. Based on research conducted by the late Mr. Artis, who is credited with the discovery, it is estimated that around two thousand people were involved in making pottery. This site is located along one of the most significant Roman roads—the Ermyn Street—and close to the navigable River Nen. The fact that the products from this factory were distributed across various parts of the kingdom is clearly demonstrated by the remnants typically found during excavations in regions known to have been occupied by the Romans. Unfortunately, Mr. Artis, despite publishing a fine[29] folio of plates[6] showcasing some of the notable items he discovered, never released the descriptive and historical text that was supposed to accompany it. Most of the valuable information he gathered was never documented and thus has been lost with him. However, Mr. Artis shared some important details with Mr. C. Roach Smith, which were later published by him in the “Journal of the British Archæological Association”[7] and in the “Collectanea Antiqua.”[8] In one of these publications, Mr. Artis notes that during his analysis of the pigments used by the Roman potters in Castor and its nearby areas, he concluded that the blue and slate-colored pottery found in abundance here was colored by suffocating the kiln fire at a point when the contents reached a temperature sufficient to ensure a uniform color. He was so convinced of the method of producing and firing this specific type of earthenware that he referred to the kilns used for its firing as “smother kilns.” The technique used to produce the bricks for these kilns is also noteworthy. The clay was mixed with about one-third rye chaff, which, when burned away, left cavities in the place of the grains. This might have been intended to manage expansion and contraction, as well as to aid in the gradual dispersal of the coloring vapor. The mouth of the furnace and the top of the kiln were presumably sealed. Therefore, we find that every part of the kiln, from the inside wall to the outer mouth, and every section of the clay wrappers of the domes, was permeated by the coloring fumes.

Figs. 97, 98, 99.—Castor Ware.
Figs. 97, 98, 99.—Castorware.
[30]
[30]
The researches further proved that the colour could not be attributed to any metallic oxide (although it must be confessed that in many instances the surface has a strongly developed metallic appearance) either in the clay itself or applied externally, and this conclusion is confirmed by the appearance of the clay wrappers of the dome of the kilns; and it may be added, the colour is so fugitive that it is expelled entirely, by submitting the pottery to an open fire. During the examination of the Upchurch pottery, Mr. Artis remarked that he thought a coarse kind of sedge had been used in the manufactory. His practical eye alone guided him to this conclusion, for he had never visited the site, and was quite unaware that below the strata of broken vessels, a layer of sedge peat is in several places visible. The same kind of arrangement probably obtained pretty generally with the Roman potters.
The research further showed that the color couldn't be linked to any metallic oxide (though it's true that in many cases, the surface has a strong metallic look) either in the clay itself or applied on top, and this conclusion is backed up by the look of the clay wrappers from the dome of the kilns. It's also worth noting that the color is so fleeting that it completely disappears when the pottery is exposed to an open fire. While examining the Upchurch pottery, Mr. Artis noted that he believed a coarse type of sedge was used in the manufacturing process. His practical insight led him to this conclusion since he had never visited the site and was completely unaware that beneath the layers of broken vessels, there is a layer of sedge peat visible in several places. A similar setup likely occurred quite generally with the Roman potters.

Fig. 100.—Potter’s Kiln, Normangate Field, Castor.
Fig. 100.—Potter’s Kiln, Normangate Field, Castor.
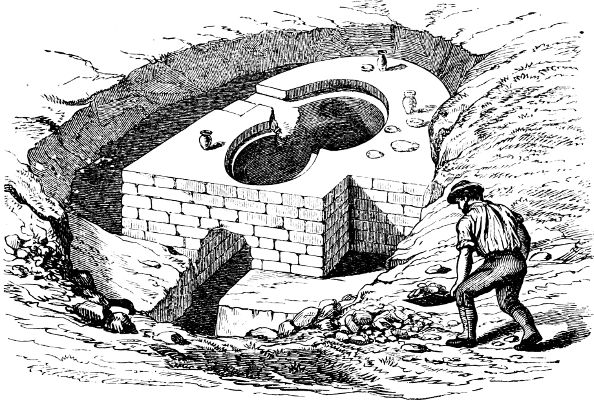
Fig. 101.—Potter’s Kiln, Normangate Field, Castor.
Fig. 101.—Potter’s Kiln, Normangate Field, Castor.
The kilns for firing the Castor ware, discovered by Mr. Artis, are among the most interesting of all the remains of Roman arts which have been brought to light. The kilns which were removed in the course of the investigations were “all constituted on the same principle: a circular hole was dug from three to four feet deep, and four in diameter, and walled round to the height of two feet. A furnace, one-third of the kiln in length, communicated with the side. In the centre of the circle so formed was an oval pedestal, the height of the sides, with the end pointing to the mouth of the furnace. Upon this pedestal and side walls the floor of the kiln rests. It was[31] formed of perforated angular bricks, meeting at one point in the centre; the furnace was arched with bricks, moulded for the purpose; the side of the kiln was constructed with curved bricks set edgeways (see Fig. 100) in a thick slip (the same material made into a thin mortar) to the height of two feet. The process of packing the vessels and securing uniform heat in firing the ware was the same in the two different kinds of kilns—namely, that before described, called ‘smother kiln,’ and that for various other kinds of pottery. They were first carefully loose-packed with the articles to be fired, up to the height of the side walls. The circumference of the bulk was then gradually diminished, and finished in the shape of a dome. As this arrangement progressed, an attendant seems to have followed the packer, and thinly covered a layer of pots with coarse hay or grass. He then took some thin clay, the size of his hand, and laid it flat over the grass upon the vessels: he then placed more grass on the edge of the clay just laid on—then more clay—and so on until he had completed the circle. By this time the packer would have raised another tier of pots, the plasterer following as before, hanging the grass over the top edge of the last layer of plasters, until he had reached the top, in which a small aperture was left, and the clay nipped round the edge; another coating would then be laid on as before described. Directly after, gravel or loam was thrown up against the side wall where the clay wrappers were commenced—probably to secure the bricks and the clay coating. The kiln was[32] then fired with wood.[9] In consequence of the care taken to place grass between the edges of the wrappers, they could be unpacked in the same size pieces as when laid on in a plastic state; and thus the danger in breaking the coat to obtain the contents of the kiln could be obviated. In the course of my excavations I discovered a curiously constructed furnace, of which I have never before or since met an example. Over it had been placed two circular vessels; the next above the furnace was a third less than the other, which would hold about eight gallons; the fire passed partly under both of them, the smoke escaping by a smoothly-plastered flue, from seven to eight inches wide. The vessels were suspended by the rims fitting into a circular groove or rabbet, formed for the purpose. They contained pottery, both perfect and fragmentary. It is probable they had covers, and I am inclined to think were used for glazing peculiar kinds of the immense quantities of ornamented ware made in this district. Its contiguity to one of the workshops in which the glaze (oxide of iron) and other pigments were found confirms this opinion.”
The kilns used for firing Castor ware, discovered by Mr. Artis, are some of the most fascinating remnants of Roman art that have been uncovered. The kilns that were excavated during the investigations were all built on the same principle: a circular hole was dug about three to four feet deep and four feet in diameter, then walled up to two feet high. A furnace, which was one-third the length of the kiln, connected to the side. In the center of the circle was an oval pedestal, the height of the walls, with the end facing the furnace opening. The kiln's floor rested on this pedestal and the side walls. It was made of perforated angular bricks that came together at a single point in the middle; the furnace was arched with specially molded bricks, and the kiln's sides were made with curved bricks set upright, bonded with a thick slip (the same material mixed into a thin mortar) up to two feet high. The method of packing the items and ensuring even heat while firing the ware was consistent for both types of kilns—what we've described as the ‘smother kiln’ and those used for various other potteries. The items were first carefully packed loosely up to the sides. The shape of the packing then gradually narrowed to form a dome. As the packing advanced, a helper seemed to follow behind, covering a layer of pots with coarse hay or grass. Then he took a piece of thin clay, about the size of his hand, and laid it flat over the grass on the pots: he then placed more grass along the edge of the clay just laid down—then more clay—and continued this until he completed the circle. By this time, the packer would have added another layer of pots, with the helper continuing the process, draping grass over the top edge of the last layer until reaching the top, where a small opening was left and the clay was pinched around the edge; another layer of clay was then added as described earlier. Immediately after, gravel or loam was piled against the side wall where the clay wrappers began—likely to hold the bricks and the clay covering in place. The kiln was then fired with wood. Because of the care taken to place grass between the edges of the wrappers, they could be removed in the same sized pieces as when they were applied in their wet state; thus, the risk of breaking the outer layer to access the contents of the kiln was avoided. During my excavations, I found a uniquely built furnace, one I've never seen before or since. Above it were two circular vessels; the one immediately above the furnace was a bit smaller than the other and could hold about eight gallons; the fire passed under both, with smoke escaping through a smoothly-plastered flue, about seven to eight inches wide. The vessels were suspended by their rims fitting into a circular groove created for that purpose. They contained both intact and broken pottery. It's likely they had covers, and I suspect they were used for glazing specific types of the large quantities of decorated ware produced in this area. The proximity to one of the workshops where the glaze (iron oxide) and other pigments were found supports this theory.
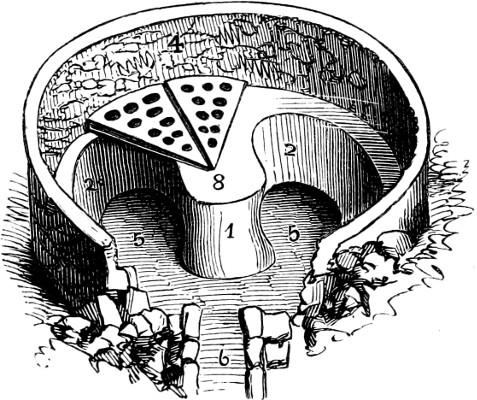
Fig. 102.—Potter’s Kiln, Castor.
Fig. 102.—Potter's Kiln, Castor.
Fig. 102 is a kiln of a different construction. “In it, instead of modelling or moulding bricks for the kiln, the potters, after forming a tolerably round shaft, commenced plastering it three inches thick with clay, prepared for that purpose, leaving a flange twenty inches above the furnace floor to receive the floor of the kiln; a mode of construction unnoticed by me before in these kilns. In the centre was placed an oval pedestal, for the double purpose of dividing the fire and of giving support to the centre of the floor. To attach the pedestal to the back of the kiln, and to shut out the cold air which would lodge in the angle formed by the pedestal being so placed, the angle was filled with coarse materials, which were stopped up with clay, so as to draw the flame more towards the centre, and induce a union with the flame and heat entering the front part of the kiln.”[33] The more usual plan with the potters of this district in packing their kilns was, when the contents had reached the surface of the earth, to form a dome by covering the urns and vases lightly with dry grass, sedge, or the like, and plastering it over with patches of prepared clay, divided by strewing a small quantity of hay between each portion to facilitate removal. In place of this usual process, in this kiln bricks were used of an oblong shape, four inches by two and a half inches, wedge-shaped at one end, with a sufficient curve to traverse the circumference when set edgeways, with the wedge ends lapped over each other. The sides would be thus raised for three or four courses or more, as circumstances might require, and probably be afterwards backed up with loose earth. These bricks were modelled and kneaded with chaff and grain.”[10] The numbers indicate as follows:—1, front of the pedestal supporting the floor of the kiln; 2 2, slopes, probably intended to produce a more uniform heat; 3 3, part of the kiln floor; 4, bricks, before used; 5, area of the furnace; 6, mouth of furnace; 7, wall of kiln; 8, top of the pedestal. The mouth of the furnace, No. 6, was arched over.
Fig. 102 is a kiln built differently. “Instead of shaping or molding bricks for the kiln, the potters first created a reasonably round shaft and then applied a three-inch thick layer of clay designed for that purpose, leaving a flange twenty inches above the furnace floor to support the kiln's floor; this construction method was something I hadn’t noticed before in these kilns. An oval pedestal was placed in the center, serving both to divide the fire and to support the center of the floor. To connect the pedestal to the back of the kiln and to block the cold air that would gather in the angle formed by the pedestal's position, they filled that angle with coarse materials, which were sealed with clay to direct the flame more towards the middle and encourage a blend of the flame and heat coming from the front of the kiln.”[33] The typical approach used by potters in this area for packing their kilns was to form a dome once the contents reached the ground level, lightly covering the urns and vases with dry grass, sedge, or something similar, and then applying patches of prepared clay, separated by sprinkling a little hay between each patch to make removal easier. Instead of this usual method, in this kiln, they used bricks shaped oblong, measuring four inches by two and a half inches, tapered at one end, with enough curve to fit the circumference when stood on edge, allowing the tapered ends to overlap each other. The walls would be constructed to three or four courses or more, depending on the situation, and likely then supported with loose earth. These bricks were shaped and mixed with chaff and grain.”[10] The numbers are defined as follows:—1, front of the pedestal supporting the floor of the kiln; 2 2, slopes, likely intended to create a more consistent heat; 3 3, part of the kiln floor; 4, bricks, previously used; 5, area of the furnace; 6, mouth of the furnace; 7, wall of the kiln; 8, top of the pedestal. The mouth of the furnace, No. 6, was arched over.
The ware of the Durobrivian potteries was superior both in style of art and in form and material to that of Upchurch, and has an especial interest over it in the fact that it bears figures and various ornaments in relief, in the same manner as on the Samian ware. The ornament, especially the scrolls, &c., were laid on “in slip.” The vessel, after having been thrown on the wheel, would be allowed to become somewhat firm, but only sufficiently so for the purpose of the lathe. In the indented ware, the indenting would have to be performed with the vessel in as pliable a state as it could be taken from the lathe. A thick slip of the same body would then be procured, and the ornamentation would proceed.
The pottery from Durobrivis was better in both artistic style and materials compared to Upchurch's, and it's particularly interesting because it features figures and various raised decorations, similar to Samian ware. The ornaments, especially the scrolls, were applied “in slip.” After being shaped on the wheel, the vessel would be allowed to firm up slightly, just enough for lathe work. For the indented pottery, the indenting had to be done while the vessel was still as pliable as possible after coming off the lathe. Then, a thick slip made from the same clay would be prepared, and the decoration would continue.
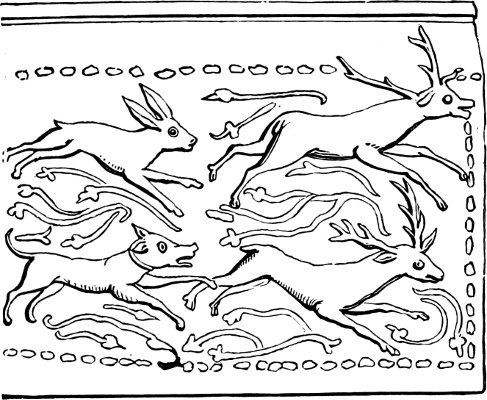
Fig. 103.
Fig. 103.
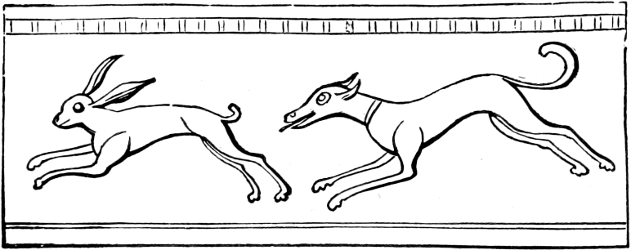
Fig. 104.
Fig. 104.

Fig. 105.
Fig. 105.
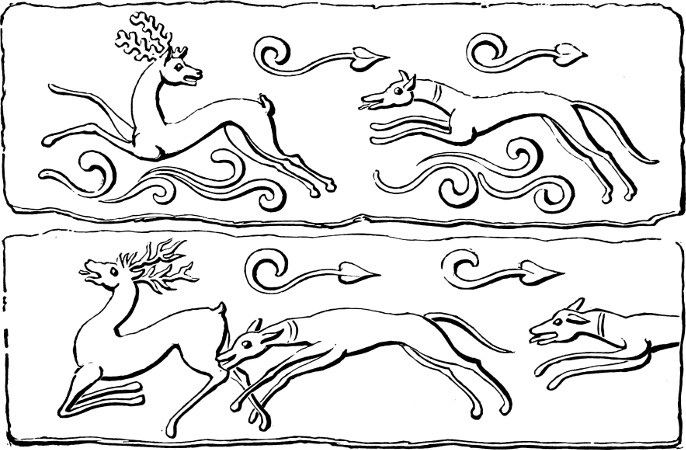
Figs. 106 and 107.
Figs. 106 and 107.

Fig. 108.
Fig. 108.

Fig. 109.
Fig. 109.
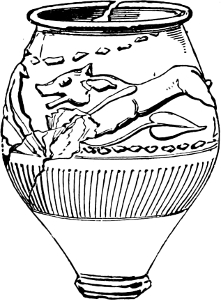
Fig. 110.
Fig. 110.
Representations of Field Sports on Castor Ware.
Representations of Field Sports on Castor Ware.
“The vessels—on which are displayed a variety of hunting subjects, representations of fishes, scrolls, and human figures—were all glazed after the figures were laid on; where, however, the decorations are white, the vessels were glazed before the ornaments were added. Ornamenting with figures of animals was effected by means of sharp and blunt skewer instruments and a slip of suitable consistency. These instruments seem to have been of two kinds—one thick enough to carry sufficient slip for the nose, neck, body, and front thigh; the other of a more delicate kind, for a thinner slip, for the tongue, lower jaws, eye, fore and hind legs, and tail. There seems to have[35] been no retouching, after the slip trailed from the instrument. Field sports seem to have been favourite subjects with our Romano-British artists. The representations of deer and hare hunts are good and spirited; the courage and energy of the hounds, and the distress of the hunted animals are given with great skill and fidelity, especially when the simple and off-handed process by which they must have been executed is taken into consideration.”[11]
"The vessels—showcasing various hunting scenes, images of fish, scrolls, and human figures—were all glazed after the figures were applied; however, where the decorations are white, the vessels were glazed before the ornaments were added. The decoration with animal figures was done using sharp and blunt skewers and a slip of the right consistency. These tools appear to have come in two types—one thick enough to hold enough slip for the nose, neck, body, and front thigh; the other more delicate, for a thinner slip, for the tongue, lower jaws, eye, fore and hind legs, and tail. There seems to have been no retouching after the slip was applied from the tool. Field sports seem to have been popular subjects for our Romano-British artists. The depictions of deer and hare hunts are vibrant and full of life; the bravery and energy of the hounds, along with the distress of the hunted animals, are portrayed with great skill and accuracy, especially considering the simple and spontaneous method that must have been used."[11]
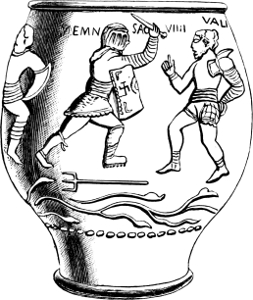
Fig. 111.—The Colchester Vase.
Fig. 111.—The Colchester Vase.
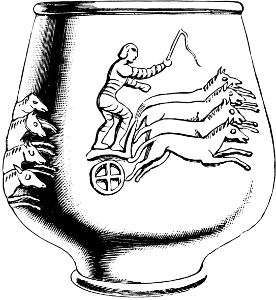
Fig. 112.—Castor Ware.
Fig. 112.—Castor Ware.

Figs. 113 to 115.—Castor Ware.
Figs. 113 to 115.—Castor Ware.
Figs. 116 and 117.
Figs. 116 and 117.
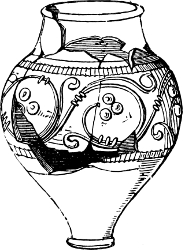
Fig. 118.
Fig. 118.

Fig. 119.
Fig. 119.

Fig. 120.
Fig. 120.

Figs. 121 and 122.
Figs. 121 and 122.

Fig. 123.
Fig. 123.

Fig. 124.
Fig. 124.
Foliated patterns on Castor Ware.
Foliated patterns on Castor Ware.
Two vessels with these hunting subjects are given in Figs. 108[37] and 110; and other designs of this character, exhibiting stag and hare hunts, are shown on Figs. 103 to 109.
Two ships featuring these hunting themes are shown in Figs. 108[37] and 110; additional designs of this type, showcasing stag and hare hunts, are displayed in Figs. 103 to 109.
Gladiatorial combats are also frequent subjects for representation on the Castor vases. One of these is given on Fig. 111, which represents one side of the celebrated “Colchester vase;” Fig. 103 being the design of another of its sides. The next engraving (Fig. 112) shows the chariot race in the Roman racecourse or stadium—the quadriga being well, although rudely, fashioned, and the position both of the horses and charioteer boldly conceived. Mythological subjects were also common. One of these, of the indented form, restored from fragments, is given in the accompanying engraving (Fig. 113).
Gladiatorial fights are also commonly depicted on the Castor vases. One example is shown in Fig. 111, which illustrates one side of the famous “Colchester vase,” while Fig. 103 shows the design of another side. The next engraving (Fig. 112) depicts a chariot race in a Roman racecourse or stadium—the quadriga is well made, though somewhat rough, and the positioning of both the horses and the charioteer is strikingly imagined. Mythological themes were also prevalent. One such piece, which has an indented shape and has been restored from fragments, is displayed in the accompanying engraving (Fig. 113).
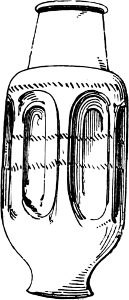
Fig. 125.
Fig. 125.
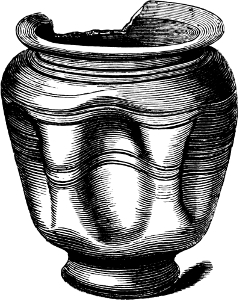
Fig. 126.
Fig. 126.
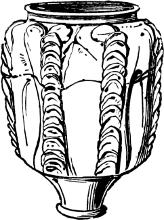
Fig. 127.
Fig. 127.
Castor Ware.
Castor Ware.
Another and equally pleasing variety of ornamentation, and one peculiar, it may be said, to the Durobrivian potteries, is that whereon the pattern consists of scrolls and flowers in white slip on the dark bluish black ground. The effect of these simple patterns, which are generally graceful and always elegantly formed, is remarkably pleasing. Examples of these are given on Figs. 114 to 124, which will serve to show the general style of this kind of decoration. Figs. 125 to 128 are admirable examples of the indented form of vessel. Many other shapes and varieties of Castor ware might be adduced, but the illustrations I have given will be sufficient to give a clear insight into their general characteristics.
Another equally enjoyable type of decoration, which is unique to the Durobrivian potteries, features patterns made up of scrolls and flowers in white slip on a dark bluish-black background. The impact of these simple designs, which are usually elegant and always nicely shaped, is incredibly pleasing. Examples of these can be seen in Figs. 114 to 124, which will illustrate the overall style of this type of decoration. Figs. 125 to 128 are excellent examples of the indented shape of vessels. While there are many other shapes and varieties of Castor ware that could be mentioned, the illustrations I've provided will be enough to give a clear understanding of their general characteristics.
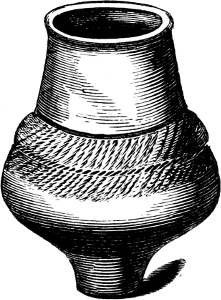
Fig. 128.—Engine-turned Ware.
Fig. 128.—Engine-turned Goods.
[38]
[38]
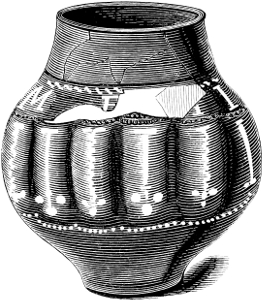
Fig. 129.—Leicester Museum.
Leicester Museum

Fig. 130.
Fig. 130.

Fig. 131.
Fig. 131.

Fig. 132.
Fig. 132.
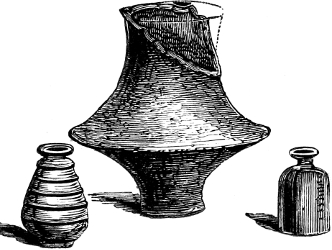
Fig. 133.
Fig. 133.

Fig. 134.
Fig. 134.
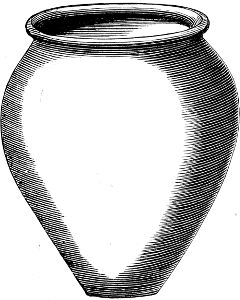
Fig. 135.
Fig. 135.

Fig. 136.
Fig. 136.
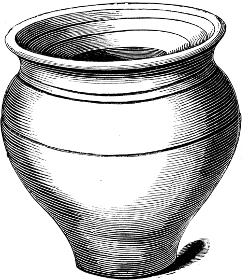
Fig. 137.
Fig. 137.
Roman Pottery.
Roman Ceramics.
[39]
[39]
One of the most curious and interesting urns of this ware (Fig. 129) was dug up in Leicester in 1869, and is preserved in the museum of that town. It is of a fine rich deep colour, with the pattern in white slip, and has borne an inscription, also in slip, the only letters of which now remaining are M E i I VI. In the same museum, among other varieties of Romano-British ware, are the beautiful vessels shown on Figs. 132, 133, 134. There are also fragments of ware which seem to point at pottery which I believe, at one period of Roman occupation, existed in the neighbourhood of Leicester.
One of the most intriguing and interesting urns from this collection (Fig. 129) was discovered in Leicester in 1869 and is kept in the town's museum. It has a rich deep color with a white slip pattern and originally had an inscription, also in slip, of which the only remaining letters are M E i I VI. In the same museum, alongside other types of Romano-British ware, are the beautiful vessels shown in Figs. 132, 133, 134. There are also pieces of pottery that suggest there was a type of ceramic that I believe existed in the Leicester area during a certain period of Roman occupation.
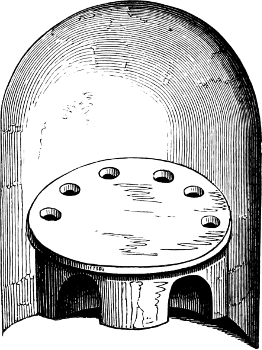
Fig. 138.—Potter’s Kiln, St. Paul’s Churchyard.
Fig. 138.—Potter’s Kiln, St. Paul’s Churchyard.
Potters’ kilns of the Romano-British period have been found in other places, but those at Castor are the most perfect, and in every way the best. Indeed, the others may be said, more appropriately perhaps, to be indications of kilns rather than the kilns themselves. A curious record of the discovery of a kiln in London, at the north-west of St. Paul’s Cathedral, in 1677, by John Conyers, a collector of antiquities, is preserved in the British Museum,[12] and has been published by Mr. Roach Smith,[13] the eminent archæologist, to whom the antiquarian world is indebted for so much valuable information concerning Roman antiquities. This very curious and valuable record is as follows, in the handwriting of Conyers, and the accompanying engraving is carefully reduced (see Fig. 138) from Conyers’ own drawing:—
Potters' kilns from the Romano-British era have been found in various locations, but the ones at Castor are the most complete and definitely the best. In fact, the others might be better described as signs of kilns rather than actual kilns. A fascinating record of the discovery of a kiln in London, located northwest of St. Paul’s Cathedral in 1677 by John Conyers, a collector of antiquities, is kept in the British Museum,[12] and has been published by Mr. Roach Smith,[13] a renowned archaeologist who has contributed significantly to our knowledge of Roman artifacts. This intriguing and valuable record is as follows, in Conyers' own handwriting, and the accompanying illustration is precisely scaled down (see Fig. 138) from Conyers' original drawing:—
“This kill was full of the coarser[14] sorts of potts or cullings,[15] so that few were saved whole, viz., lamps, bottles, urnes, dishes.
“This kill was full of the rougher kinds of pots or leftovers, so that few were saved intact, like lamps, bottles, urns, and dishes.”
“The forme of a kill in which the olde Romans’ lamps, urnes, and other earthen pottes and vessels was burnt, and some left in the[40] kill; and that within a unstired, loamy ground about 26 foot deep near about the place where the Market House stood in Oliver’s tyme, the discovery made anno 1677 at the digging the foundacion of the north east part of St. Paull’s, London, among gravel pitts and loam pitts, where the ground had been at tymes raised over it 3 or 4 tymes, and so many 8 foote storyes or depths of coffins lay over the loamy kill, the lowest coffins made of chalk; and this supposed to be before or about Domitian the emperor’s tyme.
“The shape of a kiln where the ancient Romans burned lamps, urns, and other clay pots and vessels, with some left in the[40] kiln; and that within an unstirred, loamy ground about 26 feet deep near the site where the Market House stood in Oliver’s time, discovered in 1677 during the digging of the foundation for the northeast part of St. Paul’s, London, among gravel pits and loam pits, where the ground had been raised several times, with 3 or 4 layers and about 8 feet of coffins piled over the loamy kiln, the lowest coffins made of chalk; and this is believed to be from before or around the time of Emperor Domitian.”
“Of these (kilns) 4 severall had been made in the sandy loam on the ground in the fashion of a cross foundacion and only this height standing, viz. 5 foot from topp to bottom and better; and as many feet in breadth; and had no other matter for its form and building but the outward loame as it naturally lays, crusted hardish by the heat burning the loame redd like brick. The floor in the middle supported by and cut out of loame, and helped with old-fashioned Roman tyles shards, but very few, and such as I have seen used for repositorys for urns in the fashion of like ovens, and they plastered within with a reddish mortar or tarris; but here was no mortar, but only the sandy loam for cement:
“Of these kilns, four different ones were made in the sandy loam on the ground, shaped like a cross foundation, standing at about 5 feet tall from top to bottom and just as wide. They were constructed solely from the natural loam, which had hardened and turned a reddish color from the heat, resembling brick. The floor in the center was supported by and carved out of loam, with a few old Roman tile shards used to assist, similar to what I’ve seen in repositories for urns resembling ovens, and they were coated inside with a reddish mortar or tarris; however, there was no mortar here, just the sandy loam acting as cement.”
“observed and thus described
"watched and then described"
“by Jon Conyers, Apothecary.”
“by Jo Conyers, Apothecary.”
In accordance with the above description, the sketch by Conyers shows also the four kilns placed crosswise, leaving ample space in the centre for the workmen. The vessels found in the kiln are thus described by Conyers, who also made sketches of them, which are preserved along with his MS., and have been engraved in the “Collectanea Antiqua:”—
In line with the description above, Conyers' sketch displays the four kilns arranged crosswise, creating plenty of space in the center for the workers. The items discovered in the kiln are described by Conyers, who also created sketches of them, which are kept alongside his manuscript and have been published in the “Collectanea Antiqua:”
“1. 1 quart earthen dish.—2. 2 gallons, whitish.—3. 4 quart bason, whitish.—4. 8 ounce censer or lamp, whitish earth.—5. 2 quart colinder, whitish.—6. 2 pint lipp waterpott.—7. Lamp, or censer, reddish.—8. 3 pint urne.—9. 3 quarts urne, whitish.—10. 2 ounce lamp, gilded with electrum.—11. 2 quart, white.—12. 1 pint bottle.—13. 2 pint black urne.—14. 1 pint urne, black.—15. 6 ounce urne.—16. 3 quart urne, blewish.—17. Half pint urne, electrum Britan.—18. 1 pint dish, blewish.—19. 1 ounce urne, whitish.—20. 3 ounce urne, cinamon collour.—All these a sort of earth almost like crucibles, except the black, will endure the fire like brass, as in this day in use about Poland.”
“1. 1 quart clay dish. — 2. 2 gallons, off-white. — 3. 4 quart bowl, off-white. — 4. 8 ounce censer or lamp, made of off-white clay. — 5. 2 quart colander, off-white. — 6. 2 pint lip water pot. — 7. Lamp or censer, reddish. — 8. 3 pint urn. — 9. 3 quart urn, off-white. — 10. 2 ounce lamp, gilded with electrum. — 11. 2 quart, white. — 12. 1 pint bottle. — 13. 2 pint black urn. — 14. 1 pint urn, black. — 15. 6 ounce urn. — 16. 3 quart urn, bluish. — 17. Half pint urn, electrum Britannia. — 18. 1 pint dish, bluish. — 19. 1 ounce urn, off-white. — 20. 3 ounce urn, cinnamon color. — All these items are made of a type of clay similar to crucibles, except for the black ones, and can withstand fire like brass, as is used today in Poland.”
From the drawings which accompany these descriptions, the Romano-British origin of the examples found actually in the kiln[41] is placed beyond doubt. Most of them are precisely the same types as hundreds of fragments which have been found all over London, and are the common table and culinary ware of the period. Some bear a very striking resemblance to the vessels from the Upchurch pottery. Amongst them is a mortarium. Most of the vessels are plain, but some are ornamented with rows of dots, &c., and others with a reticulated pattern. The forms are elegant and simple.
From the drawings that go along with these descriptions, it's clear that the examples found in the kiln[41] are definitely of Romano-British origin. Most of them are exactly the same types as the hundreds of fragments discovered throughout London, which represent the common table and cookingware of that time. Some look very similar to the vessels from the Upchurch pottery. Among them is a mortarium. Most of the vessels are plain, but a few have decorations like rows of dots, etc., and others feature a net-like pattern. The shapes are elegant and simple.
In another part of his MS. Conyers describes other kinds of pottery found during the excavations. “Now these pottsherds,” he writes, “are some glass and some potts like broken urns, which were curiously laid on the outside with like thorne pricks of rose trees and in the manner of raised work: this upon potts of murry collour, and here and there grey houndes and stags and hares all in raised work: other of these cinamon collour urne fashion and were as gilded with gold but vaded: some of strange fashioned juggs the sides bent in so as to be six squares, and these raised work upon them and curiously pinched as curious raisers of paist may imitate: some like black earth for pudding panns; one the outside indented and crossed quincunx fashion. Now many of these potts of the finer kind are lite and thinn and these workes raised or indented were instead of collours; yet I find they had some odd collours, not blew, in those tymes, and a way of glazing different to what now; and here takes notice that the redd earth before mencioned bore away the belle.”
In another part of his manuscript, Conyers describes other types of pottery found during the excavations. “Now these pot shards,” he writes, “are made of some glass and some look like broken urns, which were intricately decorated on the outside with thorn-like impressions of rose bushes in a raised design: this on pots of a reddish-brown color, and here and there, there are raised depictions of greyhounds, stags, and hares: others have a cinnamon color and are gilded with gold, though faded: some are oddly shaped jugs with sides bent in six sides, featuring raised designs and delicately pinched as if by skilled pastry makers: some resemble black clay for pudding pans, one with an indented pattern crossing in a quincunx style. Many of these finer pots are light and thin, and the raised or indented designs served instead of colors; however, I find that they had some unusual colors, not blue, in those times, and a glazing technique different from what we have now; and it should be noted that the mentioned reddish clay took the prize.”
The manuscript contains also the following note:—
The manuscript also includes the following note:—
“The labourers toulde me of some remains of other such kinds of small kills that was found up and down nere the place of the other pott kills, and these had a funnel to convey smoke which might serve for glass furnaces, for though not anny potts with glass in it whole in the furnaces was there found, yet broken crucibles or tests for melting of glass, together with boltered glass such as is to be seen remaining at glass houses amongst the broken glass, which was glass spoyled in the making, was there found; but not plenty, and especially coloured and prepared for jewel-like ornament, but mostly such as for cruetts or glasses with a lipp to drop withall, and that a greenish light blew collour; and of any sort of glass there was but little.”
“The workers told me about some remains of other small kilns found near the site of the other pot kilns. These had a funnel to carry smoke, which could be used for glass furnaces. Although no intact glass pots were found in the furnaces, there were broken crucibles or molds for melting glass, along with ground-up glass similar to what you see leftover at glass factories among the broken glass—which was glass ruined during production. However, these finds weren’t plentiful, and especially not the colored and prepared glass meant for decorative ornaments. Most of it was like what you’d use for small bottles or glasses with a lip for pouring, and it had a greenish-blue color; overall, there wasn’t much of any kind of glass."
Remains of potteries of this period have also been discovered in Norfolk (between Brixton and Brampton); at Botham in Lincolnshire; in Somersetshire; at Worcester; at Marlborough; at Sibson; at various places in Yorkshire; in Shropshire; in Oxfordshire;[42] in the New Forest, Hampshire; at Colchester, in Essex; at Wilderspool, near Warrington; and in many other parts of the kingdom. Of some of these I shall now proceed briefly to speak.
Remnants of pottery from this period have also been found in Norfolk (between Brixton and Brampton); at Botham in Lincolnshire; in Somerset; at Worcester; at Marlborough; at Sibson; in various locations across Yorkshire; in Shropshire; in Oxfordshire; [42] in the New Forest, Hampshire; at Colchester in Essex; at Wilderspool, near Warrington; and in many other areas of the country. I will now briefly discuss some of these.
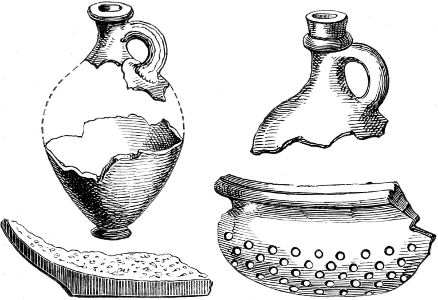
Fig. 139.—Salopian Ware.
Fig. 139.—Salopian Ceramics.

Fig. 140.—Pottery from Uriconium.
Fig. 140.—Ceramics from Uriconium.

Figs. 141 to 151.—Pottery of the New Forest.
Figs. 141 to 151.—Pottery from the New Forest.
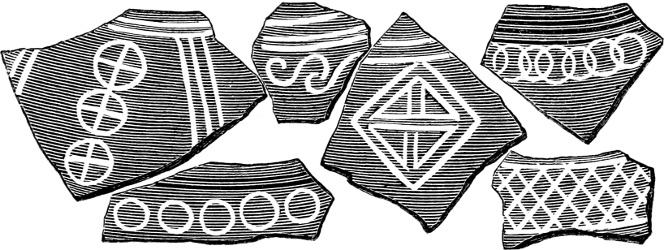
Figs. 152 to 157.—Pottery of the New Forest.
Figs. 152 to 157.—Pottery from the New Forest.
To the Shropshire potteries—those of the clays of the Severn Valley, probably at Brosely,—a vast number of varieties of vessels are to be traced; and it is, as I shall show in a later chapter, interesting to know that the same bed of clay which at the present day produces articles of daily use, produced fifteen hundred years ago the vessels for the table, &c., of the inhabitants of the then great neighbouring city of Uriconium. In the excavations which have been undertaken on the site of this ruined city immense quantities of fragments of pottery have been found, and, with the exception of the Samian ware and the[43] Durobrivian ware, it is not too much, perhaps, to say that the whole, or nearly so, has been made in the Severn Valley. Of these wares, two sorts especially are found in considerable abundance; the one white, the other of a rather light red colour. The white, which is made of what is commonly called Brosely clay, and is rather coarse in texture, consists chiefly of rather handsomely shaped jugs or bellarmine-shaped vessels, of different sizes, the general shape of which somewhat resembles Fig. 96; of Mortaria; and of bowls of different shapes and sizes, which are often painted with stripes of red and yellow. The other variety, the red Romano-Salopian ware, is also made from one of the clays of the Severn Valley, but is of finer texture, and consists principally of jugs not dissimilar to those in the[44] white ware, except in a very different form of mouth; and of bowl-shaped colanders.[16]
To the Shropshire potteries—those that use the clays from the Severn Valley, probably at Brosely—a wide range of vessel types can be traced. As I will demonstrate in a later chapter, it’s fascinating to note that the same clay bed that currently produces everyday items also created tableware, etc., for the residents of the once prominent neighboring city of Uriconium fifteen hundred years ago. In the excavations carried out at the site of this ancient city, vast quantities of pottery fragments have been discovered, and aside from the Samian ware and the Durobrivian ware, it's safe to say that almost all of it was made in the Severn Valley. Among these wares, two kinds are particularly abundant: one is white, and the other is a light red color. The white ware, made from what's commonly referred to as Brosely clay and having a somewhat coarse texture, mainly consists of attractively shaped jugs or bellarmine-shaped vessels of various sizes, somewhat resembling Fig. 96; along with mortaria and bowls of different shapes and sizes, which are often painted with red and yellow stripes. The other type, the red Romano-Salopian ware, is also made from one of the clays of the Severn Valley, but it has a finer texture and mainly includes jugs that are similar to those in the[44] white ware, except with a very different rim shape, as well as bowl-shaped colanders.[16]

Fig. 158.—Derby Museum.
Fig. 158.—Derby Museum.
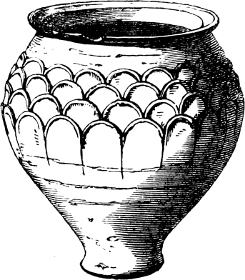
Fig. 159.—Jermyn Street Museum.
Fig. 159.—Jermyn Street Museum.
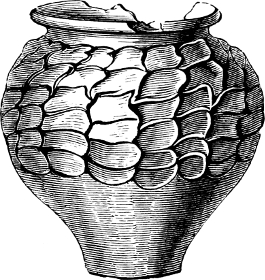
Fig. 160.—York Museum.
Fig. 160.—York Museum.

Fig. 161.
Fig. 161.

Fig. 162.
Fig. 162.
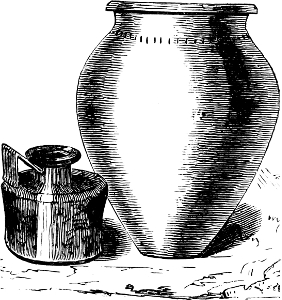
Fig. 163.
Fig. 163.
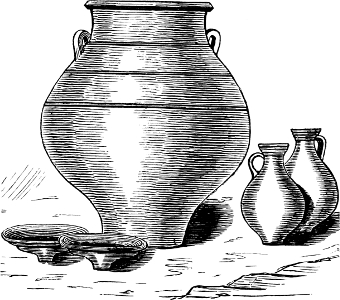
Fig. 164.
Fig. 164.
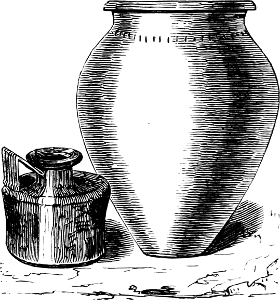
Fig. 165.
Fig. 165.
Sepulchral Deposits, Colchester.
Burial Sites, Colchester.
The potteries of the New Forest in Hampshire, for a lucid account of which we are indebted to Mr. Wise,[17] were of great extent, and, as is proved by the researches which have been made on their sites, of considerable importance. The potteries were noticed in 1853 by the Rev. J. P. Bartlett,[18] who prepared an account of his researches for the Society of Antiquaries, and since that period both that gentleman and Mr. Wise have with great success continued their explorations. The names of the localities where these ancient potteries exist—Crockle (crock kiln or crock hill) and Panshard—are highly suggestive. During the excavations kilns were found in a perfect state. The kiln at Crockle was circular, and measured six yards in circumference, its shape being well defined by small hand-formed masses of red brick-earth. The floor, about two feet below the natural surface of the ground, was paved with a layer of sand-stones, some of them cut into a circular shape so as to fit the kiln, the upper surfaces being tooled, whilst the under remained in their original state. At the potteries at Audenwood no kilns were discovered; but at Sloden, where the works cover several acres, “two large mounds marking the sites of kilns” are remaining, along with the sites of potters’ huts, &c. At[46] Island Thorn more kilns and innumerable fragments of vessels of various kinds were discovered. In Pitts Enclosure, besides mounds opened by Mr. Bartlett, Mr. Wise discovered in one mound five kilns, ranged in a semicircle, and paved with irregular masses of sand-stone. They were close together, separated only by mounds of the natural soil. Besides fragments of various vessels, “two distinct heaps of white and fawn-coloured clay and red earth, placed ready for mixing, and a third of the two worked together, fit for the immediate use of the potter,” were found with these kilns.
The potteries in the New Forest in Hampshire, which we owe a clear description to Mr. Wise,[17] were extensive and, as shown by research conducted on their sites, quite significant. The potteries were first mentioned in 1853 by Rev. J. P. Bartlett,[18] who documented his findings for the Society of Antiquaries, and since then, both he and Mr. Wise have successfully continued their explorations. The names of the locations where these ancient potteries were found—Crockle (crock kiln or crock hill) and Panshard—are quite telling. During the excavations, kilns were discovered in excellent condition. The kiln at Crockle was circular, measuring six yards around, its shape clearly outlined by small, hand-formed clumps of red brick-earth. The floor, about two feet below the natural ground level, was paved with a layer of sandstones, some cut into circular shapes to fit the kiln, with the top surfaces smoothed, while the underside remained untouched. No kilns were found at the potteries at Audenwood; however, at Sloden, where the site spans several acres, “two large mounds marking the locations of kilns” remain, along with the foundations of potters’ huts, etc. At[46] Island Thorn, more kilns and countless fragments of various types of vessels were uncovered. In Pitts Enclosure, alongside mounds excavated by Mr. Bartlett, Mr. Wise found five kilns in one mound, arranged in a semicircle and paved with irregular pieces of sandstone. They were closely grouped, separated only by mounds of natural soil. Along with fragments of various vessels, “two distinct piles of white and fawn-colored clay and red earth, set aside for mixing, and a third containing the two blended together, ready for immediate use by the potter,” were found with these kilns.
Some of the more usual and more striking forms of the vessels from New Forest potteries are grouped together on Figs. 141 to 151. A selection of patterns from the wares are grouped on Figs. 152 to 157, some of which will be seen to bear a close resemblance to those of the Castor ware.
Some of the more common and distinctive types of pottery from New Forest potteries are shown together in Figs. 141 to 151. A collection of designs from the wares is displayed in Figs. 152 to 157, some of which closely resemble those of the Castor ware.
Figs. 166 and 167.—Potter’s Mould, Headington.
Figs. 166 and 167.—Potter’s Mould, Headington.
Of the potters’ kiln, &c., found near Colchester, where probably some ware in imitation of the fine red Samian was produced, a notice will be found in “Collectanea Antiqua.”[19] In the Yorkshire potteries—for there can be little doubt that at Potters Newton, at York, and at other places pot-works existed in these early times—the curious vessels ornamented with what are usually called “frill patterns” were made, as also other slip and scaled patterns, as on Figs. 158, 159, and 160.
Of the potters' kiln, etc., found near Colchester, where it’s likely some ceramics mimicking the fine red Samian style were created, a mention can be found in “Collectanea Antiqua.” [19] In the Yorkshire potteries—there is little doubt that pot-works existed in early times at Potter Newton, York, and other locations—the unique vessels decorated with what are commonly referred to as “frill patterns” were made, along with other slip and scaled designs, as shown in Figs. 158, 159, and 160.
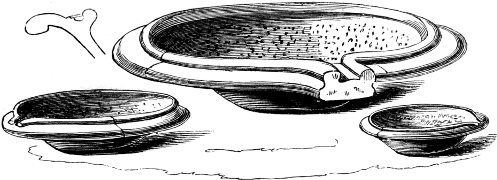
Figs. 168 to 170.—Mortaria, from Headington.
Figs. 168 to 170.—Mortaria, from Headington.

Fig. 171.—From Headington.
Fig. 171.—From Headington.
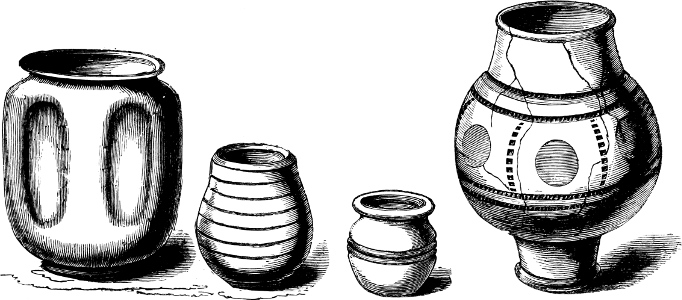
Figs. 172 to 175.—From Headington.
Figs. 172 to 175.—From Headington.
At Headington, Oxfordshire, I had the good fortune myself to discover in 1849, along with the remains of a villa and other buildings, traces of a kiln and of many other interesting features,[47] of which I published an account in the Journal of the British Archæological Association.[20] The fragments of pottery found on this site were extremely varied, and attended with some very unusual facts. One of the most curious and interesting matters was the discovery of a clay mould bearing a beautifully formed female head (a bacchante), with a wreath of vine leaves encircling her brow, for the forming of heads on Romano-British pottery. Fig. 166 shows this mould, and Fig. 167 gives the impression taken from it.[21] The face[49] has a remarkably pleasing expression, and is beautifully formed. The mould is a rough lump of red clay, and has been broken on its sides.
At Headington, Oxfordshire, I had the great fortune to discover in 1849, along with the remains of a villa and other buildings, traces of a kiln and many other fascinating features,[47] which I wrote about in the Journal of the British Archæological Association.[20] The pieces of pottery found at this site were highly diverse and came with some very unusual facts. One of the most intriguing discoveries was a clay mold featuring a beautifully crafted female head (a bacchante), adorned with a wreath of vine leaves around her head, used for making heads on Romano-British pottery. Fig. 166 shows this mold, and Fig. 167 displays the impression taken from it.[21] The face[49] has a remarkably pleasant expression and is beautifully shaped. The mold is a rough chunk of red clay and has been broken on its sides.
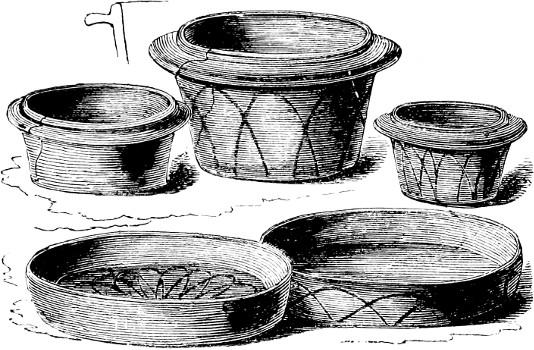
Fig. 176.
Fig. 176.

Fig. 177.
Fig. 177.
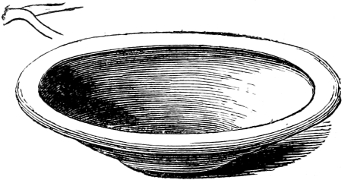
Fig. 178.
Fig. 178.
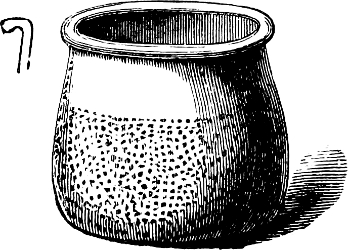
Fig. 179.
Fig. 179.
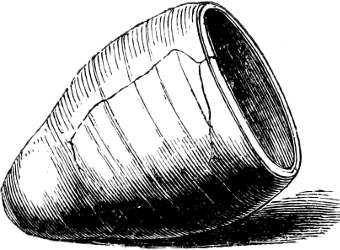
Fig. 180.
Fig. 180.
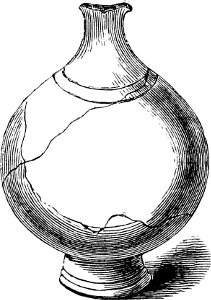
Fig. 181.
Fig. 181.
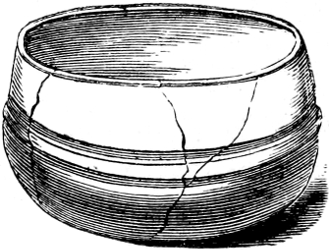
Fig. 182.
Fig. 182.

Fig. 183.
Fig. 183.
Roman Pottery, Headington, Oxfordshire.
Roman Pottery, Headington, Oxford.
The pottery, with but one or two exceptions, was in fragments; from these the engravings here given have been carefully restored. One very remarkable feature was the immense assemblage—a cartload at least—of fragments of mortaria. In form and material they differed considerably from those found in other localities. Some were of a fine buff-coloured clay, others of a lead colour, as produced by the smother kiln, and all well studded with broken quartz. In size they varied from seven and a half inches to nearly two feet in diameter. The larger one on Fig. 168 was one foot nine inches in diameter, while the smaller one is only seven and a half inches. The sections of the rims of the Headington mortaria are dissimilar to others, as I have carefully pointed out in the communication referred to. Fig. 171 exhibits a vessel of fine red ware, the rim of which is painted black, on which the white scroll-pattern is laid. The sections of rims which accompany it for comparison sake are, besides its own rim,—1, red with white pattern; 2, a fine red ware; 3, a fine ware, with a metallic surface; and 4 and 5, imported Samian. Fig. 175 is of chocolate colour, and is ornamented with an indented pattern of lines of squares, alternating with flat circles. Fig. 172 is of blue-gray colour, of fine and close and very hard texture; the sides are indented. Fig. 173 is of light buff colour. The curious assemblage of vessels grouped on Fig. 176 are formed of a fine black clay mixed with sand. They are beautifully formed, and many of them are ornamented with surface lines traced on the clay without incision or indentation. The two examples (Figs. 181 and 182) are of tolerably fine red ware; the taller one (which has had a handle) has been surface-coated with a red pigment. Fig. 178 is of coarse red ware, and, as will be seen, is much the same in form as our modern soup-plates. Fragments of vessels of the form of Fig. 180 were very numerous. They were of coarse buff-coloured ware. Other examples found during the excavations which I carried on are shown grouped on Fig. 183. Fig. 179, like the rest, restored from fragments, is a small and delicately formed cup, three and a quarter inches in diameter, of rough-cast ware[22]; of these, examples were found, some of red, and others of a chocolate colour.
The pottery, with just one or two exceptions, was in pieces; from these, the engravings shown here have been carefully restored. One very notable feature was the huge collection—a cartload at least—of fragments of mortaria. They differed a lot in shape and material from those found in other places. Some were made of fine buff-colored clay, others were lead-colored, created by the smother kiln, and all were well embedded with broken quartz. They ranged in size from seven and a half inches to nearly two feet in diameter. The larger one in Fig. 168 was one foot nine inches in diameter, while the smaller one is only seven and a half inches. The rim sections of the Headington mortaria are different from others, as I’ve carefully pointed out in the referenced communication. Fig. 171 shows a vessel of fine red ware, with a black-painted rim that has a white scroll pattern design. The rim sections accompanying it for comparison include—1, red with a white pattern; 2, fine red ware; 3, fine ware with a metallic surface; and 4 and 5, imported Samian. Fig. 175 is chocolate-colored, decorated with an indented pattern of squares alternating with flat circles. Fig. 172 is blue-gray, fine and dense, and very hard; the sides are indented. Fig. 173 is light buff-colored. The interesting collection of vessels grouped in Fig. 176 is made of fine black clay mixed with sand. They are beautifully shaped, and many are decorated with surface lines traced directly onto the clay without cuts or indentations. The two examples (Figs. 181 and 182) are fairly fine red ware; the taller one (which had a handle) has been coated with a red pigment on the surface. Fig. 178 is coarse red ware and, as you can see, is quite similar in shape to our modern soup plates. Fragments of vessels shaped like Fig. 180 were very common. They were made of coarse buff-colored ware. Other examples found during my excavations are shown grouped in Fig. 183. Fig. 179, like the others, restored from fragments, is a small and delicately shaped cup, three and a quarter inches in diameter, made of rough-cast ware[22]; examples were found in both red and chocolate colors.
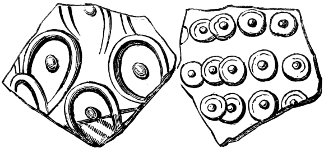
Figs. 184 and 185.—From Wilderspool.
Figs. 184 and 185.—From Wilderspool.
Among the most curious of the discoveries were fragments of vessels of fine clay, of a buff colour, with the patterns painted in red on their surface. One of these bears the rude representation of a cock; others have waved and scrolled patterns; and others again, lines, dots, circles, &c. Many other varieties of wares were also found, as were some few fragments of Samian.
Among the most interesting discoveries were pieces of fine clay vessels in a buff color, with red designs painted on their surface. One of them features a rough depiction of a rooster; others have wavy and scroll-like patterns, while some show lines, dots, circles, etc. Many other types of pottery were also found, as well as a few fragments of Samian.
An interesting discovery of the remains of what appears to have been a potter’s workshop was made in Dorsetshire, in 1841, by Mr. Warne, of which he gives some very interesting particulars.[23] The foundations were rectangular and clearly defined—in length forty-four feet, in breadth twenty-five feet—constructed of flints, which are plentiful in the neighbourhood. “In clearing out there was found a great quantity of fragments of the ordinary smooth black and firm-grained ware: the bottoms of some vessels were perforated like colanders. In the course of the excavations, remains of instruments used by the potter were also found; the most interesting being a considerable portion of a wheel, formed of that peculiar bituminous shale well known as ‘Kimmeridge coal.’ It is part of a circle, originally a wheel or plate, fifteen inches in diameter and one inch and a quarter thick. It has undergone the process of a careful and well-finished turning in the lathe. It may at once be seen that it formed part of a potter’s wheel, the rotatory table on which the workmen moulded, or rather when brought to the desired form, the ductile clay received the finishing touches. There are to be seen two or three counter-sinkings, in which were fixed the arms of the metal axis on which it revolved. Portions of other wheels in limestone were found, and one of great thickness, in conglomerate, the use of which would seem to have been for pulverising the crude material. Numerous pieces were scattered about of small and very thin stone, of a rude but markedly angular form, similar to such as are still, or lately were, used in the manufacture of coarse earthenware. Amidst the débris was a knife fixed in a rude bone haft; with the remains[51] were a large brass coin of Marcus Aurelius, and three denarii of Severus Alexander, Gordianus III., and Philippus.”
An interesting discovery of what seems to have been a potter’s workshop was made in Dorsetshire in 1841 by Mr. Warne, who provided some fascinating details.
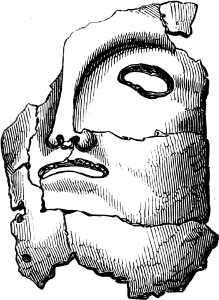
Fig. 186.—Mask, Wilderspool.
Fig. 186.—Wilderspool Mask.
At Wilderspool, the presumed site of Condate, an outskirt of Warrington, evidence exists which warrants the supposition that pottery of various kinds was there made by the Romans. A large quantity of fragments, including many interesting examples, have been collected by Dr. Kendrick and placed in the museum at Warrington; these include many well-known varieties of Roman wares, and some which are peculiar to the place; among these are excellent examples of “engine-turned” bowls, in which the engine-turning is surmounted by scoriated ornament; these are in red clay. Of Durobrivian ware were found portions of a bowl with overhanging rim, ornamented with the ivy-leaf pattern in slip; on one portion is a potter’s mark, PAT, which has been impressed on the side. Of imitation, or English, Samian, are several fragments, with relief ornaments, some of which are pretty close copies of the true Samian, while others are rather clumsy adaptations of the Samian borders, &c. Examples of Upchurch ware were also found. The wares which seem to be peculiar to Wilderspool, and which were, there is every reason to believe, made there, are the two varieties engraved on Figs. 184 and 185, and the “rough-cast” ware, of which a small vessel found by myself at Headington, and engraved on Fig. 179, will serve as an example. Fig. 184 is of a light red clay, which has been surface-coloured. It is ornamented with a mammal ornament—a series of raised circles, about three-quarters of an inch in diameter, dying off in their lower half, and having a knob or nipple in the centre. This has evidently been the ornament of the upper part of a vessel, the lower being engine-turned in diagonal lines. Fig. 185 is of a dark-coloured clay, with a similar kind of ornament, but of much smaller size, the discs being only rather more than a quarter of an inch in diameter. The “rough-cast” ware, as this variety (Fig. 179) has been appropriately named by Dr. Kendrick, is a fine kind of red-ware, the vessels in which, after having been “thrown,” have, while in their soft, moist state, been powdered all over with small bits of dry clay, and then dipped in thin slip before[52] firing—the roughness having previously been carefully removed from the rims and other parts which were intended to be left plain. Dr. Kendrick claims this to be hitherto “unnoticed, and therefore undescribed;” but here he is in error, for in 1850[24] I described a similar ware—the only fragment then known—which I discovered at Headington (Fig. 179), that example being, perhaps, a little finer and of better quality than the present Wilderspool specimens.
At Wilderspool, believed to be the site of Condate, located on the outskirts of Warrington, there is evidence suggesting that various types of pottery were made by the Romans. Dr. Kendrick has collected a large quantity of fragments, including many interesting examples, which are now displayed in the museum at Warrington. These include many well-known varieties of Roman wares, as well as some unique to this location; among these are excellent examples of “engine-turned” bowls, featuring scoriated ornamentation on top, made from red clay. Fragments of Durobrivian ware were discovered, including parts of a bowl with an overhanging rim, decorated with an ivy-leaf pattern in slip; one fragment bears the potter’s mark, PAT, which has been stamped on its side. There are several fragments of imitation or English Samian, showing relief decorations, with some closely resembling the true Samian, while others are rather clumsy adaptations of Samian borders, etc. Examples of Upchurch ware were also found. The wares that seem unique to Wilderspool, which were likely made there, are the two varieties illustrated in Figs. 184 and 185, as well as the “rough-cast” ware, exemplified by a small vessel I found at Headington, shown in Fig. 179. Fig. 184 is made from light red clay, which has been surface-colored. It features a mammal ornament—a series of raised circles about three-quarters of an inch in diameter, fading at the lower half, with a knob or nipple in the center. This was clearly intended as the ornament for the upper part of a vessel, while the lower section has engine-turned diagonal lines. Fig. 185 is made from dark-colored clay with a similar type of ornament, but in a much smaller size, with the discs measuring just over a quarter of an inch in diameter. The “rough-cast” ware, as this variety (Fig. 179) has been aptly named by Dr. Kendrick, is a fine type of red-ware. The vessels, after being “thrown,” were covered in small bits of dry clay while still soft and moist, then dipped in thin slip before[52] firing—the roughness was carefully removed from the rims and other areas meant to be left smooth. Dr. Kendrick claims this ware to be “unnoticed, and therefore undescribed” until now; however, he is mistaken, as in 1850[24] I described a similar type of ware—the only fragment known at the time—discovered by me at Headington (Fig. 179), and that example was likely a bit finer and of better quality than the current Wilderspool specimens.
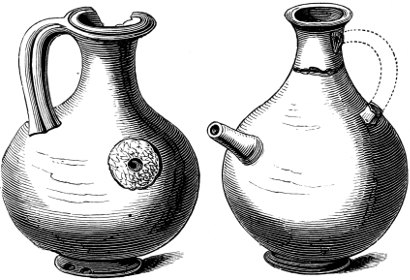
Figs. 187 and 188.—Tetinæ, Wilderspool.
Figs. 187 and 188.—Tetinæ, Wilderspool.
Another variety of ornament, supposed by Dr. Kendrick to be unique, is on a hard bluish-grey ware; it is a series of patches of fine lines scratched into the surface, as though done by a fine comb or a hard brush.
Another type of ornament, which Dr. Kendrick believes to be one of a kind, is made of a hard bluish-grey material. It features a series of patches with fine lines scratched into the surface, as if created by a fine comb or a stiff brush.

Fig. 189.—Wilderspool.
Fig. 189.—Wilderspool.
Among the most special objects found at Wilderspool are two tetinæ, a tragic mask, and a triplet vase. Of the mask, engraved on Fig. 186, Dr. Kendrick says:—“Although it is sadly mutilated, an earthenware mask or visor for the human face is certainly the most rare and curious of the Roman antiquities discovered at Wilderspool. As such it has been described and figured in the seventeenth volume[53] of the Journal of the Archæological Association. In the British Museum is a single specimen of the comic mask, such as we often see represented on Greek and Roman sculptures or intaglio seals; there is also another mask, with the mouth closed, for the silent actor. The Wilderspool mask appears to be an equally solitary example of the tragic mask, although Pollux, an ancient writer, enumerates twenty-five typical or standing masks of tragedy—six for old men, seven for young men, nine for females, and three for slaves.”
Among the most remarkable items discovered at Wilderspool are two tetinæ, a tragic mask, and a triplet vase. Regarding the mask, shown in Fig. 186, Dr. Kendrick states: “Although it's unfortunately damaged, a ceramic mask or visor for the human face is undoubtedly the most rare and intriguing of the Roman artifacts found at Wilderspool. It has been described and illustrated in the seventeenth volume[53] of the Journal of the Archaeological Association. In the British Museum, there is one example of a comic mask, like those often depicted in Greek and Roman sculptures or intaglio seals; there's also another mask, with its mouth closed, intended for the silent actor. The Wilderspool mask seems to be an equally unique instance of the tragic mask, even though Pollux, an ancient author, lists twenty-five typical or standard masks of tragedy—six for older men, seven for younger men, nine for women, and three for slaves.”
The tetinæ, or feeding-bottles, are engraved on Figs. 187 and 188; they have tubular spouts at the side, and, when used, they were no doubt furnished with soft nipples or teats for the tender mouth of the infant. When found the mouth of each was covered by a fragment of pottery, and, from their upright position and contents, there can be no doubt that they contained the ashes of one or more children. It is also curious to remark that one handle was suited for the right hand of the nurse, and the other for the left, as if to compel a change of posture for the infant.
The feeding bottles, or tetinæ, are shown in Figs. 187 and 188; they have tubular spouts on the side and, when they were used, likely had soft nipples for the gentle mouths of infants. When discovered, the opening of each was covered by a piece of pottery, and given their upright position and contents, it's clear they held the ashes of one or more children. It's also interesting to note that one handle was designed for the nurse's right hand and the other for the left, suggesting a need to change the infant's position.
The triple, or triune vase, restored on Fig. 189, is an excellent specimen, the connecting bands being hollow tubes, so that when the liquor was placed in one, it rose to the same height in each. Many other objects of great interest were found at Wilderspool, and have been carefully described by Dr. Kendrick and illustrated by his daughter.
The triple, or triune vase, restored in Fig. 189, is a remarkable example, with connecting bands that are hollow tubes, so when liquid was added to one, it rose to the same level in each. Many other fascinating objects were discovered at Wilderspool and have been thoroughly described by Dr. Kendrick and illustrated by his daughter.
At Ashdon, in Essex, a potter’s kiln was discovered by the Hon. R. C. Neville in 1852. It was of square form, being, as nearly as could be measured, eighteen feet square, inclusive of the outer walls. The furnace appeared to have been at the south-west end, immediately communicating with the central and largest flue; in it was a considerable quantity of charcoal and black ashes. This flue was two feet six inches across at the entrance and two feet in width along the entire length, which divided the structure into two equal portions. From it eight lateral flues (each seven inches wide) diverged opposite each other on either side. It was closed by the north-eastern wall, which was carefully constructed of Roman tiles, which, as well as the flanged tiles in other parts, had evidently been used in some former building. Many fragments of tiles and pottery were strewed about, but no perfect vessel was found.
At Ashdon, in Essex, a potter's kiln was found by Hon. R. C. Neville in 1852. It was square, measuring about eighteen feet on each side, including the outer walls. The furnace seemed to be located at the southwest end, directly connected to the central and largest flue; it contained a significant amount of charcoal and black ashes. This flue was two feet six inches wide at the entrance and two feet wide along its entire length, dividing the structure into two equal parts. From it, eight lateral flues (each seven inches wide) extended outward on either side. It was enclosed by the northeastern wall, which was carefully built with Roman tiles that had clearly come from a previous building, along with the flanged tiles found in other areas. Many fragments of tiles and pottery were scattered around, but no complete vessel was discovered.
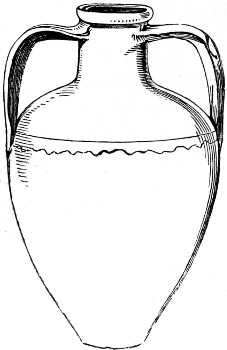
Fig. 190.
Fig. 190.
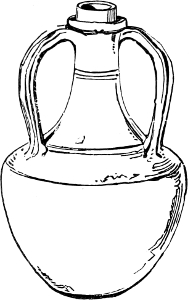
Fig. 191.
Fig. 191.

Fig. 192.
Fig. 192.
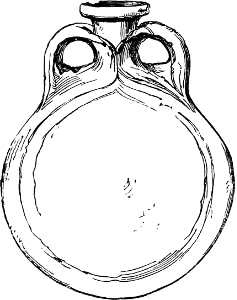
Fig. 193.
Fig. 193.

Fig. 194.
Fig. 194.
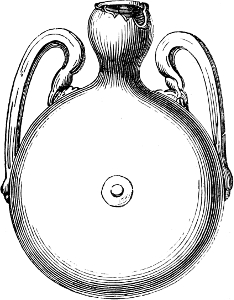
Fig. 195.
Fig. 195.
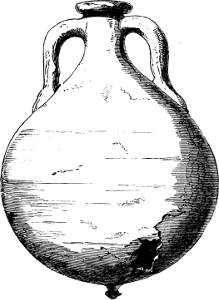
Fig. 196.
Fig. 196.
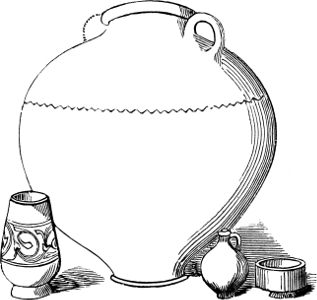
Fig. 197.
Fig. 197.
Amphoræ, &c.
Amphorae, etc.
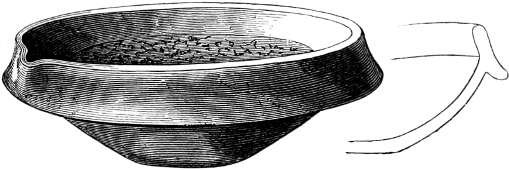
Fig. 198.—Chesterfield.
Fig. 198.—Chesterfield.
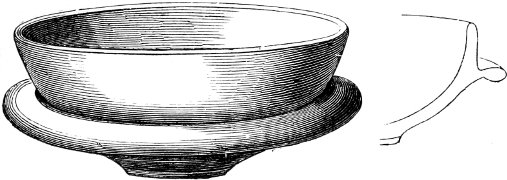
Fig. 199.—Chesterfield.
Fig. 199.—Chesterfield.
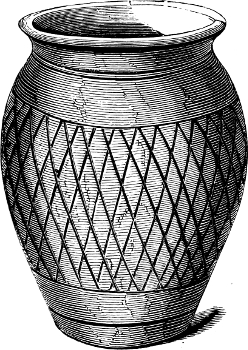
Fig. 200.
Fig. 200.
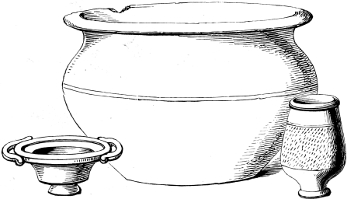
Fig. 201.—Colchester.
Fig. 201.—Colchester.
A kiln was discovered in 1868 at Winterton, near Brigg, on a site about half a mile from the Roman road, and not far from where a[55] tesselated pavement had been previously discovered. By the falling of a portion of the side of a pit where sand was being dug, there was exposed a rudely constructed kiln or oven, made by sinking a circular cavity about six feet deep and six feet in diameter at the top, becoming narrower towards the bottom, so as to be in fact an inverted cone. The lower half of it is in the sand, and the upper half in the surface soil, and in a thin bed of clay between this and the sand. A little more than a foot in depth of the bottom of the pit had been filled with soil from the surface, quite compact, as if it had been mixed with water and well rammed down. On the top of this rested the oven itself, formed by lining the pit with a mixture of coarse mud or clay with small stones and pebbles, to a thickness of about four inches at the bottom, increasing upward to ten inches at the brim,[56] which is about one foot and a half below the present surface of the field. From the centre of the floor thus made rises a pillar of one foot nine inches in height, and widening from one foot diameter at the bottom to one foot ten inches at the top, which pillar widens suddenly so as to form a sort of mushroom head, continuous in structure with the clay or mud floor and walls just described. Two shallow grooves run all round the inside of the oven, a little above the top of the pillar, and broken pieces of blue Roman pottery are laid across from the pillar to the side of the basin so as to cover in a sort of circular flue. Over these has been spread a thin coat of clay similar to the rest of the lining, so that the upper storey, so to speak, is a shallow pit, about three and a half feet diameter and one foot and a half deep. A large quantity of black ashes, and of fragments of Roman pottery, was found in and around the kiln. An account of this discovery, with an engraving of the kiln appeared in vol. ix. of “The Reliquary.” Another, in the same county, was discovered near Ancaster; and in Somersetshire a kiln has been uncovered.
A kiln was found in 1868 at Winterton, near Brigg, about half a mile from the Roman road, and close to where a[55] tesselated pavement had been previously uncovered. When part of the wall of a pit where sand was being excavated collapsed, it revealed a roughly constructed kiln or oven. This was created by digging a circular cavity about six feet deep and six feet wide at the top, which tapered downwards, resembling an inverted cone. The lower half is embedded in the sand, while the upper half is in the surface soil, separated by a thin layer of clay. A little over a foot of compact soil from the surface had filled the bottom of the pit, as if it had been mixed with water and tightly packed. On top of this sat the oven itself, shaped by lining the pit with a mix of coarse mud or clay and small stones and pebbles, about four inches thick at the bottom, thickening to ten inches at the edge,[56] which is around one and a half feet below the current surface of the field. Rising from the center of this floor is a pillar one foot nine inches tall, expanding from one foot in diameter at the bottom to one foot ten inches at the top, flaring out suddenly to create a mushroom-like head, which connects seamlessly with the clay or mud floor and walls mentioned earlier. Two shallow grooves circle the inside of the oven, just above the top of the pillar, and broken pieces of blue Roman pottery are laid across from the pillar to the side of the basin, forming a sort of circular flue. A thin layer of clay similar to the rest of the lining covers these, creating an upper level that is a shallow pit, about three and a half feet wide and one and a half feet deep. A large quantity of black ashes and fragments of Roman pottery was discovered in and around the kiln. An account of this find, along with an engraving of the kiln, was published in volume ix of “The Reliquary.” Another kiln was discovered in the same county near Ancaster, and in Somersetshire, another kiln was uncovered.

Fig. 202.—Little Chester.
Fig. 202.—Young Chester.

Fig. 203.—Cirencester.
Fig. 203.—Cirencester.
Many potteries besides those whose productions have been here spoken of might be described; but as their productions were the usual classes of domestic or sepulchral vessels, or flue and other[57] tiles, it is not perhaps necessary to enumerate them. I will therefore proceed to speak of some of the vessels not already particularised in this chapter.
Many potteries, in addition to those already mentioned, could be described; however, since they mainly produced typical domestic or burial vessels, as well as flue tiles and others[57], it might not be necessary to list them all. I will therefore move on to discuss some of the vessels not yet covered in this chapter.

Fig. 204.—Cirencester.
Fig. 204.—Cirencester.

Fig. 205.—Cirencester.
Fig. 205.—Cirencester.
Amphoræ were undoubtedly made in the Roman pot-works of Britain; evidences of their manufacture having been observed in various localities. The most extensive of these indications was at Colchester, from which place the example (Fig. 194) is taken. These vessels are of large dimensions, strongly formed, and usually of a buff, or reddish-yellow colour. The forms of these vessels are of two[58] distinct kinds—the one being tall and slender, as in Fig. 194, and the other more globular, as in Figs. 196 and 197. They were mostly pointed at the bottom, for the purpose of fixing them, it is believed, in the earth, or in stands made for their reception.
Amphorae were definitely produced in the Roman pottery workshops of Britain, with evidence of their manufacture found in various locations. The most significant of these was at Colchester, where the example (Fig. 194) comes from. These vessels are quite large, well-built, and typically a buff or reddish-yellow color. The shapes of these vessels fall into two distinct categories—one is tall and slender, as seen in Fig. 194, and the other is more rounded, as shown in Figs. 196 and 197. They mostly have pointed bottoms, which were likely designed for securing them in the ground or in specially made stands.
Fig. 206.—The Jewry Wall, Leicester.
Fig. 206.—The Jewry Wall, Leicester.
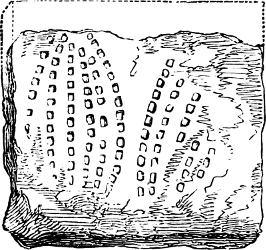
Fig. 207.
Fig. 207.
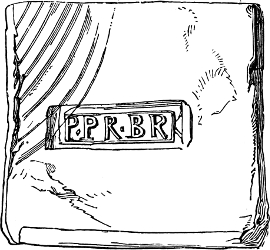
Fig. 208.
Fig. 208.
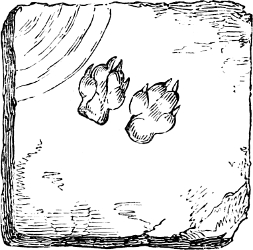
Fig. 209.
Fig. 209.
Mortaria, of which three examples have been given (Figs. 168 to 170), formed another extensive class of domestic vessels. Their use appears to have been the pounding and beating up, for culinary purposes, of vegetables and other articles. Some of the examples which have been found bear unmistakable signs of long and hard use. Their inner surface was studded, while the clay was soft, either with small fragments of quartz or with scoriæ of iron, so as[59] to promote trituration. The example (Fig. 198) is of somewhat different character, having more upright, and somewhat higher, sides than usual. It has been much used.
Mortaria, of which three examples have been shown (Figs. 168 to 170), were a significant type of household vessel. They seem to have been used for grinding and crushing vegetables and other items for cooking purposes. Some of the examples found show clear signs of extensive and heavy use. Their inner surfaces were roughened with either small pieces of quartz or iron slag while the clay was still soft to help with grinding. The example (Fig. 198) is a bit different, featuring taller and more vertical sides than usual. It has seen a lot of use.
Another of the more usual of the domestic vessels, of Romano-British manufacture, is the very convenient kind of basin (Fig. 199), which will be seen to be of the same general shape as Fig. 171. The form of this basin is infinitely better, more elegant, and more convenient than those in use among us at the present day. The central flanged rim is a very secure and handy arrangement for holding. This example, and the mortarium (Fig. 198) were found together—in fact, inverted one into the other—in the churchyard at Chesterfield, in Derbyshire. Many other varieties of domestic vessels were also extensively made, but to these it is not necessary farther to refer.
Another common type of household vessel from Romano-British times is a very handy basin (Fig. 199), which has a similar general shape to Fig. 171. This basin design is much better, more stylish, and more practical than what we use today. The central flanged rim is a very secure and convenient feature for holding it. This particular basin, along with the mortarium (Fig. 198), was found together—in fact, one was inverted inside the other—in the churchyard at Chesterfield, in Derbyshire. Many other types of household vessels were also widely made, but there’s no need to go into detail about those.
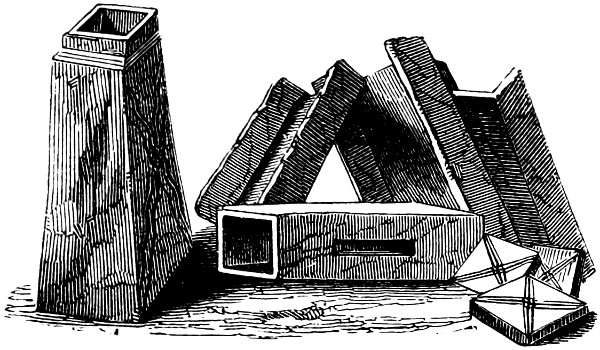
Fig. 210.—Walesby.
Walesby.
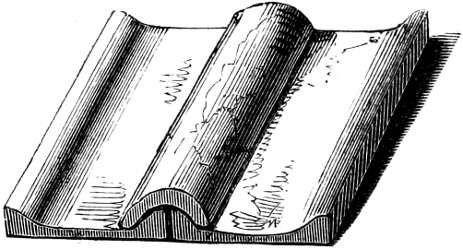
Fig. 211.—Walesby.
Walesby

Fig. 212.—Headington.
Fig. 212.—Headington.
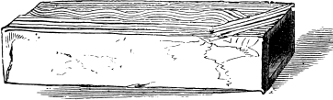
Fig. 213.—London.
Fig. 213.—London.
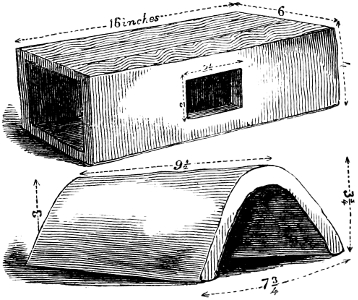
Figs. 214 and 215.—Headington.
Figs. 214 and 215.—Headington.
The sepulchral urns of Romano-British manufacture are of extremely varied form and ornamentation. Figs. 78, 135, 137, 140, 161 to 165, and 183, will serve as examples of some of the varieties. The most usual forms, however, are perhaps Figs. 200 to 205. They are of various kinds of clays, and were generally plain, or but slightly ornamented.
The burial urns made by the Romano-British are extremely diverse in shape and decoration. Figs. 78, 135, 137, 140, 161 to 165, and 183 showcase some of these different styles. However, the most common shapes are probably represented by Figs. 200 to 205. They are made from various types of clay and were usually simple or only lightly decorated.
[60]
[60]
Other good examples of sepulchral urns of various kinds, and of different shapes, will be seen on the three groups of pottery, &c., found at Cirencester, shown on Figs. 203, 204, and 205.[25] On the same engravings will be seen many other characteristic examples of Roman Ceramic Art, as well as some metallic remains.
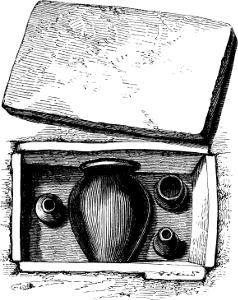
Fig. 216.—Tile Cist, Colchester.
Fig. 216.—Tile Cist, Colchester.

Fig. 217.
Fig. 217.
Building-tiles, flue-tiles, roof-tiles, and drain-tiles were a branch of manufacture which was carried on to a considerable extent in various parts of the country, and, no doubt, generally in the immediate neighbourhood of the buildings where they were used. The building-tiles which are to be seen in the remains of the period, as in the Jewry Wall at Leicester, engraved on Fig. 206, where occasionally they form “herring-bone” masonry, are usually from about seven to ten inches square, and about an inch and a half in thickness. They are frequently marked with letters, and with feet of animals which have passed over them (Figs. 207 and 209). The flue-tiles are of various dimensions. They are usually of an oblong square form, hollow throughout, with a lateral opening in one side for the heated air to pass through (see Fig. 214). Others have two channels through their entire length, and are without side openings. They are much ornamented with incised patterns, and occasionally are stamped with letters. Some, too, have figures of dogs, stags, &c. They were used for various purposes. Another example is shown lying down in the centre of the group of tiles on Fig. 210. In this group, the tall example, represented standing upright, will be sufficient to[61] show the form and excellence of construction of the drain-tiles—the small end of each being made to fit with an elbow joint into the thick end of the next. In the same group are some open-flanged drain-tiles. An inscribed flange-tile is shown on Fig. 217.
Building tiles, flue tiles, roof tiles, and drain tiles were a type of manufacturing that took place extensively in various parts of the country, typically close to the buildings where they were used. The building tiles found in remnants from the period, such as the Jewry Wall in Leicester, depicted in Fig. 206, occasionally feature "herring-bone" masonry and are usually about seven to ten inches square and about an inch and a half thick. They often have imprints of letters and footprints from animals that walked over them (Figs. 207 and 209). The flue tiles come in different sizes and are generally rectangular, hollow throughout, with a side opening for heated air to pass through (see Fig. 214). Some have two channels running the full length and no side openings. They are frequently decorated with carved patterns and sometimes stamped with letters. Some even feature images of dogs, stags, etc. Another example is shown lying flat in the center of the tile group in Fig. 210. In this group, the tall example, shown upright, is enough to demonstrate the form and quality of construction of the drain tiles—the small end of each is designed to fit with an elbow joint into the thick end of the next. Also in the group are some open-flanged drain tiles. An inscribed flange tile is shown in Fig. 217.
The roofing-tiles were much more calculated to resist the wind and rain than those of later invention. They had flanged sides, which fitted close to each other and were covered at the joint by a small semicircular tile, like a draining or ridge-tile, imbedded in mortar and resting on the two roofing-tiles, as a draining-tile rests on its sole. This arrangement is shown on Fig. 211, which represents some roofing-tiles found at Walesby. Of the ridge-tiles, of semicircular form, to cover the joints, two good examples (Figs. 212 and 215), from Headington, are here given.
The roofing tiles were much better designed to withstand wind and rain than those made later. They had flanged sides that fit tightly together and were covered at the joint by a small semicircular tile, similar to a draining or ridge tile, set in mortar and resting on the two roofing tiles, just like a draining tile sits on its base. This setup is shown in Fig. 211, which depicts some roofing tiles found in Walesby. For the ridge tiles, which are semicircular in shape and cover the joints, there are two good examples (Figs. 212 and 215) from Headington displayed here.
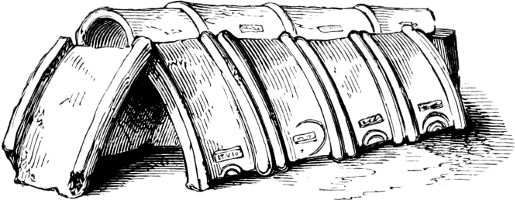
Fig. 218.—Tile Tomb, York.
Fig. 218.—Tile Tomb, York.
It may be added that, on tiles of one kind or other, the name of the legions and cohorts quartered in particular localities where they were made, are frequently found impressed. The soldiers were brick-makers and masons, and made the tiles and built the houses, &c., at the places where they were stationed. Tile-stamps thus become important aids to history.
It can be added that, on various types of tiles, the names of the legions and cohorts stationed in specific locations where they were made are often found stamped. The soldiers were brick makers and masons, and they created the tiles and built the houses, etc., at the places where they were stationed. Tile stamps thus become important tools for understanding history.
It is curious to add that some of the tiles which have been found tell a silent tale, which they were never intended to carry, of the dress or hand or foot of the maker, which have become accidentally impressed upon their surface while in a soft state, and are afterwards rendered imperishable by firing in the kiln. One example of this kind of accidental ornamentation (Fig. 207), which exhibits the impress of a man’s feet, or, rather, shoes thickly studded with nails,—like the “hob-nailed” boots of our own day,—will suffice as an illustration.
It’s interesting to note that some of the tiles that have been discovered tell a silent story that they were never meant to convey, showing the dress, hand, or foot of the maker, which were accidentally pressed into their surface while still soft, and later made permanent by firing in the kiln. One example of this kind of accidental decoration (Fig. 207), which shows the imprint of a man's feet, or more specifically, shoes heavily studded with nails—similar to the "hob-nailed" boots we have today—serves as a good illustration.
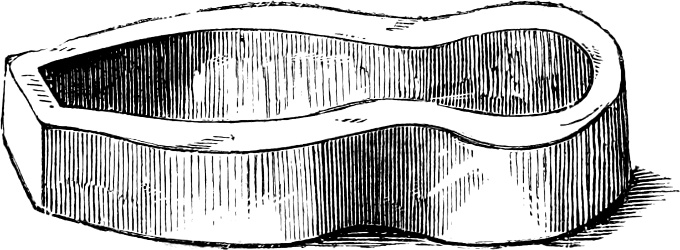
Fig. 219.—Clay Coffin, Aldborough.
Fig. 219.—Clay Coffin, Aldborough.
One extraordinary and highly interesting use of tiles among the Roman inhabitants of Britain was that of forming them into tombs.[26][62] A large tile was laid flat on the ground; two others of the same length were placed upright, one at each side, to form the sides; two shorter ones were placed upright as ends; and another tile formed the cover (Fig. 216). Thus a fictile cist, or chest, was formed, and in this was deposited the sepulchral urn containing the ashes of the departed, with its accompanying group of smaller vessels. Cists of this kind are found frequently in the Roman cemeteries at Colchester. “The practice of enclosing or covering the sepulchral deposits with tiles appears to have been so general, that the word tegula, a tile, was often used to signify a tomb. The reader will at once call to mind the lines of Ovid:—
One remarkable and fascinating use of tiles by the Roman people in Britain was to create tombs.[26][62] A large tile was laid flat on the ground; two other tiles of the same length were placed upright on each side to form the walls; two shorter tiles were placed upright at each end; and another tile served as the cover (Fig. 216). This created a tiled cist, or chest, where the sepulchral urn containing the ashes of the deceased was placed, along with a group of smaller vessels. Cists like this are commonly found in the Roman cemeteries at Colchester. “The practice of enclosing or covering the burial deposits with tiles seems to have been so widespread that the word tegula, meaning a tile, was often used to refer to a tomb. The reader might immediately recall the lines of Ovid:—
It appears from these lines that it was the custom for the relatives to place garlands, fruit, and salt on the tile which covered the sepulchral deposit.[27]
It seems from these lines that it was customary for relatives to place garlands, fruit, and salt on the tile that covered the burial site.[27]
At York, graves, or rather tombs, formed of a number of roof-tiles, have been found. Fig. 218 represents one of these curious tombs. It was formed of ten roof-tiles, four of which were placed on either side, and one at each end, and four ridge tiles arranged along the top. Each tile bore the impressed stamp of the VI. Legion (Leg. VI., Legio sexta victrix—the sixth legion victorious). In these tile-tombs urns had in one instance been placed; in another (the one engraved) were the remains of the funeral fire, with the ashes of the dead. Clay coffins have also occasionally been found. One of these, from Aldborough, is shown on Fig. 219.
At York, graves, or rather tombs, made from several roof tiles have been discovered. Fig. 218 shows one of these interesting tombs. It was made up of ten roof tiles, with four on each side, one at each end, and four ridge tiles laid on top. Each tile had the stamped mark of the VI Legion (Leg. VI., Legio sexta victrix—the sixth legion victorious). In these tile tombs, urns were placed in one case; in another (the one shown) were the remnants of the funeral fire, along with the ashes of the deceased. Clay coffins have also been found from time to time. One of these, from Aldborough, is displayed in Fig. 219.
Lamps were undoubtedly made in various parts of this kingdom, and were more or less ornamented; some bear excellently executed figures and other devices. Many appear to have been made at Colchester, and are spoken of by Mr. Roach Smith in his “Collectanea Antiqua.” The pot works at this place appear to have been on the Lexden Road, where a kiln and many other remains have been brought to light.
Lamps were definitely made in different areas of this kingdom and varied in decoration; some feature well-crafted figures and other designs. Many seem to have been produced in Colchester and are mentioned by Mr. Roach Smith in his “Collectanea Antiqua.” The pottery facilities in this area seem to have been located on the Lexden Road, where a kiln and many other artifacts have been uncovered.
Penates and other figures, or statuettes, were also made in this[63] country; and these, again, it is pretty certain, were made in considerable numbers at Colchester, as were also lachrymatories, unguentaria, &c.
Penates and other figures, or statuettes, were also made in this[63] country; and it's quite likely that a significant number of them were produced in Colchester, along with lachrymatories, unguentaria, etc.

Fig. 220.—Colchester.
Colchester.
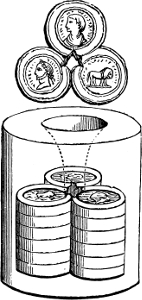
Fig. 221.—Coin Mould.
Fig. 221.—Coin Mold.
Coin moulds, for the manufacture of spurious Roman coins, were also made of clay, and the arrangement was very simple, but effective. The clay being properly tempered and prepared, was formed into small round tablets of uniform size and thickness. A coin was then pressed between two tablets while the clay was soft, so as to leave a perfect impression, and these impressions, which had thus become obverse and reverse moulds, were arranged together in little piles; the upper and lower being impressed on one side only. Down the sides of each of these little piles or heaps a nick or notch was then cut, so as to admit the molten metal. Two or three of these heaps were then, as shown in the engraving (Fig. 221), placed side by side with the notches joined together, and these were then surrounded by a clay cone with a hole at the top, into which the metal was poured, and ran down through the notches, and so into the moulds. Impressions were thus taken the exact counterpart of the original coin from which the moulds had been taken.
Coin molds for making fake Roman coins were also made from clay, and the setup was very simple but effective. After the clay was properly prepared, it was shaped into small round tablets of uniform size and thickness. A coin was then pressed between two tablets while the clay was still soft, creating a perfect impression. These impressions, which became the front and back molds, were stacked together in little piles, with the upper and lower molds impressed on just one side. A notch was then cut down the sides of each little pile so that molten metal could flow in. Two or three of these piles were then arranged side by side with the notches aligned, and they were surrounded by a clay cone with a hole at the top, where the metal was poured. The metal would flow down through the notches and into the molds. This way, impressions were taken that were exact copies of the original coin from which the molds had been made.
[64]
[64]
CHAPTER III.
Anglo-Saxon Pottery—Forms of Vessels, from Illustrated MSS.—Culinary Vessels—Pitchers and other domestic Vessels—Cinerary Urns—Cemeteries at Kingston, King’s Newton, Bedford, &c.—Modes of ornamenting.
Anglo-Saxon Pottery—Types of Vessels, from Illustrated MSS.—Cooking Vessels—Pitchers and other household Items—Cinerary Urns—Burial Sites at Kingston, King’s Newton, Bedford, etc.—Ways of decorating.
For examples of the ceramic art of the Anglo-Saxon period we are mainly indebted to the cemeteries and burial mounds of that people. The art during this period, so far as this country is concerned, was but little practised, except, as in the Celtic period, for the manufacture of sepulchral urns of one kind or other. Still, it is pretty certain that many of the vessels found in the barrows were made for the purposes of life, and used for those of death when urns were wanted. In the preceding era the population of this country—the Romano-Britons—were essentially a pot-producing people, and they established, as will have been seen, extensive manufactories in various parts of the kingdom, and made and supplied vessels for every conceivable use and purpose. When the Saxons took possession of the country, and gradually extended themselves over its length and breadth, they found the Roman towns, as well as the stations and detached dwellings—nay, they found every part of the island—well and, indeed, profusely stocked with crockery of every kind, from the finest Samian cup and bowl down to the coarsest mortarium and amphora, in such profusion, and in such variety, as well as of such elegance, use, and beauty, as they had not previously known. Fighting their way here, and settling there, they utilised the crockery which so abundantly lay ready to their hands, and, as there can be no doubt the Roman potters continued their works long after the advent of the Saxons, they used these Roman vessels for all purposes, and thus did not, except in the case of their burial urns and ordinary domestic vessels, resembling in a somewhat striking manner some modern utensils, leave the impress of what little taste or skill they had upon the productions of the fictile art. The cinerary urns are, therefore, almost, the only productions of the[66] Saxon potter which are known. These, like those of the Celtic period, were, there can be no doubt, usually made in pretty close proximity to their place of burial, and, consequently, were formed of the clays of the district. They assumed a peculiar character, and are entirely dissimilar to those of either of the preceding periods.
For examples of the ceramic art from the Anglo-Saxon period, we primarily look to the cemeteries and burial mounds of that time. The art during this period, at least in this country, wasn't widely practiced, except, similar to the Celtic period, for making various types of burial urns. However, it's quite likely that many of the vessels found in the burial mounds were made for everyday life and repurposed for death when urns were needed. In the earlier era, the population of this country—the Romano-Britons—were essentially a pottery-producing culture. They set up extensive manufacturing sites in various regions and created vessels for every imaginable use. When the Saxons arrived and gradually occupied the land, they discovered Roman towns, stations, and isolated homes—indeed, every part of the island—thoroughly filled with pottery of all kinds, from elegant Samian cups and bowls to the simplest mortaria and amphorae, in such abundance and variety that was beyond anything they had previously encountered. As they fought their way through and settled in various places, they took advantage of the abundant pottery readily available. Since it's likely that Roman potters continued their craft long after the Saxons arrived, these Roman vessels were used for all kinds of purposes. Thus, except for their burial urns and some everyday pottery items, which strikingly resembled some modern utensils, they didn't leave much mark on the pottery art of the time. The cinerary urns are almost the only creations of the Saxon potter that are known. These urns, like those from the Celtic period, were likely made close to their burial sites and were therefore made from local clay. They took on a distinct style and are entirely different from those of earlier periods.
Of the forms of other vessels of the Anglo-Saxons—for there is no doubt that coarse domestic utensils were to some extent made—a tolerable idea may be gained from the illuminated MSS. of the time. Some few, but very few, examples have also been brought to light, which may with tolerable certainty be assigned to this period.
Of the types of other vessels used by the Anglo-Saxons—for there's no doubt that rough household items were made to some degree—one can get a decent idea from the illuminated manuscripts of that time. A few, but very few, examples have also been discovered, which can reasonably be linked to this period.

Fig. 222.
Fig. 222.
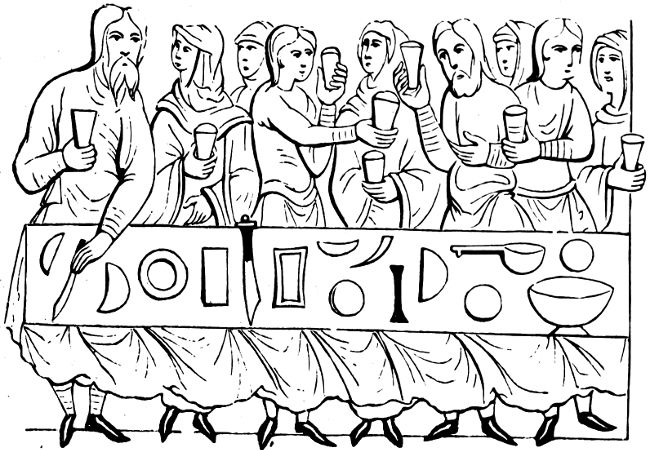
Fig. 223.
Fig. 223.

Fig. 224.
Fig. 224.

Fig. 225.
Fig. 225.
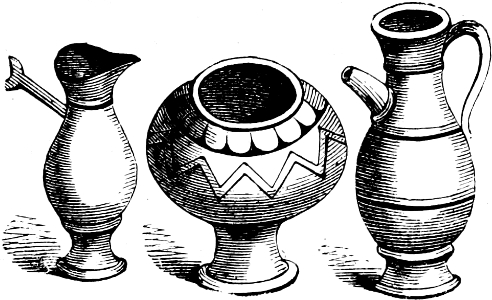
Fig. 226.
Fig. 226.
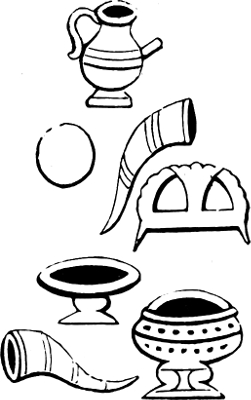
Fig. 227.
Fig. 227.

Fig. 228.
Fig. 228.
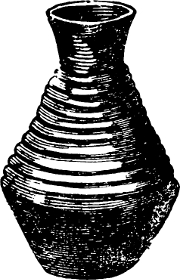
Fig. 229.
Fig. 229.

Fig. 230.
Fig. 230.
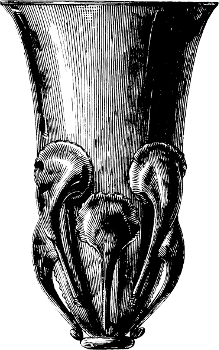
Fig. 231.
Fig. 231.
The engravings (Figs. 222 to 227) showing a few of the forms taken from the illuminated MSS. of this and the succeeding period, are interesting examples. Some of these will be seen to owe their origin—as, for instance, Fig. 226—to Roman design, while others are equally as clearly Franco-Gaulish in character. The Anglo-Saxons were not, like their Roman forerunners, an artistic race. They could not draw the form of the human figure correctly, nor, indeed, that of animals; but their delineations of jugs and pitchers are proved by existing examples to be pretty accurate. Their mind,[68] as a rule, was coarse and unpoetic as their own beer, while that of the Roman was bright and sparkling as his own champagne.
The engravings (Figs. 222 to 227) showcasing a few of the styles taken from the illuminated manuscripts of this and the following period are interesting examples. Some of these, like Fig. 226, clearly have their origins in Roman design, while others are distinctly Franco-Gaulish in style. The Anglo-Saxons weren't, like their Roman predecessors, an artistic people. They struggled to accurately depict the human figure or animals; however, their representations of jugs and pitchers are shown by existing examples to be quite precise. Generally, their mindset was as coarse and unpoetic as their own beer, while that of the Romans was bright and sparkling like their champagne.

Fig. 232.—From Kingston, in the Derby Museum.
Fig. 232.—From Kingston, at the Derby Museum.

Fig. 233.—In the Norwich Museum.
Fig. 233.—At the Norwich Museum.
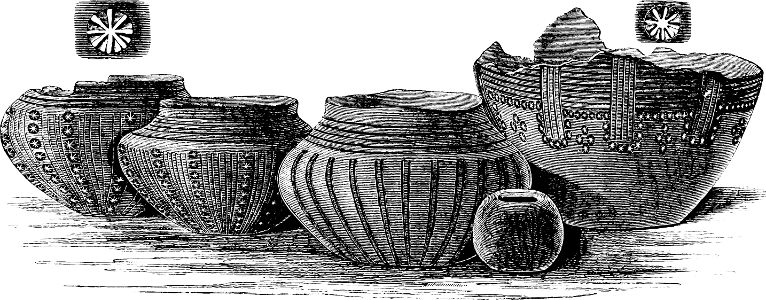
Fig. 234.—Ashmolean Museum.
Fig. 234.—Ashmolean Museum.
For culinary purposes the Anglo-Saxons appear to have had a kind of aversion to clay, hence their bowls were principally of metal or wood—generally of ash, and their drinking-vessels were of horn or glass.[28] One form of vessel, made of coarse buff-coloured clay, is here shown (Fig. 229); and another of simple form is shown on Fig. 230.
For cooking, the Anglo-Saxons seemed to have a dislike for clay, so their bowls were mainly made of metal or wood—usually ash—while their drinking vessels were made of horn or glass.[28] One type of vessel made from rough buff-colored clay is shown here (Fig. 229); and another simple version is shown in Fig. 230.
The pottery of the Anglo-Saxon grave-mounds and cemeteries consists, unlike that of the preceding periods, almost exclusively of cinerary urns, and these have, as has been already stated on a previous page, been made near the place of sepulture; and, as a natural consequence, of the clays found in the neighbourhood. This is proved, incontestably, in the case of the urns found at King’s Newton, where the bed of clay still exists, and has very recently been used for common pottery purposes.[29]
The pottery from the Anglo-Saxon burial mounds and cemeteries is, unlike that from earlier periods, mainly made up of cremation urns. These urns, as mentioned on a previous page, were created close to the burial site and from local clay found in the area. This is clearly demonstrated by the urns discovered at King’s Newton, where the clay bed still exists and has been recently used for regular pottery making.[29]
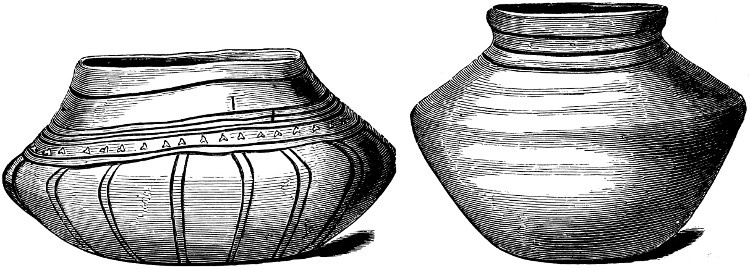
Figs. 235 and 236.—King’s Newton.
Figs. 235 and 236.—King's Newton.
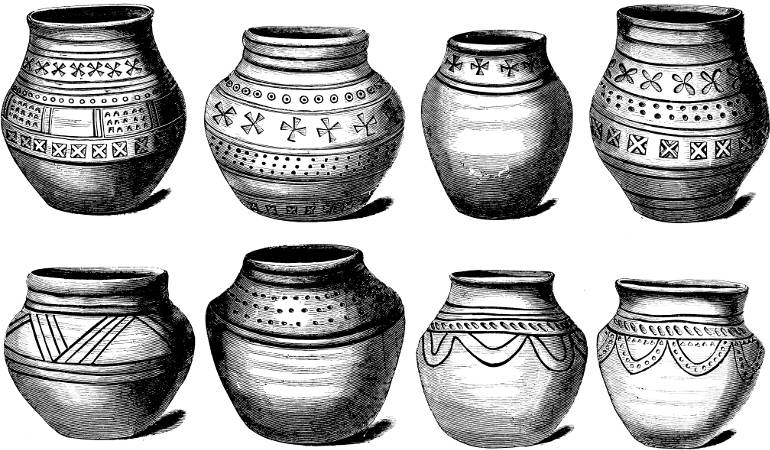
Figs. 237 to 244.—Anglo-Saxon Cinerary Urns, King’s Newton.
Figs. 237 to 244.—Anglo-Saxon cremation urns, King’s Newton.
The shape of the cinerary urns is somewhat peculiar, and partakes of the Frankish form, which may be called degraded Roman. Instead of being wide at the mouth, like the Celtic urns, they are more or less contracted, and have a kind of neck instead of the overhanging lip or rim which is so eminently characteristic of the[70] pottery of that period. Some, however, are tolerably wide at the mouth; but these are usually low and shallow. The cinerary urns were formed by hand, not on the wheel, although on some other vessels evidence of wheel-turning is apparent. This is another proof that these sepulchral urns were made on the spot where wanted. They are as a rule, perhaps, more firmly fired than those of the Celtic period. They are usually of a dark-coloured clay, sometimes nearly black, at other times of a dark brown, and occasionally of a slate, or greenish tint, produced by surface-colouring.
The shape of the cremation urns is somewhat unusual and reflects a Frankish style that can be described as a simplified version of Roman design. Rather than being wide at the top like the Celtic urns, these have a more narrow neck instead of the prominent lip or rim that is so distinctive of the[70] pottery from that era. Some urns are fairly wide at the mouth; however, they are typically low and shallow. The cremation urns were made by hand, not on a wheel, although some other types of vessels show signs of being wheel-turned. This indicates that these burial urns were created on-site where they were needed. Generally, they are likely more sturdily fired than those from the Celtic period. They are usually made from dark-colored clay, often nearly black, sometimes a dark brown, and occasionally have a slate or greenish tint from surface coloring.
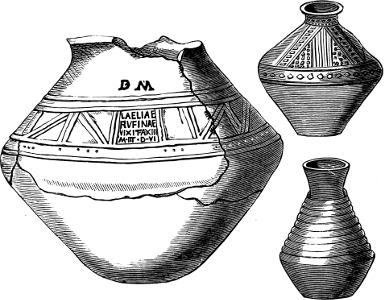
Figs. 245 to 247.—Mayer Museum.
Figs. 245 to 247.—Mayer Museum.
Their general form will be best understood by reference to the engravings, Figs. 232 to 244. One of these will be seen to have projecting knobs or bosses, which have been formed by simply pressing out the pliant clay from the inside with the hand. In other examples these raised bosses take the form of ribs gradually swelling out from the bottom, till, at the top, they expand into semi-eggshaped protuberances. The ornamentation on the urns from these cemeteries usually consists of encircling incised lines in bands or otherwise, and vertical or zig-zag lines arranged in a variety of ways, and, not unfrequently, the knobs or protuberances of which I have just spoken. Sometimes, also they present evident attempts at imitation of the Roman egg-and-tongue ornament. The marked features of the pottery of this period is the frequency of small punctured or[71] impressed ornaments, which are introduced along with the lines or bands with very good effect. These ornaments were evidently produced by the end of a stick cut and notched across in different directions, so as to produce crosses and other patterns. In some districts, especially in the East Angles, these vessels are ornamented with simple patterns painted upon their surface in white; but, so far as my knowledge goes, no example of this kind of decoration has been found in the Mercian cemeteries.
Their general shape is best understood by looking at the illustrations, Figs. 232 to 244. One of these shows knobs or bumps that were created by simply pushing the flexible clay from the inside with a hand. In other examples, these raised bumps take the form of ribs that gradually swell from the bottom until they open up at the top into semi-egg-shaped protrusions. The decoration on the urns from these burial sites typically includes encircling incised lines in bands or other designs, as well as vertical or zig-zag lines arranged in various patterns, often featuring the knobs or protrusions I just mentioned. Sometimes, there are clear attempts to imitate the Roman egg-and-tongue ornament. A notable aspect of the pottery from this period is the frequent use of small punctured or[71] impressed designs, which are incorporated alongside the lines or bands to great effect. These decorations were likely made using the end of a stick that was cut and notched in different directions to create crosses and other patterns. In some areas, particularly in the East Angles, these vessels are decorated with simple patterns painted in white on their surfaces; however, to my knowledge, no examples of this type of decoration have been found in the Mercian cemeteries.
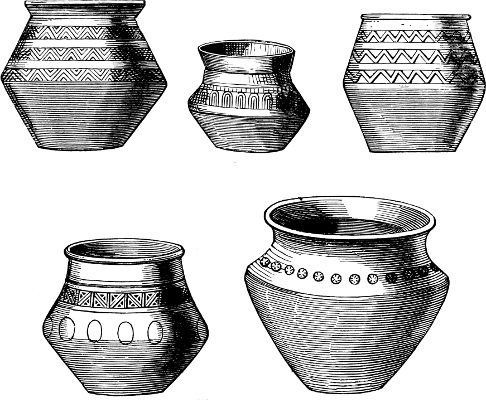
Figs. 248 to 252.
Figs. 248–252.
Of the East-Anglian urns, Mr. Wright—to whom and to Mr. Roach Smith is mainly due the credit of having correctly appropriated them to the Anglo-Saxon period—thus speaks:—
Of the East Anglian urns, Mr. Wright—who, along with Mr. Roach Smith, deserves most of the credit for accurately assigning them to the Anglo-Saxon period—says this:—
“The pottery is usually made of a rather dark clay, coloured outside brown or dark slate-colour, which has sometimes a tint of green, and is sometimes black. These urns appear often to have been made with the hand, without the employment of the lathe; the texture of the clay is rather coarse, and they are rarely well baked. The favourite ornaments are bands of parallel lines encircling the vessel, or vertical and zigzags, sometimes arranged in small bands, and sometimes on a larger scale, covering half the elevation of the urn; and in this latter case the spaces are filled up with small circles and crosses, and other marks, stamped or painted in white. Other ornaments are met with, some of which are evidently unskilful attempts at imitating the well-known egg-and-tongue and other ornaments of the Roman Samian ware, which, from the specimens, and even fragments, found in their graves, appear to have been much admired and valued by the Anglo-Saxons. But a still more characteristic peculiarity of the pottery of the Anglo-Saxon burial urns consists in raised knobs or bosses, arranged symmetrically round them, and sometimes forming a sort of ribs, while in the ruder examples they become mere round lumps, or even present only a slight swelling of the surface of the vessel. That these vessels belong to the early Anglo-Saxon period is proved beyond any doubt by the various objects, such as arms, personal ornaments, &c., which are found with them, and they present evident imitations both of Roman forms and of Roman ornamentation. But one[72] of these urns has been found accompanied with remarkable circumstances, which not only show its relative date, but illustrate a fact in the ethnological history of this early period. Among the Faussett collection of Anglo-Saxon antiquities is an urn which Bryan Faussett appears to have obtained from North Elmham, in Norfolk, and which contained the bones of a child. It is represented in the accompanying engraving (Fig. 245), and will be seen at once to be perfectly identical in character with the East-Anglian sepulchral urns. But Mr. Roach Smith, in examining the various objects in the Faussett collection, preparatory to his edition of Bryan Faussett’s “Inventorum Sepulchrale,” discovered on one side of this urn a Roman sepulchral inscription, which is easily read as follows:—
“The pottery is typically made from a dark clay, colored on the outside brown or dark gray, sometimes with a hint of green, and occasionally black. These urns often seem to have been shaped by hand rather than using a lathe; the clay has a somewhat coarse texture, and they are rarely well-fired. Common decorations include bands of parallel lines wrapping around the vessel, as well as vertical and zigzag patterns, sometimes in narrow bands and other times on a larger scale, covering half the height of the urn. In those cases, the spaces are filled with small circles, crosses, and other symbols, either stamped or painted in white. There are also other decorations, some of which are clearly rough attempts at mimicking the popular egg-and-tongue and other designs found in Roman Samian ware, which, based on the samples and even fragments uncovered in their graves, appear to have been highly regarded by the Anglo-Saxons. A particularly distinctive feature of the pottery from Anglo-Saxon burial urns is the raised knobs or bosses that are symmetrically placed around them, sometimes forming rib-like structures, while in simpler examples, they appear as mere round bumps or even just slight protrusions on the vessel's surface. The fact that these vessels date back to the early Anglo-Saxon period is indisputable, as they are found alongside various items such as weapons and personal ornaments, which clearly reflect Roman styles and designs. However, one[72] of these urns was found under notable circumstances that not only indicate its relative date but also shed light on a fact in the ethnological history of this early era. Among the Faussett collection of Anglo-Saxon artifacts, there is an urn that Bryan Faussett seems to have acquired from North Elmham, Norfolk, which contained the bones of a child. It is illustrated in the accompanying engraving (Fig. 245), and will be immediately recognized as being exactly the same in style as the East-Anglian burial urns. However, Mr. Roach Smith, while reviewing the various items in the Faussett collection as he prepared for his edition of Bryan Faussett’s “Inventorum Sepulchrale,” discovered a Roman burial inscription on one side of this urn, which is easily read as follows:—”
| D. M. | To the gods of the shades. |
| LAELIAE | To Lælia |
| RVFINAE | Rufina. |
| VIXIT·A·XIII | She lived thirteen years, |
| M·III·D·VI. | three months, and six days. |
To this Roman girl, with a purely Roman name, belonged, no doubt, the few bones which were found in the Anglo-Saxon burial urn when Bryan Faussett received it; and this circumstance illustrates several important as well as interesting questions relating to our early history. It proves, in the first place, what no judicious historian now doubts, that the Roman population remained in the island after the withdrawal of the Roman power, and mixed with the Anglo-Saxon conquerors; that they continued to retain, for some time at least, their old manners and language, and even their Paganism and their burial ceremonies; for this is the purely Roman form of sepulchral inscriptions; and that, with their own ceremonies, they buried in the common cemetery of the new Anglo-Saxon possessors of the land, for this urn was found in an Anglo-Saxon burial-ground. This last circumstance had already been suspected by antiquaries, for traces of Roman interment in the well-known Roman leaden coffins had been found in the Anglo-Saxon cemetery at Ozingell, in the Isle of Thanet; and other similar discoveries have, I believe, been made elsewhere. The fact of this Roman inscription on an Anglo-Saxon burial urn, found immediately in the district of the Anglo-Saxon cemeteries, which have produced so many of these East Anglian urns, proves further that these urns belong to a period following immediately upon the close of what we call the Roman period.”
To this Roman girl, with a distinctly Roman name, surely belonged the few bones found in the Anglo-Saxon burial urn when Bryan Faussett received it; and this fact highlights several important and interesting questions about our early history. It demonstrates, firstly, what no sensible historian doubts today: that the Roman population stayed in the island after Roman power withdrew and mixed with the Anglo-Saxon conquerors; that they continued to hold on to their old customs and language, and even their Pagan beliefs and burial practices for some time; because this is the distinctly Roman style of burial inscriptions; and that, along with their own rites, they were buried in the common cemetery of the new Anglo-Saxon landowners, as this urn was found in an Anglo-Saxon burial ground. This last detail had already been suspected by historians, as evidence of Roman burials in the well-known Roman lead coffins had been discovered in the Anglo-Saxon cemetery at Ozingell, in the Isle of Thanet; and other similar finds have, I believe, been made in other places. The existence of this Roman inscription on an Anglo-Saxon burial urn, found right in the area of the Anglo-Saxon cemeteries, which have yielded so many of these East Anglian urns, further proves that these urns date to a period immediately following the end of what we refer to as the Roman period.
The sepulchral vases found in the district of the Middle Angles vary but slightly in form from the East-Anglian burial urns. An example is given in Fig. 246, from Chestersovers, in Warwickshire, where it was found with an iron sword, a spear-head, and other articles of Anglo-Saxon character.
The burial vases discovered in the Middle Angles area are only slightly different in shape from the East Anglian burial urns. An example is shown in Fig. 246, found in Chestersovers, Warwickshire, where it was located alongside an iron sword, a spearhead, and other items typical of the Anglo-Saxon period.
“If we had not abundant proofs of the Anglo-Saxon character of this pottery at home,” continues Mr. Wright, “we should find sufficient evidences of it among the remains of the kindred tribes on the Continent, the old Germans, or Alemanni, and the Franks. Some years ago, an early cemetery, belonging to the Germans, or Alemanni, who then occupied the banks of the Upper Rhine, was discovered near a hamlet called Selzen, on the northern bank of that river, not far above Mayence, and the rather numerous objects found in it are, I believe, preserved in the Mayence Museum. They were communicated to the public by the brothers Lindenschmit, in a well-illustrated volume published in 1848, under the title ‘Das Germanische Todtenlager bei Selzen in der Provinz Reinhessen.’ When this book appeared in England, our antiquaries were astonished to find in the objects discovered in the Alemannic cemeteries of the country bordering on the Rhine a character entirely identical with that of their own Anglo-Saxon antiquities, by which the close affinity of the two races was strikingly illustrated. More recently, the subject has been further illustrated in the description by Ludwig Lindenschmit of the collection of the national antiquities in the Ducal Museum of Hohenzollern, and in other publications. About the same time with the first labours of the Lindenschmits, a French antiquary, Dr. Rigollot, was calling attention in France to similar discoveries in the cemeteries which the Teutonic invaders of Picardy had left behind them, and in which he recognised the same character as that displayed by the similar remains of the Anglo-Saxons[73] in our island. Similar discoveries have been made in Burgundy and in Switzerland, the ancient country of the Helvetii; and it is hardly necessary here to do more than mention the great and valuable researches carried on by the Abbé Cochet among the Frankish graves in Normandy. It has thus become an established fact that the varied remains of the tribes, all of Teutonic descent, who settled on the borders of the Roman empire along the whole extent of the country from Great Britain to Switzerland, present the same character and bear a close resemblance.”
“If we didn't have plenty of evidence of the Anglo-Saxon nature of this pottery at home,” Mr. Wright continues, “we would still find enough proof among the remains of related tribes on the Continent, the old Germans, or Alemanni, and the Franks. A few years ago, an ancient cemetery belonging to the Germans, or Alemanni, who occupied the banks of the Upper Rhine, was discovered near a small village called Selzen, on the northern bank of that river, not far above Mainz, and the numerous objects found there are, I believe, preserved in the Mainz Museum. The brothers Lindenschmit presented these findings to the public in a well-illustrated book published in 1848, titled ‘Das Germanische Todtenlager bei Selzen in der Provinz Reinhessen.’ When this book was published in England, our archaeologists were amazed to find that the objects discovered in the Alemannic cemeteries near the Rhine had a character that was completely identical to that of their own Anglo-Saxon antiquities, highlighting the close relationship between the two races. More recently, the topic has been further explored in the description by Ludwig Lindenschmit of the national antiquities collection in the Ducal Museum of Hohenzollern and in other publications. Around the same time as the initial work of the Lindenschmits, a French archaeologist, Dr. Rigollot, was drawing attention in France to similar discoveries in the cemeteries left by the Teutonic invaders of Picardy, in which he recognized the same characteristics as those found in the Anglo-Saxon remains in our island. Similar discoveries have also been made in Burgundy and Switzerland, the ancient land of the Helvetii; and it's hardly necessary to mention the significant and valuable research conducted by Abbé Cochet among the Frankish graves in Normandy. It has thus become an established fact that the varied remains of the tribes, all of Teutonic descent, who settled along the borders of the Roman Empire across the entire region from Great Britain to Switzerland, show the same characteristics and bear a close resemblance.”

Figs. 253 to 256.
Figs. 253–256.
A few figures here given will illustrate this resemblance. Figs. 248 and 251 are two Allemannic urns from the cemetery of Selzen. It will be seen that they resemble in form the East Anglian urns, and the same ornamentation is also found among our general Anglo-Saxon pottery. These urns are described as being usually made of the clay of the neighbourhood, in most cases turned on a lathe, but many of them imperfectly baked. They are found in graves where the body had not undergone cremation, and were used for containing articles of a miscellaneous description. Fig. 252 is a slate-coloured urn, procured at Cologne, and is ornamented with circular stamps. Figs. 249 and 251 are Frankish urns, obtained by the Abbé Cochet from Londinières in Normandy, and show at a glance the[74] identity of the Frankish pottery with the Germanic as well as with the Anglo-Saxon. The second of these is surrounded with a row of the well-known bosses, which are equally characteristic of the three divisions of this Teutonic pottery—Anglo-Saxon, Frankish, and Allemannic. Above these bosses is an ornament identical with that of the East Anglian urn with the sepulchral inscription. Figs. 253 to 256 are urns from the Swiss Lacustrine habitations, for comparison of form.
A few figures here will illustrate this similarity. Figs. 248 and 251 are two Allemannic urns from the cemetery at Selzen. They look similar in shape to the East Anglian urns, and the same decoration can also be found in our general Anglo-Saxon pottery. These urns are usually made from local clay, mostly shaped on a lathe, but many of them are poorly baked. They are found in graves where the body hasn’t been cremated and were used to hold various items. Fig. 252 is a slate-colored urn obtained in Cologne, decorated with circular stamps. Figs. 249 and 251 are Frankish urns collected by Abbé Cochet from Londinières in Normandy, clearly showing the similarity of Frankish pottery with Germanic and Anglo-Saxon styles. The second one is surrounded by a row of well-known bosses, which are characteristic of the three branches of this Teutonic pottery—Anglo-Saxon, Frankish, and Allemannic. Above these bosses is a decoration identical to that found on the East Anglian urn with the sepulchral inscription. Figs. 253 to 256 are urns from the Swiss Lacustrine settlements, provided for a comparison of shapes.
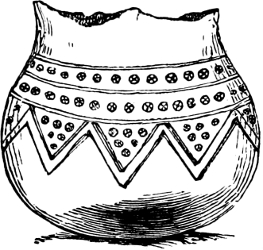
Fig. 257.
Fig. 257.

Fig. 258.
Fig. 258.
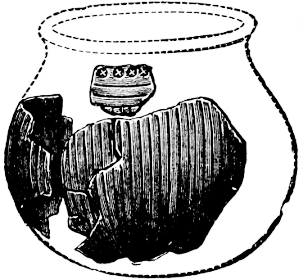
Fig. 259.
Fig. 259.
The series of engravings (Figs. 232 to 244) will show the general and more characteristic forms of purely Anglo-Saxon cinerary urns. Figs. 232 and 235 are of the low or flat variety, which is of not unfrequent occurrence. Figs. 234 and 236 are also of a not uncommon form, while 240 is more uncommon. Fig. 241 is of excellent form, and is very simple in ornamentation, having only encircling and diagonal lines, to decorate its surface. Figs. 243, 244, and 239 are of different shape, and so again are Figs. 237 and 240, which are almost unique in form and in ornamentation.
The series of engravings (Figs. 232 to 244) will show the general and more distinctive shapes of purely Anglo-Saxon cinerary urns. Figs. 232 and 235 are the low or flat type, which is quite common. Figs. 234 and 236 are also seen frequently, while 240 is rarer. Fig. 241 has an excellent shape and is very simple in decoration, only featuring encircling and diagonal lines on its surface. Figs. 243, 244, and 239 have a different shape, and similarly, Figs. 237 and 240 are almost unique in both shape and decoration.
Fig. 260.
Fig. 260.
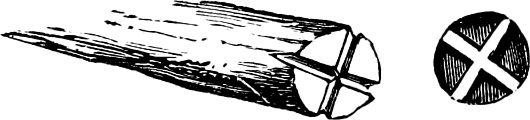
Fig. 261.
Fig. 261.
Most of these examples are from one locality, King’s Newton, in Derbyshire, within a few miles of the capital of the kingdom of Mercia. The others (Fig. 232) are from Kingston, in the same neighbourhood. Other characteristic examples of form and decoration are given on Figs. 233 and 234. These are from the Ashmolean Museum at Oxford, and from the Norwich Museum, and exhibit excellent specimens of forms and decoration from those districts.
Most of these examples come from one area, King’s Newton, in Derbyshire, just a few miles from the capital of Mercia. The others (Fig. 232) are from Kingston, which is nearby. More typical examples of shape and design are shown in Figs. 233 and 234. These are from the Ashmolean Museum at Oxford and the Norwich Museum, showcasing great examples of shapes and designs from those regions.
The ornamentation on Anglo-Saxon cinerary urns consists usually[75] of encircling lines in bands, or otherwise; in vertical or zig-zag lines, arranged in a variety of ways; of impressed or punctured ornaments; and of knobs or protuberances. Sometimes also, as in a Bedfordshire urn, they present evident attempts at imitation of the Roman egg-and-tongue ornament. In some districts small ornaments are painted on the surface with a white pigment. The marked feature of the pottery of this period is the frequency of the small punctured or impressed ornaments to which I have alluded, which are introduced along with the lines or bands, with very good effect. These ornaments were evidently usually produced by the end of a stick, cut and notched across in different directions, so as to produce crosses and other patterns. In other instances these impressed ornaments have been produced by twisted slips of metal, &c.
The decoration on Anglo-Saxon cremation urns typically consists of encircling lines in bands or other patterns; vertical or zig-zag lines arranged in various ways; impressed or punctured designs; and knobs or protrusions. Sometimes, as seen in a Bedfordshire urn, there are clear attempts to replicate the Roman egg-and-tongue pattern. In some areas, small designs are painted on the surface with white pigment. A notable feature of pottery from this period is the prevalence of small punctured or impressed designs, which are often combined with lines or bands for a visually appealing effect. These designs were usually created using the end of a stick that was cut and notched in different directions to form crosses and other patterns. In other instances, these impressed designs were made using twisted pieces of metal, etc.
The quatrefoils (or as they may almost be called, crosses patée) on some of the urns I have engraved, particularly on Figs. 237, 238, and 239, are very unusual, as are also those in the lower bands of Figs. 237 and 240, and in the upper band of the latter example.
The quatrefoils (or what could almost be called, crosses patée) on some of the urns I've engraved, especially on Figs. 237, 238, and 239, are quite rare, as are those in the lower bands of Figs. 237 and 240, and in the upper band of that last example.
[76]
[76]
CHAPTER IV.
Pottery of the Norman and Mediæval Periods—Examples from illuminated MSS.—Norman Potworks at Burley Hill—The Ferrars Family—Mediæval Pottery—-Grotesque Vessels—Costrils—Mammiform Vessels—The Cruiskeen or Cruiska—Godets, &c.—Simpson’s Petition—Rous and Cullyn’s Patent—Bellarmines—Ale-pots—Salt glazing—Butter-pots—Dr. Plot—State of Staffordshire Potteries—Combed Ware—Ariens Van Hamme—John Dwight—The brothers Elers—The Tofts—William Sans—Tygs—Candlesticks—Cradles, &c.
Pottery of the Norman and Medieval Periods—Examples from illuminated manuscripts—Norman Pottery at Burley Hill—The Ferrars Family—Medieval Pottery—Grotesque Vessels—Costrils—Mammiform Vessels—The Cruiskeen or Cruiska—Godets, etc.—Simpson’s Petition—Rous and Cullyn’s Patent—Bellarmines—Ale-pots—Salt glazing—Butter-pots—Dr. Plot—Condition of Staffordshire Potteries—Combed Ware—Ariens Van Hamme—John Dwight—The Elers Brothers—The Tofts—William Sans—Tygs—Candlesticks—Cradles, etc.
Of the pottery of the Norman period but little has been said by any writers, and that simply because but little was known. I had the good fortune, however, a few years’ back, to discover the remains of a kiln[30] of that period, in and around the remains of which were many vessels—“wasters” as they would be technically called—of various kinds. This discovery was all the more interesting and valuable, as being the only instance of the finding of a kiln either of the Anglo-Saxon or Norman periods, and it has enabled me to identify and appropriate to this age vessels from other localities. To these I shall presently refer.
Of the pottery from the Norman period, not much has been discussed by writers, mainly because there wasn't much information available. However, I was fortunate a few years ago to uncover the remains of a kiln[30] from that time, which was surrounded by many vessels—referred to as “wasters” in technical terms—of different types. This discovery was particularly significant and valuable, as it is the only known example of a kiln from either the Anglo-Saxon or Norman periods, and it has allowed me to identify and associate vessels from other locations with this era. I will refer to these shortly.

Fig. 262.
Fig. 262.
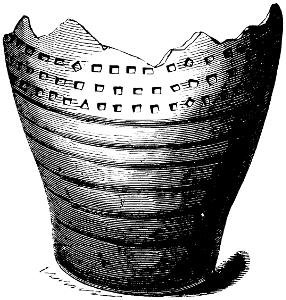
Pitcher, temp. Henry III.
Henry III, pitcher, temp.
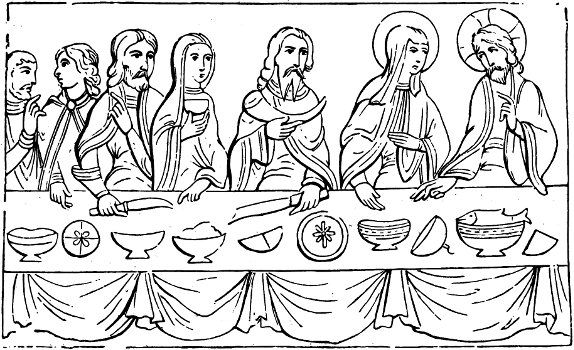
Fig. 263.
Fig. 263.
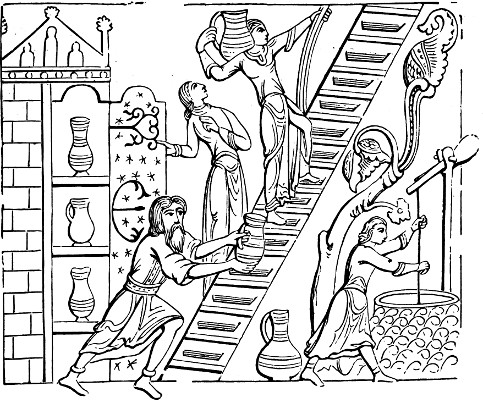
Fig. 264.
Fig. 264.
The pottery of this period consisted chiefly of pitchers, dishes, bowls, or basins, and what we should now term porringers or pipkins; the bowls or basins and dishes being used for drinking[77] purposes as well as for placing cooked meats in; the pitchers for holding and carrying ale, mead, water, and other liquors to the table, and the porringers both for eating and for cooking with. The uses of these vessels, as well as their general forms, are gathered from the illuminated MSS. of the time which have come down to us. The annexed engraving (Fig. 264) from a twelfth-century MS., shows the pitchers, the water or wine vessels—both in their locker and being carried up to the feast by attendants, one of whom is drawing water from a draw-well in the yard. Fig. 263 shows, on a[78] table set out for dinner, the bowls or basins for the food and for drinking from, one of which holds a fish. The plate-like articles, it should be mentioned, are bread which was made in cakes, and variously ornamented with the knife. The other engravings (Figs. 262 and 266) are excellent representations of pitchers and wine vessels, drinking-cups and bowls, and other characteristic vessels. The next Fig. (265) gives the form of the drinking-cups excellently well, and enables one to determine that the small vessel engraved (Fig. 246) was one used for that purpose. It should be stated, however, that, as in the former case, the objects between the drinking-cups on the table are not plates, but cakes of bread.
The pottery from this time mainly included pitchers, dishes, bowls, or basins, and what we would now call porringers or pipkins; the bowls or basins and dishes were used for drinking as well as for holding cooked meats; the pitchers were meant for carrying ale, mead, water, and other drinks to the table, while the porringers were used both for eating and cooking. The functions of these vessels, along with their general shapes, are derived from the illuminated manuscripts of the period that have survived. The adjacent engraving (Fig. 264) from a twelfth-century manuscript shows the pitchers and the water or wine vessels—both in storage and being carried to the feast by attendants, one of whom is drawing water from a well in the yard. Fig. 263 displays a table set for dinner, showing the bowls or basins for food and drinking, one of which holds a fish. It should be noted that the flat items depicted are bread made into cakes, adorned with a knife. The other engravings (Figs. 262 and 266) provide excellent representations of pitchers and wine vessels, drinking cups, bowls, and other typical vessels. The next figure (Fig. 265) shows the shape of drinking cups very clearly, helping us identify that the small vessel illustrated (Fig. 246) was used for this purpose. However, it should be mentioned that, as in the previous example, the items between the drinking cups on the table are not plates, but cakes of bread.
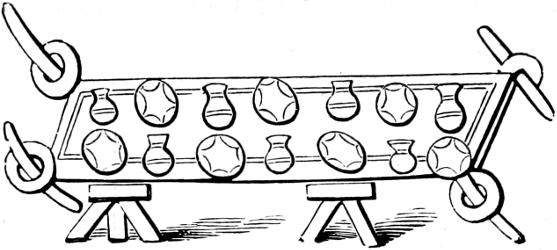
Fig. 265.
Fig. 265.
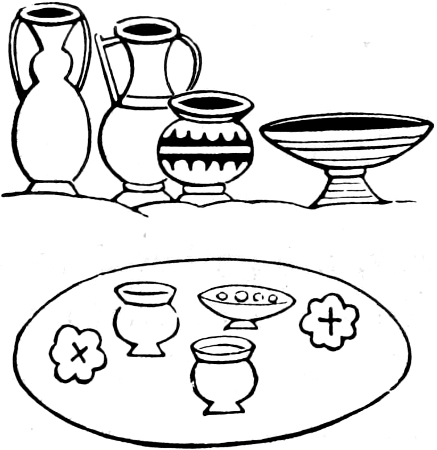
Fig. 266.
Fig. 266.

Figs. 267 to 270.—From Burley Hill.
Figs. 267 to 270.—From Burley Hill.
The clay of which Norman pottery is formed is usually of a coarse kind, and the vessels bear evidence in many instances of the wheel having been used. In colour they are sometimes of a reddish brown, at others of a tolerably good red, while at others again they are nearly black; and many of the pitchers, &c., are either wholly or partially covered with a green or other glaze. Many are quite devoid of ornament, but others have the ends of the handles formed into foliage, &c., by the pressure of the finger. Some, however, are rather highly decorated. Figs. 267 to 270 show[79] four small-sized jugs, ranging from four and a half to seven inches in height, two of which are devoid of ornament, and the other two have their handles foliated. Figs. 273 and 275 show pitchers of a larger growth, of the same clumsy coarse kind of clay, and ornamented in the same primitive manner. They are about nine inches in height, and are green glazed.
The clay used for Norman pottery is generally coarse, and many of the vessels show signs of being made on a wheel. They vary in color, sometimes appearing reddish-brown, at other times a decent red, and occasionally nearly black. Many pitchers and similar items are completely or partially covered with a green or other type of glaze. While some pieces are plain, others have handles shaped into leaf-like designs made by pressing with the fingers. However, some are quite beautifully decorated. Figs. 267 to 270 show[79] four small jugs, ranging from four and a half to seven inches tall, with two being unadorned and the other two featuring foliated handles. Figs. 273 and 275 display larger pitchers made from the same rough clay and decorated in a similarly simple style. They stand about nine inches tall and have a green glaze.
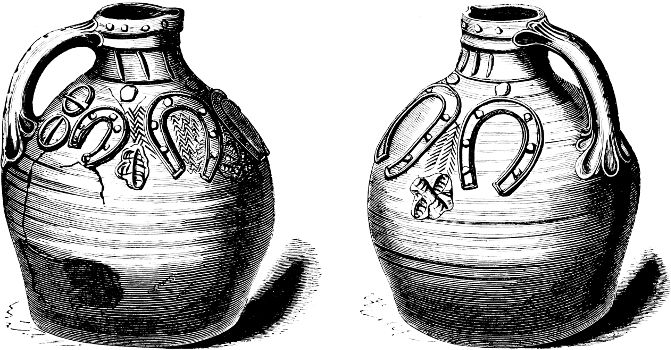
Figs. 271 and 272.—From Burley Hill.
Figs. 271 and 272.—From Burley Hill.
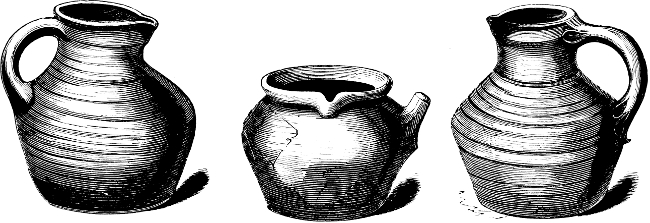
Figs. 273 to 275.—From Burley Hill.
Figs. 273 to 275.—From Burley Hill.
Figs. 271 and 272 represent the two sides of a remarkably fine pitcher, which (as well as those engraved on Figs. 267 to 279) was discovered by myself in a kiln to which reference has been made. It is sixteen inches in height, and is, perhaps, the finest and most interesting fictile remain of the Norman period in existence. It bears, as will be seen, five horseshoes, and two buckles, all of which were badges of the Ferrars family (Norman Earls of Derby), who were[80] lords of the soil where, and at the time when, these vessels were made. The decorations are all laid on in “slip” of a finer kind of clay than that of which the body is composed, and the pitcher is glazed. Herring-bone pattern is incised in the body of the pitcher itself.
Figs. 271 and 272 show both sides of a beautifully crafted pitcher, which (along with those shown in Figs. 267 to 279) I found in a kiln previously mentioned. It stands sixteen inches tall and is likely the most exquisite and fascinating clay artifact from the Norman period that we have. As you can see, it features five horseshoes and two buckles, all symbols of the Ferrars family (Norman Earls of Derby), who were[80] the landowners where, and when, these vessels were created. The decorations are applied using a "slip" made from a finer clay than that which makes up the body of the pitcher, and it has been glazed. A herringbone pattern is incised into the body of the pitcher itself.
While speaking of this pitcher it may not be out of place to allude to a ludicrous mistake made in Miss Meteyard’s “Life of Wedgwood.” On page 38, vol. i. of that work, Miss Meteyard has copied my own woodcut which appeared some little time before, both in the “Reliquary” and in my own “Life of Wedgwood;” but her artist having made his tracing from my woodcut has reversed it in his copy, and thus made it worse than useless.
While talking about this pitcher, it’s worth mentioning a funny mistake made in Miss Meteyard’s “Life of Wedgwood.” On page 38, vol. i. of that book, Miss Meteyard has copied my own woodcut that was published shortly before, both in the “Reliquary” and in my own “Life of Wedgwood.” However, her artist traced my woodcut and accidentally flipped it in the copy, making it completely ineffective.
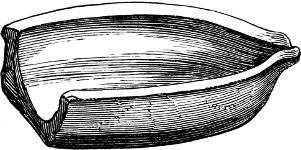
Fig. 276.
Fig. 276.

Fig. 277.
Fig. 277.
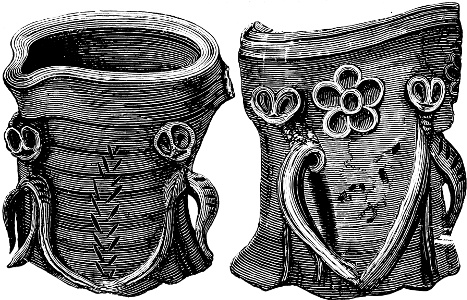
Figs. 278 and 279.—From Burley Hill.
Figs. 278 and 279.—From Burley Hill.
Fragments of a number of large pitchers, highly decorated with flowers, bosses, &c., in slip, and incised patterns, were also found. Among the more interesting of these were some bearing round the neck rude attempts at faces and arms. Two of these are shown on Figs. 278 and 279.
Fragments of several large pitchers, beautifully decorated with flowers, raised designs, and other patterns, were also discovered. Among the more interesting ones were a few featuring crude attempts at faces and arms around the neck. Two of these are shown in Figs. 278 and 279.
[81]
[81]

Fig. 280.
Fig. 280.
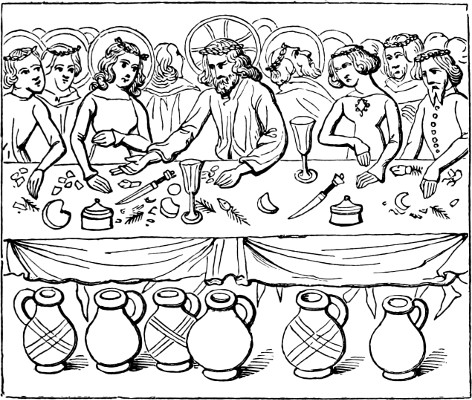
Fig. 281.
Fig. 281.

Fig. 282.
Fig. 282.

Fig. 283.
Fig. 283.
[82]
[82]
The domestic vessels of a somewhat later date appear, in many instances, to retain the same general form, but in others present new shapes. Fortunately, we can again fall back upon the illuminated MSS. for forms of these vessels, and can compare them with actual examples.
The home vessels from a later period mostly seem to keep the same general shape, but in some cases, they show new designs. Luckily, we can refer back to the illuminated manuscripts for the shapes of these vessels and compare them with real-life examples.
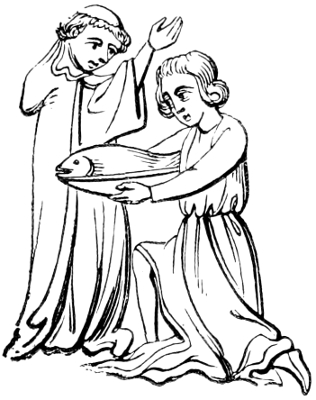
Fig. 284.
Fig. 284.

Fig. 285.
Fig. 285.

Fig. 286.
Fig. 286.

Fig. 287.
Fig. 287.

Fig. 288.
Fig. 288.

Fig. 289.
Fig. 289.
Thus on Fig. 284 we have a dish of the fourteenth, and in Fig. 283 those of the fifteenth century; while in the others we have drinking cups, bowls, three-legged vessels with spouts, &c. Fig. 282 gives us a wash-hand basin and jug—an attendant holding the basin in one hand and jug in the other while the guest washes his hands, a female standing by with the towel. In Fig. 281 we have a remarkably fine assemblage of pitchers of the fourteenth century, some of which appear to be ornamented with cross bands; while in Fig. 280 (the dancing of Herodias before Herod) we have dishes, jugs, and bowls. Some of the vessels in these illuminations, it must be borne in mind,[83] may be of metal, but the form is still of the same value and importance. Some excellent figures of mediæval jugs are also given in the next engravings, one of which (Fig. 287) likewise shows a drinking-mug.
Thus, in Fig. 284, we have a dish from the fourteenth century, and in Fig. 283, those from the fifteenth century; while in the others, we see drinking cups, bowls, three-legged vessels with spouts, etc. Fig. 282 shows us a washbasin and jug—an attendant holding the basin in one hand and the jug in the other while the guest washes his hands, with a woman standing by holding a towel. In Fig. 281, we have an exceptionally fine collection of pitchers from the fourteenth century, some of which seem to be decorated with cross bands; while in Fig. 280 (Herodias dancing before Herod), we see dishes, jugs, and bowls. Some of the vessels in these illustrations, it should be noted,[83] may be made of metal, but their form remains just as significant. Some excellent examples of medieval jugs are also presented in the next engravings, one of which (Fig. 287) also depicts a drinking mug.

Fig. 290.—London.
Fig. 290.—London.

Figs. 291 to 294.—Ashmolean Museum, Oxford.
Figs. 291 to 294.—Ashmolean Museum, Oxford.

Fig. 295.—London.
Fig. 295.—London.
One of the earliest written notices of crockery we have is the oft-quoted entry in the account of payments by the executors of Queen Eleanor, wife of Edward I. “Item Juliana la potere pro ccc picheriis die anniversarii Reginæ viijs. vjd.”—these three hundred pitchers being probably earthenware vessels “provided for the feast given to the poor on the anniversary of the queen’s death.”[31] Another item in the same accounts is also curious: “Item, Johanni le squeler pro Mle et D discis, tot platelles, tot salseriis, et cccc chiphis, xlijs.”—the “squeler,” or “sargeant-squylloure,” being “pourveyour of the squylery,” or scullery, who had charge of the pots, and kept them clean and in order. In the household books of Edward IV. and Sir John Howard, in the fifteenth century, and the Earl of Northumberland, shortly afterwards, mention is made of “earth and asshen cuppes” and “erthyn potts”—the latter directing that leather pots[84] be bought in place of earthen ones, of course in consequence of the loss by breakage. The entry in the expenses of Sir John Howard, in 1466, referred to, shows somewhat curiously the cost of “potes” in those days:—“Watekin bocher of Stoke delyvered of my mony to on of the poteres of Horkesley ivs. vid. to pay hemselfe and his felawes for xi dosen potes,” which would be about 4¾d. per dozen for them.
One of the earliest written mentions of crockery we have is the frequently cited entry in the payment records by the executors of Queen Eleanor, wife of Edward I. “Item Juliana la potere for 300 pitchers on the anniversary of the queen’s death.” These three hundred pitchers were likely earthenware vessels “provided for the feast given to the poor on the anniversary of the queen’s passing.”[31] Another item in the same accounts is also interesting: “Item, Johanni le squeler for Mle and D dishes, so many plates, so many salt cellars, and 400 chips, 42s.”—the “squeler,” or “sergeant-squilloure,” being “provider of the scullery,” who was responsible for managing and cleaning the pots. In the household records of Edward IV. and Sir John Howard in the fifteenth century, as well as the Earl of Northumberland shortly after, there are mentions of “earth and ash cups” and “earthen pots”—the latter specifying that leather pots[84] be purchased instead of earthen ones due to losses from breakage. The expense entry for Sir John Howard in 1466 shows, quite interestingly, the cost of “pots” during that time: “Watekin butcher of Stoke delivered from my money to one of the potters of Horkesley 4s. 6d. to pay himself and his fellows for 11 dozen pots,” which would be about 4¾d. per dozen for them.

Fig. 296.
Fig. 296.
The vessels made in England in mediæval times principally consisted of pitchers and jugs, cups or bowls, bottles, and dishes; the term “pottes” being applied to the drinking cups then in general use. From them and their successors the “ale pots,” of which I shall yet speak, the still common term of a pot of ale has gradually come down to us. One shape of these drinking vessels is shown in the two smaller vessels, Figs. 293 and 294, the larger ones being excellent examples of the jugs in use along with them. These were dug up in Oxford, in 1838, and are preserved in the Ashmolean Museum. Other good examples of jugs, in the Jermyn Street Museum, are shown on Figs. 290 and 295. These are all plain, but are glazed.
The vessels made in England during medieval times mainly included pitchers and jugs, cups or bowls, bottles, and dishes; the term “pots” referred to the drinking cups commonly used at the time. From these and their successors, the “ale pots,” which I will discuss later, the familiar term of a pot of ale has gradually come down to us. One type of these drinking vessels is represented by the two smaller vessels, Figs. 293 and 294, while the larger ones are great examples of the jugs used alongside them. These were excavated in Oxford in 1838 and are now housed in the Ashmolean Museum. Other good examples of jugs can be found in the Jermyn Street Museum, shown in Figs. 290 and 295. All of these are simple in design but are glazed.
The larger jugs, or pitchers, are frequently ornamented with heads, foliage, or other devices, in somewhat high relief. Many of these are very curious. They were made in different parts of the country, of the common clays of the locality, and decorated according to the taste and skill of the maker.
The larger jugs or pitchers are often decorated with faces, leaves, or other designs that stand out in relief. Many of these are quite interesting. They were made in various regions of the country using local clay and decorated based on the maker's taste and skill.
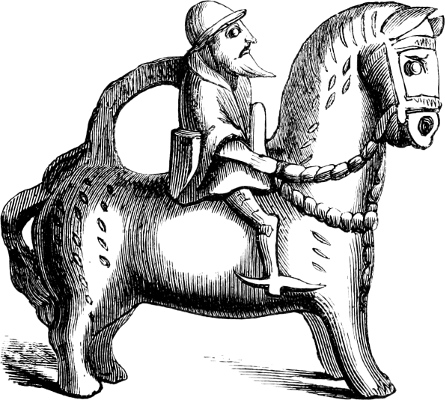
Fig. 297.—Lewes.
Fig. 297.—Lewes.
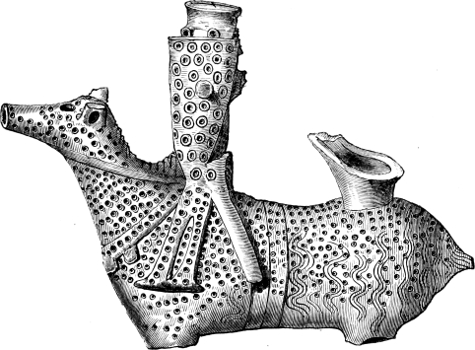
Fig. 298.—Salisbury Museum.
Fig. 298.—Salisbury Museum.
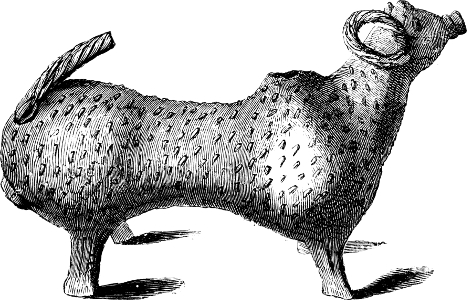
Fig. 299.—Scarborough Museum.
Fig. 299.—Scarborough Museum.
Jugs, or vessels for liquor, were occasionally, from a very early period, made in form of mounted knights. Indeed, from the occurrence of grotesque heads and portions of figures on the Norman vessels which I had the good fortune to exhume a few years[85] back,[32] it is probable these grotesque vessels may, in some instances, trace from that date. A very interesting example (Fig. 297) was found at Lewes in 1846. It is in the form of a mounted knight. The workmanship is very rude, but there are certain details, such as the long pointed toes and pryck spurs, from which its probable date is assigned to the time of Henry II. Its length is ten and half inches, and its full height, when perfect, would be thirteen or fourteen inches.[86] The material is coarse clay, the upper parts green glazed. There can be no doubt it was intended to contain liquor, and the handle, which passes from the back of the knight to the tail of the horse, was evidently intended for pouring out the contents; whilst a circular aperture at the lower end of the handle afforded the means of filling the vessel.[33] There is no evidence to show where this was made.
Jugs, or containers for alcohol, were sometimes created in the shape of mounted knights from very early on. In fact, based on the unusual heads and parts of figures found on the Norman vessels that I was fortunate enough to unearth a few years[85] ago, it's likely that these bizarre vessels can be traced back to that time. A particularly interesting example (Fig. 297) was discovered in Lewes in 1846. It is shaped like a mounted knight. The craftsmanship is quite crude, but there are notable features, like the long pointed toes and spurs, which suggest it dates back to the reign of Henry II. It measures ten and a half inches in length, and its original height would have been about thirteen or fourteen inches.[86] The material is rough clay, with the upper parts being green glazed. There’s no doubt that it was meant to hold liquor, and the handle, which extends from the knight's back to the horse's tail, was clearly designed for pouring. Meanwhile, a round opening at the bottom of the handle allowed for filling the jug.[33] There is no indication of where this was made.
Another curious example (Fig. 298) preserved in the Salisbury Museum, was found at Mere, in Wiltshire, and is believed to belong to the latter half of the twelfth century. The costume and accoutrements of this figure (which is a knight on horseback, armed with shield, &c.) correspond almost precisely to that of the effigy of King Richard I. on his great seal.[34] The impressed circles are probably intended to represent chain mail.
Another interesting example (Fig. 298) kept in the Salisbury Museum was discovered at Mere, in Wiltshire, and is thought to date from the second half of the twelfth century. The clothing and gear of this figure (which is a knight on horseback, armed with a shield, etc.) closely match those of King Richard I's effigy on his great seal.[34] The impressed circles likely represent chain mail.
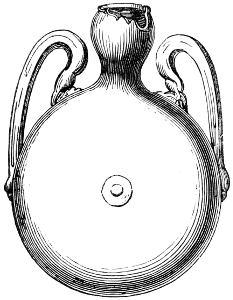
Fig. 300.
Fig. 300.

Fig. 301.
Fig. 301.
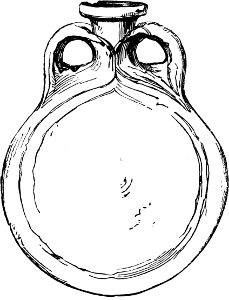
Fig. 302.
Fig. 302.
Another vessel, of analogous character, preserved in the Scarborough Museum, is engraved on Fig. 299. It is in the form of an animal with a twisted horn, but its handle and other parts are imperfect. It is covered with a green glaze, and was, there cannot be the shadow of a doubt, made at Scarborough, where, as I shall show, the remains of a potter’s kiln was found in 1854, but has not, as yet, been named in any work on pottery.
Another similar vessel, kept in the Scarborough Museum, is shown in Fig. 299. It’s shaped like an animal with a twisted horn, but its handle and other parts are damaged. It’s covered with a green glaze, and there’s no doubt it was made in Scarborough, where, as I will demonstrate, the remains of a potter’s kiln were discovered in 1854, but it hasn’t been referenced in any pottery literature yet.
A jug, which would almost appear to have been the origin of the bellarmine, to be hereafter described, was communicated by[87] Mr. Kirwan to the Journal of the British Archæological Association,[35] where it is engraved. It is covered with green glaze, and bears a well and powerfully moulded head, with the flowing hair and beard so characteristic of the time of Edward I., II., and III. To this period some clay moulds for the forming of faces upon mediæval pottery, found at Lincoln by Mr. Arthur Trollope, may be assigned; they are engraved by Marryatt,[36] and will be referred to later on in this volume. It will be seen, too, on comparison of this jug with the fragments of Norman pottery on another page, that it is the same kind of general idea, somewhat amplified, but carried out in the taste of the day.
A jug, which seems to have inspired the bellarmine that will be described later, was shared by[87] Mr. Kirwan with the Journal of the British Archæological Association,[35] where it is illustrated. It has a green glaze and features a well-crafted and strong head, complete with flowing hair and beard that are typical of the time of Edward I, II, and III. Some clay molds for making faces on medieval pottery, found in Lincoln by Mr. Arthur Trollope, can be dated to this period; they are illustrated by Marryatt,[36] and will be discussed later in this volume. Additionally, a comparison of this jug with the pieces of Norman pottery on another page shows that it shares the same general concept, though it is somewhat more elaborate and executed in the style of the time.
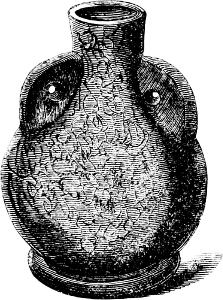
Fig. 303.
Fig. 303.
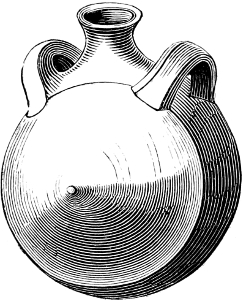
Fig. 304.
Fig. 304.
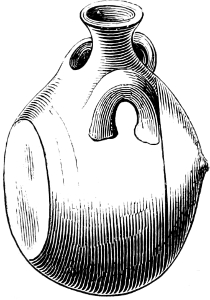
Fig. 305.
Fig. 305.
The costrils, or pilgrims’ bottles as they are commonly called, i.e., bottles for liquor to be carried and hung on the person, were much made in the Middle Ages, and although usually plain, were, nevertheless, sometimes rather highly decorated. Fig. 300 is the shape mostly known as a pilgrim’s bottle, and will be seen to vary but little from the flattened globular amphora of Roman times (Fig. 303). Sometimes they had four loops instead of handles, so that the strap could pass through the four loops and make the carrying safer. To this class a remarkably fine example in the Roach Smith collection in the British Museum belongs. On one side are the royal arms of Henry VIII. within a rose and garter, and with supporters and crown, with the legend DNE SALVVM FAC REGEM REGINAM ET REGNVM (God keep safe the King, Queen, and kingdom): on the other side are four medallions: one contains the sacred monogram, I.H.S.; two others have radiating patterns, and the fourth a heart, with loveknot[88] of flowers and the word LEAL. Fig. 303 shows another example, somewhat of the form of Figs. 300 and 302; but in this case it is globular, or gourd-shaped, and not flattened on the sides, and the handles for the loops are simply flat pieces of clay pierced for suspension. This interesting example, which is of Tickenhall make, belongs to Sir J. H. Crewe, Bart., and is mottled with green all over its surface. Another excellent form of mediæval “pilgrim’s bottle” was found at Collingbourne Ducis by the Rev. W. C. Lukis, F.S.A. It is of barrel shape, and has handles and mouth at the top, and, at the bottom, a stand. In front is a face surrounded by oak-leaves, within a circle of foliage, all in relief, and above this is an aperture. Other vessels partaking of the barrel-shape and mammiform character are also met with: some of their forms will be seen on Figs. 304 to 307. When carried, they would be slung by the handles in the same manner as others; but when not in use, instead of having a base, as in Fig. 303, one end is seen to be flattened for it to stand upon; the other end is in form of a woman’s breast—this, of course, in allusion to the use of the vessel, from the mouth of which the person who used it would drink or “suck” the liquor it contained. A much more perfectly formed mammiform bottle I give, from a beautiful drawing furnished me, with others, by my friend the late Mr. F. C. Lukis, F.S.A., on Figs. 304 and 305. It is gourd-shaped, with one side flattened to prevent its rolling when set down, and the other side is a beautifully formed female breast. It is four and a half inches in height, and holds about half a pint.
The costrils, or pilgrims' bottles as they are often called, meaning bottles for liquor that could be carried and hung on the body, were quite popular in the Middle Ages. Typically plain, they were sometimes elaborately decorated. Fig. 300 shows the shape most commonly recognized as a pilgrim’s bottle, which closely resembles the flattened globular amphora from Roman times (Fig. 303). Occasionally, these bottles featured four loops instead of traditional handles, allowing a strap to pass through the loops for safer carrying. A particularly fine example from the Roach Smith collection in the British Museum exemplifies this type. One side displays the royal arms of Henry VIII within a rose and garter, adorned with supporters and a crown, accompanied by the inscribed legend "Grant safety to the king, queen, and kingdom." (God keep safe the King, Queen, and kingdom). On the opposite side are four medallions: one bears the sacred monogram, I.H.S.; two feature radiating patterns, and the fourth displays a heart with a love knot[88] made of flowers and the word Loyal. Fig. 303 shows another example, similar to Figs. 300 and 302; however, in this instance, it is globular, or gourd-shaped, rather than flattened on the sides, and the handles for the loops are simple flat pieces of clay with holes for suspension. This intriguing example, crafted in Tickenhall, belongs to Sir J. H. Crewe, Bart., and is mottled green throughout its surface. Another excellent medieval “pilgrim’s bottle” was discovered at Collingbourne Ducis by Rev. W. C. Lukis, F.S.A. It has a barrel shape, with handles and a mouth at the top, and a base at the bottom. A face surrounded by oak leaves, enclosed in a circle of foliage, is depicted in relief on the front, and above is an opening. Other vessels with a barrel shape and pronounced curves can also be found; some forms are illustrated in Figs. 304 to 307. When carried, they would be hung by the handles just like others; however, when not in use, instead of a base as seen in Fig. 303, one end is flattened to allow it to stand upright; the other end resembles a woman’s breast—this, of course, relates to the vessel's function, from which the user would drink or “suck” the liquor contained inside. A more perfectly formed mammiform bottle is presented, based on a beautiful drawing provided to me with others by my late friend Mr. F. C. Lukis, F.S.A., in Figs. 304 and 305. It is gourd-shaped, with one side flattened to prevent rolling when placed down, and the other side is a finely crafted female breast. It stands four and a half inches tall and holds about half a pint.
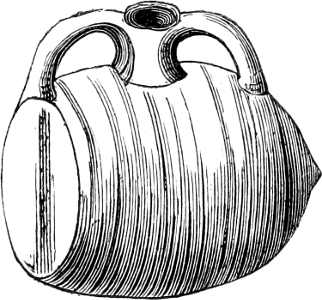
Fig. 306.
Fig. 306.
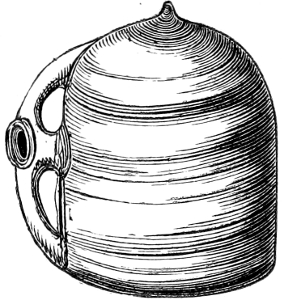
Fig. 307.
Fig. 307.
The cruskin, or cruse, or cruske, was much in use, and made of somewhat varied form. It was the precursor of the tyg, and was nothing more than a drinking-cup. References are frequently found to this vessel, as a “crusekyn de terre,” and as having, in some instances, been mounted with silver. Usually, however, they were[89] plain cups of earthenware or of wood, generally ash, the latter partaking somewhat of the form of our present basin. I am inclined to think, too, that the pipkin, or porringer, was also called a cruske or cruskin. The term is still in use in Ireland, where a “cruisken of whiskey” is a common form of expression. Some of the forms of the “cruisken” as at present in use in Ireland—made of wood—are shown on Figs. 308 to 311.
The cruskin, or cruse, or cruske, was widely used and came in various shapes. It was the forerunner of the tyg and was simply a drinking cup. There are many references to this vessel as a “crusekyn de terre,” and in some cases, it was adorned with silver. However, they were usually just plain cups made of earthenware or wood, typically ash, resembling our present-day basins. I also believe that the pipkin, or porringer, was sometimes referred to as a cruske or cruskin. This term is still used in Ireland, where a “cruisken of whiskey” is a common expression. Some of the wooden forms of the “cruisken” currently used in Ireland are shown in Figs. 308 to 311.
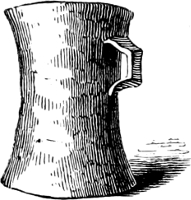
Fig. 308.
Fig. 308.
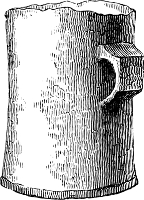
Fig. 309.
Fig. 309.
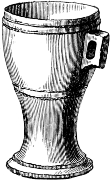
Fig. 310.
Fig. 310.
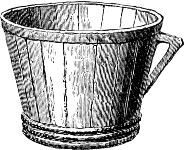
Fig. 311.
Fig. 311.
The godet, or goddard, was another drinking-cup much in vogue, and was, evidently, a kind of large cup or bowl, in which spiced liquor was mixed and drunk by “gossips” and friends. Some of these bowls will be spoken of later on. Besides these, various other names for drinking-vessels were more or less in use.
The godet, or goddard, was another popular drinking cup and was clearly a large cup or bowl where spiced drinks were mixed and shared among friends and “gossips.” Some of these bowls will be discussed later on. In addition to these, there were several other names for drinking vessels that were used to varying extents.
In the sixteenth and seventeenth centuries the potter’s art was principally confined to the manufacture of common domestic vessels—large coarse dishes, cruiskens, tygs, pitchers, bowls, cups, candlesticks, pans, butter-pots, and other articles being among the number. Many articles, not made in England, were imported from Holland and other countries, and came into general use. They were, however, soon copied by our own workmen and made to a large extent. Among the principal of the imported vessels were bellarmines, or grey beards; and ale-pots. In the reign of Queen Elizabeth, one William Simpson proposed to manufacture, “in some decayed town within this realm,” these ale-pots, which had till that time been solely imported from Cologne by Garnet Tynes, by which he promised that “manie a hundred poore men may be sett at worke.” As a preliminary to this, he petitioned the queen to grant him sole licence to bring them into the realm. The following is his petition:—[37]
In the sixteenth and seventeenth centuries, pottery mainly focused on making everyday household items—large, rough dishes, small jugs, mugs, pitchers, bowls, cups, candlesticks, pans, butter pots, and other similar things. Many items not produced in England were imported from Holland and other countries, and became quite popular. However, they were quickly copied by local craftsmen and produced in large quantities. Among the key imported items were bellarmines, or greybeards, and ale pots. During Queen Elizabeth's reign, a man named William Simpson suggested manufacturing these ale pots “in some rundown town within this realm,” which had until then only been imported from Cologne by Garnet Tynes, claiming that “many hundreds of poor men could be set to work.” To start this process, he asked the queen for exclusive rights to import them into the realm. The following is his petition:—[37]
[90]
[90]
“The sewte of William Simpson, merchaunte—Whereas one Garnet Tynes, a straunger livinge in Acon, in the parte beyond the seas, being none of her maties subjecte, doth buy uppe alle the pottes made at Culloin, called Drinking stone pottes, and he onelie transporteth them into this realm of England, and selleth them: It may please your matie to graunt unto the said Simpson full power and onelie license to provyde transport and bring into this realm the same or such like drinking pottes; and the said Simpson will putt in good suretie that it shall not be prejudiciall to anie of your maties subjects, but that he will serve them as plentifullie, and sell them at as reasonable price as the other hath sold them from tyme to tyme.
“The suit of William Simpson, merchant—Whereas one Garnet Tynes, a stranger living in Acon, across the sea, who is not one of Her Majesty's subjects, is buying up all the pots made at Culloin, known as Drinking stone pots, and he alone transports them into this realm of England and sells them: It may please Your Majesty to grant the said Simpson full power and exclusive license to import and bring into this realm the same or similar drinking pots; and the said Simpson will provide good security that it shall not harm any of Your Majesty's subjects, but that he will supply them abundantly and sell them at as reasonable a price as the other has sold them from time to time.
“Item. He will be bound to double her maties custome by the year, whenever it hath been at the most.
“Item. He will be required to double her maties custom by the year, whenever it has been at its highest.”
“Item. He will as in him lieth draur the making of such like pottes into some decayed town within this realm, wherebie manie a hundred poore men may be sett a work.
“Item. He will, to the best of his ability, arrange for the making of such pots in a run-down town within this realm, thereby providing work for many hundreds of poor men.”
“Note. That no Englishman doth transport any potte into this realm but onlie the said Garnet Tynes, who also serveth all the Low Countries and other places with pottes.”
“Note: No Englishman brings any pots into this country except for the said Garnet Tynes, who also supplies all the Low Countries and other places with pots.”
Whether the petition was granted or not does not appear.
Whether the petition was approved or not isn't clear.
In 1570, according to Stow, Jasper Andries and Jacob Janson, potters, who had settled in Norwich in 1567 (which see), “removed to London. They set forth in a petition to Queen Elizabeth that they were the first that brought in and exercised the said science in this realm, and were at great charges before they could find materials in this realm. They besseeched her, in recompense of their great cost and charges, that she would grant them house room in or without the liberties of London, by the water side.” In 1626 a patent was granted to Thomas Rous, alias Rius, and Abraham Cullen, for the manufacture of “Stone Potts, Stone Juggs, and Stone Bottells.” This patent I here give entire:—
In 1570, as Stow reports, potters Jasper Andries and Jacob Janson, who moved to Norwich in 1567 (see that entry), “relocated to London. They submitted a petition to Queen Elizabeth stating that they were the first to introduce and practice this craft in the kingdom and incurred significant expenses before they could find materials locally. They pleaded with her, in recognition of their considerable costs, to grant them accommodation either within or outside the boundaries of London, by the riverside.” In 1626, a patent was awarded to Thomas Rous, alias Rius, and Abraham Cullen for producing “Stone Pots, Stone Jugs, and Stone Bottles.” Here is the complete patent:—
“Whereas we are given to vnderstand by our loving subiecte, Thomas Rous als Rius and Abraham Cullyn, of London, Marchante, that heretofore and at this present, this our Kingdome of Englande and other our Dominions are and have beene served with stone potte, stone jugge, and stone bottles out of forreigne parte from beyond the seas, and they have likewise shewed vnto vs that by their industry and charge not onely the materialle, but also the arte and manufacture may be found out and pformed, never formerly vsed within this our Kingdome of England, by any which proffitable intencon they have already attempted and in some good measure have proceeded in, and hope to pfecte, whereby many poore and vnproffitable people may be sett on worke and put to labour and good ymployment for their maintenance, and reliefe, of which they will make further tryall at their owne charge for the good of our realmes, and in consideracon thereof they have humbly desired that we would be graciously pleased to grant vnto them our royall priviledge for ‘The Sole Making of the Stone Potte, Stone Jugge, and Stone Bottelle,’ within our Dominions for the tearme of fowerteene yeares, for a reward for their Invencon, and they have also voluntarily offered vnto vs for the same a yearely rente of five pounde towarde the increase of our revenue, soe long as they have benefitte by this our grant, neyther doe they desier by vertue of such priviledge to prohibite or hinder the importacon of these comodities by others from forreigne parte, but that they may still bring in the same from beyond the seas as they have formerly done.
“Whereas we understand from our loyal subjects, Thomas Rous aka Rius and Abraham Cullyn, of London, Merchants, that in the past and currently, our Kingdom of England and other territories we own have been supplied with stone pots, stone jugs, and stone bottles from foreign lands beyond the seas, they have also shown us that through their efforts and expenses, not only the materials but also the skill and production methods can be developed and executed, which have never before been used in our Kingdom of England. They have already attempted this profitably and have made some progress, hoping to complete it, whereby many poor and unproductive people can be employed and engaged in work for their sustenance and relief. They will further test this at their own expense for the good of our realms, and in consideration of this, they have humbly requested that we graciously grant them our royal privilege for ‘The Complete Process of Making a Stone Pot and Stone Jug, and Stone Bottle,’ within our territories for a term of fourteen years, as a reward for their invention. They have also voluntarily offered us a yearly rent of five pounds towards increasing our revenue for as long as they benefit from this grant, and they do not wish to use this privilege to prohibit or hinder others from importing these goods from foreign parts, but rather that they may continue to bring them in from beyond the seas as they have done in the past.”
“Knowe ye, that we graciously tendring and effecting the general good and benifitt of our kingdomes and our subiecte of the same, and to the end that as well the said Thomas Rous als Rius and Abraham Cullin may receave some convenient recompence and proffitte out of their owne labours and endeavours as reason requireth, as also that other our loving subiecte may be thereby encouraged, in the like laudable service and endeavours for the comon good of their country, and for other good consideracons vs herevnto moving of our especiall grace, certeyne knowledge, and meare mocon we have given and granted, and by these Presente for vs, our[91] heires and successors, doe give and grant full and free lycence, priviledge, power, and authority, vnto the said Thomas Rous als Rius and Abraham Cullin, and eyther of them, their and eyther of their executors and administrators, and their and every or any of their deputies or assignes, having authority from them, or any of them in that behalfe, that they and every or any of them, and none others, shall and may from tyme to tyme, and at all tymes for and during the tearme of fowerteene yeares nexte ensueing the date hereof, within these our Realmes of England and Ireland, and the Dominions thereof, at their or any of their liberty and pleasuer, vse, exercise, practise, and put in vse the arte and feate of frameing, workeing, and makeing of all and all manner of potte, jugge, and bottelle, commonly called or knowne by the name or names of stone potte, stone jugge, and stone bottelle whatsoever, whereof the like hath not heretofore beene vsually made or wrought, within our said realmes and dominions, and also to make, erecte, and sett vpp in any ground, place, or places whatsoever within our said realmes and dominions, with the consent, agreement, and good likeing of the persons to whome the same shall belong, any fornace or fornaces whatsoever concerning the said feate or arte of frameing, workeing, and making of stone potte, stone jugge, and stone bottelle, and the same soe made to vtter and sell in grose, or by retayle, or otherwise to doe away or dispose of the same at their or any of their will and pleasuer, and to their or any of their beste comodity and proffitt, during the said tearme of fowerteene yeares; and therefore our will and pleasuer is, and we doe, by these Presente, for vs, our heires, and successors, straightly charge, prohibite, and forbidd all and every person and persons, as well our naturall borne subiecte as aliens, denizens, and strangers whatsoever (other then the said Thomous Rous als Rius and Abraham Cullin, and eyther of them, their and eyther of their executors, administrators, and assignes, and such as shall by them or any of them be sett on worke, licensed or authorised, that they or any of them doe not, during the tearme aforesaid, presume, attempte, or take in hande to make, frame, practise, vse, or exercise, within our said Realmes of England or Ireland, or the Dominions of the same, the said arte, feate, or way of makeing, frameing, or workeing of any manner of the said potte, jugge, or bottelle, comonly called or knowne by the name or names of stone potte, stone jugge, and stone bottelle whatsoever, not heretofore vsually made or wrought within our said realmes or dominions, and to be put in vse and practise by the said Thomas Rous als Rius and Abraham Cullin, or eyther of them, their or eyther of their executors, administrators, or assignes, or to counterfett the said arte or feate by them or any of them soe to be put in vse, & practise, nor to presume, attempt, or take in hand, to make, erecte, frame, or sett vpp any furnace or furnaces to that purpose, vpon payne of forfeyture of all and every such potte, jugge, and bottelle soe to be made, wrought or counterfetted, contrary to the true intente and meaneing of these psente, and also vpon payne of breakeing and defaceing of all and every the said furnace or furnaces to be made or erected contrary to the tenor hereof, and further vpon payne of our highe indignacon and displeasure, and such further penalties and imprisonmente as by any the statute or lawes of the said realmes or dominions, or any of them, can or may be inflicted vpon them, or any of them, for their contempt and disobedience in breakeing and contemning our comandement and prerogative royall.”
“Know that we, concerned for the overall good and benefit of our kingdoms and our subjects, intend for Thomas Rous, also known as Rius, and Abraham Cullin to receive fair compensation and profit from their efforts, as is reasonable. We also aim to encourage our other loyal subjects in similar honorable service and endeavors for the common good of their country, as well as for other good reasons prompting us, by our special grace, certain knowledge, and true intention. We hereby give and grant, through this document, for ourselves, our heirs, and successors, a full and free license, privilege, power, and authority to the said Thomas Rous, also known as Rius, and Abraham Cullin, and either of them, their executors and administrators, as well as any of their deputies or assigns authorized by them. They, and any or all of them, and no others, shall have the right from time to time, and at all times during the next fourteen years from the date of this document, within our realms of England and Ireland and their territories, to use, practice, and implement the art and craft of making all types of pots, jugs, and bottles, commonly known as stone pots, stone jugs, and stone bottles, which have not been customarily made or crafted within our said realms and territories. They are also permitted to create, set up, and establish any furnace or furnaces within any land or location in our realms and dominions, with the consent and agreement of those to whom the land belongs, for the purpose of this craft. They shall be allowed to sell these items in bulk or retail and otherwise dispose of them at their discretion, for their benefit and profit throughout the said fourteen years. Therefore, it is our will and desire, and we do, by this document, for ourselves, our heirs, and successors, strictly charge, prohibit, and forbid all individuals, both our natural-born subjects and aliens, denizens, and strangers (other than Thomas Rous, also known as Rius, and Abraham Cullin, and either of them, their executors, administrators, and assigns, and those they authorize) from attempting to make, frame, practice, use, or exercise within our realms of England or Ireland, or their territories, the art, craft, or method of making or crafting any type of the said pots, jugs, or bottles commonly known as stone pots, stone jugs, and stone bottles, which have not previously been made or crafted in our realms or territories. This right shall be exclusively held by Thomas Rous, also known as Rius, and Abraham Cullin, or either of them, their executors, administrators, or assigns. Individuals are also forbidden from mimicking this craft in any form nor from building any furnace or furnaces for this purpose, under penalty of forfeiture of all such pots, jugs, and bottles made, crafted, or counterfeited against the true intent and meaning of this document, and additionally under penalty of demolition of any such furnace or furnaces constructed contrary to the terms herein, and further under penalty of our severe disapproval and displeasure, and any additional penalties and imprisonment that can be imposed by any law or statute in our realms, for their contempt and disobedience in violating our command and royal prerogative.”
In 1635 a patent was granted to “David Ramsey, Esquier, one of the groomes of our pryvie chamber, Michael Arnold, and John Ayliffe, of the citty of Westminster, Brewers,” for a new method of heating boilers by means of sea coal, for brewers, soap-boilers, and others; which “invencion is alsoe very usefull for the Dryeinge of Bricke, all manner of Tyles, and all such sortes of Tyles as cannot be made in this kingdome but in the Heat of Sumer; and alsoe that they have found out the Arte and Skill of Makeinge and Dyeinge of all sortes of Panne Tyles, Stone Juggs, Bottles of all sizes, Earthen Wicker Bottles; Meltinge Pottes for Gouldsmythes, and other Earthen Comodityes within this our Realme, which nowe are made by Straungers in Forraigne Partes; and that in the makinge of the[92] same Earthen Comodityes as aforesaid, the saide David Ramsey, Michaell Arnold, and John Ayliffe shall have employment for many of our poore Subjects, whoe thereby shalbee sett on worke, and bee competently mainteyned, and will alsoe sell them cheaper than they are now sould.” This patent was for fourteen years, the parties being bound to pay one-fourth part of their profit yearly into the exchequer.
In 1635, a patent was granted to "David Ramsey, Esquire, one of the attendants of our private chamber, Michael Arnold, and John Ayliffe, of the city of Westminster, Brewers," for a new method of heating boilers using sea coal, intended for brewers, soap-makers, and others. This "invention is also very useful for drying brick, all kinds of tiles, and those types of tiles that can only be made in this kingdom during the summer heat; and they have also discovered the art and skill of making and dyeing all kinds of pan tiles, stone jugs, bottles of all sizes, and earthen wicker bottles; melting pots for goldsmiths, and other earthen goods produced within this realm, which are currently made by foreigners in other countries; and in making the [92] aforementioned earthen goods, the said David Ramsey, Michael Arnold, and John Ayliffe will provide employment for many of our poor subjects, who will thereby be set to work and adequately supported, and they will also sell them at a lower price than they are currently sold." This patent was valid for fourteen years, with the parties required to pay one-fourth of their profits annually to the exchequer.
The stoneware was usually called “Cologne ware,” from Cologne, from whence it was first imported; and by this name that made in our own country continued to be in great measure known. It will be well here, therefore, to speak of the ale-pots and bellarmines of that kind of ware.
The stoneware was commonly referred to as “Cologne ware,” named after Cologne, where it was first imported from; and by this name, the pieces made in our own country mostly continued to be known. It’s worth mentioning the ale-pots and bellarmines of that type of ware.

Figs. 312 and 313.—Bellarmines.
Figs. 312 and 313.—Bellarmines.

Fig. 314.—Bellarmine.
Fig. 314.—Bellarmine.
The Bellarmine, or Grey Beard, or Long Beard, as it was commonly called, was a stoneware pot of bottle form, mostly with a handle at the back and ornament on the front. The neck is narrow, and the lower part, or “belly,” as it is technically called, very wide and protuberant. They were in very general use at the “ale-houses” to serve ale in to customers, and were of different sizes—the gallonier containing a gallon; the pottle pot, two quarts; the pot, a quart; and the little pot, a pint. These jugs were derisively named after Cardinal Bellarmine, who died in 1621. The cardinal having, by his determined and bigoted opposition to the reformed religion, made himself obnoxious in the Low Countries, became naturally an[93] object of derision and contempt with the Protestants, who, among other modes of showing their detestation of the man, seized on the potter’s art to exhibit his short stature, his hard features, and his rotund figure, to become the jest of the ale-house and the byword of the people. Allusions to the bellarmines are very common in the productions of the English writers of the period.
The Bellarmine, or Grey Beard, or Long Beard, as it was often called, was a stoneware pot shaped like a bottle, usually with a handle at the back and decoration on the front. The neck is narrow, and the lower section, or “belly,” as it's technically known, is very wide and bulging. These were widely used in “ale houses” to serve ale to customers and came in various sizes—the gallonier holding a gallon; the pottle pot, two quarts; the pot, a quart; and the little pot, a pint. These jugs were mockingly named after Cardinal Bellarmine, who died in 1621. The cardinal, due to his stubborn and intolerant opposition to the reformed religion, became unpopular in the Low Countries and was naturally an[93] target of ridicule and scorn from Protestants. In various ways of expressing their disdain for him, they turned to pottery to mock his short stature, harsh features, and round figure, making him the butt of jokes in alehouses and a common ridicule among people. References to the bellarmines are very frequent in the works of English writers of that time.
Ben Jonson, in his Gipsies Metamorphosed, gives the following amusing version of the origin of these vessels:—
Ben Jonson, in his Gipsies Metamorphosed, provides this entertaining take on the origin of these vessels:—
“Gaze upon this brave spark struck out of Flintshire upon Justice Jug’s daughter, then sheriff of the county, who, running away with a kinsman of our captain’s, and her father pursuing her to the Marches, he great with justice, she great with jugling, they were both for the time turned into stone upon sight of each other here in Chester; till at last (see the wonder!) a jug of the town ale reconciling them, the memorial of both their gravities—his in beard, and hers in belly—hath remained ever since preserved in picture upon the most stone jugs of the kingdom.”
“Look at this brave spark that came from Flintshire about Justice Jug’s daughter, who was the sheriff of the county. She ran away with a relative of our captain, and her father chased her to the borders. He was all about justice, and she was all about trickery, and for a time, they both turned to stone upon seeing each other right here in Chester. But in the end (what a surprise!), a jug of the local ale brought them back together, and ever since, their essence—his in his beard, and hers in her belly—has been preserved in images on many stone jugs across the kingdom.”
In another place he says:—
In another location he says:—
In another play, the Ordinary, is the following:—
In another play, the Ordinary, there’s the following:—
In the curious play of Epsom Wells, one of the characters, while busy with ale, says, “Uds bud, my head begins to turn round; but let’s into the house. ’Tis dark. We’ll have one Bellarmine there, and then Bonus nocius.”
In the interesting play Epsom Wells, one of the characters, while enjoying some ale, says, “Wow, my head is starting to spin; but let’s go inside. It’s dark. We’ll have one Bellarmine there, and then Bonus nocius.”
These are but a few of the allusions that might be brought forward from the old writers, but they are sufficient to show its common use. The ale pots thus being formed with the corpulent proportions and the “hard-mouthed visage” of the cardinal, became a popular and biting burlesque upon him. From them, too, from the face upon the ale mug or ale pot, the vulgar name of “mug” for the human face is probably derived. The engravings, Figs. 312 to 314, show three bellarmines; the first two are “foreign” make, but the latter is English; and a strong general resemblance will be seen to the pitchers before engraved. Another English bellarmine is engraved under the head of “Fulham.”
These are just a few of the references that could be mentioned from older writers, but they’re enough to illustrate its common use. The ale pots, made with the stout shapes and the “hard-faced look” of the cardinal, became a popular and sharp parody of him. From these, too, the slang term “mug” for a human face likely originates, referencing the face depicted on the ale mug or ale pot. The engravings, Figs. 312 to 314, show three bellarmines; the first two are made in a “foreign” style, but the last one is English; and you can see a strong overall resemblance to the pitchers shown earlier. Another English bellarmine is engraved under the title “Fulham.”
[94]
[94]
The ordinary “ale-pots,” or “little pots,”—the pint jugs,—were, like the bellarmines, at first imported into this country, but they were afterwards made to a considerable extent in various parts of the kingdom. They were made of a light-coloured clay, and took the name of “stoneware,” from their hardness and colour. They were turned on the wheel, the necks being usually covered, with deeply encircling lines; and the ornaments consisted of lines scratched, or incised, into the soft clay with a sharp point, in form of foliage, flowers, scrolls, circles, &c., and then washed in with blue colour. In some instances a pattern—usually a flower or initials—was impressed, from a mould, on the front, as in the manner of the bellarmines. They are generally very thick, and must have been extremely durable. One example is engraved (Fig. 315).
The common "ale pots," or "little pots"—the pint jugs—were originally brought into this country, like the bellarmines, but later were made in large quantities in different parts of the kingdom. They were made from light-colored clay and earned the name "stoneware" due to their hardness and color. They were shaped on a wheel, with the necks typically covered in deep, encircling lines. The decorations included lines scratched or carved into the soft clay with a sharp tool, forming designs like leaves, flowers, scrolls, circles, etc., and then filled in with blue color. In some cases, a pattern—usually a flower or initials—was pressed into the front from a mold, similar to the bellarmines. They are generally very thick and must have been incredibly durable. One example is engraved (Fig. 315).

Fig. 315.—Ale Pot.
Fig. 315.—Beer Mug.
Salt-glazing appears to have been introduced about 1680, and it gradually superseded the lead-glazing which till that time was in regular use. The account given of this discovery is, that “at Mr. Joseph Yates’, Stanley, near Bagnall, five miles east of Burslem, in Staffordshire, the servant was preparing, in an earthen vessel, a salt-ley for curing pork, and during her temporary absence the liquid boiled over, and the sides of the pot were quickly red hot from intense heat; yet, when cold, were covered with an excellent glaze. The fact was detailed to Mr. Palmer, potter, of Bagnall, who availed himself of the occurrence, and told other potters. At the small manufactories in Holden Lane (Adams’s), Green Head, and Brownhills (Wedgwood’s), salt-glazed ware was soon afterwards made.” “The ovens employed for the purpose being used only once weekly, and the ware being cheap, were large in diameter, and very high, to contain a sufficient quantity to be baked each time, to cover all contingent expenses. They were constructed with a scaffold round them, on which the firemen could stand, while casting in the salt through holes made in the upper part of the cylinder, above the bags or inner vertical flues; and the saggers were made of completely refractory materials, with holes in their sides, for the vapourised salt to circulate freely among all the vessels in the oven[95] to affect their surfaces.” The ware thus glazed, and made from the common clay, with a mixture of fine sand from Mole Cop, was called “Crouch ware,” and in this all the ordinary articles of domestic use, including jugs, cups, dishes, &c., were made. At this time, it is stated, there were only twenty-two ovens in Burslem and its neighbourhood. “The employment of salt in glazing Crouch ware was a long time practised before the introduction of white clay and flint. The vast volumes of smoke and vapours from the ovens entering the atmosphere, produced that dense white cloud which, from about eight o’clock till twelve on the Saturday morning (the time of ‘firing up,’ as it is called), so completely enveloped the whole interior of the town, as to cause persons often to run against each other, travellers to mistake the road; and strangers have mentioned it as extremely disagreeable, and not unlike the smoke of Etna or Vesuvius.”
Salt-glazing seems to have been introduced around 1680, gradually replacing lead-glazing, which had been commonly used until that point. The story of this discovery goes that “at Mr. Joseph Yates’ place in Stanley, near Bagnall, five miles east of Burslem in Staffordshire, a servant was making a salt solution for curing pork. During her brief absence, the liquid boiled over, and the pot's sides got quickly red hot from the intense heat; however, when it cooled down, they were covered with a beautiful glaze. Mr. Palmer, a potter from Bagnall, was informed about this event, and he took advantage of it and shared it with other potters. Soon after, salt-glazed ware began to be produced in the small manufactories in Holden Lane (Adams’s), Green Head, and Brownhills (Wedgwood’s).” “The ovens used for this purpose operated only once a week, and since the ware was inexpensive, they were large in diameter and quite tall to accommodate enough to be baked each time and cover all expenses. They were built with a scaffold around them so that the firemen could stand while pouring in the salt through holes made in the top part of the cylinder, above the bags or inner vertical flues; and the saggers were made from completely heat-resistant materials with holes in their sides, allowing the vaporized salt to circulate freely among all the vessels in the oven[95] to affect their surfaces.” The ware that was glazed this way, made from common clay mixed with fine sand from Mole Cop, was referred to as “Crouch ware,” and it was used to make all the typical household items, including jugs, cups, dishes, etc. At that time, it was noted that there were only twenty-two ovens in Burslem and its vicinity. “The use of salt in glazing Crouch ware had been practiced for a long time before the introduction of white clay and flint. The large amounts of smoke and vapors from the ovens entering the air created a thick white cloud which, from about eight o’clock until noon on Saturday morning (the time called 'firing up'), completely enveloped the entire town, causing people to often bump into each other, travelers to lose their way; and strangers mentioned it as very unpleasant, not unlike the smoke from Etna or Vesuvius.”
In 1685 a white stoneware was made at Shelton by Thomas Miles, and at the same time and place a brown stoneware was also made. These would be the same as the ale-pots and bellarmines were made of.
In 1685, Thomas Miles produced white stoneware at Shelton, and at the same time and place, he also made brown stoneware. These were the same types used for ale pots and bellarmines.
In 1686, Dr. Plot published his “Staffordshire,” and thus spoke of the butter trade, and butter-pots then made:—[38]
In 1686, Dr. Plot published his “Staffordshire,” where he discussed the butter trade and the butter pots that were being made at the time:—[38]
“From which Limestone Hills, and rich pastures and meddows, the great Dairys are maintained in this part of Staffordshire, that supply Uttoxeter Mercat with such vast quantites of good butter and cheese, that the Cheesemongers of London have thought it worth their while to set up a Factorage here for these commodities, which are brought in from this, and the neighbouring county of Derby, in so great plenty, that the Factors many Mercat days (in the season) lay out no less than five hundred pounds a day in these two commodities only. The Butter they buy by the Pot of a long cylendrical form, made at Burslem, in this county, of a certain size, so as not to weigh above six pounds at most, and yet to contain at least 14 pounds of Butter, according to an Act of Parliament made about 14 or 16 years agoe, for regulateing the abuses of this trade in the make of Pots, and false packing of the Butter; which before was sometimes layed good for a little depth at the top, and bad at the bottom; and sometimes set in rolls only touching at the top, and standing hollow below at a great distance from the sides of the pot. To prevent these little Moorlandish cheats (than whom no people whatever are esteemed most subtile) the Factors keep a Surveyor all the Summer here, who if he have ground to suspect any of the Pots, tryes them with an instrument of Iron, made like a Cheese-Taster, only much larger and longer, called an Auger or Butter-boare, with which he makes proof (thrusting it in obliquely) to the bottom of the Pot: so that they weigh none (which would be an endless business) or very seldom; nor do they bore it neither, where they know their customer to be a constant fair dealer. But their Cheese which comes but little, if anything short of that of Cheshire, they sell by weight as at other places.”
“From the Limestone Hills, along with rich pastures and meadows, the large dairies in this part of Staffordshire provide Uttoxeter Market with such vast quantities of good butter and cheese that the cheesemongers from London find it worthwhile to establish a warehouse here for these products. They are brought in from this area and the neighboring Derbyshire in such large amounts that on many market days during the season, the merchants spend no less than five hundred pounds a day solely on these two items. The butter is purchased in a pot that has a long cylindrical shape, made in Burslem, in this county, sized to weigh no more than six pounds at most, yet hold at least 14 pounds of butter, as per an Act of Parliament established about 14 or 16 years ago to regulate the abuses in this trade regarding the making of pots and the dishonest packing of butter. Previously, the butter was sometimes packed well at the top but poor at the bottom, and was sometimes rolled so that it only touched at the top while standing hollow below, far from the sides of the pot. To prevent these little tricks from the Moorland people, who are regarded as the most cunning, the merchants employ a surveyor all summer long. If he has reason to suspect any of the pots, he tests them with a larger iron instrument, similar to a cheese-taster, called an auger or butter-bore, which he uses to probe (by thrusting it in at an angle) down to the bottom of the pot. They rarely weigh the pots (which would take an endless amount of time), and they don’t bore them either when they know their customer is a consistently fair trader. However, their cheese, which is only slightly inferior to that of Cheshire, is sold by weight like it is in other places.”
In reference to this, the Historian of Uttoxeter says:—
In this regard, the Historian of Uttoxeter states:—
“Butter-pots are mentioned in the parochial records of the town forty years before Dr. Plot wrote; for five pots of butter were sent from Uttoxeter to the garrison of Tutbury Castle, and had been bought at the sum of 12s. As this was seventeen years before the Act of Parliament[96] for the regulation of the sale of butter in pots, it is difficult from this to judge of the exact price of butter per pound at Uttoxeter at that remote period. And yet it may be reasonably inferred that the pots of 1644 were of the size of those manufactured after 1661; for it appears the Act was passed more for the prevention of any irregularity in the size of the pots, and the mode of packing butter in them, than for any actual alteration of the size the pots were understood to be. If so, butter then at Uttoxeter was worth but about twopence a pound, supposing the five pots of butter sent to Tutbury, costing 12s., contained fourteen pounds of butter each. About fifty years before butter was retailed throughout the kingdom at sevenpence per pound; but this was regarded as an enormous price, which, Stowe says, ‘was a judgment for their sins.’ It is highly probable, therefore, that the pots contained fourteen pounds of butter, which consequently was twopence per pound at Uttoxeter when the five pots were bought, especially as it corresponds with the price of cheese at that time in the town, as to which the old parochial accounts have preserved very distinct information, the sum of £7 15s. 10d. having been paid for 8 cwt. 2 qrs. 7 lbs., which was also for the besieged at Tutbury.”
“Butter pots are mentioned in the local records of the town forty years before Dr. Plot wrote; five pots of butter were sent from Uttoxeter to the garrison at Tutbury Castle, purchased for the sum of 12. As this was seventeen years before the Act of Parliament[96] regulating the sale of butter in pots, it's hard to determine the exact price of butter per pound in Uttoxeter during that time. However, it's reasonable to assume that the pots from 1644 were the same size as those made after 1661; the Act was mainly aimed at preventing any irregularity in pot sizes and the way butter was packed in them, rather than changing the size pots were supposed to be. If that's the case, then butter in Uttoxeter was worth about two pence a pound, assuming the five pots sent to Tutbury, which cost 12., each contained fourteen pounds of butter. About fifty years prior, butter was sold throughout the kingdom at seven pence per pound; this was considered a huge price, which Stowe says, ‘was a judgment for their sins.’ Therefore, it's very likely that the pots contained fourteen pounds of butter, meaning it was two pence per pound in Uttoxeter when the five pots were purchased, especially since it matches the cheese price at that time in the town, with old local records showing that £7 15. 10
The following extracts from the churchwardens’ accounts of Uttoxeter illustrate this subject:—
The following extracts from the churchwardens’ accounts of Uttoxeter illustrate this subject:—
| £ | s. | d. | |||
| 1644. | May 7. | For 8 cwt. 2 qrs. 7 lb. of cheese to Tutbury | 7 | 15 | 10 |
| For 5 potts of butter to ditto | 0 | 12 | 0 | ||
| 1645. | June 25. | Bread, beer, cheese, a pott of butter, and a flitch of bacon, for Lieut.-Col. Watson’s men quartered at Blunts Hall | 2 | 5 | 6 |
The butter pots were tall cylindrical vessels, of coarse clay, and very imperfectly baked. They are now of great rarity, but specimens may be seen in the Hanley Museum and in the Museum of Practical Geology. Their form will be seen in Fig. 316. It is worthy of remark that even yet, as it was in Shaw’s days, Irish or Dutch butter, which is generally imported in casks, and is in most places known as “tub butter,” is, in the potteries, usually called “pot butter.”
The butter pots were tall cylindrical containers made of rough clay and not very well baked. They are now quite rare, but you can find examples at the Hanley Museum and the Museum of Practical Geology. Their shape is shown in Fig. 316. It’s interesting to note that even today, just like in Shaw’s time, Irish or Dutch butter, usually imported in barrels and commonly referred to as “tub butter,” is typically called “pot butter” in the potteries.
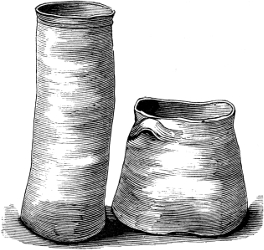
Fig. 316.—Butter Pots.
Fig. 316.—Butter Containers.
Of the state of the Staffordshire potteries at this period, the latter half of the seventeenth century, Dr. Plot gives a most interesting and valuable account, in which he shows not only what clays were then used, but also speaks of the glazes, and describes the modes of manufacture of some of the vessels. The clays, it appears, were mostly procured from the coal measures, and fine sand to temper and mix with them was procured from Baddeley Edge, Mole Cop, and other places. The following is Dr. Plot’s account:—
Of the state of the Staffordshire potteries during this time, the latter half of the seventeenth century, Dr. Plot provides a fascinating and valuable description, detailing not only the types of clays used but also discussing the glazes and explaining the methods of manufacturing some of the pottery. The clays were primarily sourced from the coal measures, and fine sand for mixing and tempering was obtained from Baddeley Edge, Mole Cop, and other locations. Here is Dr. Plot’s account:—
[97]
[97]
“25. Other potter’s clays for the more common wares there are at many other places, particularly at Horsley Heath, in the parish of Tipton; in Monway field above mentioned, where there are two sorts gotten, one of a yellowish colour, mixt with white, the other blewish; the former stiff and heavy, the other more friable and light, which, mixt together, work better than apart. Of these they make divers sorts of vessels at Wednesbury, which they paint with slip, made of a reddish sort of earth gotten at Tipton. But the greatest pottery they have in this county is carried on at Burslem, near Newcastle-under-Lyme, where for making their different sorts of pots they have as many different sorts of clay, which they dig round about the towne, all within half a mile’s distance, the best being found nearest the coale, and are distinguish’t by their colours and uses as followeth:—
“25. Other types of potter's clay for common wares are found in many locations, especially at Horsley Heath, in the parish of Tipton; in the previously mentioned Monway field, where there are two kinds: one is a yellowish color mixed with white, and the other is bluish; the first is stiff and heavy, while the second is more fragile and light. When combined, they work better than when used separately. Using these clays, they create various types of vessels in Wednesbury, which they paint with slip made from a reddish earth sourced from Tipton. However, the largest pottery production in this county occurs in Burslem, near Newcastle-under-Lyme, where they use many different types of clay, all sourced from within a half-mile radius of the town. The best clay is found closest to the coal, and they are categorized by their colors and uses as follows:—”
“1. Bottle clay, of a bright whitish streaked yellow colour.
“1. Bottle clay, with a bright whitish streaked yellow color.
“2. Hard fire-clay, of a duller whitish colour, and fully intersperst with a dark yellow, which they use for their black wares, being mixt with the
“2. Hard fire-clay, in a duller whitish color, and fully mixed with a dark yellow, which they use for their black wares, being mixed with the
“3. Red blending clay, which is of a dirty red colour.
“3. Red blending clay, which is a muddy red color.
“4. White clay, so called it seems, though of a blewish colour, and used for making yellow-colour’d ware, because yellow is the lightest colour they make any ware of.
“4. White clay, as it’s called, even though it has a bluish color, is used to make yellow-colored pottery because yellow is the lightest color they produce for any pottery.”
All which they call throwing clays, because they are of a closer texture, and will work on the wheel.
All that they call throwing clays is because they have a finer texture and can be used on the wheel.
“26. Which none of the three other clays they call Slips will any of them doe, being of looser and more friable natures; these, mixt with water, they make into a consistence thinner than a Syrup, so that being put into a bucket it will run out through a Quill. This they call Slip, and is the substance wherewith they paint their wares, whereof the
“26. None of the three other types of clay called Slips can do what this one can, as they are looser and more fragile. When mixed with water, they create a consistency thinner than syrup, so that when poured into a bucket, it will flow out through a quill. This is called Slip, and it’s the substance they use to paint their products, of which the
“1. Sort is called the Orange Slip, which, before it is work’t, is of a greyish colour, mixt with orange balls, and gives the ware (when annealed) an orange colour.
“1. Sort is called the Orange Slip, which, before it is worked, is a grayish color mixed with orange balls, and gives the ware (when annealed) an orange color.
“2. The White Slip: this, before it is work’t, is of a dark blewish colour, yet makes the ware yellow, which, being the lightest colour they make any of, they call it, as they did the clay above, the white slip.
“2. The White Slip: before it's processed, this has a dark blueish color but turns the pottery yellow. Since it’s the lightest color they produce, they refer to it, just like the clay mentioned earlier, as the white slip.
“3. The Red Slip, made of a dirty reddish clay, which gives ware a black colour.
“3. The Red Slip, made of a gritty reddish clay, which gives the pottery a black color.”
Neither of which clays or slips must have any sand or gravel in them. Upon this account, before it be brought to the wheel, they prepare the clay by steeping it in water in a square pit till it be of a due consistence; then they bring it to their beating board, where, with a long Spatula, they beat it till it be well mixt; then, being first made into great squarish rolls, it is brought to the wageing board, where it is slit into thin flat pieces with a wire, and the least stones or gravel pick’t out of it. This being done, they wage it, i.e. knead or mould it like bread, and make it into round balls proportionable to their work; and then ’tis brought to the wheel, and formed as the workman sees good.
Neither of those clays or slips should have any sand or gravel in them. For this reason, before it goes to the wheel, they prepare the clay by soaking it in water in a square pit until it reaches the right consistency; then it’s taken to their beating board, where they use a long spatula to mix it thoroughly. After that, it’s shaped into large square rolls and brought to the wageing board, where it’s sliced into thin flat pieces with a wire, and any small stones or gravel are removed. Once that’s done, they wage it, which means knead or mold it like bread, forming it into round balls suited to their work; then it's taken to the wheel and shaped as the craftsman sees fit.
“27. When the potter has wrought the clay either into hollow or flat ware, they set it abroad to dry in faire weather, but by the fire in foule; turning them as they see occasion, which they call whaving. When they are dry they stouk them, i.e. put ears and handles to such vessels as require them. These also being dry, they slip or paint them, with their severall sorts of slip, according as they designe their work; when the first slip is dry, laying on the others at their leisure, the orange slip makeing the ground, and the white and red the paint; which two colours they break with a wire brush, much after the manner they doe when they marble paper, and then cloud them with a pencil when they are pretty dry. After the vessels are painted they lead them with that sort of Lead Ore they call Smithum, which is the smallest ore of all, beaten into dust, finely sifted, and strewed upon them; which gives them the gloss, but not the colour; all the colours being chiefly given by the variety of slips, except the motley colour, which is procured by blending the Lead with Manganese, by the workmen call’d Magnus. But when they have a mind to shew the utmost of their skill in giving their wares a fairer gloss than ordinary, they lead them then with lead calcined into powder, which they also sift fine and strew upon them as before, which not only gives them a higher gloss, but goes much further too in their work than the lead ore would have done.
“27. When the potter has shaped the clay into either hollow or flat pieces, they set them out to dry in good weather, but keep them by the fire in bad weather; turning them as needed, which they call whaving. Once they're dry, they stouk them, i.e. add ears and handles to the vessels that need them. After those are dry, they slip or paint them with their various types of slip, depending on their design; after the first slip dries, they apply the others at their convenience, using orange slip as the base and white and red as the paint. They break these two colors with a wire brush, similar to how they marble paper, and then cloud them with a pencil when they're fairly dry. After painting, they lead them with a type of Lead Ore known as Smithum, which is the finest ore, ground into dust, finely sifted, and sprinkled on them; this gives a gloss, but not the color, as most colors come from the variety of slips, except for the motley color, which is created by mixing Lead with Manganese, done by the workers known as Magnus. However, when they want to showcase their skills by giving their wares a nicer gloss than usual, they lead them with lead that has been calcined into powder, which they also sift fine and sprinkle on as before. This not only gives a higher gloss but also works better than the lead ore would have.
“28. After this is done they are carried to the oven, which is ordinarily above 8 foot high, and about 6 foot wide, of a round copped forme, where they are placed one upon another from the bottom to the top; if they be ordinary wares, such as cylindricall butter-pots, &c., that are not leaded, they are exposed to the naked fire, and so is all their flat ware, though it be leaded, having only parting shards, i.e. thin bits of old pots, put between them to keep them from[98] sticking together; but if they be leaded hollow wares, they doe not expose them to the naked fire, but put them in shragers, that is, in coarse metall’d pots made of marle (not clay) of divers formes, according as their wares require, in which they put commonly three pieces of clay, called Bobbs, for the ware to stand on, to keep it from sticking to the shragers; as they put them in the shragers, to keep them from sticking to one another (which they would certainly otherwise doe by reason of the leading), and to preserve them from the vehemence of the fire, which else would melt them downe, or at least warp them. In twenty-four hours an oven of pots will be burnt; then they let the fire goe out by degrees, which in ten hours more will be perfectly done, and then they draw them for sale, which is chiefly to the poor Crate-men, who carry them at their backs all over the countrey, to whome they reckon them by the piece, i.e. Quart, in hollow ware, so that six pottle, or three gallon bottles, make a dozen, and so more or less to a dozen as they are of greater or lesser content. The flat wares are also reckoned by pieces and dozens, but not (as the hollow) according to their content, but their different bredths.”
“28. Once this is done, they are taken to the oven, which is usually over 8 feet high and about 6 feet wide, shaped like a rounded dome. The items are stacked one on top of another from the bottom to the top. If they are regular wares, like cylindrical butter pots, etc., that aren't leaded, they are exposed to the open fire, as is all their flatware, even if it is leaded, with only parting shards, meaning thin pieces of old pots, placed between them to prevent them from[98] sticking together. However, if they are leaded hollow wares, they are not exposed to the open fire but instead placed in shragers, which are coarse metal pots made of marle (not clay) in various shapes, depending on the wares. They usually place three pieces of clay, called Bobbs, underneath the ware to keep it from sticking to the shragers; they also put these in the shragers to prevent them from sticking to one another (which they would definitely do because of the leading) and to protect them from the intense heat of the fire, which could otherwise melt them or at least warp them. In twenty-four hours, a batch of pots will be fired; then, they allow the fire to go out gradually, which will take another ten hours to complete, and then they pull them out for sale, primarily to the poor crate men, who carry them on their backs all over the country. They are counted by the piece, that is, quart, in hollow ware, so that six pottles, or three gallon bottles, make a dozen, and more or less to a dozen based on their larger or smaller sizes. The flat wares are also counted by pieces and dozens, but not (like the hollow) based on their capacity, but by their different widths.”
A round dish of the “combed ware,” or marbled or mottled ware, described by Plot, is shown on Fig. 317. Some of the examples I have seen are exceedingly delicate and minute in their patterns; others, as the engraving, have been “combed” with a coarse comb or wire brush. The lead for glazing, named by Plot, was procured from the Derbyshire lead mines—the ore being powdered, or “punned,” and dusted on to the soft clay vessel before firing.
A round dish of the “combed ware,” or marbled or mottled ware, described by Plot, is shown in Fig. 317. Some of the examples I’ve seen are incredibly delicate and tiny in their patterns; others, like the engraving, have been “combed” with a rough comb or wire brush. The lead used for glazing, mentioned by Plot, was sourced from the Derbyshire lead mines—the ore being crushed, or “punned,” and sprinkled onto the soft clay vessel before firing.

Fig. 317.
Fig. 317.
Previous to this, in 1671, John Dwight took out a patent in the petition for which he stated that “he had discovered the Mistery of Transparent Earthen Ware, comonly knowne by the Names of Porcelaine or China and Persian Ware, as alsoe the Misterie of the Stone Ware vulgarly called Cologne Ware; and that he designed to introduce a Manufacture of the said Wares into our Kingdome of Englande, where they have not hitherto been wrought or made.” This was the origin of the famous Fulham works, a full account of which will be given in another part of this volume.
Before this, in 1671, John Dwight obtained a patent in which he stated that "he had discovered the mystery of transparent earthenware, commonly known as porcelain or china and Persian ware, as well as the mystery of stoneware, commonly called Cologne ware; and that he intended to introduce a manufacture of these wares into our kingdom of England, where they have not yet been produced or made." This was the beginning of the famous Fulham works, which will be described in detail in another part of this volume.
In 1676 John Ariens Van Hamme, “in pursuance of the incouragement he hath received from our Ambassadour at the Hague, is come over to settle in this our kingdome with his family, to exercise his ‘Art of makeing Tiles and Porcelaine and other Earthen Wares, after the way practised in Holland,’ which hath not beene practised in this our kingdome,” took out a patent for fourteen years for the sole[99] practice of his art. The “tiles” named in his patent would, of course, be the “Dutch Tiles” as they were always called, and which were used for the lining of rooms, the decoration of fire-places, and for various other purposes. They were about four inches square, made of a common kind of clay, and faced, as all delf ware was, with a fine white slip. On this was painted a pattern—a group of figures, the illustration of some sacred or profane story, foliage, birds, or other devices, in blue colour, and then glazed and fired. On one of these tiles is represented a lady letting her lover down from her chamber into the street below, by a rope which she holds in her hand, and others have various devices. The manufacture of these tiles was carried on largely in England, and further notices will be given under the head of Liverpool, &c.
In 1676, John Ariens Van Hamme, encouraged by our Ambassador in The Hague, came to settle in our kingdom with his family to practice his “Art of making Tiles and Porcelain and other Earthen Wares, as done in Holland,” which hadn’t been done in our
In 1684 John Dwight, having represented “that by his owne industry and at his owne proper costes and charges hee hath invented and sett vp at Fulham, in our County of Middlx, “Severall New Manufactures of Earthenwares, called by the names of White Gorges, Marbled Porcellane Vessels, Statues, and Figures, and Fine Stone Gorges and Vessells never before made in England or elsewhere; and alsoe discovered the Mistery of Transparent Porcellane, and Opacous, Redd, and Dark coloured Porcellane or China and Persian Wares, and the Mistery of the Cologne or Stone Wares, and is endeavouring to settle manufactures of all the said wares within this our kingdome of England,” had another patent for fourteen years granted to him. To Dwight, therefore, it will be seen by these patents, the credit of being the first inventor and maker of porcelain in England belongs. His name is thus one entitled to lasting honour as the pioneer of one of the best, most beautiful, most successful, and most flourishing arts ever practised in our kingdom.
In 1684, John Dwight stated that "through his own efforts and at his own expense, he has invented and set up in Fulham, in our County of Middlesex, several new types of earthenware known as White Jugs, Marbled Porcelain Vessels, Statues, and Figures, and Fine Stone Jugs and Vessels that have never been made in England or anywhere else; and he has also discovered the technique for Transparent Porcelain, as well as Opacious, Red, and Dark-colored Porcelain or China and Persian Ware, and the technique for Cologne or Stone Wares. He is working to establish the manufacture of all these types of wares within our kingdom of England.” As a result of these patents, it is evident that Dwight deserves credit as the first inventor and maker of porcelain in England. His name is thus deservedly associated with lasting honor as the pioneer of one of the finest, most beautiful, most successful, and most thriving arts ever practiced in our kingdom.
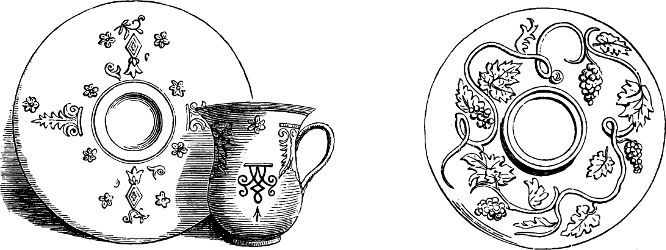
Figs. 318 and 319.—Elers Ware.
Figs. 318 and 319.—Elers Pottery.
In 1688 the brothers Eler or Elers, traditionally believed to have been potters from Holland, are said to have come over with William, Prince of Orange (William III.), to England at the time of the “Glorious Revolution,” and, two years later, to have settled at Bradwell and Dimsdale, not far from Burslem, in Staffordshire, where they erected kilns and commenced the making of a fine red ware (probably the kind spoken of by Dwight), in imitation of foreign red porcelain, from a vein of clay which, by some means, they had discovered existed at this spot. Here they produced remarkably fine and good red ware, of compact and hard texture, good colour,[100] and of very characteristic and excellent designs. They were men of much skill and taste, and their productions so closely resemble those of Japan as to be occasionally mistaken for them. An example, from the Museum of Practical Geology, is here shown. The Elers, besides the red ware, also produced an exceedingly good Egyptian black, by a mixture of manganese with the clay; and this was the precursor and origin of the fine black bodies of Josiah Wedgwood and others. “Their extreme precaution,” says Shaw, “to keep secret their processes, and jealousy lest they might be accidentally witnessed by any purchaser of their wares—making them at Bradwell, and conveying them over the fields to Dimsdale, there to be sold, being only two fields distant from the turnpike road, and having some means of communication (believed to be earthenware pipes, like those for water) laid in the ground between the two contiguous farmhouses, to intimate the approach of persons supposed to be intruders—caused them to experience considerable and constant annoyance. In vain did they adopt measures for self-protection in regard to their manipulations, by employing an idiot to turn the thrower’s wheel, and the most ignorant and stupid workmen to perform the laborious operations, and by locking up these persons while at work, and strictly examining each prior to quitting the manufactory at night—all their most important processes were however developed, and publicly stated for general benefit. Mortified at the failure of all their precaution, disgusted at the prying inquisitiveness of their Burslem neighbours, and fully aware that they were too far distant from the principal market for their productions—even had not other kinds of porcelain been announced, which probably would diminish their sales—about 1710 they discontinued[101] their Staffordshire manufactory, and removed to Lambeth or Chelsea (where is at this day a branch of the family), and connected the interests of their new manufactory with those of a glass manufacture, established in 1676 by Venetians, under the auspices of the Duke of Buckingham. Others, however, have stated that their removal was consequent on misunderstanding and persecution because their oven cast forth such tremendous volumes of smoke and flame, during the time of glazing, as were terrific to the inhabitants of Burslem, and caused all its (astonishing number of eight) master potters to hurry in dismay to Bradwell.”
In 1688, the brothers Eler or Elers, who were thought to be potters from Holland, are said to have come to England with William, Prince of Orange (William III), during the “Glorious Revolution.” Two years later, they settled in Bradwell and Dimsdale, not far from Burslem in Staffordshire, where they built kilns and began making a fine red ware (likely the kind mentioned by Dwight) that imitated foreign red porcelain, using a vein of clay they had discovered at that location. They produced exceptionally fine and sturdy red ware with good color and very characteristic and excellent designs. They were skilled artisans, and their work was so similar to that of Japan that it was sometimes mistaken for it. An example of their work is displayed at the Museum of Practical Geology. In addition to the red ware, the Elers also created a very high-quality Egyptian black by mixing manganese with the clay, which became the foundation for the fine black pottery made by Josiah Wedgwood and others. “Their extreme caution,” says Shaw, “to keep their processes secret and their fear of being accidentally observed by any buyers—making their products in Bradwell and transporting them over the fields to Dimsdale for sale, which was only two fields away from the main road, using some form of communication (thought to be earthenware pipes, similar to those used for water) buried in the ground between the two neighboring farmhouses to signal the approach of potential intruders—led to considerable and ongoing frustration. Despite their efforts to protect their techniques by hiring someone with intellectual disabilities to operate the potter’s wheel and employing the most clueless workers for the heavy tasks, as well as locking these individuals in while they worked and thoroughly inspecting each one before they left the factory at night, all their key processes were still uncovered and made public for everyone’s benefit. Disheartened by the failure of these precautions, frustrated by the curiosity of their Burslem neighbors, and fully aware that they were too far from the primary market for their products—especially since other types of porcelain were beginning to appear, which likely would reduce their sales—they shut down their Staffordshire factory around 1710 and moved to Lambeth or Chelsea (where a branch of the family still exists today). They intertwined the operations of their new factory with a glass manufacturing business established in 1676 by Venetians under the patronage of the Duke of Buckingham. However, some have claimed that their relocation was prompted by misunderstandings and harassment due to the enormous amounts of smoke and fire emitted from their kiln while glazing, which terrified the residents of Burslem and caused all eight of its master potters to rush in panic to Bradwell.”
The two potters who had wormed out the secret of the Elers were named Astbury and Twyford, and they are said each to have commenced business on his own account at Shelton, and to have made “Red,” “Crouch,” and “White stone” wares from native clays, using salt glaze for some of the vessels, and lead ore for others. It is interesting to add that the oven erected and used by the Elers was in existence as late as the beginning of the present century, and that the place, in an old account-book in my possession, is called “the Eller field.”
The two potters who figured out the secret of the Elers were named Astbury and Twyford. Each of them started their own business in Shelton, making “Red,” “Duck down,” and “White stone” ceramics from local clays, using salt glaze for some pieces and lead ore for others. It's also interesting to note that the kiln built and used by the Elers was still around at the beginning of this century, and in an old account book I have, the location is referred to as “the Eller field.”

Fig. 320.
Fig. 320.
About the period when Dwight was taking out his patent, Thomas[102] Toft and Ralph Toft were making, in Staffordshire, some large domestic dishes, which, from some of them bearing their names, put on in large letters, are universally known to collectors as “Toft Dishes.” Under this name, however, it is well to state many dishes and other vessels pass which never were, or could have been, made by them, and I warn collectors against too easily pinning their faith to a belief that their examples are genuine “Tofts” unless they bear the name. The style was common to all makers of that date. Besides dishes, tygs of various forms, with one, two, three, or four handles; pitchers of various sizes, candlesticks, posset-pots, gossips’ bowls, pans or pancheons, utensils for the chamber, and many other articles, were made of precisely the same coarse materials, and of exactly the same kind of decoration as the dishes.
Around the time Dwight was applying for his patent, Thomas[102] Toft and Ralph Toft were producing large domestic dishes in Staffordshire. Some of these dishes have their names prominently displayed, which is why collectors refer to them as “Toft Dishes.” However, it's important to note that many dishes and other items are labeled under this name that were never made by them. I advise collectors to be cautious and not simply believe that their pieces are genuine “Tofts” unless they have the name on them. The design was common among all makers of that time. In addition to dishes, they made tygs in various shapes with one, two, three, or four handles, pitchers of different sizes, candlesticks, posset pots, gossip bowls, pans or pancheons, chamber pots, and many other items, all made from the same rough materials and decorated in the same style as the dishes.

Fig. 321.
Fig. 321.
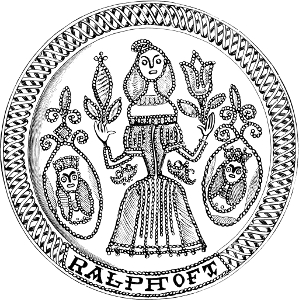
Fig. 322.
Fig. 322.
The material of these pots is a coarse reddish or buff-coloured clay, and the ornaments are laid on in different coloured clays, and the whole is then glazed thickly over. One of these large dishes, now in the Museum of Practical Geology, is shown on Fig. 321. The body is of buff-coloured clay, with the ornaments laid on in relief in light and dark brown. The border is trellised, and in the centre is a lion rampant, crowned. On the rim beneath the lion is the name of the maker, THOMAS TOFT. In the same museum is a fragment of another similar dish, with a lion and unicorn. A very fine dish of a similar kind, and by the same maker, in the Bateman[103] Museum is engraved on Fig. 320. It is twenty-two inches in diameter, and bears a half-length crowned portrait of King Charles, with sceptre in each hand, and the initials C.R. Below the figure, on the rim, which, as usual, is trellised in red and black, is the name THOMAS TOFT. In the same museum is another remarkably fine dish, bearing two full-length figures in the costume of the Stuarts, the gentleman holding in his hand his hat and feather, and having “petticoat breeches,” tied stockings, and high-heeled boots with ties, and the lady holding a bunch of flowers. Between the figures are the initials W. T., and on the rim at the bottom, in precisely the same manner as the Toft dishes, is the name WILLIAM: TALOR. Another Toft dish (Fig. 322) now in the possession of Mr. Bagshawe, is nineteen inches in diameter, and bears a female figure, and two heads in ovals, with foliage, &c., and the name RALPHOFT, or Ralph Toft, the H and T being apparently conjoined. The ground is buff, and the ornaments are laid on in dark and light brown clay. Another with the name RALPH TOFT, 1677, was in the Reynolds’ collection.[104] Another maker of this period, whose name occurs in the same manner as those just described, was WILLIAM SANS. Of the makers of these dishes, it is interesting to observe that Toft is an old name connected with the pottery district, and that members of the family are still potters in the neighbourhood. It is also an old Derbyshire name, being connected with Youlgreave and other places in that neighbouring county.
The material of these pots is a rough reddish or buff-colored clay, with decorations applied in different colored clays, and the entire surface is then coated with a thick glaze. One of these large plates, currently in the Museum of Practical Geology, is illustrated in Fig. 321. The body is made of buff-colored clay, with the decorations elevated in light and dark brown. The border features a trellis design, and in the center, there’s a crowned lion standing upright. On the rim beneath the lion is the maker's name, THOMAS TOFT. The same museum has a piece of another similar dish, which includes a lion and a unicorn. A very fine dish of a similar type, also made by the same creator, can be seen in the Bateman[103] Museum, illustrated in Fig. 320. It measures twenty-two inches across and showcases a half-length crowned portrait of King Charles, holding a scepter in each hand, along with the initials C.R. Below the figure, on the rim, which is typically trellised in red and black, is the name THOMAS TOFT. The same museum features another exceptionally fine dish displaying two full-length figures dressed in Stuart-style clothing; the gentleman holds his hat and feather and wears "petticoat breeches," tied stockings, and high-heeled boots with ribbons, while the lady holds a bouquet of flowers. In between the figures are the initials W. T., and on the rim at the bottom, like the Toft dishes, is the name WILLIAM: TALOR. Another Toft dish (Fig. 322) is currently owned by Mr. Bagshawe, measuring nineteen inches in diameter, and features a female figure along with two heads in ovals, adorned with foliage, etc., and the name RALPHOFT, or Ralph Toft, with the H and T seemingly connected. The base is buff, and the decorations use dark and light brown clay. Another piece with the name RALPH TOFT, dated 1677, was part of the Reynolds collection.[104] Another maker from this period, whose name appears similarly to those already mentioned, is WILLIAM SANS. It's interesting to note that Toft is an old name associated with the pottery region, and members of the family are still potters in the area. It’s also a historic Derbyshire name linked to Youlgreave and other locations in that nearby county.

Fig. 323. Fig. 324.
Fig. 323. Fig. 324.

Fig. 325.
Fig. 325.

Fig. 326.
Fig. 326.

Fig. 327.
Fig. 327.

Fig. 328.
Fig. 328.
The “Tygs” appear to have been made in considerable numbers, and, indeed, to have constituted one of the staple manufactures of the potters of that day. They were the ordinary drinking-cups of the period, and were made with one, two, three, four, or more handles. The two-handled ones are said to have been “parting cups,” and those with three or four handles “loving cups,” being so arranged[105] that three or four persons drinking out of one, and each using a different handle, brought their lips to different parts of the rim. Examples of some of the forms of these tygs are shown on Figs. 323 to 328. Two of these, with three handles each (Figs. 326 and 328), were found in a long-disused lead mine at Great Hucklow; another (Fig. 327) has three handles and a spout, and is ornamented with bosses of a lighter colour, bearing a swan, a flower, and a spread eagle. The fourth (Figs. 323 and 324) are two-handled cups, of the same general form as those with one handle. These two latter specimens are in the Museum of Practical Geology. Other examples of various forms are shown on the remaining engravings.
The “Tygs” seem to have been produced in large quantities and were one of the main products made by potters of that time. They were the standard drinking cups of the era and came with one, two, three, four, or more handles. The two-handled versions are said to be “parting cups,” while those with three or four handles are known as “loving cups,” designed so that three or four people could drink from one cup, each using a different handle and bringing their lips to different parts of the rim. Examples of some of these tyg forms are shown in Figs. 323 to 328. Two of them, each with three handles (Figs. 326 and 328), were discovered in an old, abandoned lead mine at Great Hucklow. Another one (Fig. 327) has three handles and a spout, decorated with lighter colored boss ornaments depicting a swan, a flower, and a spread eagle. The fourth (Figs. 323 and 324) includes two-handled cups, similar in shape to those with one handle. The latter two specimens are housed in the Museum of Practical Geology. Additional examples of various forms can be found in the other engravings.
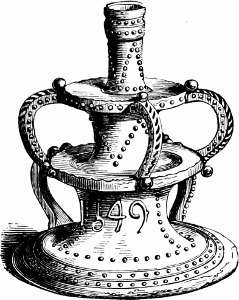
Fig. 329.—Candlestick, Jermyn Street.
Fig. 329.—Candle holder, Jermyn Street.
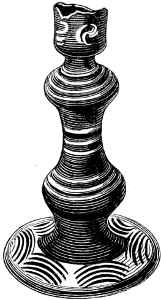
Fig. 330.—Candlestick.
Fig. 330.—Candle holder.
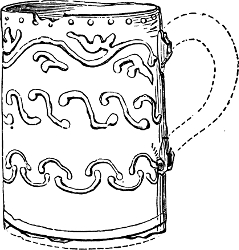
Fig. 331.—Mug.
Fig. 331.—Cup.
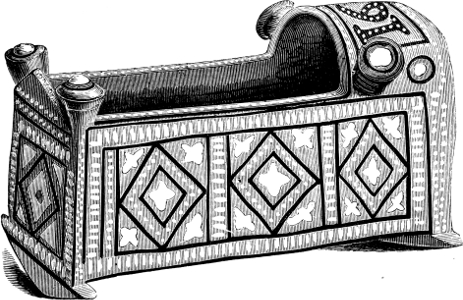
Fig. 332.—Earthenware Cradle.
Fig. 332.—Clay Cradle.
A curious candlestick, shown on Fig. 329, in the Museum of Practical Geology, is of much the same kind of ware as the tygs, and has its ornaments in white clay slip; it bears the date 1649, and[106] the initials E. M. Another, in my own collection (Fig. 330), is made of precisely the same coarse kind of ware as the tygs; dark reddish brown, with ornaments in white slip—the slip at the base having been laid on in a broad band, and then scratched through to the dark clay. The mug, Fig. 331, is exactly the same kind of ware.
A unique candlestick, shown in Fig. 329, in the Museum of Practical Geology, is made from the same type of material as the tygs, featuring decorations in white clay slip. It’s dated 1649 and has the initials E. M. Another piece in my collection (Fig. 330) is made from the same rough material as the tygs; it's a dark reddish-brown color with white slip decorations—the slip at the base applied in a wide band and then scratched to reveal the dark clay underneath. The mug, Fig. 331, is made from the exact same type of material.
Another curious article of this same kind of ware, in the Bateman collection, is engraved on Fig. 332. It is a small earthenware cradle of excellent form, and elaborately ornamented; the ground is a rich reddish brown, the ornaments of buff and black. It bears the date on its top of 1693, and is 7¾ inches long, and 4¾ inches in height. To this period belongs the interesting puzzle-jug in the Museum of Practical Geology, shown on Fig. 333. It is of brown ware, and bears the name, incised in writing letters, of “John Wedgwood, 1691,” and is the first and earliest example of the name of Wedgwood occurring on pottery. It will again be referred to later on.
Another interesting item of this type in the Bateman collection is shown in Fig. 332. It’s a small earthenware cradle with a great design and detailed decorations; the base color is a rich reddish-brown, with decorations in buff and black. It has the date 1693 on top, measuring 7¾ inches long and 4¾ inches tall. From this period also comes the fascinating puzzle jug in the Museum of Practical Geology, illustrated in Fig. 333. It’s made of brown ware and features the name “John Wedgwood, 1691” incised in lettering, making it the first known example of the Wedgwood name on pottery. It will be discussed again later.
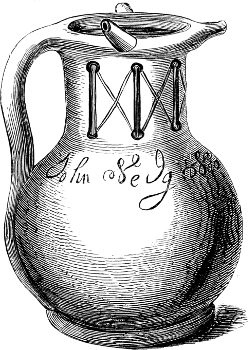
Fig. 333.—Puzzle Jug.
Fig. 333.—Puzzle Jug.
It is very clear that brown ware of the same general character as the tygs and the Toft dishes, was made in very many parts of the country besides Staffordshire, and that much now by collectors appropriated to that county has no connection with it.
It is very clear that brown ware similar to the tygs and the Toft dishes was produced in many regions of the country beyond Staffordshire, and that much of what collectors now attribute to that county has no ties to it.
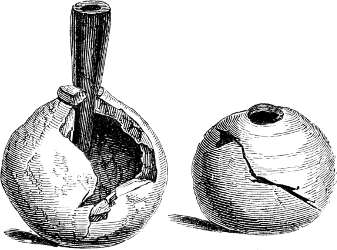
Figs. 334 and 335.—Hand Grenades.
Figs. 334 and 335.—Hand Grenades.
A peculiar use for ceramics should here be noticed; it has not before been spoken of in any work upon pottery. I allude to hand-grenades, two of which, preserved in the Leicester Museum, are here engraved (Figs. 334 and 335). These were found in the Old Magazine, or Newarke, Gateway at Leicester. They are formed of red clay, and fired in the kiln in the usual manner, and they have fuse-plugs of wood fitted into the opening at the top.
A unique use for ceramics should be mentioned here; it hasn't been discussed in any work on pottery before. I'm referring to hand grenades, two of which are preserved in the Leicester Museum and are shown here (Figs. 334 and 335). These were found in the Old Magazine or Newarke Gateway in Leicester. They are made of red clay, fired in the kiln like usual, and they have wooden fuse plugs fitted into the opening at the top.
[107]
[107]
CHAPTER V.
Pottery in England in the eighteenth century—Delft ware—Posset pots—Billin’s patent—Redrich and Jones’s patent—Benson’s patents—Ralph Shawe’s patents—Trial of right—The Bow works—Heylyn and Frye’s patents—The Fulham works—White’s patent—The Count de Lauraguais’ patent—Staffordshire wares—The Plymouth works—William Cookworthy’s patent—Josiah Wedgwood—Crease’s, and other patents—Ralph Wedgwood’s patents—Progress of the art during the century.
Pottery in England in the eighteenth century—Delft ware—Posset pots—Billin’s patent—Redrich and Jones’s patent—Benson’s patents—Ralph Shawe’s patents—Trial of right—The Bow works—Heylyn and Frye’s patents—The Fulham works—White’s patent—The Count de Lauraguais’ patent—Staffordshire wares—The Plymouth works—William Cookworthy’s patent—Josiah Wedgwood—Crease’s, and other patents—Ralph Wedgwood’s patents—Progress of the art during the century.

Fig. 336.—Posset Pot.
Fig. 336.—Posset Pot.

Fig. 337.
Fig. 337.
At the commencement of the eighteenth century, the ceramic art in this country was beginning to expand in a remarkable degree, and many important strides for its improvement were taken. The brown-ware dishes, tygs, and other vessels for domestic use, were still made as before, and stoneware bottles, ale pots, and other articles continued to be produced; but, beyond these, some much finer kinds of earthenware were introduced, which gradually took their place. Among these were Delft ware and Crouch ware, to which I have referred, and the white ware, which has frequently, but erroneously, been called “Elizabethan ware,” which was probably introduced about this time. A good specimen of the brown ware of this period, which will be seen to be identical in character with the dishes and tygs and cradle before spoken of, is the posset pot shown on Fig. 336.[108] It bears the loyal motto, “GOD : SAVE : THE : QVEEN : 1711,” and is ornamented in the usual way with slip. It is of much the same character as a wassail or gossips’ bowl, bearing the name “RICHARD MEIR,” in the Liverpool Museum. It is shown on Fig. 337. The form of Fig. 336 is somewhat different from the usual later shape of posset pots, as will be shown on engravings which will follow. As posset and posset pots are local matters, a few words concerning them will here be interesting. Posset pots have been made and regularly used in Derbyshire and the neighbouring counties from an early period until the present time. “Posset” is an excellent mixture of hot ale, milk, sugar, spices, and sippets, or, perhaps, more correctly speaking, dice, of bread or oat-cake. In these counties this beverage was formerly almost, if not quite, universal for supper on Christmas-eve; and the “posset pot” was thus used but once a year, and often became an heirloom in the family. A small silver coin and the wedding-ring of the mistress of the family were generally dropped into the posset when the guests were assembled, and those who partook of it took each a spoonful in turn as the “pot” was handed round. Whichever of the party fished up the coin was considered certain of good luck in the coming year, while an early and happy marriage was believed to be the enviable fate of the lucky individual who fished up the ring. Other posset pots will be found engraved in other parts of this volume, under the heads of Nottingham and Brampton.
At the start of the eighteenth century, ceramic art in this country was starting to grow significantly, and many important improvements were being made. Brown earthenware dishes, tygs, and other household items were still being made as they had been, and stoneware bottles, ale pots, and other products continued to be produced. However, beyond these, some much finer types of earthenware were introduced, gradually replacing the older styles. Among these were Delft ware and Crouch ware, which I have mentioned, as well as a type of white ware that has often, but incorrectly, been called “Elizabethan ware,” which probably became popular around this time. A good example of the brown ware from this period, which is identical in style to the dishes, tygs, and cradle previously discussed, is the posset pot shown in Fig. 336.[108] It features the motto “GOD : SAVE : THE : QUEEN : 1711” and is decorated in the usual way with slip. It is similar to a wassail or gossip bowl, bearing the name “RICHARD MEIR,” in the Liverpool Museum, as shown in Fig. 337. The shape in Fig. 336 is somewhat different from the usual later designs of posset pots, which will be illustrated in upcoming engravings. Since posset and posset pots are regional matters, a few words about them are in order. Posset pots have been made and regularly used in Derbyshire and the surrounding counties from early times until now. “Posset” is a delightful mix of hot ale, milk, sugar, spices, and sippets, or more accurately, small pieces of bread or oat-cake. In these counties, this drink was once nearly universal for supper on Christmas Eve; thus, the “posset pot” was used only once a year and often became an heirloom in the family. A small silver coin and the wedding ring of the lady of the house were typically dropped into the posset when the guests arrived, and everyone took a spoonful in turn as the “pot” was passed around. Whoever fished out the coin was considered certain to have good luck in the coming year, while an early and happy marriage was thought to be the fortune of the person who found the ring. Other posset pots are illustrated in different sections of this volume, under Nottingham and Brampton.
It is clear that about this time the art of pot-making began to make rapid strides; for in the space of twenty-seven years—from 1722 to 1749—no less than nine separate patents were taken out, and were followed in rapid succession by others. In 1722, Richard Holt and Samuel London, gentlemen, took out a patent for “a certain new composicon or mixture (without any sort of clay) for making of white ware, which is formed and moulded in a method hitherto not known or practised, and far surpasses the finest of delf ware, or any other sort made in any part of Europe, and also by their new method of impression make the fabrick of earthenware of a more exquisite shape than the present method of turning could ever perform or arrive to, by which meanes our subjects will be able to excell all Europe, and not only employ a great many of our own poor, to the great benefit of trade and the manufactures of our kingdom, but also prevent the clandestine running of delf ware, &c., from foreign parts into Great Brittain;” granted “for the term of[109] fourteen years.” It does not say of what materials the composition is made, except that it is without any sort of clay, nor does it describe any method of impression.
It’s evident that around this time, the art of pottery began to progress rapidly; in just twenty-seven years—from 1722 to 1749—no fewer than nine separate patents were filed, quickly followed by others. In 1722, Richard Holt and Samuel London, both gentlemen, obtained a patent for “a new combination or mixture (without any type of clay) for creating white ware, which is shaped and molded using a method previously unknown or practiced, and greatly surpasses the best delft ware or any other type made anywhere in Europe. Their new method of impression allows for the creation of earthenware with a more refined shape than what current turning methods could ever achieve, enabling our products to outshine all of Europe, while also providing significant employment for our own underprivileged, greatly benefiting trade and the manufacturing sector of our kingdom, and preventing the illegal import of delf ware, etc., from abroad into Great Britain;” granted “for the term of[109] fourteen years.” The materials in this composition are not specified, other than the fact that it does not include any type of clay, and no method of impression is described.
In the same year, Thomas Billin, having “by many long, laborious, and chargeable experiments found out and invented a method for making the most refined earthenware, with help of clay and other materials found within this kingdom, which ever yet appeared in this part of Europe, of a nature and composicon, not only transparent, but so perfect in its kind, and of principles so firmly vnited, as (contrary to the nature of all other earthenwares) to resist almost any degree of heat, by which qualities it is more valuable, and of greater vse and ornament than all other kinds ever yet invented or practised in this kingdom, and capable of being wrought into vessels and ornaments for any vse; and for the working of the same invention he hath invented particular and proper engines and tools.” No description is given of the mode of manufacture, or of the engines or tools mentioned in the title of the invention.
In the same year, Thomas Billin, after many extensive, labor-intensive, and costly experiments, discovered and created a method for producing the finest earthenware using clay and other materials found in this kingdom. This earthenware has never been seen in this part of Europe before, and it is not only transparent but also perfectly crafted, with components so strongly bonded that, unlike all other earthenwares, it can withstand nearly any level of heat. Because of these qualities, it is more valuable and serves greater purposes and decoration than any other types ever invented or used in this kingdom, and it can be shaped into vessels and ornaments for any use. He has also created specific tools and equipment for working with this invention. However, no details are provided about the manufacturing process or the instruments and tools mentioned in the invention's title.
In 1724 Robert Redrich and Thomas Jones had a patent granted them for “a new art or method, as well for staining, veining, spotting, clouding, damasking, or otherwise imitating the various kinds of marble, porphyry, and other rich stones, and tortoiseshell, on wood, stone, and earthenware, and all and every such goods, wares, utensils, and things as are made, cut, or fashioned thereout, as for the making, marbling, veining, spotting, staining, clouding, and damasking any linen, silks, canvas, paper, and leather.”
In 1724, Robert Redrich and Thomas Jones were granted a patent for “a new art or method for staining, veining, spotting, clouding, damasking, or otherwise mimicking the various kinds of marble, porphyry, and other luxurious stones, and tortoiseshell, on wood, stone, and earthenware, as well as all goods, wares, utensils, and items made, cut, or shaped from these materials, including the creation, marbling, veining, spotting, staining, clouding, and damasking of any linen, silks, canvas, paper, and leather.”
In 1726, and again in 1732, patents were taken out for methods of grinding flints, &c., which were of much importance. The first of these, by Thomas Benson, is described as “an engine or new method for the more expeditious working the said flint stone, whereby all the said hazards and inconveniences attending the same will effectually be prevented.” It is stated that in the making of “white pots,” flint stone is “the chief ingredient,” and that the method hitherto used in preparing it “has been by pounding or breaking it dry, and afterwards sifting it through fine lawns, which has proved very destructive to mankind;” and this invention is to obviate it, and is as follows:—The flint stones are first wetted, then crushed as fine as sand by two large wheels, of the bigness and shape of mill-stones, of iron, and made to turn upon the edges by the power of a water-wheel. This material is afterwards conveyed into large circular iron pans, “in which there are large iron balls, which, by the[110] power of the water-wheel above named, are swiftly driven round: in a short time the operation is concluded, and by turning a tap the material empties itself into casks.”
In 1726, and again in 1732, patents were issued for methods of grinding flints, etc., which were very important. The first of these, by Thomas Benson, is described as “a machine or new method for the quicker processing of flint stone, which will effectively prevent all the hazards and issues associated with it.” It says that in making “white pots,” flint stone is “the main ingredient,” and that the method previously used to prepare it “was by pounding or breaking it dry, and then sifting it through fine cloth, which has proven very harmful to people;” and this invention aims to solve that problem, and it works as follows:—The flint stones are first soaked, then crushed as fine as sand by two large iron wheels, the size and shape of millstones, which are rotated on their edges by the power of a water wheel. This material is then moved into large circular iron pans, “which contain large iron balls that, powered by the previously mentioned water wheel, are quickly spun around: in a short time, the process is complete, and by opening a tap, the material flows into barrels.”
The next one, by the same Thomas Benson, taken out in 1732, was described as—
The next one, by the same Thomas Benson, issued in 1732, was described as—
“A new engine, or method for grinding of flint stones, being the chief ingredient used in making of white wares, such as pots and other vessels, a manufacture carried on in our county of Stafford, and in some other parts of this our kingdom; that the common method hitherto used in preparing the same hath been by breaking and pounding the stones dry, and afterwards sifting the powder through fine lawns, which hath proved very destructive to mankind, occasioned by the dust suckled into the body, which, being of a ponderous nature, fixes so closely upon the lungs that nothing can remove it, insomuch that it is very difficult to find persons to engage in the said manufacture, to the great detriment and decay of that branch of trade, which would otherwise, from the usefulness thereof, be of great benefit and advantage to our kingdom; that by the petitioner’s invention the flint stones are sprinkled with water, so that no dust can arise, then ground as fine as sand, with two large stones made to turn upon the edges by the power of a wheel, worked either by wind, water, or horses, which is afterwards conveyed into large stone pans, made circular, wherein are placed large stone balls, which, by the power of such wheels are driven round with great velocity; that, in a short time, the flint stones so broken are reduced to an oily substance, which, by turning on a cock, empties itself into casks provided for that purpose; that by this invention all hazards and inconveniences in making the said manufacture in the common way will be effectually prevented, and in every particular tend to the manifest improvement and advantage thereof, and preserving the lives of our subjects imployed therein.”
“A new engine, or method for grinding flint stones, which are the main ingredient used in making white goods like pots and other vessels, is being produced in our county of Stafford and some other parts of the kingdom. The usual method up to now has been to break and pound the stones dry, then sift the powder through fine cloths. This has been very harmful to people because the dust inhaled into the body is heavy and sticks to the lungs in such a way that it can't be removed, making it hard to find people willing to work in this industry, which has greatly harmed the trade. This branch of manufacturing, if utilized, could bring significant benefits to our kingdom due to its utility. With the petitioner’s invention, the flint stones are sprinkled with water to prevent dust from rising, then ground as fine as sand using two large stones that turn on their edges powered by a wheel, which can be driven by wind, water, or horses. The ground material is then moved into large circular stone pans containing heavy stone balls that are spun rapidly by these wheels. In a short time, the flint is turned into a mushy substance that can be drained out via a tap into barrels made for that purpose. This invention will effectively eliminate all risks and issues associated with the traditional method of production, ensuring significant improvements and benefits while protecting the lives of our workers.”
In 1729 Samuel Bell took out a patent for fourteen years “for a new method not hitherto practiced within Great Brittain for making of a red marble stone ware with minerall earth, found within this kingdom, which being firmly vnited by fire will make it capable of receiving a gloss so beautiful as to imitate, if not to compare with rubie; that the stone ware may be formed into vessells for any necessary vse, or into ornaments for houses or gardens, such as jarrs, flower potts, &c., it being the most perfect of its kind, both in colour, nature, and form, that hath ever appeared in this part of Europe;” but no specification, to show what the mineral earth was, is given.
In 1729, Samuel Bell obtained a fourteen-year patent “for a new method not previously practiced in Great Britain for creating red marble stoneware with mineral earth found within this kingdom, which, when fused by fire, can receive a gloss so beautiful that it imitates, if not compares to, ruby; that the stoneware may be molded into vessels for any necessary use, or into ornaments for homes or gardens, such as jars, flower pots, etc., being the most perfect of its kind, both in color, nature, and form, that has ever appeared in this part of Europe;” however, no details were provided to clarify what the mineral earth was.
In 1733 (April 24th) Ralph Shawe, potter, of Burslem, who, like many other potters of the district, had long adopted the improvements of Mr. Astbury and others, took out a patent for employing “various sorts of mineral, earth, clay, and other earthy substances, which, being mixt and incorporated together, make up a fine body, of which a curious ware may be made, whose outside will be of a true chocolate colour, striped with white, and the inside white, much resembling the brown China ware, and glazed with salt.” The secret was merely washing the inside, and forming broad lines on the outside of the articles with a very thick slip of flint and pipeclay.[111] “To keep his process more secluded and secret, he was accustomed to evaporate his mixed clays on a long trough, in a place locked up under cover, beneath which were flues, for the heat from fire applied on the outside. This also kept the clay free from any kind of dirt; and the idea is supposed to have been gained from the tile-makers’ method of drying their tiles in stoves. A pair of flower-pots, excellent specimens of this person’s manufacture, which had been received as a present from the maker by his wife’s grandfather, were in the author’s possession till very recently. Mr. Shawe became so litigious and overbearing, that many of the manufacturers were extremely uncomfortable, and prevented improving their productions. Not content with the success he experienced, and the prospect of speedily acquiring affluence, his excessive vanity and insatiable avarice incited to proceedings that terminated in his ruin. Unwilling to admit the customary practices of the business, and to brook any appearance of competition, he was constantly objecting to every trifling improvement as an infringement of his patent, and threatening his neighbours with suits in equity to protect his sole rights; till at length self-defence urged them to bear the expenses of a suit he had commenced against J. Mitchell, to try the validity of the patent, at Stafford, in 1736; and very aged persons, whose parents were present, give the general facts of the trial:—All the manufacturers being interested in the decision, those most respectable were in the court. Witnesses proved Astbury’s invention and prior usage of the practice, and a special jury of great intelligence and wealth gave a verdict against Mr. Shawe. The learned judge, after nullifying the patent, thus addressed the audience—“Go home, potters, and make whatever kinds of pots you please.” The hall re-echoed with acclamations, and the strongest ebullitions of satisfaction from the potters, to the indescribable mortification of Mr. Shawe and his family, who afterwards went to France, where he carried forward his manufactory, whence some of his family returned to Burslem about 1750.” This event is thus characteristically spoken of in native tongue, in the “Burslem Dialogue,” by Mr. Ward:—
In 1733 (April 24th), Ralph Shawe, a potter from Burslem, who, like many other potters in the area, had long embraced the innovations of Mr. Astbury and others, obtained a patent to use “various types of minerals, earth, clay, and other earthy materials, which, when mixed and combined, create a fine body from which a unique ware can be made, featuring an exterior in a true chocolate color, striped with white, and an interior that is white, closely resembling brown China ware, glazed with salt.” The secret was simply washing the interior and creating broad lines on the outside of the items with a very thick mixture of flint and pipeclay.[111] “To keep his process more hidden and confidential, he would evaporate his mixed clays in a long trough in a locked area under cover, with flues beneath for heat from a fire applied externally. This also kept the clay clean from any dirt; and this idea is believed to have come from the tile-makers' method of drying their tiles in stoves. A pair of flower pots, excellent examples of his work, which were given as a gift from the maker by his wife’s grandfather, were in the author's possession until very recently. Mr. Shawe became so litigious and arrogant that many manufacturers felt extremely uncomfortable and were deterred from improving their products. Not satisfied with the success he had and the prospect of quickly gaining wealth, his extreme vanity and insatiable greed led him to actions that resulted in his downfall. Unwilling to accept the usual practices of the business and intolerant of any hint of competition, he continually objected to even minor improvements as an infringement of his patent, threatening his neighbors with legal action to protect his sole rights; until, in self-defense, they felt compelled to cover the costs of a lawsuit he had started against J. Mitchell to challenge the validity of the patent, in Stafford, in 1736; and very old individuals, whose parents were present, recall the general details of the trial: All the manufacturers had a stake in the outcome, and the most reputable among them gathered in court. Witnesses testified to Astbury’s invention and prior use of the method, and a special jury, composed of highly knowledgeable and wealthy individuals, ruled against Mr. Shawe. The learned judge, after invalidating the patent, addressed the audience: “Go home, potters, and make whatever kinds of pots you want.” The hall resounded with cheers and expressions of joy from the potters, causing indescribable embarrassment for Mr. Shawe and his family, who later moved to France, where he continued his manufacturing business, while some of his family returned to Burslem around 1750.” This event is described in the local dialect in the “Burslem Dialogue,” by Mr. Ward:—
“Terrick. Dust moind, Rafe, owt o’ th’ treyal at Staffurt o’ Johnny Mutchil for makkin Rafy Shay’s patten ware?
“Terrick. Dust mine, Rafe, out of the trial at Stafford of Johnny Mutchil for making Rafy Shay’s patent wear?
“Leigh. Oi just remember, bu oi wur ony a big lad at th’ teyme. It had bin mitch tawkt abaht, and when, it wur oer, they aw toud’n wat th’ judge sed to th’ mesters—‘Gooa whomm, potters, an mak wot soourts o’ pots yoa loiken.’ An when they coomn to Boslem, aw th’ bells i’ Hoositon, an Stooke, an th’ tahn, wurn ringin loike hey-go-mad, aw th’ dey.”
“Leigh. I just remember, I was only a big kid at the time. It had been talked about a lot, and when it was over, they all told me what the judge said to the masters—‘Go home, potters, and make whatever kinds of pots you like.’ And when they got to Burslem, all the bells in Hooly Town and Stoke and the town were ringing like crazy all day.”
The kind of ware just described was sometimes known as “bitstone[112] ware,” from “bits” of stone being used to separate the pieces in the oven. This was, of course, prior to the use of “stilts,” “triangles,” or “cockspurs.”
The type of pottery just mentioned was sometimes called “bitstone[112] ware,” because “bits” of stone were used to keep the pieces apart in the oven. This was, of course, before the introduction of “stilts,” “triangles,” or “cockspurs.”
In 1744, Edward Heylyn, in the parish of Bow, in the county of Middlesex, merchant, and Thomas Frye, of the parish of West Ham, in the county of Essex, painter, took out a patent, and early in the following year enrolled their specification, for the making of china and porcelain ware. This specification, which is deeply interesting, is as follows:—
In 1744, Edward Heylyn, a merchant from the parish of Bow in Middlesex, and Thomas Frye, a painter from the parish of West Ham in Essex, applied for a patent. Early the next year, they filed their specification for producing china and porcelain ware. This specification, which is quite fascinating, is as follows:—
“Whereas His most Excellent Majesty King George the Second, by His Royal Letters Patent, under the Great Seal of Great Britain, bearing date at Westminster, the Sixth day of December, in the eighteenth year of His reign, reciting that whereas we, the said Edward Heylyn and Thomas Frye, had, by our Petition, humbly represented unto His said Majesty that we had, at a considerable expence of time and money in trying experiments, applyed ourselves to find out a method for the improvement of the English earthenware, and had at last invented and brought to perfection “A New Method of Manufacturing a Certain Material, whereby a Ware might be made of the same Nature or Kind, and equal to, if not exceeding in goodness and beauty, China or Porcelain Ware imported from Abroad;” which Invention we, the Petitioners, apprehended would be of vast advantage to the kingdom, as it would not only save large sums of money that were yearly paid to the Chinese and Saxons, but also imploy large numbers of men, women, and children; and that as many and as great benefits would arise therefrom to this nation, as from the woolen or iron manufactories, in proportion to the numbers of people that would be employed therein, His Majesty did therefore, of His especial grace, certain knowledge, and meer motion, give and grant unto us, the said Edward Heylyn and Thomas Frye, our extors, admors, & assigns, His especial licence, full power, sole priviledge & authority, to make, use, exercise, and vend our said Invention in that part of Great Britain called England, Dominion of Wales, and Town of Berwick-upon-Tweed, to hold to us, the said Edward Heylyn and Thomas Frye, our extors, admors, and assigns, for the term of fourteen years from the date of the said recited Letters Patent. In which said Letters Patent there is contained a provisoe, that if we, the said Edward Heylyn and Thomas Frye, should not particularly describe and ascertain the nature of our said Invention, and in what manner and of what materials the same was to be performed, by an instrument in writing, under our hands and seals, or the hand and seal of one of us, and cause the same to be inrolled in His Majesty’s High Court of Chancery, within four calendar months after the date of the said recited Letters Patent; that then the said Letters Patent, and the libertys and advantages thereby granted, should cease and be void, as in and by the same Letters Patent (relation being thereunto had) may more at large appear.
“Whereas His Most Excellent Majesty King George the Second, by His Royal Letters Patent, under the Great Seal of Great Britain, dated at Westminster on the Sixth day of December, in the eighteenth year of His reign, stated that we, the undersigned Edward Heylyn and Thomas Frye, had, through our Petition, respectfully informed His Majesty that we had invested a significant amount of time and money attempting experiments to discover a method for improving English earthenware, and had finally invented and perfected “A New Method for Making a Certain Material, allowing a Product to be created that is the same Type or Kind and equal to, if not better in quality and beauty than, China or Porcelain Goods imported from Other Countries.;” which we, the Petitioners, believed would greatly benefit the kingdom, as it would not only save substantial amounts of money that were being annually paid to the Chinese and Saxons, but also provide employment for many men, women, and children; and that as many significant benefits would arise for this nation from this as from the woolen or iron industries, relative to the number of people who would be employed in them, His Majesty did therefore, by His exceptional grace, certain knowledge, and pure desire, grant us, the said Edward Heylyn and Thomas Frye, our executors, administrators, & assigns, His special license, full power, sole privilege & authority to make, use, exercise, and sell our said Invention in that part of Great Britain called England, the Dominion of Wales, and the Town of Berwick-upon-Tweed, to hold for us, the said Edward Heylyn and Thomas Frye, our executors, administrators, and assigns, for the term of fourteen years from the date of the said recited Letters Patent. In these Letters Patent, there is a provision that if we, the said Edward Heylyn and Thomas Frye, do not specifically describe and define the nature of our said Invention, and how it is to be accomplished and from what materials, in a written document under our hands and seals, or the hand and seal of one of us, and cause it to be enrolled in His Majesty’s High Court of Chancery within four months from the date of the said recited Letters Patent; then the said Letters Patent, along with the liberties and benefits granted therein, would cease and be void, as may more fully appear in the Letters Patent itself.”
“NOW KNOW YE, that we, the said Edward Heylyn and Thomas Frye, in pursuance of the said provisoe, contained in the said recited Letters Patent, do hereby describe and ascertain the nature of our said Invention, and the manner and of what material the same is to be performed, as hereinafter is mentioned (that is to say):—
“NOW KNOW THAT we, Edward Heylyn and Thomas Frye, following the provisions in the recited Letters Patent, hereby explain and define the nature of our Invention, along with how it should be carried out and what materials are to be used, as mentioned below (that is to say):—
“The material is an earth, the produce of the Chirokee nation in America, called by the natives unaker, the propertys of which are as follows, videlicet, to be very fixed, strongly resisting fire and menstrua, is extreamly white, tenacious, and glittering with mica. The manner of manufacturing the said material is as follows:—Take unaker, and by washing seperate the sand and mica from it, which is of no use; take pott ash, fern ash, pearl ash, kelp, or any other vegetable lixiviall salt, one part of sands, flints, pebbles, or any other stones of the vitryfying kind; one other part of these two principles form a glass in the usual manner of making glass, which when formed reduce to an impalpable powder. Then mix to one part of this powder two parts of the washed unaker, let them be well worked together until intimately mixed for one sort of ware; but you may vary the proportions of the unaker and the glass; videlicet, for some parts of porcelain you may use one half unaker and the other half glass, and so in different proportions, till you come to four unaker and one glass; after which knead it[113] well together, and throw it on the wheel, cast it into moulds, or imprint it into utensils, ornaments, &c.; those vessells, ornaments, &c., that are thrown, should be afterwards turned on a lathe and burnished, it will then be in a situation to be put into the kiln and burned with wood, care being taken not to discolour the ware, otherwise the process will be much hurt. This first burning is called biscuiting, which, if it comes out very white, is ready to be painted blue, with lapis lazuli, lapis armenis, or zapher, which must be highly calcined and ground very fine. It is then to be dipt into the following glaze:—Take unaker forty pounds, of the above glass ten pounds, mix and calcine them in a reverberatory; then reduce, and to each pound when reduced add two pounds of the above glass, which must be ground fine in water, and left of a proper thickness for the ware to take up a sufficient quantity. When the vessells, ornaments, &c., are dry, put them into the kiln in cases, burn them with a clean wood fire, and when the glaze runs true lett out the fire, and it is done, but must not be taken out of the kiln till it is thorough cold.”
“The material is a clay from the Cherokee nation in America, called unaker by the natives. Its properties include being very stable, strongly resistant to fire and solvents, extremely white, sticky, and sparkling with mica. The process of making this material is as follows: Take unaker and wash it to separate the sand and mica, which are not useful; take potash, fern ash, pearl ash, kelp, or any other plant-based alkaline salt, combine it with one part of sand, flint, pebbles, or other vitrifiable stones; mix these two components to form glass in the usual way of making glass, then grind it to a very fine powder. Next, mix one part of this powder with two parts of the washed unaker, working them together until they are well combined for one type of ware; however, you can adjust the ratio of unaker to glass; for some types of porcelain, you might use half unaker and half glass, or different proportions up to four parts unaker to one part glass. After that, knead it well together and shape it on a wheel, cast it into molds, or form it into utensils, ornaments, etc.; those vessels and ornaments that are shaped should later be refined on a lathe and polished. They will then be ready to go into the kiln and fired with wood, ensuring not to discolor the ware, as this could damage the process. This initial firing is called bisque firing, and if it turns out very white, it’s ready for blue painting with lapis lazuli, Armenian lapis, or sapphire, which must be highly calcined and ground very fine. It is then dipped into the following glaze: Take forty pounds of unaker and ten pounds of the previously made glass, mix and calcine them in a reverberatory furnace; then grind it down, and for each pound of this mix, add two pounds of the glass, which must be finely ground in water and left at the right thickness for the ware to absorb enough. Once the vessels and ornaments are dry, place them into the kiln on racks, fire them with clean wood, and when the glaze sets properly, turn off the fire, but do not remove them from the kiln until they are completely cool.”
In 1748 Thomas Frye took out another patent, the specification for which, enrolled March 17, 1749, is as follows:—
In 1748, Thomas Frye obtained another patent, the details of which were recorded on March 17, 1749, as follows:—
“WHEREAS His most Excellent Majesty King George the Second, by His Letters Patent under the Great Seal of Great Britain, bearing date the Seventeenth day of November, in the twenty-third year of His reign, did give and grant unto me, the said Thomas Frye, His especial licence that I, the said Thomas Frye, during the term of years therein expressed, should and lawfully might make, use, exercise, and vend my “New Method of Making a certain Ware, which is not Inferior in Beauty and Fineness, and is rather Superior in Strength, than the Earthenware that is brought from the East Indies, and is comonly known by the Name of China, Japan, or Porcelain Ware;” in which said Letters Patent there is contained a proviso obliging me, the said Thomas Frye, by a writing under my hand and seal, to cause a particular description of the nature of the said Invention, and in what manner the same is to be performed, to be inrolled in His Majesty’s High Court of Chancery within four kalendar months after the date of the said recited Letters Patent, as in and by the same (relation being thereunto had) may more at large appear.
“WHEREAS His most Excellent Majesty King George the Second, by His Letters Patent under the Great Seal of Great Britain, dated the Seventeenth day of November, in the twenty-third year of His reign, granted me, the said Thomas Frye, His special license that I, the said Thomas Frye, during the specified term of years, should and lawfully could make, use, exercise, and sell my “New Method for Making a type of pottery that is not only as beautiful and fine as traditional ones but is even stronger than the earthenware imported from the East Indies, commonly known as China, Japan, or Porcelain Ware.;” in which said Letters Patent there is a condition requiring me, the said Thomas Frye, to provide a detailed description of the nature of the said Invention, along with the method of execution, to be enrolled in His Majesty’s High Court of Chancery within four calendar months after the date of the said Letters Patent, as more fully appears therein.
“NOW KNOW YE, that in complyance with the said provisoe, I, the said Thomas Frye, do hereby declare that the said Invention is to be performed in the manner following (that is to say):—
“NOW KNOW YOU, that in accordance with the said provision, I, the said Thomas Frye, hereby declare that the said invention is to be performed in the following manner (that is to say):—
“As there is nothing in nature but by calcination, grinding, and washing will produce a fixed indissoluble matter, distinguished by the name of virgin earth, the properties of which is strictly the same whether produced from animals, vegetables, or fossills, no other difference arising from the process but that some bodys produce it in greater quantities than others, as all animal substances, all fossils of the calcarious kind, such as chalk, limestone, &c.; take therefore any of these classes, calcine it till it smokes no more, which is an indication that all the volatile sulpherous parts are dissipated, and that the saline are sett loose; then grind and wash in many waters to discharge the salts and filth, reiterate the process twice more, when the ashes or virgin earth will be fit for use; then take of these ashes two parts, one part of flint, or white peble, or clear sand, either producing the same effect, which mix together with water and make into balls or bricks, and burn them in a feirce fire, then grind it fine, and it is ready to be mixed with one third part of its weight of pipeclay, and temper it well, when it is fit to be thrown on the wheel, which, when finished and dry, is to be burned as all other pottery ware till it is transparent and of a fine colour, then to be painted with smalt or zaffer, as it is required to be deeper or paler, and it is ready to be glazed with the following preparation:—Take saltpetre one part, red lead two parts, sand, flint, or other white stones, three parts. To make a glass, melt it well and grind it, to every twenty pounds of which add six pounds of white lead, adding a small portion of smalt to clean the colour; mix it well and glaze the ware, which is done by dipping in the vessell and setting it on to dry, when it must be put in cases and burned as above with wood, till the surface of the ware is clear and shining, and it is finished.”
“As nothing in nature exists without calcination, grinding, and washing, these processes yield a fixed, indissoluble matter known as virgin earth. Its properties remain the same whether derived from animals, plants, or fossils, with the only difference being that some materials produce it in larger quantities than others—like all animal matter or calcareous fossils such as chalk and limestone. So, take any of these materials, calcine it until it stops smoking, indicating that all the volatile sulfur parts have dissipated and the salts are released. Then grind and wash it in multiple waters to remove the salts and impurities, repeating the process two more times until the ashes or virgin earth are ready for use. Next, take two parts of these ashes, one part of flint, white pebble, or clear sand—each yielding the same results—mix them with water to form balls or bricks, and burn them in a fierce fire. After that, grind it finely, and it's ready to be mixed with one third of its weight in pipeclay, ensuring a good mix, making it ready for the wheel. Once shaped and dried, fire it like all pottery until it becomes translucent and takes on a nice color, then paint it with smalt or zaffer depending on whether a deeper or lighter shade is desired. Finally, it will be glazed using this mixture: one part saltpetre, two parts red lead, and three parts sand, flint, or other white stones. To create glass, melt it well and grind it, adding six pounds of white lead for every twenty pounds, along with a small amount of smalt to clean the color. Mix it well and glaze the ware by dipping it into the mixture and allowing it to dry. It must then be placed in cases and fired as before with wood until the surface of the ware is clear and shiny, completing the process.”
In these specifications we have important materials touching the Bow china works, under which head they will again be referred to.[114] About this time, the Chelsea, Worcester, and Derby, and, a little later, the Plymouth, porcelain works were established. The year in which this specification was enrolled, 1749, is memorable as the year when Josiah Wedgwood completed his term of apprenticeship, and when, consequently, he entered upon that course of work and life which have ever since had so brilliant and so marked an effect upon the potter’s art in this country. At this time, too, there were in Staffordshire a number of very skilful potters, who were, even before Wedgwood’s time, making rapid strides in the art. To some of these I shall refer later on in this work.
In these specifications, we have important details regarding the Bow china works, which will be mentioned again later.[114] Around this time, the Chelsea, Worcester, and Derby porcelain works were established, followed shortly by the Plymouth factory. The year this specification was recorded, 1749, is significant because it marks the year Josiah Wedgwood completed his apprenticeship and began a career that has had a profound and lasting impact on the pottery industry in this country. During this period, there were also several highly skilled potters in Staffordshire who were already making significant progress in the craft, even before Wedgwood. I will mention some of these potters later in this work.
The next patent taken out was in 1762, by “William White, of Fulham, in the county of Middlesex, potter,” for making white crucibles or melting-pots of Stourbridge clay and Dorsetshire clay, calcined, mixed with Woolwich sand, and water, and trodden together, and burned. Two years later, James Williamson and Joseph Spackman patented “a new method of turning ovals in pewter, English china, and all other earthenwares,” on a lathe with movable chucks and sliding ring, of their inventing. In 1766, “the Count de Lauraguais, of London,” having, “by his petition, humbly represented unto us, that by labour, study, travelling, and expence in trying experiments, he hath found out and invented ‘a new method of making porcelain ware in all its different branches, viz.—to make the coarser species of china, the more beautiful of the Indies, and the finest of Japan, in a manner different from any that is made in our dominions, and he, having the materials tryed in Great Britain, has brought the same to so great perfection that the porcelain made therewith after his new method far excells any that has hitherto been made in Great Britain, the same not being fusible by fire, as all other china made there is,’” took out a patent for fourteen years, but no specification seems to have been enrolled.
The next patent was granted in 1762 to “William White, of Fulham, in the county of Middlesex, potter,” for creating white crucibles or melting pots using Stourbridge clay and Dorsetshire clay, which were calcined, mixed with Woolwich sand and water, then treaded together and fired. Two years later, James Williamson and Joseph Spackman patented “a new method of turning ovals in pewter, English china, and all other earthenwares,” using a lathe with movable chucks and a sliding ring of their design. In 1766, “the Count de Lauraguais, of London,” submitted a petition stating that through labor, study, travel, and expenses for experimentation, he discovered and invented “a new method of making porcelain ware in all its different forms, including the coarser types of china, the more beautiful styles from the Indies, and the finest from Japan, in a way that is different from any produced in our territories. He has tested the materials in Great Britain and achieved such great perfection that the porcelain made with his new method far surpasses anything previously made in Great Britain, as it is not fusible by fire, unlike all other china made there.” He received a patent for fourteen years, but it seems that no specification was ever officially recorded.
During all this time the pottery district of Staffordshire was rapidly increasing, and important strides were being made by its manufacturers in the improvement of their art. In various parts of the country, too, old pot works continued their business in an improved state, and new ones sprang up in every direction. The history of the art, therefore, becomes that of the various works which I shall have to pass under review. The patents taken out from this period to the close of the century are some guide to this state of progress, but not much; for it is an undoubted fact, that many of the most important improvements and most reliable inventions were[115] never patented at all, while others, which were the gradual result of daily practice, were not sufficiently “inventions” to entitle them to patent right.
During this time, the pottery district of Staffordshire was growing rapidly, and its manufacturers were making significant advancements in their craft. Throughout the country, established potteries continued to operate in improved conditions, and new ones were emerging everywhere. The history of the art, then, largely reflects the various workshops I will review. The patents filed from this period until the end of the century provide some insight into this progress, but not much; it's a well-known fact that many key improvements and reliable inventions were[115] never patented at all, while others, which resulted from everyday practice, weren’t considered "inventions" enough to qualify for patent rights.
In 1768 William Cookworthy, of Plymouth, took out a patent for his newly invented porcelain, which was renewed in 1775 to Richard Champion; to these reference will be made under the heads of “Plymouth” and “Bristol.”
In 1768, William Cookworthy from Plymouth received a patent for his newly invented porcelain, which was renewed in 1775 to Richard Champion; we'll refer to these under the sections "Plymouth" and "Bristol."
In 1769 Josiah Wedgwood took out his only patent; it was for decorative, not manufacturing, processes, and will be spoken of more fully in the notice of Etruria.
In 1769, Josiah Wedgwood secured his only patent; it was for decorative, not manufacturing, processes, and will be discussed in more detail in the notice of Etruria.
In 1782 James Crease patented some inventions in the making of sanitary vessels; and in the two following years “Joseph Cartledge, of Blackley, in the county of York, Doctor of Physic,” enrolled his specification for “a method of glazing earthenware.” This interesting document is as follows:—
In 1782, James Crease patented some inventions for making sanitary vessels. In the next two years, “Joseph Cartledge, of Blackley, in the county of York, Doctor of Physic,” registered his specification for “a method of glazing earthenware.” This interesting document is as follows:—
“Whereas His present most Excellent Majesty King George the Third, by His Letters Patent under the Great Seal of Great Britain, bearing date at Westminster, the Fifth day of February, in the twenty-fourth year of His reign, reciting that I, the said Joseph Cartledge, had, by my Petition, humbly represented unto His said Majesty, that I had, by great study, invented “A New Method of Glazing Earthenware,” which would be of public utility and advantage, and praying His said Majesty to grant unto me, my e[~x]ors, adm̃ors], and assigns, His said Majesty’s Letters Patent for the sole exercise of my said Invention, within England and Wales, and the Town of Berwick-upon-Tweed, for the term of fourteen years from the date of the said Letters Patent, was graciously pleased to condescend to my request; in which said Letters Patent is contained a proviso that if I, the said Joseph Cartledge, should not particularly describe and ascertain the nature of my said Invention, and in what manner the same is to be performed, by an instrument in writing under my hand and seal, and cause the same to be inrolled in his said Majesty’s High Court of Chancery within four calendar months next and immediately after the date of the said Letters Patent, that then the said Letters Patent, and all liberties and advantages whatsoever thereby granted, should utterly cease, determine, and become void, as in and by the said Letters Patent, relation being thereunto had, may and will more fully appear.
“His current Majesty King George the Third, through His Letters Patent under the Great Seal of Great Britain, dated February 5, in the twenty-fourth year of His reign, states that I, Joseph Cartledge, had, through my Petition, humbly informed His Majesty that I had, with significant effort, invented “A New Way to Glaze Pottery,” which would be beneficial to the public, and requested that His Majesty grant me, my executors, administrators, and assigns, His Letters Patent for the exclusive use of my invention in England and Wales, as well as in the Town of Berwick-upon-Tweed, for a period of fourteen years from the date of the Letters Patent. His Majesty graciously agreed to my request; however, the Letters Patent include a condition that if I, Joseph Cartledge, do not specifically describe and clarify the nature of my invention and the method to carry it out, in a written document signed and sealed by me, and have it enrolled in His Majesty’s High Court of Chancery within four calendar months following the date of the Letters Patent, then the Letters Patent and all rights and benefits granted would entirely cease, be terminated, and become void, as stated in the Letters Patent, which can be referenced for further details.”
“NOW KNOW YE, that I, the said Joseph Cartledge, in compliance with the said proviso, do hereby describe and ascertain the nature of my said Invention and in what manner the same is to be performed, as follows, viz.:—
“NOW KNOW YE, that I, the said Joseph Cartledge, in compliance with the said proviso, do hereby describe and ascertain the nature of my said Invention and in what manner the same is to be performed, as follows, viz.:—
“First, as to the nature of the Invention, it is well known to the manufacturers of earthenware, that all the sorts of common ware now in use are now, and have been heretofore at all times, both in this and all other countries I know, glazed either by sea salt, or by lead ore, or by some preparation of lead, or of lead and tin united to ground flints or clay, or both. Now the nature of the discovery which I have made consists in this, that instead of the use of sea salt, or metallic substances, the earthenware is glazed with various kinds of earths and stones, by which there will be a great saving of expence in the glazing of the said ware, and the glaze itself, it is apprehended, will be more perfect than that which is made with salt, and more wholesome than that into which either lead, or lead and tin, enter as constituent parts.
“First, regarding the nature of the invention, it is well known to manufacturers of ceramics that all the types of common pottery currently in use, and that have been used for a long time in this and other countries I know of, are glazed using either sea salt, lead ore, or some form of lead, or a combination of lead and tin mixed with ground flints or clay, or both. Now, the essence of the discovery I have made is that instead of using sea salt or metallic substances, the ceramics are glazed with different types of earths and stones. This approach will significantly reduce costs in glazing the pottery, and the glaze itself is expected to be more perfect than that made with salt, and healthier than those that contain lead or a combination of lead and tin as ingredients.”
“Secondly, with respect to the manner of applying the earth and stones:—They are to be ground into powder, and laid on the ware as potters use their own composition. With respect to the sorts of earths and stones which are adapted to the purposes they are various. The toad-stone of Derbyshire, and other places, the Scotch and Guernsey pebbles, the basaltes, and other productions generally esteemed volcanic, rag stone, slate, shale, granite, gypsum, fluor spar, mare stone, and many other kinds of earths and stones which I know not how to denominate,[116] will all, either severally or when mixed in different proportions with each other, or with siliceous or argillaceous, micaceous, or calcareous earths or stones, or with all of them, answer the purpose. I would have it also understood, that portions of the metallic substances now used for the purpose of glazing earthenware or saline bodies (tho’ not necessary for producing the effect) may be used in conjunction with the earths and stones here mentioned. I would further remark, that the slags of furnaces, the slags of pit-coal, and the crust which forms on the bottom slip-kilns, by themselves, or in conjunction with the substances before mentioned, will glaze earthenware. But as the same effect may be produced by a great many different sorts of earths and stones, when used either separately or when combined in very different proportions, all of which it is impossible to enumerate or ascertain, I think it fit to mention the three following, which have succeeded well with me. Take of Derbyshire toad-stone five parts by weight, fluor spar one part, take thirty-three parts of clay, nineteen parts of flint, thirty-eight parts of striated gypsum, take fluor spar one, two, three or four parts, porcelain clay two parts, siliceous earth one fourth of a part, of calcareous earth one sixth of a part.”
“Secondly, regarding how to apply the earth and stones: they need to be ground into powder and spread on the ware similar to how potters use their own mix. There are various types of earth and stones suitable for this purpose. The toad-stone from Derbyshire and other places, Scottish and Guernsey pebbles, basalt, and other materials commonly thought to be volcanic, rag stone, slate, shale, granite, gypsum, fluor spar, mare stone, and many other kinds of earth and stones that I can't specifically name,[116] can all be used either individually or in different combinations with each other, or with siliceous, argillaceous, micaceous, or calcareous materials, or with all of them, to achieve the desired effect. It's important to note that some metallic substances currently used for glazing earthenware or saline products (though not necessary for the effect) can be added to the earths and stones just mentioned. Additionally, the slags from furnaces, pit-coal slags, and the crust that forms at the bottom of slip-kilns can glaze earthenware on their own or in combination with the previously mentioned substances. Since many different types of earth and stones can produce the same effect, whether used alone or in various combinations, it's impossible to list them all, but I think it's worth mentioning the three following combinations that have worked well for me: Take five parts by weight of Derbyshire toad-stone, one part of fluor spar, thirty-three parts of clay, nineteen parts of flint, thirty-eight parts of striated gypsum, one, two, three, or four parts of fluor spar, two parts of porcelain clay, one-fourth part of siliceous earth, and one-sixth part of calcareous earth.”
The next patent, in 1785, was by Thomas De-la-Mayne, for “making buttons of burnt earth or porcelain;” and the next, in 1786, by John Skidmore, for ornamenting various articles and “all sorts of china and earthenware with foil stones, Bristol stones, paste, and all sorts of pinched glass, lapped glass, and every other stone, glass, and composition used in or applicable to the jewellery trade,” in ways therein described. In 1789 an improvement in the form and construction of “soup ladles, tureens, gravy spoons, ladles, and skimmers,” was patented by John Baynes; and in 1790, Johanna Hempel patented newly invented filters. In 1796, James Keeling patented improvements in decorative and glazing processes; and in the same year, in conjunction with Valentine Close, an improved mode of constructing “ovens, kilns, and firing-places, so as to make and cause a very great saving of coals and fuel in and about the firing, hardening, and baking all manner of porcelain, china ware, and all manner of earthenwares, in every state wherein firing is needful and necessary.”
The next patent, in 1785, was by Thomas De-la-Mayne for “making buttons from burnt earth or porcelain”; and the next, in 1786, was by John Skidmore for decorating various items and “all kinds of china and earthenware with foil stones, Bristol stones, paste, and all types of pinched glass, lapped glass, and every other stone, glass, and composition used in or related to the jewelry industry,” in the methods described. In 1789, John Baynes patented an improvement in the design and construction of “soup ladles, tureens, gravy spoons, ladles, and skimmers”; and in 1790, Johanna Hempel patented newly invented filters. In 1796, James Keeling patented improvements in decorative and glazing techniques; and that same year, along with Valentine Close, he patented an improved method for constructing “ovens, kilns, and firing places, to significantly save on coal and fuel used in firing, hardening, and baking all kinds of porcelain, china ware, and all types of earthenware, wherever firing is needed and necessary.”
In the same year, 1796, Ralph Wedgwood took out three separate patents. The first of these was for a “new discovered and invented method of making earthenware, whereby the article of earthenware may be made at a less cost than hitherto, to the great advantage of the manufacturers thereof, and of the public.” This consists “in casing over inferior compositions with compositions commonly used for making cream-coloured ware, white ware, or china.” “Thick bats or laminæ” of the inferior are covered on each side with thin bats of the superior clay, and if the edges of the ware are required to be cased, they are surrounded “with a square piece commonly called a wad.” Afterwards the “bats” are beat, pressed, or rolled out to the required dimensions, “as are proper for the wares to be[117] made from the same.” For moulding the wares single moulds may be used, but double are preferred, of wood, or “wood cased with plaster, of metal,” or any material capable of standing much pressure. The press is such as is used for stamping buttons. The glazing is applied dry to the bats; if the edges of the ware, after moulding, are not properly covered with dry glaze, supply these parts “with wet glaze, by means of a pencil;” afterwards stove and burn the ware. The others were respectively for a new method of making glass from old earthenware, china, &c.; and for “a new-invented stove,” “calculated principally for the use of manufacturers of earthenware and china.” On the same day on which this patent was dated, one was also granted to John Pepper, for a new construction of kilns or ovens for the same purpose. In 1799 Messrs. William and John Turner patented “a new method or methods of manufacturing porcelain or earthenware, by the introduction of a material not heretofore used in the manufacturing of those articles;” the material being “Tabberner’s Mine rock,” “Little Mine rock,” and “New rock,” mixed with the growan, or Cornish stone, and flint.
In 1796, Ralph Wedgwood received three separate patents. The first was for a "newly discovered and invented method of making earthenware, allowing the product to be made at a lower cost than before, benefiting both manufacturers and the public." This method involves "covering inferior materials with those commonly used for making cream-colored ware, white ware, or china." Thick pieces or layers of the inferior material are coated on both sides with thin layers of the superior clay, and if the edges of the ware need to be covered, they are surrounded "with a square piece commonly called a wad." Afterwards, the "layers" are pressed, rolled, or shaped into the required dimensions, "suitable for the wares to be made from the same." For molding the wares, single molds can be used, but double molds are preferred, made of wood or "wood covered with plaster, metal," or any material strong enough to withstand considerable pressure. The press used is similar to those for stamping buttons. The glazing is applied dry to the layers; if the edges of the ware, after molding, are not adequately covered with dry glaze, apply these areas "with wet glaze, using a brush;" then the ware is fired in a stove. The other patents were for a new method of making glass from old earthenware, china, etc.; and for "a newly invented stove," "designed mainly for use by manufacturers of earthenware and china." On the same day this patent was dated, John Pepper was also granted a patent for a new design of kilns or ovens for the same purpose. In 1799, William and John Turner patented "a new method or methods of manufacturing porcelain or earthenware, by introducing a material not previously used in making those items;" the material being "Tabberner’s Mine rock," "Little Mine rock," and "New rock," mixed with growan, or Cornish stone, and flint.
This is the last patent connected with ceramics before the year 1800, and therefore brings us down to the commencement of the present century. From 1800 to 1861 no less than three hundred and twenty-two patents were taken out for improvements in the potter’s art or in matters connected with that art. These will be briefly enumerated at the close of this work, and of many of them notices will be found incorporated in its body.
This is the last patent related to ceramics before 1800, which takes us to the start of the current century. From 1800 to 1861, there were three hundred and twenty-two patents issued for improvements in pottery or related fields. These will be briefly listed at the end of this work, and many of them will have details included in the main text.
In the early part of this century, with the exception of the productions of a few houses, the state of the art was still at a low ebb; and, although improvements were constantly being made, when the great world-struggle took place in 1851, we, as a nation, were found to be lamentably behind some other countries, not only in the beauty of form and decoration of our ceramic productions, but even in quality of body and glaze. Between the Exhibitions of 1851 and 1862 a marked improvement was effected, and this has gone on steadily extending itself, until now Great Britain, without exception, stands foremost of all the nations of earth in this art.
In the early part of this century, except for a few producers, the state of the art was still quite poor; and while improvements were being made consistently, when the major world event occurred in 1851, we, as a nation, were embarrassingly behind some other countries, not just in the design and decoration of our ceramic products but even in the quality of materials and glaze. Between the Exhibitions of 1851 and 1862, there was a significant improvement, and this progress has continued steadily, making Great Britain, without exception, the leader in this art among all the nations of the world.
I now proceed, in succeeding chapters, to speak of the various earthenware and porcelain works and seats of pottery manufacture, of the kingdom.
I will now continue in the following chapters to discuss the different types of earthenware and porcelain, as well as the pottery production centers in the kingdom.
[118]
[118]
CHAPTER VI.
The Fulham Works—Dwight’s Inventions and Patents—First China made in England—Dwight’s Books of Recipes, &c.—Present Productions—Lambeth—Exchequer Trial—High Street—Coade’s Works—London Pottery—Lambeth Pottery—Fore Street—Waters’ Patent—Imperial Pottery—Crispe’s China—Blackfriars Road—Bas-reliefs for Wedgwood Institute—Vauxhall—Aldgate—Mill Wall—Mortlake—Southwark; Gravel Lane—Isleworth—Stepney—Greenwich—Deptford—Merton—Hounslow—Wandsworth—Ewell—Cheam—Chiselhurst.
The Fulham Works—Dwight's Inventions and Patents—First China made in England—Dwight's Recipe Books, &c.—Current Productions—Lambeth—Exchequer Trial—High Street—Coade's Works—London Pottery—Lambeth Pottery—Fore Street—Waters' Patent—Imperial Pottery—Crispe's China—Blackfriars Road—Bas-reliefs for Wedgwood Institute—Vauxhall—Aldgate—Mill Wall—Mortlake—Southwark; Gravel Lane—Isleworth—Stepney—Greenwich—Deptford—Merton—Hounslow—Wandsworth—Ewell—Cheam—Chiselhurst.
Fulham.
In 1671, as I have already shown,[39] John Dwight took out a patent for “the mistery of transparent earthenware, comonly knowne by the names of Porcelaine or China, and Persian Ware,” &c. The patent runs as follows:—
In 1671, as I have already shown, [39] John Dwight obtained a patent for “the secret of transparent earthenware, commonly known as Porcelain or China, and Persian Ware,” etc. The patent states as follows:—
“CHARLES THE SECOND, &c., to all to whome theise presents shall come, greeting.
“CHARLES THE SECOND, &c., to all whom these presents shall come, greetings.
“WHEREAS wee have bene informed by the humble peticon of John Dwight, Gentl, that he had discovered “The Mistery of Transparent Earthenware, comonly knowne by the Names of Porcelaine or China, and Persian Ware, as alsoe the Misterie of the Stone Ware vulgarly called Cologne Ware; and that he designed to introduce a Manufacture of the said Wares into our Kingdome of England, where they have not hitherto bene wrought or made.” And thereupon the said John Dwight hath humbly besought vs to grant him the sole benefitt of the manufacture of the said wares for fourteene yeares, according to the statute in that behalfe made and provided.
“WHEREAS we have been informed by the humble petition of John Dwight, Gent, that he has discovered “The Mystery of Transparent Earthenware, often referred to as Porcelain or China, along with Persian Ware, as well as the Mystery of the Stone Ware typically called Cologne Ware; and that he intends to implement a manufacturing process for these Wares in our Kingdom of England, where they have not yet been produced or made..” And in response, the said John Dwight has humbly requested that we grant him the exclusive rights to the manufacture of the said wares for fourteen years, according to the statute made and provided for that purpose.
“KNOW YEE, that wee, being willing to cherish and encourage all laudable endeavours and designes of such our subiects as shall find out vsefull and profitable arts, misteries, and invencons, by granting and appropriating vnto them for some terme of yeares the fruite and benefitt of their industry, whereby their labours and expences in the attainmt thereof may be recompensed and rewarded vnto them, of our especiall grace, certaine knowledge, and meere mocon, have given and granted, and by theise presents, for vs, our heires and successors, doe give and grant vnto the said John Dwight, his executors, administrators, and assignes, speciall lycense and full and free libertie, priviledge, power, and authoritie, that he, the said John Dwight, his executors, administrators, and assignes, by him and themselves, or by his or their deputies, servants, workemen, or assignes, and none other, shall and may, from time to time, and att all and everie time and times hereafter, dureing the tearme of fourteene yeares next ensueing the date of these presents, att his and their owne proper costs and charges, vse, exercise, practise, and enioy the said misterie and Invencon of makeing transparent earthen ware, comonly knowne by the names of porcelaine or China, and Persian ware; and also the mistery and Invencon or makeing the stone ware vulgarly called Collogne ware, within any convenient place or places within our Realme of England, Dominion of Wales, or Towne of Berwick-vpon-Tweed, in such manner as to him or them in their discrecons shall seeme meete; and shall and may have and enioy the sole benefitt and advantage from, by, or vnder the said[119] misteries and invencons or manufactures of the said wares, or either of them by him the said John Dwight found out and discovered, as aforesaid, ariseing or groweing from time to time dureing the terme hereby granted, to have, hold, and enioy the said lycenses, priviledges, powers, and authorities, benefitt, advantages, & other the premisses in and by these presents granted or menconed to be granted, and everie of them, vnto the said John Dwight, his executors, administrators, and assignes, from and dureing the tearme of fourteene yeares from henceforth next ensueing, and fully to be compleate and ended, yeilding and paying therefore yearely and every yeare dureing the said tearme into the receipt of our Exchequer att Westminster, to the vse of vs, our heires and successors, the yearely rent or sume of twentie shillings of lawfull money of England, att the two most vsuall feasts or tearmes in the yeare, (that is to say) att the Feast of Saint Michaell the Archangell, and the Annunciation of the Blessed Virgin Mary, by even and equall porcons. And to the end the said John Dwight, his executors, administrators, and assignes, and everie of them, may the better enioy the full and whole benefitt and sole vse and exercise of the said misteries, invencons, and manufacture of the said wares, as well within liberties as without, wee doe by theise presents, for vs, our heires and successors, require and streightly charge and comand all and everie person & persons, bodies pollitique and corporate, of whatsoever qualitie, degree, name, or condicon they be, that neither they nor any of them, dureing the tearme hereby granted, either directly or indirectly, doe or shall vse or putt in practise the said misteries and invencons or manufacture of the said wares, or either of them, soe by the said John Dwight found out or discovered as aforesaid; nor doe or shall counterfeit, imitate, or resemble the same; nor doe or shall make any addicon therevnto, or substraccon from the same, whereby to pretend themselves the inventors or devisors thereof, without the lycense, consent, and agreement of the said John Dwight, his executors, administrators, or assignes, in writeing under his or their hands and seals first had and obteyned in that behalfe, vpon such paines and penalties as can or may be inflicted on such offendors for the contempt of this our comand in that behalfe, and further to be answearable to the said John Dwight, his executors, administrators, and assignes, according to law and justice, for his and their damages thereby susteined. And further, we doe by theise presents, for vs, our heires and successors, give and grant vnto the said John Dwight, his executors, administrators, and assignes, full power and authoritie that he, they, and everie of them, his, theire, & everie of theire deputies, servants, and agents, or any of them, haveing first obteyned a warrant in this behalfe from the Lord Chiefe Justice of the Court of King’s Bench for the time being, may, with the assistance of a constable or any other lawfull officer, as well within liberties as without, vpon request, att convenient times in the day, dureing the time aforesaid, and in lawfull manner, to enter and make search in any houses or other places where there shall be iust causes of suspition, for discovering and finding out of all such persons as shall within the tearme of fourteene yeares aforesaid imitate or cause to bee imitated or vse or putt in practise the said misteries and invencons, or manufacture of the said wares, or either of them, soe by the said John Dwight found out and discovered as aforesaid, that soe such offendors may be proceeded against and punished according to their demeritts. And further, wee doe by theise presents, for vs, our heires and successors, will, authorise, and require all and singuler justices of the peace, mayors, sheriffes, bayliffes, constables, head-boroughs, and all other officers and ministers whatsoever, of vs, our heires and successors, for the time being, that they and every of them respectively be from time to time dureing the said tearme hereby granted in their respective places, favouring, ayding, helping, and assisting vnto the said John Dwight, his executors, adminrs, and assignes, and to be his and their deputie and deputies, servants, and agents, in and by all things in and aboute the accomplishment of our will and pleasure herein declared, and in the exercise and execucon of the powers and priviledges herein and hereby granted or menconed to be granted as aforesaid; and, moreover, wee will and comand by theise presents, for us, our heires and successors, that our said officers, or any of them, doe not molest, trouble, or interrupt the said John Dwight, his executors, administrators, or assignes, or his or their deputie or deputies, servants, or workemen, or any of them, in or about the vse or exercise of the said misteries and invencons or manufacture of the said wares, or either of them, or any matter or thing concerning the same, or either of them: Provided alwaies, that if att any time dureing the said tearme of fourteene yeares it shall be made appeare vnto vs, our heires or successors, or any six or more of our or their Privy Councell, that this our grant is contrary to law or preiudiciall or inconvenient or not of public vse or benefitt, then, vpon significacon & declaracon to be made by vs, our heires or successors, vnder our or their signett[120] or privie seale, or by the Lords and others of our Privy Councell, or any six of them for the time being, in writeing vnder their hands, of such preiudice or inconvenience, these our Letters Patents, and all things therein conteyned, shall forthwith cease, determine, and be vtterly void to all intents and purposes, anything hereinbefore conteyned to the contrary notwithstanding. And our will and pleasure is, that the said John Dwight, his executors, administrators, or assignes, shall enroll these presents, or cause the same to be enrolled, before the Clerke of the Pipe within six moneths next after the date hereof. And lastly, wee doe by theise presents, for vs, our heires and successors, grant vnto the said John Dwight, his executors, administrators, and assignes, that these our Letters Patents, and the inrollment thereof, shall bee in and by all things good, valid, sufficient, and effectuall in the law, according to the true intent and meaning of theise presents, and shall be taken, adiudged, and construed most favourably and beneficially for the best benefitt and advantage of the said John Dwight, his executors, administrators, and assignes, as well in all our Courts of Record as elsewhere, notwithstanding the not specifying the various sorts of the said Collogne wares, and the not full and certaine describing the manner and qualitie of the said misteries and invencons, or any of them, or of the materialls, way and manner of workeing the same, or of the true and certaine vse and benefitt thereof, and notwithstanding any other defects, incertainties, or imperfeccons in theise presents conteyned, or any act, statute, ordinance, provision, proclamacon, or restraint to the contrary thereof in anywise notwithstanding.
“KNOW THAT we, being eager to support and encourage all commendable efforts and designs of our subjects who discover useful and profitable arts, crafts, and inventions, by granting and assigning to them for a term of years the fruits and benefits of their labor, so that their efforts and expenses in achieving these may be recompensed and rewarded, by our special grace, knowledge, and mere motion, have granted and by these presents do grant to the said John Dwight, his executors, administrators, and assigns, special license and full and free liberty, privilege, power, and authority, so that he, the said John Dwight, his executors, administrators, and assigns, either by himself or through his deputies, servants, workmen, or assigns, and no one else, may, from time to time, and at all times hereafter, during the term of fourteen years following the date of these presents, at his and their own proper costs and charges, use, exercise, practice, and enjoy the art and invention of making transparent earthenware, commonly known as porcelain or China, and Persian ware; and also the art and invention of making stoneware, commonly called Cologne ware, within any convenient locations within our realm of England, Dominion of Wales, or the Town of Berwick-upon-Tweed, in such manner as he or they shall see fit; and shall have and enjoy the sole benefit and advantage from, by, or under the said arts and inventions or manufactures of the said wares, or either of them discovered by him, the said John Dwight, as mentioned above, arising or growing from time to time during the term hereby granted, to have, hold, and enjoy the said licenses, privileges, powers, and authorities, benefits, advantages, and other matters in these presents granted, or mentioned to be granted, and every one of them, to the said John Dwight, his executors, administrators, and assigns, from and during the term of fourteen years from now next ensuing, and fully to be completed and ended, yielding and paying therefore yearly and every year during the said term into the receipt of our Exchequer at Westminster, for the use of us, our heirs and successors, the yearly rent or sum of twenty shillings of lawful money of England, at the two most usual feasts or terms in the year, (that is to say) at the Feast of Saint Michael the Archangel, and the Annunciation of the Blessed Virgin Mary, by equal portions. And to ensure that the said John Dwight, his executors, administrators, and assigns, and each of them, may better enjoy the full and complete benefit and sole use and exercise of the said arts, inventions, and manufacture of the said wares, both within liberties and without, we do by these presents, for us, our heirs and successors, require and strictly charge and command all and every person and persons, bodies politic and corporate, of whatever quality, degree, name, or condition they may be, that neither they nor any of them, during the term hereby granted, directly or indirectly, shall use or practice the said arts and inventions or manufacture of the said wares, or either of them, so found out or discovered by the said John Dwight; nor shall they counterfeit, imitate, or resemble the same; nor shall they make any addition to or subtraction from the same, with the intent to claim themselves as the inventors or creators thereof, without the license, consent, and agreement of the said John Dwight, his executors, administrators, or assigns, in writing under his or their hands and seals first obtained on that behalf, upon such pains and penalties as can or may be inflicted on such offenders for contempt of this command, and to further be answerable to the said John Dwight, his executors, administrators, and assigns, according to law and justice, for his and their damages suffered as a result. Moreover, we do by these presents, for us, our heirs and successors, grant to the said John Dwight, his executors, administrators, and assigns, full power and authority so that he, they, and each of them, along with their deputies, servants, and agents, having first obtained a warrant for this purpose from the Lord Chief Justice of the Court of King’s Bench for the time being, may, with the assistance of a constable or any other lawful officer, both within liberties and without, upon request, at convenient times during the day, during the aforementioned time, and in lawful manner, enter and search in any houses or other places where there may be just cause for suspicion, in order to discover all such persons as shall during the term of fourteen years aforementioned imitate or cause to be imitated or use or put into practice the said arts and inventions, or manufacture of the said wares, or either of them, as found out or discovered by the said John Dwight, so that such offenders may be dealt with and punished according to their misdeeds. Furthermore, we do by these presents, for us, our heirs and successors, will, authorize, and require all justices of the peace, mayors, sheriffs, bailiffs, constables, head-boroughs, and all other officers and ministers of us, our heirs and successors, for the time being, to each respectively be from time to time during the said term hereby granted in their respective places, favoring, aiding, helping, and assisting the said John Dwight, his executors, administrators, and assigns, and to be his and their deputies, servants, and agents in all matters concerning the fulfillment of our will and pleasure herein declared, and in the exercise and execution of the powers and privileges herein and hereby granted or mentioned to be granted as aforesaid; and moreover, we command, by these presents, for us, our heirs and successors, that our said officers, or any of them, do not trouble, disturb, or interrupt the said John Dwight, his executors, administrators, or assigns, or his or their deputies, servants, or workmen, or any of them, in or about the use or exercise of the said arts and inventions or manufacture of the said wares, or either of them, or any matter concerning the same: Provided always, that if at any time during the said term of fourteen years it shall appear to us, our heirs or successors, or any six or more of our or their Privy Council, that this our grant is contrary to law or prejudicial or inconvenient or not of public use or benefit, then, upon notification and declaration made by us, our heirs or successors, under our or their signet or privy seal, or by the Lords and others of our Privy Council, or any six of them for the time being, in writing under their hands, of such prejudice or inconvenience, these our Letters Patents, and all matters therein contained, shall immediately cease, determine, and be utterly void for all intents and purposes, anything hereinbefore to the contrary notwithstanding. Our will and pleasure is that the said John Dwight, his executors, administrators, or assigns shall enroll these presents, or cause the same to be enrolled, before the Clerk of the Pipe within six months next after the date hereof. And lastly, we do by these presents, for us, our heirs and successors, grant to the said John Dwight, his executors, administrators, and assigns, that these our Letters Patents, and the enrollment thereof, shall be in and by all things good, valid, sufficient, and effective in law, according to the true intent and meaning of these presents, and shall be taken, adjudged, and construed most favorably and beneficially for the best benefit and advantage of the said John Dwight, his executors, administrators, and assigns, both in all our Courts of Record and elsewhere, notwithstanding the failure to specify the various types of said Cologne wares, and the lack of a full and certain description of the manner and quality of the said arts and inventions, or any of them, or of the materials, way and manner of working the same, or of the true and certain use and benefit thereof, and notwithstanding any other defects, uncertainties, or imperfections contained in these presents, or any act, statute, ordinance, provision, proclamation, or restraint to the contrary in any way notwithstanding."
“In witnes, &c. Witnes our selfe att Westminster, the Three and twentieth day of Aprill P bre de privatoe sigillo.”
“In witness, &c. Witness ourselves at Westminster, the twenty-third day of April P bre de privatoe sigillo.”
This was the commencement of the Fulham Pottery, whose history I am about to attempt to trace, and which has continued uninterruptedly in work for more than two centuries.
This was the start of the Fulham Pottery, and I’m going to try to outline its history, which has been operating continuously for over two hundred years.
Dwight appears to have been a man of considerable learning and ability. He graduated as M.A. at Christ Church, Oxford, and successively held the appointments of secretary to more than one Bishop of Chester. He seems to have long experimented upon clays and mineral products in the search after the body of which the oriental china was made, and at length to have brought those researches to a successful issue. Six years after the date of the first of his patents, Dr. Plot, the eminent antiquary and keeper of the Ashmolean Museum at Oxford, thus wrote of his discoveries in his “History of Oxfordshire”:—
Dwight seems to have been a knowledgeable and skilled man. He graduated with an M.A. from Christ Church, Oxford, and served as secretary to multiple Bishops of Chester. He appears to have spent a long time experimenting with clays and mineral products in his quest to find the material used to make oriental china, eventually achieving success in his research. Six years after he received his first patent, Dr. Plot, a well-known historian and curator of the Ashmolean Museum at Oxford, wrote about his discoveries in his “History of Oxfordshire”:—
“§ 84. Amongst arts that concern formation of earths, I shall not mention the making of pots at Marsh Balden and Nuneham Courtney, nor of tobacco-pipes of the white earth of Shotover, since those places are now deserted. Nor indeed was there, as I ever heard of, anything extraordinary performed during the working these earths, nor is there now of a very good tobacco-pipe clay found in the parish of Horspath, since the first printing of the third chapter of this history.... Let it suffice for things of this nature, that the ingenious John Dwight, formerly M.A. of Christ Church College, Oxon, hath discovered the mystery of the stone or Cologne wares (such as d’Alva bottles, jugs, noggins), heretofore made only in Germany, and by the Dutch brought over into England in great quantities; and hath set up a manufacture of the same, which (by methods and contrivances of his own, altogether unlike those used by the Germans), in three or four years’ time, he hath brought it to greater perfection than it has attained where it hath been used for many ages, insomuch that the Company of Glass-sellers of London, who are the dealers for that commodity, have contracted with the inventor to buy only of his English manufacture, and refuse the foreign.
“§ 84. Among the arts related to earth formation, I won't mention the production of pots at Marsh Balden and Nuneham Courtney, nor the tobacco-pipes made from the white clay of Shotover, since those areas are now abandoned. Furthermore, as far as I've heard, nothing extraordinary was done while working with these earths, nor is there now any high-quality tobacco-pipe clay found in the parish of Horspath, since the first printing of the third chapter of this history.... It suffices to say that the talented John Dwight, formerly M.A. of Christ Church College, Oxon, has discovered the mystery of stone or Cologne wares (like d'Alva bottles, jugs, noggins), which were previously made only in Germany and brought over to England in large quantities by the Dutch; he has established a manufacturing process for the same, which (through his own methods and inventions, completely different from the German ones) he has perfected in three or four years to a level beyond what has been achieved where it has been used for many ages, to the extent that the Company of Glass-sellers of London, who trade in that product, have made an agreement with the inventor to exclusively purchase his English-made goods, rejecting the foreign ones.”
Ҥ 85. He hath discovered also the mystery of the Hessian wares, and vessels for reteining[121] the penetrating salts and spirits of the chymists, more serviceable than were ever made in England, or imported from Germany itself.
Ҥ 85. He has also uncovered the mystery of Hessian goods and containers for retaining[121] the penetrating salts and spirits of chemists, which are more effective than anything made in England or even imported from Germany itself.
Ҥ 86. And hath found ways to make an earth white and transparent as porcellane, and not distinguishable frome it by the eye, or by experiments that have been purposely made to try wherein they disagree. To this earth he hath added the colours that are usual in the coloured china ware, and divers others not seen before. The skill that hath been wanting to set up a manufacture of this transparent earthenware in England, like that of China, is the glazing of the white earth, which hath much puzzled the projector, but now that difficulty also is in great measure overcome.
“§ 86. And he has figured out how to make a clay white and clear as porcelain, indistinguishable from it by sight or through tests specifically designed to reveal any differences. He has added the usual colors found in colored china and various others that have not been seen before. The lack of skill needed to establish a production of this transparent earthenware in England, similar to that of China, has been the glazing of the white clay, which has puzzled the inventor, but now that challenge has largely been resolved.”
“§ 87. He hath also caused to be modelled statues or figures of the said transparent earth (a thing not done elsewhere, for China affords us only imperfect mouldings), which he hath diversified with great variety of colours, making them of the colour of iron, copper, brass, and party-colour’d as some Achat-stones. The considerations that induced him to this attempt were the duration of this hard-burnt earth, much above brass or marble, against all air and weather, and the softness of the matter to be modelled, which makes it capable of more curious work than stones that are wrought with chisels, or metals that are cast. In short, he has so advanced the Art Plastic that ’tis dubious whether any man since Prometheus have excelled him, not excepting the famous Damophilus and Gorgasus of Pliny (Nat. Hist., lib. xxxv. c. 12).
“§ 87. He has also had statues or figures made from this transparent earth (a feat not accomplished elsewhere, as China only provides us with incomplete molds), which he has varied with a wide range of colors, creating them in shades of iron, copper, brass, and multicolored like some Achat stones. The reasons that motivated him to take on this challenge were the longevity of this hard-fired earth, which lasts much longer than brass or marble, enduring all air and weather, and the malleability of the material being molded, which allows for more intricate designs than stones worked with chisels or metals that are cast. In short, he has advanced the Art Plastic to such an extent that it’s uncertain whether any man since Prometheus has surpassed him, including the renowned Damophilus and Gorgasus from Pliny (Nat. Hist., lib. xxxv. c. 12).
“§ 88. And these arts he employs about meterials of English growth, and not much applyed to other uses; for instance, he makes the stone bottles of a clay in appearance like to tobacco-pipe clay, which will not make tobacco-pipes, although the tobacco-pipe clay will make bottles; so that that which hath lain buried and useless to the owners may become beneficial to them by reason of this manufacture, and many working hands get good livelihoods, not to speak of the very considerable sums of English coyn annually kept at home by it.”
“§ 88. He uses these skills on materials that are native to England and not often used for other purposes. For example, he creates stone bottles from a type of clay that looks like tobacco-pipe clay, which can't be used to make tobacco pipes, even though the tobacco-pipe clay can be used to create bottles. This means that materials that have been buried and considered useless by their owners can become valuable through this manufacturing process, allowing many workers to earn a decent living, not to mention the significant amounts of English currency that are kept in the country each year because of it.”
Dwight having patented his discovery of “the mistery of transparent earthenware, commonly known by the names of Porcelaine or China, or Persia ware,” in April, 1671, it is perfectly clear that the discovery must have been made before that time, and that it must have been the result of a long series of patient trials and experiments. Thus, I think, we may safely say that the actual discovery was made some time prior to 1671. In 1684 the patent expired, and a new one granted, in June, for another term of fourteen years—this time the wares and articles being more specifically named. It is as follows:—
Dwight patented his discovery of “the mystery of transparent earthenware, commonly known as Porcelain or China, or Persia ware,” in April 1671. It's clear that the discovery had to have been made before that date and was the result of a long series of careful trials and experiments. So, we can confidently say that the actual discovery occurred sometime before 1671. In 1684, the patent expired, and a new one was granted in June for another fourteen years—this time with the wares and items being named more specifically. It is as follows:—
“CHARLES THE SECOND, by the grace of God, &c., to all to whom these presents shall come, greeting.
“CHARLES THE SECOND, by the grace of God, etc., to all who receive this notice, greetings.
“WHEREAS John Dwight, Gentl, hath represented vnto vs that by his owne industry and at his owne proper costs and charges, hee hath invented and sett vp at Fulham, in our County of Middx, ‘Severall New Manufactures of Earthenwares, called by the Names of White Gorges, Marbled Porcellane Vessells, Statues, and Figures, and Fine Stone Gorges and Vessells, never before made in England or elsewhere; and alsoe discovered the Mistery of Transparent Porcellane, and Opacous, Redd, and Darke-coloured Porcellane or China and Persian Wares, and the Mistery of the Cologne or Stone Wares,’ and is endeavouring to settle manufactures of all the said wares within this our kingdome of England; and hee having humbly besought vs, to grant vnto him our Letters Patents for the sole vse and exercise of the same for the terme of fowrteene years, according to the Statute in that case provided, wee are gratiously pleased to condescend to that his request.
“WHEREAS John Dwight, Gentleman, has informed us that through his own efforts and at his own expense, he has invented and set up at Fulham, in our County of Middlesex, ‘Several new manufacturers of earthenware, known as white jugs, marbled porcelain pieces, statues, and figures, along with fine stone jugs and vessels, have been created for the first time in England and elsewhere. They've also uncovered the secrets of transparent porcelain, as well as opaque, red, and dark-colored porcelain, or china and Persian wares, along with the secrets of Cologne or stone wares.,’ and is working to establish the manufacture of all these wares within our kingdom of England; and he has humbly requested us to grant him our Letters Patent for the exclusive use and practice of the same for the term of fourteen years, in accordance with the Statute provided for that purpose, we are graciously pleased to agree to his request.”
“KNOW YEE THEREFORE, that wee being willing that the said John Dwight may reap some reasonable recompence and compensacon for his great charge and paines in and about the premisses, and to incourage the inventers of such arts as may be of publick vse and benefitt, of our especiall grace, certeine knowledge, and meere mocon, have given and granted,[122] and by these presents, for vs, our heires and successors, doe give and grant, vnto the said John Dwight, his executors, administrators, and assignes, speciall licence, full power, sole privilege and authority, that hee, the said John Dwight, his executors, administrators, and assignes, and every of them, by themselves, or their deputy or deputys, servants or agents, or such others as the said John Dwight, his executors, administrators, or assignes, shall at any time agree with, and noe others, from time to time and at all times dureing the terme of yeares hereafter in these presents expressed, shall and lawfully may vse, exercise, and enioy the said Invencons of new manufactures within any part or parts, place or places whatsoever, of, in, or belonging to our kingdome of England, dominion of Wales, and all and every or any of our kingdomes and dominions whatsoever, in such manner, and according to such reasonable and lawfull rates and limitacons, as to him, the said John Dwight, his executors, administrators, and assignes, or any of them, shall in their discrecons seeme meet, and that hee, the said John Dwight, his executors, administrators, and assignes, shall and may have and enioy the sole benefitt, profitt, comodity, and advantage from time to time coming, growing, and arising by reason of the said Invencons of new manufactures, for and dureing the full terme of yeares hereafter menconed; to have, hold, exercise, and enioy the said licence, powers, privileges, and advantages hereinbefore granted or menconed to be granted vnto the said John Dwight, his executors, administrators, and assignes, for and dureing and vnto the full end and terme of fourteene yeares from the day of the date of these presents next and imediately ensueing and fully to be compleate and ended according to the Statute in this case made and provided; and to the end that the said John Dwight, his executors, administrators, and assignes, and every of them, may enioy the full benefitt and the sole vse and exercise of the said Invencons of new manufactures according to our gratious intencons hereinbefore declared, wee doe by these presents, for vs, our heires and successors, require and strictly comand all and every person and persons, bodys politique and corporate, and all other our subiects whatsoever, of what estate, quality, or degree, name, or condicon soever they be, within all and every our kingdomes & dominions, that neither they nor any of them, at any time dureinge the continuance of the said terme of fowrteene yeares hereby granted, either directly or indirectly doe, vse, or put in practise the said Invencons of new manufactures, or any of them, or any part of the same soe atteined vnto by the said John Dwight as aforesaid, nor shall in anywise counterfeite or resemble the said Invencons of manufacture, or any of them, nor shall make or cause to be made any addicon thereto or substraccon from the same, whereby to pretend themselves the inventers or devisers thereof, without the licence, consent, or agreement of the said John Dwight, his executors, administrators, or assignes, in writing vnder his, their, or some of their hands and seales, first had and obteyned in that behalfe, vpon such paines and penaltys as can or may be iustly inflicted on such offenders for their contempt of this our Royall comand; and further to be answerable to the said John Dwight, his executors, administrators, and assignes, according to law for his and their damages thereby to be susteined. And wee doe, of our further especiall grace, certeine knowledge, and meere mocon, for vs, our heires and successors, grant vnto the said John Dwight, his executors, administrators, and assignes, by these presents, that hee, they, and every of them, and his, their, and every of their deputys, agents, and servants, haveing first obteined a lawfull warrant from the Lord Chiefe Justice of our Court of King’s Bench at Westm for the time being, and with the assistance of a constable or any other lawful officer, at convenient times in the day dureing the terme hereby granted, and in lawfull manner, may enter into and make search in any place or places whatsoever within any of our kingdomes and dominions where there shall be iust cause of suspicon for the discovery and finding out of all and every person and persons as shall imitate or cause to be imitated, or shall vse or put in practise the said Invencons of new manufactures, or any of them, or shall make or counterfeite any instruments or materialls to the same belonging, that soe such offender or offenders may be proceeded against and punished according to law. And further, wee doe by these presents, for vs, our heires and successors, will, authorise, and comand all and singular justices of the peace, mayors, sheriffs, bayliffes, constables, head-boroughs, and all other officers and ministers whatsoever of vs, our heires and successors, for the time being, as well within our kingdome of England and dominion of Wales, as within all and every other our kingdomes and dominions, that they and every of them respectively be from time to time dureing the terme hereby granted, in their respective offices, favouring, aiding, helping, and assisting vnto the said John Dwight, his executors, administrators, and assignes, and to his and theire deputy and deputys, servants and agents, in and by all things in and about the accomplishment of our Royall will and[123] pleasure hereinbefore declared, and in the exercise and execucon of the powers and privileges hereby granted as aforesaid. And moreover wee doe by these presents, for vs, our heires and successors, will and comand that our said respective officers and ministers before menconed, or any of them, doe not, nor shall att any time hereafter dureing the said terme hereby granted, in anywise, molest, trouble, or hinder the said John Dwight, his executors, administrators, or assignes, or any his or their deputys, servants, or agents, in or about the due and lawfull vse or exercise of the aforesaid Invencons, or any of them, or anything relateing therevnto: Provided always, and these our Letters Patents are and shalbe vpon this condicon, that if at any tyme dureing the said terme hereby granted it shalbe made appeare to vs, our heires or successors, or any six or more of our or their Privy Councell, that this our present grant is contrary to law or preiudiciall or inconvenient to our subiects in generall, or that the said Invencons and every of them are not new invencons as to the publick vse and exercise thereof within this our kingdome, and not invented and found out by the said John Dwight as aforesaid, then vpon significacon and declaracon thereof to be made by us, our heires or successors, vnder our or their signett or privy seale, or by the lords and others of our or their Privy Councell, or any six or more of them vnder their hands, these our Letters Patents shall forthwith cease, determine, and be vtterly void to all intents and purposes, any thing before herein conteined to the contrary in anywise notwithstanding: Provided alsoe, that these our Letters Patents or any thing therein conteined shall not extend or be construed to extend to give privilege vnto the said John Dwight, his executors, administrators, or assignes, or any of them, to vse or imitate any invencon or worke whatsoever which hath been heretofore found out or invented by any other of our subiects whatsoever, and publicly vsed or exercised within our said realme and dominions, or any of them, vnto whom we have already granted our like Letters Patents of Privilege for the sole vse, exercise, and benefitt thereof, it being our will and pleasure that the said John Dwight, his executors, administrators, and assignes, and all and singular other person and persons to whom we have already granted our like Letters Patents or privileges, as aforesaid, shall distinctly vse and practise their severall invencons by them invented and found out according to the true intent and meaning of the said Letters Patents and of these presents. And lastly wee doe by these presents, for vs, our heires and successors, grant vnto the said John Dwight, his executors, administrators, and assignes, that these our Letters Patents or the inrollment thereof shalbe in and by all things firme, valid, sufficient, and effectuall in the law according to the true intent and meaneing thereof, and shalbe taken, construed, and adiudged in the most favourable and beneficiall sense for the best advantage of the said John Dwight, his executors, administrators, and assignes, aswell in all Courts of Record as elsewhere, and by all and singular the officers and ministers whatsoever of vs, our heires and successors in all and singular our realmes and dominions whatsoever, and amongst all and every the subiects of us, our heires and successors, whatsoever and wheresoever, notwithstanding the not full and certaine describing the nature or quality of the said Invencons, or any of them, or of the materialls thereto conduceing or belonging, or any other defects or incertaintys in these presents contained, or any act, statute, ordinance, provision, proclamacon, or restriccon, or other matter, cause, or thing whatsoever to the contrary in any wise notwithstanding.
“KNOW YE THEREFORE, that we, wishing for John Dwight to receive some reasonable compensation for his substantial costs and efforts related to this matter, and to encourage the inventors of such arts that may benefit the public, by our special grace, certain knowledge, and mere motion, have given and granted,[122] and by these presents, for us, our heirs and successors, do give and grant to the said John Dwight, his executors, administrators, and assigns, special license, full power, sole privilege and authority, that he, the said John Dwight, his executors, administrators, and assigns, and each of them, by themselves, or their deputies, servants, or agents, or such others as the said John Dwight, his executors, administrators, or assigns, shall agree with, and no others, from time to time and at all times during the term of years hereafter expressed, shall and lawfully may use, exercise, and enjoy the said inventions of new manufactures within any part or parts, place or places whatsoever, of, in, or belonging to our kingdom of England, dominion of Wales, and all and every other kingdom and dominions whatsoever, in such manner, and according to such reasonable and lawful rates and limitations, as to him, the said John Dwight, his executors, administrators, and assigns, or any of them, shall seem fit in their discretion, and that he, the said John Dwight, his executors, administrators, and assigns, shall and may have and enjoy the sole benefit, profit, commodity, and advantage arising from the said inventions of new manufactures, for and during the full term of years hereafter mentioned; to have, hold, exercise, and enjoy the said license, powers, privileges, and advantages hereinbefore granted or mentioned to be granted to the said John Dwight, his executors, administrators, and assigns, for and during and until the full end and term of fourteen years from the date of these presents next and immediately succeeding and fully to be completed and ended according to the Statute in this case made and provided; and to ensure that the said John Dwight, his executors, administrators, and assigns, and each of them, may enjoy the full benefit and the sole use and exercise of the said inventions of new manufactures according to our gracious intentions declared hereinbefore, we do by these presents, for us, our heirs and successors, require and strictly command all and every person, body politic and corporate, and all our subjects whatsoever, of any estate, quality, degree, name, or condition within all and every our kingdoms & dominions, that neither they nor any of them, at any time during the continued fourteen-year term here granted, either directly or indirectly do, use, or put into practice the said inventions of new manufactures, or any of them, or any part of the same attained by the said John Dwight as aforementioned, nor shall in any way counterfeit or resemble the said inventions of manufacture, or any of them, nor shall make or cause to be made any addition to or subtraction from the same, thereby pretending to be the inventors or creators thereof, without the license, consent, or agreement of the said John Dwight, his executors, administrators, or assigns, in writing under his, their, or some of their hands and seals, first obtained in that regard, upon such penalties as can or may justly be inflicted on such offenders for their contempt of this our Royal command; and further to be accountable to the said John Dwight, his executors, administrators, and assigns, according to law for his and their damages thereby sustained. And we do, of our further special grace, certain knowledge, and mere motion, for us, our heirs and successors, grant to the said John Dwight, his executors, administrators, and assigns, by these presents, that he, they, and each of them, and his, their, and every one of their deputies, agents, and servants, having first obtained a lawful warrant from the Lord Chief Justice of our Court of King’s Bench at Westminster for the time being, and with the assistance of a constable or any other lawful officer, at convenient times during the term hereby granted, and in lawful manner, may enter and search in any place or places whatsoever within any of our kingdoms and dominions where there shall be just cause for suspicion for discovering all and every person who shall imitate or cause to be imitated, or shall use or put into practice the said inventions of new manufactures, or any of them, or shall make or counterfeit any instruments or materials belonging to the same, so that such offender or offenders may be proceeded against and punished according to law. And furthermore, we do by these presents, for us, our heirs and successors, will, authorize, and command all and singular justices of the peace, mayors, sheriffs, bailiffs, constables, headboroughs, and all other officers and ministers whatsoever of us, our heirs and successors for the time being, as well within our kingdom of England and dominion of Wales, as within all and every other our kingdoms and dominions, that they and every one of them respectively be from time to time during the term hereby granted, in their respective offices, favoring, aiding, helping, and assisting the said John Dwight, his executors, administrators, and assigns, and his and their deputies, servants, and agents, in and about the fulfillment of our Royal will and[123] pleasure hereinbefore declared, and in the exercise and execution of the powers and privileges hereby granted as aforementioned. And moreover, we do by these presents, for us, our heirs and successors, will and command that our said respective officers and ministers aforementioned, or any of them, do not, nor shall at any time hereafter during the said term hereby granted, in any way, molest, trouble, or hinder the said John Dwight, his executors, administrators, or assigns, or any of his or their deputies, servants, or agents, in or about the lawful use or exercise of the aforementioned inventions, or any of them, or anything relating thereto: Provided always, that these our Letters Patents are and shall be upon this condition, that if at any time during the said term hereby granted it shall be made apparent to us, our heirs or successors, or any six or more of our or their Privy Council, that this our present grant is contrary to law or prejudicial or inconvenient to our subjects in general, or that the said inventions and each of them are not new inventions as to the public use and exercise thereof within this our kingdom, and not invented and discovered by the said John Dwight as aforementioned, then upon notification and declaration made by us, our heirs or successors, under our or their signet or privy seal, or by the lords and others of our or their Privy Council, or any six or more of them under their hands, these our Letters Patents shall immediately cease, determine, and be utterly void to all intents and purposes, anything before contained to the contrary notwithstanding: Provided also, that these our Letters Patents or anything therein shall not extend or be interpreted to extend to give privilege to the said John Dwight, his executors, administrators, or assigns, or any of them, to use or imitate any invention or work whatsoever which has been previously discovered or invented by any other of our subjects, and publicly used or practiced within our said realm and dominions, or any of them, to whom we have already granted our similar Letters Patents of Privilege for the sole use, exercise, and benefit thereof, it being our will and pleasure that the said John Dwight, his executors, administrators, and assigns, and all and singular other person or persons to whom we have granted such Letters Patents or privileges, as aforementioned, shall distinctly use and practice their respective inventions by them invented and discovered according to the true intent and meaning of the said Letters Patents and of these presents. And lastly, we do by these presents, for us, our heirs and successors, grant to the said John Dwight, his executors, administrators, and assigns, that these our Letters Patents or the enrollment thereof shall be in and by all things firm, valid, sufficient, and effective in law according to the true intent and meaning thereof, and shall be taken, construed, and adjudged in the most favorable and beneficial sense for the best advantage of the said John Dwight, his executors, administrators, and assigns, as well in all Courts of Record as elsewhere, and by all and singular the officers and ministers whatsoever of us, our heirs and successors in all and singular our realms and dominions whatsoever, and among all our subjects, notwithstanding the not fully and precisely describing the nature or quality of the said inventions, or any of them, or of the materials relating thereto, or any other defects or uncertainties contained in these presents, or any act, statute, ordinance, provision, proclamation, or restriction, or other matter, cause, or thing whatsoever to the contrary in anywise notwithstanding.
In witnesse, &c. Witnesse Ourselfe at Westm, the Twelfth day of June. By Writt of Privy Seale.
In witness, etc. Witness Us at Westminster, the Twelfth day of June. By Writ of Privy Seal.
In 1694[40] Houghton thus, in his “Letters on Husbandry and Trade,” wrote[41] while speaking of the tobacco-pipe clays, “gotten at or nigh Pool, a post-town in Dorsetshire, and there dug in square pieces, of the bigness of about half a hundredweight each; from[124] thence ’tis brought to London, and sold in peaceable times at about eighteen shillings a ton, but now in this time of war is worth about three and twenty shillings,” And again he says: “This sort of clay, as I hinted formerly, is used to clay sugar; and the best sort of mugs are made with it, and the ingenious Mr. Daught of Fulham tells me that ’tis the same earth China-ware is made of, and ’tis made, not by lying long in the earth, but in the fire; and if it were worth while, we may make as good China here as any is in the world. And so for this time, farewel Clay.” Again, on “March 13, 1695,” he thus writes: “Of China-ware I see but little imported in the year 1694, I presume by reason of the war and our bad luck at sea. There came only from Spain certain, and from India certain twice. ’Tis a curious manufacture, and deserves to be encourag’d here, which without doubt money would do; and Mr. Dowoit at Fulham has done it, and can again in any thing that is flat: but the difficulty is that if a hollow dish be made, it must be burnt so much that the heat of the fire will make the sides fall. He tells me that our clay will very well do it; the main skill is in managing the fire. By my consent, the man that would bring it to perfection should have for his encouragement one thousand pound from the publick, though I help’d to pay a tax towards it.”
In 1694, Houghton wrote in his "Letters on Husbandry and Trade" about the tobacco-pipe clays, saying, "These are sourced from or near Pool, a post town in Dorsetshire, and are dug in square pieces, each weighing about fifty pounds. From there, it’s brought to London and sold in peaceful times for about eighteen shillings a ton, but now, during this war, it’s worth about twenty-three shillings.” He adds: “This type of clay, as I mentioned before, is used to coat sugar; the best mugs are made from it, and the clever Mr. Daught of Fulham tells me it’s the same material used for China ware, and it’s made not by sitting in the ground for a long time, but in the fire; and if it were worthwhile, we could make as good China here as anywhere in the world. So for now, goodbye Clay.” Again, on March 13, 1695, he writes: “I see very little China ware imported in 1694, probably due to the war and our bad luck at sea. Only a few shipments came from Spain and India. It’s a fascinating craft and deserves support here, which money could certainly provide; Mr. Dowoit at Fulham has done it and could again for anything flat, but the challenge is that if a hollow dish is made, it must be fired so much that the heat will cause the sides to collapse. He tells me our clay is more than capable; the main skill lies in managing the fire. I believe the person who could perfect it should receive a thousand pounds from the public as an incentive, even if I helped pay taxes toward it.”
Although no specifications are preserved with Dwight’s patents,[42] I am enabled, through the extreme kindness and courtesy of the present owner of the works, C. I. C. Bailey, Esq., to give recipes for the manufacture of porcelain, &c., in Dwight’s own words, and copied from his own private pocket-books. These two extremely curious books were recently discovered among some old account books and their discovery throws considerable light on the history of the plastic art at this period. One of these books, which is bound in vellum, contains on its outside front cover the words:—
Although no specifications are preserved with Dwight’s patents, [42] I am able, thanks to the generosity and kindness of the current owner of the works, C. I. C. Bailey, Esq., to provide recipes for making porcelain, etc., in Dwight’s own words, copied from his private notebooks. These two very interesting books were recently found among some old account books, and their discovery sheds significant light on the history of the plastic arts during this time. One of these books, bound in vellum, has the words on its front cover:—
but the other contains many earlier entries, from 1691. Both the books are in Dwight’s own handwriting. Among the number of[125] curious recipes are the following, which possess more than ordinary interest.
but the other has many earlier entries, dating back to 1691. Both books are in Dwight’s own handwriting. Among the various[125] intriguing recipes are the following, which are particularly interesting.
“To make transparent Porcelane or China Cley.—Take fine white thirty pounds. Best cley sifted twenty pounds. Mingle & tread. This works strong and may be wrought thin vpon ye wheel.
“To make transparent Porcelain or China Clay.—Take thirty pounds of fine white clay. Twenty pounds of the best sifted clay. Mix and knead. This works well and can be formed thin on the wheel."
“To make another transparent porcelane or China Cley.—Take fine white thirty pounds. Best Cley fifteen pounds. Mingle and tread. This works weaker and thicker but burns very clear with low fire.
“To make another transparent porcelain or China clay.—Take fine white thirty pounds. Best clay fifteen pounds. Mix and knead. This creates a softer and thicker product but fires very clear with low heat.
“To make red porcelane Cley.—Take Cley sifted twenty pounds. Ffine dark Earth fifteen pounds. White ꝑ. Cyprus five pounds. Mingle & tread.
“To make red porcelain clay.—Take 20 pounds of sifted clay. 15 pounds of fine dark earth. 5 pounds of white p. Cyprus. Mix and knead.”
“To make a bright red Cley wth Staffordshire red Cley.—Take sifted Staffordshire Cley thirty pounds. ffine dark twenty pounds. Mingle & tread.
To make a bright red clay with Staffordshire red clay.—Take thirty pounds of sifted Staffordshire clay. Fine dark twenty pounds. Mix and knead.
“The fine Stone Cley.—Take sifted cley sixty pounds ffine white fourteen pounds. ffine white sand sifted ten pounds. Mingle and tread. The best way of weighing and mingling this Cley is, 1, To weigh thirty pounds of Cley & put that into ye mingling box, 2, To weigh thirty pounds of Cley and put that also into ye mingling box. Spreading all the Cley till it lye Leuell. 3, Then weigh fourteen pounds of fine white, & ten pounds of fine white sand, and pour ym together upon the Cley, and spread them to lye leuell, yn mingle all ye grate Shouell.
The fine Stone Clay.—Take 60 pounds of sifted clay, 14 pounds of fine white clay, and 10 pounds of fine white sand. Mix and knead them together. The best way to weigh and mix this clay is: 1. Weigh 30 pounds of clay and put it into the mixing box. 2. Weigh another 30 pounds of clay and add that to the mixing box as well. Spread all the clay out evenly. 3. Then, weigh 14 pounds of fine white clay and 10 pounds of fine white sand, pour them together on top of the clay, spread them out evenly, and then mix everything thoroughly with the large shovel.
“The fine white Cley for Gorges & Cans.—Take Cley sifted three and thirty pound, ffine white thirty pounds. Mingle & tread. The readiest way of weighing and mingling this Cley is 1st, Weigh three and thirty pounds of Cley and put it into ye mingling box, spreading it abroad till it lye leuell, 2, Weigh thirty pounds of fine white, put it into the mingling box vpon the Cley, spreading it to the leuell, then mingle them with ye grate Shouell.
The fine white Clay for Gorges & Cans.—Take thirty-three pounds of sifted clay and thirty pounds of fine white clay. Mix and tread. The easiest way to weigh and mix this clay is: 1st, Weigh thirty-three pounds of clay and put it in the mixing box, spreading it out until it's level. 2nd, Weigh thirty pounds of fine white clay and add it to the mixing box on top of the clay, spreading it to be level, then mix them with the large shovel.
“The like fine white Cley in smaller quantity if occasion require.—Take Cley sifted two & twenty pounds, ffine white twenty pounds. Weigh the white first, and lay the Cley a top, mingling ym in the scale.
Like fine white clay in smaller amounts if necessary.—Take 22 pounds of sifted clay, and 20 pounds of fine white clay. Weigh the white clay first, then add the clay on top, mixing them in the scale.
“The fine white Cley for dishes or Teapots to endure boiling water.—Take Cley sifted two & twenty pounds ffine white twenty pounds. White ꝑ. Cyprus six pounds. Weigh these one vpon another and mingle them in ye Scale.
The fine white clay for dishes or teapots to withstand boiling water.—Take twenty-two pounds of fine white clay. Add six pounds of white Cyprus. Weigh these on top of each other and mix them in the scale.
“‘9ber[43] 1695. An Essay towards a China Glasse.—Take calcin’d sand six ounces, ffine white sand two ounces. Mingle and melt them vnder the ffurnace into a white hard glasse. Take of the set white hard glasse beated & sifted half a pound. White Lead two ounces. Mingle & melt them into a glasse to be ground for a china glasse.’ ‘Not (note) yt in burning China you must set pots near the wideness of ye Arches and set them 6 inches distant from one another and from the wall. The little furnace where the last Red Teapots were burnt I take to be a convenient one for this vse.’
“September[43] 1695. An Essay on Making China Glass.—Take six ounces of calcined sand and two ounces of fine white sand. Mix and melt them under the furnace into a white, hard glass. Take half a pound of the set white hard glass, beaten and sifted, and two ounces of white lead. Mix and melt them into glass to be ground for a china glass.’ ‘Note that when firing china, you must place the pots close to the width of the arches and keep them six inches apart from each other and from the wall. I consider the small furnace where the last red teapots were fired to be suitable for this purpose.’”
“1691 March 14. To make a gray Porcellane by Salt.—Take eighteen pound of fine white Earth, two pound of fine pale Earth, twenty pound of Cley, six pound of vnground White Earth sifted through Cyprus sieve; mingle & tread. This is a strong hardy Cley, fit for Garden pots, teapots, dishes &c.
“1691 March 14. To make a gray porcelain using salt.—Take eighteen pounds of fine white clay, two pounds of fine pale clay, twenty pounds of clay, and six pounds of unground white clay sifted through a Cyprus sieve; mix and knead. This is a strong, durable clay suitable for garden pots, teapots, dishes, etc.”
“1691 March 15. To make a blew porcellane Cley to be turn’d into vessells or to spot and inlay pots of any other Porcellane.—Take fiue pounds of Cley, fiue pound of ye fine White Earth, one pound of zaffer fine ground-dryd and done through a midling hair Sieve, mingle & tread. If it be wetted with the white water ’twill be the brighter.
“1691 March 15. To make blue porcelain clay to be shaped into vessels or to glaze and decorate pots made from any other porcelain.—Take five pounds of clay, five pounds of fine white earth, and one pound of fine ground zaffer that has been dried and sifted through a medium hair sieve. Mix and knead together. If it's moistened with the white water, it will be brighter.
“To make another blew porc: Cley more bright.—Take six pound of fine White Earth, four pound of Cley, one pound of zaffer ground fine dry’d & sifted through ye midling hair sieve, mingle, and tread them wth the white water.
To make another blue pigment: Brighten the clay.—Take six pounds of fine white earth, four pounds of clay, one pound of finely ground dry zaffer, and sift it through a medium hair sieve. Mix and knead them with the white water.
“1692 July 12. To make a blew porcell: Cley of inlaying or to turn into vessells.—Take fine white two ounces. White ꝑ. Cyp’s sieve one ounce. Best Smalt one ounce. Cley three ounces.
1692 July 12. To make a blue porcelain: Clay for inlaying or to turn into vessels.—Take fine white two ounces. White per Cyp's sieve one ounce. Best Smalt one ounce. Clay three ounces.
“1693 9ber 14. To make transparent porcellane or China Cley.—Take fine white Earth thirty pounds. Cley sifted twenty pounds. Mingle & tread.
1693 Nov 14. To make transparent porcelain or China Clay.—Take thirty pounds of fine white earth, twenty pounds of sifted clay. Mix and knead.
“To make another transparent porcellane or China Cley.—Take fine white Earth thirty pounds, Cley sifted fifteen pounds. Mingle and tread.”
“To make another transparent porcelain or China clay.—Take thirty pounds of fine white earth and fifteen pounds of sifted clay. Mix and knead.”
[126]
[126]
Other recipes are:
Other recipes include:
“Light grey Cley to endure boiling water;” “ffiner light grey Cley for ye like vses;” “Mouse coloured cley to endure boiling water;” “ffiner mouse coloured Cley for ye same vse;” “1698 Apr: 6. To make Number Sixteen;” “The best White Cley to make Gor: Cans, or dishes to endure boiling water;” “To make ye White Earth;” “To make the White Earth in larger quantity at one time;” “To make the Dark Earth;” “To make fine White;” “To make fine Dark;” “To make calcin’d Sand;” “To make white ꝑ. Cyprus;” “To make ye Black Earth;” “A fine brown colour wth out Grinding;” “To make a fine bright and strong brown;” “To make ye brightest brown colour;” “Cley to burn brown;” “for marbling stone-pots;” “White to marble ston pots;” “Another grey for marbl: stone pots;” “To make a fine white porcellane Cley to be burnt wth Salt fitt only for things of ornament;” “Grey Cley for ye like vse;” “A darker Cley for ye same vse;” “A Mouse colour’d Porcellane wth white specks;” “A bright Mouse colourd Cley to endure boiling water;” “A fine porcellane Cley fit for deep dishes wth out handles to be burnt wth out glasse in the strongest fire that may serve to perfect ye China ware. ℞ Cley twenty pounds. ffine White twenty pounds. fine Black Earth two pounds. White ꝑ Cyprus sieve six pounds. Mingle & tread;” “The best Dark Earth;” “The fine grinding of the Dark Earth;” “The best browne glasse for white browne pots;” “To make the Dark Earth;” “A dark colour’d Cley for marbled dishes and teapots to endure boiling water;” “The Mouse colour’d Cley to endure boiling water;” “Another lesse red Cley;” “To make a grey porcellane Clay hardy & fit for Garden Potts, Teapots &c.;” “Another lighter Grey Cley;” “To make a deep red Cley of the Staffordshire red Cley;” “Another good red of ye same Cley;” “Another Red Cley;” “To make a Cley to burn brown strong & hardy fit for teapots to be sprig’d white;” “To make ye best fine ston Clay;” “Wh: br: & wh: gor: to be excisd[44] Cley sixty pounds, White sand 12 pounds, ffine White 24 pounds.”
“Light gray clay that can handle boiling water;” “finer light gray clay for the same uses;” “Mouse-colored clay that can handle boiling water;” “finer mouse-colored clay for the same use;” “1698 April 6. To make Number Sixteen;” “The best white clay for making porcelain cans or dishes that can withstand boiling water;” “To make the white earth;” “To make the white earth in larger quantities at one time;” “To make the dark earth;” “To make fine white;” “To make fine dark;” “To make calcined sand;” “To make white from Cyprus;” “To make the black earth;” “A fine brown color without grinding;” “To make a fine, bright, and strong brown;” “To make the brightest brown color;” “Clay to fire brown;” “for marbling stone pots;” “White for marbling stone pots;” “Another gray for marbled stone pots;” “To make a fine white porcelain clay to be fired with salt, suitable only for ornamental items;” “Gray clay for the same use;” “A darker clay for the same use;” “A mouse-colored porcelain with white specks;” “A bright mouse-colored clay that can withstand boiling water;” “A fine porcelain clay fit for deep dishes without handles, to be fired without glass in the strongest fire that can perfect the china ware. ℞ Clay twenty pounds. Fine white twenty pounds. Fine black earth two pounds. White from Cyprus sieve six pounds. Mix & tread;” “The best dark earth;” “The fine grinding of the dark earth;” “The best brown glass for white brown pots;” “To make the dark earth;” “A dark-colored clay for marbled dishes and teapots that can withstand boiling water;” “The mouse-colored clay that can withstand boiling water;” “Another lesser red clay;” “To make a gray porcelain clay that is hardy and suitable for garden pots, teapots, etc.;” “Another lighter gray clay;” “To make a deep red clay from the Staffordshire red clay;” “Another good red of the same clay;” “Another red clay;” “To make a clay to fire brown, strong and hardy, suitable for teapots to be sprigged white;” “To make the best fine stone clay;” “White brown & white green to be excised [44] clay sixty pounds, white sand twelve pounds, fine white twenty-four pounds.”
These extracts will be amply sufficient to show the interest and importance of these curious old books which have so kindly been placed at my disposal for this work by their owner, Mr. Bailey, but I cannot refrain from giving some extracts of a totally different character. These relate to the way Mr. Dwight had of being his own banker by hiding his money in all sorts of out-of-the-way corners of his pot-works until wanted. Probably there may still be some of this “treasure-trove,” as well as his moulds and models, &c., to be turned on by some fortunate possessor of the place.
These excerpts will more than enough show the interest and significance of these fascinating old books that their owner, Mr. Bailey, has generously lent me for this work. However, I can't help but include some extracts of a completely different nature. These relate to how Mr. Dwight managed to be his own banker by stashing his money in all sorts of hidden corners of his pottery works until he needed it. There might still be some of this “treasure trove,” along with his molds and models, etc., waiting to be discovered by some lucky person who owns the place.
“In ye old Labouratory at the old house, in two holes vnder the fire-place on both sides ye ffurnace in 2 half pint Gor: Couered 460.
“In the old laboratory at the old house, in two holes under the fireplace on both sides of the furnace in 2 half pint jars: Covered 460.”
“Behind the door of the Old Labouratory, & within ye end of ye bench, in a pot couered 200.
“Behind the door of the Old Laboratory, and at the end of the bench, in a pot covered 200.
“In ye second presse in ye said Laboura: vnder some papers at ye bottome in a bag some mill’d money.[47]
“In the second press in the said Labor, under some papers at the bottom in a bag, some milled money. [47]”
“Behind ye doore of the little parlor old house in a corner some mill’d money.[47]
“Behind the door of the little parlor in the old house in a corner some money was made. [47]
“In ye same little parlour behind some boxes just going into ye kitchen some mill’d money.[47]
“In the same little parlor behind some boxes leading into the kitchen, some minted money. [47]”
[127]
[127]
“In two holes of that great furnace running in almost to the Ouen, 2 boxes full of mill’d money. May be drawn out wth a long crooked Iron standing behind ye kitchen door.[47]
“In two openings of that huge furnace leading almost to the Ouen, there are 2 boxes full of minted money. They can be pulled out with a long, bent iron rod that's kept behind the kitchen door.[47]
“1698 Vnder ye lower shelfe in ye kitchen near ye Oven, 2 cans couer’d.
“1698 Under the lower shelf in the kitchen near the oven, 2 covered cans.”
“In severall holes of ye ffurnace in ye middle of the kitchin opening at ye top where the sands lyes is a purse of 100 gui: & seuerall Cans couer’d.
"In several holes of the furnace in the middle of the kitchen, opening at the top where the sand lies, is a purse of 100 guineas and several covered cans."
“At ye further End of the bottome hole of my furnace in the little parlour a box of 200l.”
“At the far end of the bottom hole of my furnace in the little parlor, there’s a box of 200l.”
There are also many other matters of interest in these books; among them the names of
There are also many other interesting topics in these books; including the names of
evidently in her own handwriting, and which I take to mean “Lydia Dwight, her book, Fulham, 15”—the 15 being her age, which is arrived at by adding the figures together as they occur in form of a cross, 1, 2, 8, and 4.
evidently in her own handwriting, and which I take to mean “Lydia Dwight, her book, Fulham, 15”—the 15 being her age, calculated by adding the numbers together as they appear in the cross shape, 1, 2, 8, and 4.
“Ly D. Lewin,” “Lydia Dwigh,” “Mrs. Deb Nel,” “Mrs. Deb N,” “Mary,” “Deb Nel,” “Miss Betty Osgood,” “Miss Lucy,” “Miss Betty Osgood,” and “Miss Molly Osgood,” are also scribbled in different parts of the book.
“Ly D. Lewin,” “Lydia Dwigh,” “Mrs. Deb Nel,” “Mrs. Deb N,” “Mary,” “Deb Nel,” “Miss Betty Osgood,” “Miss Lucy,” “Miss Betty Osgood,” and “Miss Molly Osgood,” are also written in different parts of the book.
Dwight is stated to have buried, in like manner as he did his money, all his models, tools, moulds, &c., in some still-unknown secret hiding-place of his manufactory that his descendants might not continue that branch of the trade which he had been the first to invent; and very securely he has, evidently, done this; for, whatever may be found in future alterations and excavations, it is certain that these have never yet been brought to light. A few years ago, however, after taking down some of the old buildings, which had become much dilapidated, the workmen, while digging foundations for the new workshops, &c., discovered a vaulted chamber or cellar which had been firmly walled up, and which, on being broken into, was found to contain a number of stoneware grey-beards or bellarmines and ale-pots, &c., undoubtedly of Dwight’s manufacture. These were of the same form, precisely, as the old Cologne ones which they were intended to, and did, supersede in this country—and were those “fine stone gorges never before made in England”—and for which[128] his patent was granted. One of these, presented to me by the present proprietor of the works, Mr. Bailey, I here engrave (Fig. 338).
Dwight is said to have buried, just like he did with his money, all his models, tools, molds, etc., in some still-unknown secret hiding place of his factory to prevent his descendants from continuing the trade he was the first to create. Clearly, he managed to do this very securely, since, regardless of what might be uncovered in future renovations and excavations, it's certain that these items have never been revealed. A few years ago, however, after demolishing some of the old buildings that had become quite run-down, the workers, while digging foundations for the new workshops, discovered a vaulted chamber or cellar that had been firmly sealed. When they broke into it, they found a number of stoneware grey-beards or bellarmines and ale-pots, undoubtedly made by Dwight. These were the exact same shape as the old Cologne ones that they were meant to replace in this country—and were those "fine stone gorges never before made in England"—for which his patent was granted. One of these, given to me by the current owner of the works, Mr. Bailey, I have engraved here (Fig. 338).
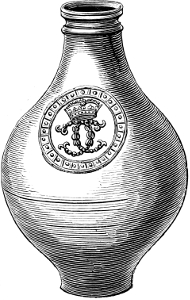
Fig. 338.
Fig. 338.
Nothing, at present, is known as to when the death of John Dwight took place, or who succeeded him. A Dr. Dwight died at Fulham in 1737, who, according to the Gentleman’s Magazine of that year, was “author of several curious treatises on physic. He was the first that found out the secret to colour earthenware like china;” but this was not John Dwight, as supposed by some writers, but Samuel Dwight, who, in 1722, published “De Vomitione, et Purgatione, eorumque excessu curando, necnon de emiticis Medicamentis, de Catharticis, et Variolis, et Morbillis;” in 1725, “De Hydropibus;” and in 1731, “De Febribus, Symptomaticis.” As the death of this Samuel Dwight took place in 1737, or sixty-six years after the date of John Dwight’s patent, the probability is that he was the son of John Dwight, and that his finding out the secret of colouring earthenware like china took place while engaged in his father’s business. About this time it would appear (probably after the death of Samuel Dwight) the business was carried on by a Margaret Dwight, in partnership with Thomas Warland, and these two—Margaret Dwight and Thomas Warland of Fulham, potters—became bankrupt in 1746. This lady is said afterwards to have married a Mr. White, or Wight, who continued the works. In 1762 “William White, of Fulham, in the county of Middlesex, potter,” took out a patent for the manufacture of “white crucibles or melting potts made of British materials, and never before made in England or elsewhere, and which I have lately sett up at Fulham aforesaid,” and which were composed of “Stourbridge clay and Dorsetshire clay, calcined; mix them with Woolwich sand and water, to be trodden with the feet, and then burned.” For these he had, in the previous year, obtained a premium from the Society of Arts. In 1795 the works were, according to Lysons, “carried on by Mr. White, a descendant in the female line of the first proprietor,”[129] and they were so continued until 1862, when, on the death of the then Mr. White, they passed into the hands of Messrs. Makintosh and Clements. Two years later, however, on the death of Mr. Makintosh, the works were sold to the present proprietor, Mr. C. I. C. Bailey, who shortly afterwards considerably enlarged and improved them; he having built a new factory and introduced the newest and most improved machinery.
Nothing is currently known about when John Dwight died or who took over after him. A Dr. Dwight passed away in Fulham in 1737, who, according to the Gentleman’s Magazine from that year, was “the author of several interesting treatises on medicine. He was the first to discover the secret of coloring earthenware like china;” but this was not John Dwight, as some writers have suggested, but Samuel Dwight, who published “De Vomitione, et Purgatione, eorumque excessu curando, necnon de emiticis Medicamentis, de Catharticis, et Variolis, et Morbillis” in 1722; “De Hydropibus” in 1725; and “De Febribus, Symptomaticis” in 1731. Since Samuel Dwight died in 1737, which was sixty-six years after John Dwight received his patent, it’s likely that he was John Dwight’s son and that he discovered the method for coloring earthenware while working in his father’s business. Around this time, it seems that the business was run by a Margaret Dwight in partnership with Thomas Warland, and the two—Margaret Dwight and Thomas Warland of Fulham, potters—went bankrupt in 1746. This woman is said to have later married a Mr. White or Wight, who continued the work. In 1762, “William White, of Fulham, in the county of Middlesex, potter,” patented the production of “white crucibles or melting pots made of British materials, which had never before been made in England or elsewhere, and which I have recently set up at Fulham,” composed of “Stourbridge clay and Dorsetshire clay, calcined; mixed with Woolwich sand and water, to be stomped on, and then burned.” For these, he received a premium from the Society of Arts the previous year. In 1795, according to Lysons, the works were “operated by Mr. White, a descendant in the female line of the first owner,”[129] and they continued until 1862, when, upon the death of the then Mr. White, they were taken over by Messrs. Makintosh and Clements. However, two years later, after Mr. Makintosh died, the works were sold to the current owner, Mr. C. I. C. Bailey, who soon after significantly expanded and improved them; he built a new factory and introduced the latest and most advanced machinery.
The articles and the wares made by the Dwights will have been pretty well understood from the foregoing notice; but, in addition, it is essential to speak of some few well-authenticated examples which still exist. About the time of the sale in 1862, Mr. Baylis, of Priors Bank, obtained from the Fulham works a number—about twenty-five—of extremely curious and historically valuable specimens of the ware produced there by the Dwights, and kept in the family. Of these he sent a brief account to the Art-Journal,[48] a part of which I here transcribe:—
The articles and goods made by the Dwights have been pretty well explained in the earlier note; however, it’s also important to mention a few well-documented examples that still exist. Around the time of the sale in 1862, Mr. Baylis, from Priors Bank, obtained from the Fulham works about twenty-five very interesting and historically significant pieces of ware produced there by the Dwights, which have been kept in the family. He sent a brief account of these to the Art-Journal,[48] a portion of which I will transcribe here:—
“The first is a dish, said, and with more than mere probability, to be one of a dinner set manufactured for the especial service of Charles II. It is of a round form and large size, being 64½ inches in circumference. The groundwork is a rich blue, approaching to the ultramarine; it is surrounded by a broad rim nearly four inches wide, formed by a graceful border of foliage and birds in white, and shaded with pale blue. The whole of the centre is occupied by the royal arms, surmounted by its kingly helmet, crown and lion crest. The arms themselves are encircled with the garter, on which is inscribed the well-known motto, ‘Honi soit qui mal y pense.’ The arms and supporters rest upon a groundwork of foliage, in the middle of which is the motto, ‘Dieu et mon Droit.’ The workmanship of this piece of crockery is of very superior character, and a dinner set of similar ware would make many a modern one look poor. The solitary specimen left of this once-magnificent royal dinner service is believed to be by far the finest extant of this early English manufacture, and includes five classical figures of brown ware, of admirable execution, testifying to the skill and taste of the Italian workmen: they consist of Saturn—at least we presume it is meant for him, as he is represented with a child in his arms, which he seems to be on the point of devouring, according to his agreement with his brother Titan. He has already got the child’s hand in his mouth, and the bite of his teeth is by no means agreeable to his offspring, as is evident by the expression of pain on his countenance. The next figure is Jupiter, the third is Neptune, the fourth Mars, and the fifth either Adonis or Meleager, the emblem of the boar’s head applying to either—the former being killed by a boar; the latter having killed the boar; and as the head is cut off, and lying at his feet, it is most probably Meleager, as he cut off the head of the beast and presented it to Atalanta. The grey ware consists of a bust of Charles II.; a bust of his queen, Catherine of Braganza; another of James II., and a companion one of his queen, Mary d’Este—all four of meritorious execution and excellent likenesses; a statuette of Flora; a likeness of one of the Dwight family, thirteen inches high; another of Adonis, same height; and a likeness of a lady; a portrait of one of the Dwights; a smaller pair of statuettes of a gentleman and lady of the court of Charles II., probably intended as likenesses; a curious figure, or rather bust, of one sleeping, or rather lying on a pillow, for it was a death likeness, and is inscribed ‘Lydia Dwight, dyd March the 3rd, 1762;’ a drinking cup, called Hogarth’s cup—it is lettered ‘Midnight Conversation,’ and and has on it a representation of Hogarth’s picture in raised figures, and also four arms of the City companies. There are also four brown liqueur bottles, with white figures in relief, temp.[130] Charles II., with his initial letter; and one or two specimens, such as a butter-boat and a couple of pickle saucers of fine grey ware; but these appear of a somewhat different kind of manufacture, and may have been brought from Delft.”[49]
The first item is a dish that is believed, with more than just a hint of probability, to be part of a dinner set made specifically for Charles II. It has a round shape and is quite large, measuring 64½ inches in circumference. The base color is a rich blue, close to ultramarine, and it is surrounded by a wide rim of nearly four inches, decorated with a graceful border of white foliage and birds, shaded with light blue. The center of the dish features the royal arms, topped with a king's helmet, crown, and lion crest. The arms are encircled by the garter, which bears the well-known motto, ‘Honi soit qui mal y pense.’ The arms and their supporters rest on a background of foliage, in the middle of which is the motto, ‘Dieu et mon Droit.’ The craftsmanship of this piece of pottery is exceptional, and a similar dinner set would make many modern ones look inferior. The only surviving piece of this once-magnificent royal dinner service is considered to be the finest remaining example of early English pottery, and includes five classical figures made of brown ware, showcasing the skill and taste of the Italian artisans. They represent Saturn—at least that’s what we assume, as he is depicted with a child in his arms, seemingly poised to devour him, in line with his agreement with his brother Titan. He has already gotten the child’s hand in his mouth, and the grimace on the child’s face clearly shows his discomfort. The next figure is Jupiter, the third is Neptune, the fourth Mars, and the fifth is either Adonis or Meleager, as both are associated with the emblem of the boar's head—the former was killed by a boar; the latter killed the boar. Because the head is severed and lies at his feet, it is likely Meleager, who cut off the beast's head and presented it to Atalanta. The gray pottery includes a bust of Charles II; a bust of his queen, Catherine of Braganza; another of James II, and a similar one of his queen, Mary d’Este—all four are well-made likenesses. There is also a statuette of Flora; a likeness of a member of the Dwight family, standing thirteen inches high; another of Adonis of the same height; and a likeness of a lady; a portrait of one of the Dwights; a smaller pair of statuettes of a gentleman and lady from the court of Charles II., likely meant to be portraits; a curious figure, or rather bust, of someone sleeping or lying on a pillow, as it was a death likeness, inscribed ‘Lydia Dwight, dyd March the 3rd, 1762;’ a drinking cup, known as Hogarth’s cup—it is labeled ‘Midnight Conversation’ and features a representation of Hogarth’s picture in raised figures, as well as four arms of the City companies. Additionally, there are four brown liqueur bottles with white figures in relief, temp.[130] from the time of Charles II, along with one or two other items like a butter boat and a couple of fine gray pickle saucers; however, these appear to be of a slightly different style of manufacture and may have been brought from Delft.
Other productions were flip-cans, gorges, grey beards, ale pots, bottles, mugs, single figures and groups, busts, statuettes, flasks, leaf-dishes, &c. In the Jermyn Street Museum are some examples of this ware, and others may be found in various private collections. Among the latter may be named an historically interesting flip-can, belonging to “Robinson Crusoe,” and carefully preserved by his family. It bears the incised inscription—
Other items included flip-cans, gorges, grey beards, ale pots, bottles, mugs, individual figures and groups, busts, statuettes, flasks, leaf dishes, etc. The Jermyn Street Museum has some examples of this type of ware, and others can be found in various private collections. Among those collections is a historically significant flip-can that belongs to “Robinson Crusoe,” which has been carefully kept by his family. It has an incised inscription—
and is said to have been made for him in or about 1703.
and is said to have been made for him around 1703.
The goods now made at these works, by Mr. Bailey, are glazed and unglazed stoneware, porous ware, terra-cotta, and china. In stoneware, or “Bristol ware,” all the usual domestic vessels—in bottles, pitchers, jars, pans, drinking-mugs, tobacco-pots, feet, carriage, and chest warmers, funnels, bird fountains, barrels, filters, &c.—are made very extensively, as also are drain and sanitary pipes, traps, &c., of every description. The stoneware is of the hardest, finest, and most durable character, and the glaze is remarkably good. To this excellent quality is to be attributed the success of these works, Mr. Bailey supplying, I believe, the large house of Crosse & Blackwell, as well as many distillers, chemists, and shippers, with their stoneware, both for home and export trade, and constantly increasing his business and premises. Works of art of a high order, in his stoneware, terra cotta, china, and other productions, are now executed. For the stoneware department, M. Cazin, late Director of the School of Art at Tours, in France, has been engaged chiefly to design figured and other fancy jugs, mugs, cannettes, &c. Some of these, with armorial bearings and other decorations in incised lines, or impressed, are remarkably good adaptations of the antique. A cannette, in my own possession, bearing the artist’s name, “CAZIN, 1872, STUDY,” is remarkably good, and gives evidence of great things to follow. Another example, also in my own possession, and made expressly for me, is of excellent form and[131] remarkably pure and simple design. It bears an admirably modelled armorial medallion, with arms, crests, helmet, mantling, &c., and is likewise decorated with incised and relief ornaments. On the bottom is the date, incised, “1873,” and on the handle the artist’s name, C. CAZIN, also incised. In 1872 Mr. Bailey received a medal at the Dublin Exhibition for his stoneware and terra cotta.
The products currently made at these workshops by Mr. Bailey include both glazed and unglazed stoneware, porous ware, terra-cotta, and china. In stoneware, or “Bristol ware,” all the common household items—like bottles, pitchers, jars, pans, drinking mugs, tobacco pots, foot warmers, carriage warmers, chest warmers, funnels, bird fountains, barrels, filters, etc.—are produced extensively. Also included are drainage and sanitary pipes, traps, and everything else you might need. The stoneware is exceptionally hard, high quality, and very durable, and the glaze is notably impressive. This excellent quality contributes to the success of these workshops, where Mr. Bailey supplies, I believe, the large company Crosse & Blackwell, as well as many distillers, chemists, and shippers with their stoneware for both domestic and export markets, continually growing his business and facilities. High-quality works of art in his stoneware, terra cotta, china, and other items are now being produced. For the stoneware section, M. Cazin, former Director of the School of Art in Tours, France, has been mainly hired to design decorative and unique jugs, mugs, and cannettes. Some of these, featuring armorial designs and other decorations created with incised lines or impressions, are excellent adaptations of antique styles. I own a cannette that bears the artist’s name, “CAZIN, 1872, RESEARCH,” which is outstanding and showcases the potential for future creations. Another piece, made specifically for me, has excellent form and[131] a remarkably simple design. It features a beautifully crafted armorial medallion with arms, crests, a helmet, mantling, etc., and includes both incised and raised decorations. The bottom is incised with the date “1873,” and the handle shows the artist's name, C. CAZIN, also incised. In 1872, Mr. Bailey won a medal at the Dublin Exhibition for his stoneware and terra cotta.
Mr. Bailey has introduced a marked improvement in the construction of filters—the water passing downwards at the back, and then rising in zig-zag direction by its own force to the tap at the top in front—thus the water has to travel a much further distance through the filtering matter (as shown by the arrows in the section) than the old method, and having to be taken a far more circuitous course, it is brought more thoroughly in contact with the purifying medium. The usual method is for the water to pass perpendicularly down or up, but in these filters the water is kept a considerable time in contact with the charcoal and other ingredients, and any sediment is left at the bottom, instead of forming a compact mass of filth for the water to pass through each time it is filled.
Mr. Bailey has made a significant improvement in the design of filters—the water flows downwards at the back and then rises in a zig-zag pattern by its own pressure to the tap at the top front. This means the water has to travel a much longer distance through the filtering material (as indicated by the arrows in the section) compared to the old method. Because the water takes a much more indirect route, it has more thorough contact with the purifying medium. Typically, water moves straight up or down, but in these filters, the water stays in contact with the charcoal and other materials for a much longer time, and any sediment settles at the bottom instead of creating a compact mass of debris for the water to pass through every time it is filled.
Fig. 339.
Fig. 339.
Terra-cotta stoves, of simple and effective construction, are also extensively made at these works. In “Sunderland Ware”—i.e. brown ware, white inside—cream pots, starch pans, milk bowls, dishes, trays, and basins are largely manufactured.
Terra-cotta stoves, built simply and effectively, are also widely produced at these facilities. In “Sunderland Ware”—i.e. brown pottery with a white interior—cream pots, starch pans, milk bowls, dishes, trays, and basins are commonly manufactured.
Chemical apparatus—receivers, retorts, evaporating dishes, condensing worms, filtering and other funnels, still heads, &c.,—are a speciality in these works, and are of high repute.
Chemical equipment—receivers, retorts, evaporating dishes, condensing coils, filtering and other funnels, still heads, etc.—are a specialty in these works and are highly regarded.
These various goods were thus spoken of in the Official Report of the International Exhibition, 1871:—
These different products were mentioned in the Official Report of the International Exhibition, 1871:—
“Mr. Bailey exhibits some samples of well-made chemical ware of a highly vitreous and durable body, consisting of acid tanks, retorts, receivers, condensing worms, and other vessels. He sends one or two specimens of sewer pipes, well burnt, and of dense body. His contribution of Bristol ware, for excellence of make, glaze, and colour, is equal to any exhibited, and comprises, among many other things, an ingenious ascension filter, in which, by a certain arrangement of stoneware discs in the interior, the water is more exposed to the filtering material than in ordinary filters. A churn, entirely constructed of stoneware, by this exhibitor, is also well worth notice; it is stated to be exceedingly rapid in its action.”
“Mr. Bailey showcases some samples of well-made chemical ware that are highly vitreous and durable, including acid tanks, retorts, receivers, condensing worms, and other vessels. He provides one or two samples of sewer pipes that are well fired and dense. His collection of Bristol ware, known for its excellent craftsmanship, glaze, and color, is on par with the best exhibited, featuring, among many other items, a clever ascension filter where a specific arrangement of stoneware discs inside allows the water to come into greater contact with the filtering material compared to regular filters. A churn made entirely of stoneware by this exhibitor is also noteworthy; it's said to be extremely fast in its operation.”
In terra-cotta, the Fulham Works now produce vases, statues, architectural enrichments, chimney shafts, stoves, &c., of very good quality and of admirable design; Mr. R. W. Martin, sculptor, student of the Royal Academy and Government Schools of Art,[132] having been engaged as modeller and designer. The productions in this department are of a very high order of merit, and will take rank with those of any other manufactory. The brackets and jardinières are of great beauty, and are characterised by a pure artistic feeling and a touch such as is seldom attained; the pieces bear evidence of being not only modelled by a clever artist, but of receiving finishing-touches by the master-hand itself. In colour the Fulham terra cotta is a light pink and a rich red, and, when these are combined, a peculiar delicacy and finished effect is produced. The mark R. W. Martin fecit occurs on the productions of this artist.
In terracotta, the Fulham Works now creates vases, statues, architectural details, chimney shafts, stoves, etc., that are of very good quality and impressive design. Mr. R. W. Martin, sculptor, student of the Royal Academy and Government Schools of Art, [132] has been hired as the modeller and designer. The pieces from this department are of a very high standard and can compete with those from any other manufacturer. The brackets and jardinières are beautifully crafted and show a pure artistic touch that is rarely achieved; the items reflect that they were not only crafted by a skilled artist, but also polished by a true master. The Fulham terracotta features a light pink and a rich red color, and when combined, they create a unique delicacy and refined effect. The mark R.W. Martin fecit appears on the works of this artist.
The manufacture of china ware was, during the year 1873, very wisely and successfully added to this establishment, and, with the aid of the good workmen and artists who have been engaged, has already done much to establish a fresh fame for Fulham. The art direction of this branch was placed by Mr. Bailey in the hands of Mr. E. Bennet, a well-known sculptor, while the china body flowers, &c., were undertaken by Mr. Hopkinson. I am the more particular in stating these arrangements as, being the beginning of a new manufacture, I am desirous of putting on record the circumstances of its commencement. The “body,” it may be well to note, is made from Dwight’s original recipe—the very body of which the first china ware made in England was produced—and therefore the “Fulham china” of to-day has an historical interest attached to it which is possessed by no other. It was a wise thought that induced Mr. Bailey to restore to Fulham the special manufacture which has rendered its name famous in the ceramic annals of this country; and it is to be hoped that the spirit he has shown will be amply compensated by a liberal patronage of his productions.
The production of china ware was, in 1873, smartly and successfully added to this establishment, and, with the help of the skilled workers and artists involved, has already contributed significantly to creating a new reputation for Fulham. Mr. Bailey entrusted the art direction of this branch to Mr. E. Bennet, a well-known sculptor, while Mr. Hopkinson took on the work for the china body flowers, etc. I'm particularly noting these details because, as this is the start of a new line of production, I want to document how it began. It’s worth mentioning that the “body” is made from Dwight’s original recipe—the very same mix used to create the first china ware made in England—so the “Fulham china” of today carries a historical significance that no other can match. Mr. Bailey's decision to bring back this special craft to Fulham has been a wise move, as it has made the area famous in the history of ceramics in this country; and we can only hope that his dedication will be rewarded with generous support for his products.
The marks used by Mr. Bailey are:—
The marks used by Mr. Bailey are:—

At the 1871 Exhibition (at which no medals were given) Mr. Bailey’s productions were highly spoken of in the Official Report; and at the Dublin Exhibition of 1872 he was awarded a medal for his terra cotta and stoneware.
At the 1871 Exhibition (where no medals were awarded), Mr. Bailey's work received great praise in the Official Report; and at the Dublin Exhibition of 1872, he won a medal for his terra cotta and stoneware.
[133]
[133]
Lambeth.
Lambeth has been a seat of pottery manufacture from an early period. In mediæval times the characteristic brown-ware pitchers, pans, tygs, &c., were made; and, later on, at this place was quite a colony of makers of Delft ware, who in turn gave place to stoneware manufacturers. China, too, appears to have been made at Lambeth from perhaps 1760, or thereabouts. It is recorded that in the middle of the seventeenth century the Delft ware manufacture commenced; but it is not unlikely that Rous and Cullyn, some years earlier, here established themselves in the making of “stone potts, stone jugs, and stone bottels,” for which they received a patent in 1626.[50] It is conjectured, and with some probability, that one of the Delft ware makers at this place was John Ariens Van Hamme, a Dutchman, who had come over from the Hague under the encouragement of our ambassador, who, as has already been shown,[51] took out a patent in 1676 for the “art of makeinge tiles and porcelane and other earthen wares, after the way practiced in Holland,” and who, with his staff of workmen, probably formed the nucleus of what was afterwards a nest of potters, comprising, according to the “History of Lambeth,” no less than twenty manufactories. In 1693 a trial took place in the Court of Exchequer concerning some parcels of potter’s clay which had been seized by the Custom House officers, under pretence that it was fuller’s earth. In this trial five London potters, William Knight, Thomas Harper, Henry De Wilde, John Robins, and Moses Johnson, gave evidence in favour of the clay being potter’s clay. There is nothing in the record of this trial to identify any of the five potters therein named with Lambeth; but the probability is that some of them belonged to that place. One of them, William Knight, was undoubtedly the “William Knight of the parish of St. Buttolph Without, Aldgate, London, Pottmaker,” concerning whom I give, from the original deed in my possession, some particulars under the head of “Aldgate;” some of the others were, I believe, of Lambeth. The account of the trial has been printed by my friend, Mr. Reeks, in the “Catalogue of the Museum of Practical Geology,” and is so interesting that I here reproduce it entire.
Lambeth has been a center for pottery production since ancient times. During the medieval period, characteristic brown pottery, like pitchers, pans, and mugs, was made here. Later on, there was a significant group of Delft ware manufacturers, who eventually gave way to those producing stoneware. It seems that porcelain was also made in Lambeth starting around 1760. It's noted that Delft ware production began in the mid-17th century; however, it's likely that Rous and Cullyn set up shop here a few years earlier, creating “stone pots, stone jugs, and stone bottles,” for which they secured a patent in 1626.[50] It's speculated, and with some reason, that one of the Delft ware makers in Lambeth was John Ariens Van Hamme, a Dutchman who came from The Hague at the urging of our ambassador, who, as mentioned before,[51] obtained a patent in 1676 for the “art of making tiles and porcelain and other earthenwares, as practiced in Holland,” and who, along with his team of workers, likely formed the foundation of what later became a cluster of potters, totaling at least twenty manufacturers according to the “History of Lambeth.” In 1693, a trial occurred in the Court of Exchequer regarding parcels of potter’s clay seized by Customs officers, who claimed it was fuller’s earth. In this trial, five London potters—William Knight, Thomas Harper, Henry De Wilde, John Robins, and Moses Johnson—testified that the clay was indeed potter’s clay. The trial records do not tie any of the five potters to Lambeth, but it’s probable that some were from there. One of them, William Knight, was certainly the “William Knight of the parish of St. Buttolph Without, Aldgate, London, Pottmaker,” about whom I provide some details from the original deed I have, under the section “Aldgate;” I believe some of the others were from Lambeth as well. My friend, Mr. Reeks, has published an account of the trial in the “Catalogue of the Museum of Practical Geology,” and it’s so interesting that I’m reproducing it here in full.
[134]
[134]
A Brief Account of the Evidence given on behalf of Edmund Warner, at a Tryal had at the Bar the 24th of November, 1693, before the Four Barons of the Exchequer, relating to a Parcel of Potters Clay, seized by the Custom-House Officers, under the pretence of it’s being Fullers Earth.
A Brief Account of the Evidence given on behalf of Edmund Warner, at a Trial held at the Bar on the 24th of November, 1693, before the Four Barons of the Exchequer, concerning a Shipment of Potters Clay, confiscated by the Customs Officers on the grounds that it was Fullers Earth.
William Riddal swore that he was Steward and Tenant to the said Warner for above 20 Years, in all which time the said Warner constantly sold to the Potters in London considerable quantities of the same sort of clay now in dispute, for the making of White and Painted Earthen-Ware: That he never knew or heard that the least Parcel of it was ever sold as Fullers-Earth, or put to any other Use than making Earthen-Ware, excepting some small quantities yearly in the Neighbourhood for daubing of Houses, which may be alledged as a good Argument that the said Clay is not of the nature of Fullers-Earth; for, whereas this makes the best Clay Wall in England, if it were of the nature of Fullers-Earth, upon the first wet Weather it would all fall to the Ground: He likewise further deposed, That the first time the said Warner shipt the said Clay for Holland, it was seized by the Custom-house Officers as Fullers-Earth; but upon Tryal of it, they were convinced of their Error, and cleared the same.
William Riddal testified that he was the Steward and Tenant for the said Warner for over 20 years. During that time, the said Warner consistently sold large quantities of the same type of clay being disputed to Potters in London for making White and Painted Earthen-Ware. He stated that he never knew or heard of any small amount being sold as Fullers-Earth or used for anything other than making Earthen-Ware, except for some small quantities used locally each year for plastering houses, which may be a strong indication that the clay is not Fullers-Earth. This clay produces the best Clay Wall in England, and if it were Fullers-Earth, it would collapse at the first rain. He also mentioned that the first time the said Warner shipped the clay to Holland, it was seized by Custom-house Officers as Fullers-Earth; however, after testing it, they realized their mistake and released it.
William Knight, Thomas Harper, Henry de Wilde, John Robins, Moses Johnson are all Potters in London, and swore that they had all seen the said Warner’s Clay, which was seized, that it was really Potter’s Clay, and of the same sort which they had constantly bought of him, some for above 25 Years, others ever since they were Traders, that it is of a quite different nature from Fullers Earth; for the said Warner’s Clay tho’ never so often dissolved in Water, may be brought into a Body again, and will work, like Wax, into any shape, whereas Fullers Earth being once dissolved is never to be got into any Body, but when it is dry crumbles like Sand, and all the art of Man can never make a Pot of it.
William Knight, Thomas Harper, Henry de Wilde, John Robins, and Moses Johnson are all potters in London, and they swore that they had all seen the clay belonging to Warner that was seized. They confirmed that it was indeed potter's clay, the same type they had regularly purchased from him—some for over 25 years, while others had been doing so since they started trading. They noted that it is completely different from fuller's earth; although Warner’s clay can be dissolved in water multiple times, it can be reformed into a solid and molded like wax into any shape. In contrast, fuller's earth, once dissolved, cannot be reshaped and crumbles like sand when dry, and no craftsmanship can turn it into a pot.
Hen. de Wilde, one of the said Potters, farther deposed, That about five Years since he shipt some of the said Warner’s Clay for Pensilvania, where his Son had set up a Pot-House, that the Custom-House Officers did then likewise seize it as Fullers-Earth, but upon Trial of it found they were mistaken, and cleared the same.
Hen. de Wilde, one of the mentioned Potters, further testified that about five years ago he shipped some of Warner’s clay to Pennsylvania, where his son had established a pottery. The Customs Officers seized it at that time, thinking it was Fuller's Earth, but after testing it, they realized they were wrong and released it.
Benjamin Furly, Merchant in Rotterdam, to whom the said Warner consigned his Clay, John Sonman, Servant to the said Furly, were, by virtue of a Commission from the Court of Exchequer, examined upon Oath (by Commissioners appointed for that purpose), to several Interrogatories, and their Depositions being read in Court, did plainly prove that all the said Warner’s Clay which was sent for Holland was really sold to Potters for making of Earthen-Ware; That they never heard, nor do believe that any part of it was ever used for the Fulling Trade, or is any way proper for it; that they sold the said Warner’s Clay from 25 to 30 Guilders a Last, when they could buy Fullers-Earth at 7 Guilders a Last.
Benjamin Furly, a merchant in Rotterdam, to whom the mentioned Warner sent his clay, and John Sonman, a servant to Furly, were examined under oath (by commissioners appointed for this purpose) regarding several questions. Their testimonies read in court clearly proved that all the clay from Warner that was sent to Holland was actually sold to potters for making earthenware. They stated they had never heard, nor do they believe, that any part of it was ever used for the fulling trade or is suitable for it. They sold Warner’s clay for 25 to 30 guilders per last, while they could buy fuller’s earth at 7 guilders per last.
Adrian Van Arde, sworn Measurer of all the Earth and Clay imported to Rotterdam, was examined by vertue of the said Commission, and Deposed, That for many Years which he had been in that Office, he never knew or heard of any English Fullers-Earth imported into Holland, that they were so plentifully supplied with that sort of Earth from Flanders; that it is commonly bought and sold at Seven Guilders a Last, and had an Hundred Last by him to sell at the same Rate.
Adrian Van Arde, the official Measurer of all the Earth and Clay brought into Rotterdam, was questioned as part of the Commission and stated that during his many years in that role, he never knew or heard of any English Fullers-Earth being imported into Holland. He explained that they had plenty of that type of Earth from Flanders; it is typically bought and sold for Seven Guilders per Last, and he had a Hundred Lasts available for sale at that same price.
Ten or Twelve Potters in Holland were likewise examined by virtue of the said Commission, and deposed severally, That they had bought considerable quantities of the said Warner’s clay of Mr. Benj. Furly, and paid for the same from 25 to 30 Guilders a Last; that they used the same in making Earthen-Ware, but do not believe it any way useful for the Fulling Trade, nor never heard that any of it was ever sold for that use.
Ten or twelve potters in Holland were also questioned by the Commission and stated separately that they had purchased significant amounts of the clay from Mr. Benj. Furly, paying between 25 and 30 Guilders per last. They used this clay to make earthenware but did not think it was useful for the fulling trade and had never heard of it being sold for that purpose.
Colonel Holt, a Member of Parliament, swore, That he (being very lately in Holland) made the strictest inquiries into the Truth of this Business, that he could, First amongst the Potters, who all declared to the same Effect, as in their Depositions before mentioned, that he likewise took some of the said Warner’s Clay, and got a Fuller to try it, whether it were any way useful for their Trade, who answered it was not? nor could he use it if he might have it for Nothing; after which the Colonel ask’d him, From whence they were supplied with Fullers-Earth, and at what Rates? The Fullers answered, generally from Flanders at 6½, and 7 Guilders per Last; and sometimes from Rosendale, in the States Dominions, at 10 Guilders per Last; that being much dryer, and wasted less by lying; all which the Colonel (being unwilling to believe upon the Fuller’s bare word) caused to be drawn up in the Form of an Affidavit, and the Fuller before a Magistrate, swore to the Truth of it, which Affidavit the Colonel hath to produce.
Colonel Holt, a Member of Parliament, stated that he had recently been in Holland and conducted thorough investigations into the truth of this matter. He first spoke with the potters, all of whom confirmed the same information in their previously mentioned depositions. He also took some of Warner’s clay and had a fuller test it to see if it could be useful for their trade, who replied that it was not and that he wouldn’t use it even if it were offered for free. After that, the Colonel asked him where they sourced their fuller’s earth and at what prices. The fullers replied that they generally got it from Flanders at 6½ or 7 guilders per last, and sometimes from Rosendale in the States Dominions at 10 guilders per last; the latter being much drier and less wasted from sitting around. Since the Colonel was reluctant to believe the fuller’s word alone, he requested that this be formalized into an affidavit. The fuller swore to the truth of this affidavit before a magistrate, which the Colonel has in his possession to present.
[135]
[135]
Mr. Edward Paget, a Divine, swore, That he being in Holland at the same time, made the like Enquiry amongst the Fullers at Layden, the chief cloathing Town in Holland, who all gave him the same Information, that the Fuller at Rotterdam had done the Colonel above; and for his better satisfaction, Three of the Chiefest went with him before a Magistrate, and swore to the Truth of what they Affirmed; after which he went to Delft amongst the Potters, who all affirmed the same thing, that the Ten or Twelve had sworn in their aforementioned Depositions, the Truth of which they attested by a Certificate, under the Hands of above Twenty, which Affidavits, and Certificate, the said Paget hath to produce.
Mr. Edward Paget, a clergyman, swore that while he was in Holland, he made similar inquiries among the fullers in Leiden, the main clothing town in Holland, who all provided the same information—that the fuller in Rotterdam had done the Colonel mentioned earlier. To ensure he had accurate information, three of the leading fullers accompanied him to a magistrate, where they swore to the truth of their statements. After that, he went to Delft to speak with the potters, who all confirmed the same thing. They stated that the ten or twelve had sworn to the truth in their previous testimonies, and they validated this with a certificate signed by over twenty people. Mr. Paget has these affidavits and the certificate to present.
Rich. Cutler, Matthew Hanson, Ship-brokers, swore, They had hired many Ships for the said Warner, to load Clay for Rotterdam; and the general Price of the Fraight, and Primage paid for the same, was 15 Guilders, 8 Stivers per Last; and sometimes 17 Guilders, 12 Stivers per Last.
Rich. Cutler, Matthew Hanson, ship brokers, stated that they had hired many ships for the said Warner to transport clay to Rotterdam; and the average price of the freight and additional charges paid for it was 15 guilders, 8 stivers per last; and sometimes 17 guilders, 12 stivers per last.
Will. Read, Tho. Wood, John Saliby, Mariners, swore, They had the same Prices above mentioned, for several Fraights which they carried, and saw delivered to the Potters in Holland.
Will. Read, Tho. Wood, John Saliby, Mariners, swore they had the same prices mentioned above for the several shipments they carried and saw delivered to the potters in Holland.
Hump. Bellomy, Richard Hopkins, Timothy Fowler, —— Shepherd, Worcester, are all Buyers, and Sellers of Fullers-Earth, and swore they could well judge of the same, having dealt therein from Ten to above Twenty-five Years, that they all took Samples of the said Warner’s Clay, out of the King’s Celler, and tryed all the Experiments to judge of it, that they were capable of; and possitively affirmed that it was no Fullers-Earth; neither could they find anything of the Nature of Fullers-Earth in it, that for their Use they would not give a Shilling for 100 Last, for they should never be able to sell it.
Hump. Bellomy, Richard Hopkins, Timothy Fowler, —— Shepherd, Worcester, are all buyers and sellers of Fuller's Earth. They swore they could accurately judge it, having dealt in it for ten to over twenty-five years. They took samples of the clay from the King's cellar and conducted all the tests they could to evaluate it. They firmly stated that it was not Fuller's Earth, nor could they find anything resembling Fuller's Earth in it. For their purposes, they wouldn't pay a shilling for 100 last, as they believed they would never be able to sell it.
Alderman Bearcraft, Tho. Cooksey, John Wynn, Rowl. Hancock, Gloucestershire; Rich. Osborne, Tho. Woorrel, John Chilton, Sam. Beadle, Essex; Simon Meazy, John Lawson, John Backer, John Peartree, Suffolk; John Clarke, Senior, John Clarke, Junior, Will. Baines, Tho. Baines, Dan. Baines, John Smith, John Carter, Dan. Wenden, Sam. Wrinch, London; Dan. Barrs, John St. Berry, are all Clothiers, Fullers, and Cloth-Workers; being the most eminent in their several Places; as well for Honesty, as great Traders, and good Estates; they all swore they had made the most impartial Experiments they could of the said Warner’s Clay, now in dispute, being the same taken out of the King’s Celler, that they tried it upon several sorts of Goods, as several sorts of Cloth, Bays, Cloth-Serges, and Perpetuanæs, and every one possitively affirmed that it was no Fuller’s-Earth, but on the contrary was an absolute Enemy to the Woollen Manufacture; for instead of scouring, it fix’d the Grease in the Grownd of all the Goods, that were done with it, and instead of makeing them White, it absolutely stained them Yellow, all which was apparent to the most common Eye, in all the above-said several sorts of Goods, produced in Court: They likewise declared upon Oath, that they were all Strangers to the said Warner; and that it was as prejudicial to their interest, to have Fullers-Earth Transported, as any men’s, and therefore could have no Inducement to favour the said Warner, beyond the Merits of his cause, to the Violation of their Consciences.
Alderman Bearcraft, Tho. Cooksey, John Wynn, Rowl. Hancock, Gloucestershire; Rich. Osborne, Tho. Woorrel, John Chilton, Sam. Beadle, Essex; Simon Meazy, John Lawson, John Backer, John Peartree, Suffolk; John Clarke, Senior, John Clarke, Junior, Will. Baines, Tho. Baines, Dan. Baines, John Smith, John Carter, Dan. Wenden, Sam. Wrinch, London; Dan. Barrs, John St. Berry, are all clothiers, fullers, and cloth workers; they are the most prominent in their fields, known for their honesty, significant trade, and good financial standing. They all swore they had conducted the most impartial tests they could of the clay in question, which was taken from the King's cellar. They tested it on various types of goods, including different kinds of cloth, bays, cloth-serges, and perpetuanæs. Each one positively affirmed that it was not fuller’s earth, but instead was an outright enemy to the woolen industry; rather than cleaning, it fixed the grease into the fabric of all the goods processed with it, and instead of making them white, it stained them yellow, all of which was evident to the naked eye in all the aforementioned types of goods presented in court. They also stated under oath that they were all strangers to Warner and that having fuller’s earth transported was as damaging to their interests as it was to anyone else’s, and therefore they had no motivation to favor Warner beyond the merits of his case, without compromising their consciences.
This is so just a Recital of the Evidence given on behalf of the said Warner, that he challenges the greatest of his Enemies to detect him of the least Falsehood therein; and if his Adversaries had been as fair in representing theirs, there would have been no need of this; for whereas in their printed Papers they make their Witnesses to affirm the said Warner’s clay was tried in all Experiments, without any mixture, there was not above One or Two, but upon cross-Examination at the Tryal, owned they used either Segg and Hogs dung, or Soap and Gauls with it, which would have scowered any Cloath better without the said Clay than with it.
This is just a recap of the evidence presented on behalf of the said Warner, who challenges his greatest enemies to prove him wrong on even the smallest falsehood contained within it; and if his opponents had been as honest in representing their side, there would have been no need for this. While their printed documents claim that the said Warner’s clay was tested in all experiments without any additives, during cross-examination at the trial, one or two witnesses admitted to using either sediment and hog manure or soap and galls with it, which would have cleaned any cloth better without the said clay than with it.
It may not be amiss likewise to observe that for a whole Year in which the Custom-House Officers have been so very diligent in spreading the Fame of the said Warner’s Clay to be the best Fullers-Earth in England, he hath not been able to sell the least quantity of it as such, tho’ he has proffered it to all Men for a very little more than one-Third of what Fullers-Earth is generally sold for.
It might also be worth noting that for an entire year during which the Custom-House officers have been very active in promoting the reputation of the said Warner’s clay as the best Fullers-Earth in England, he has not been able to sell even a small amount of it as such, even though he has offered it to everyone for just a little more than one-third of the typical price of Fullers-Earth.
The Delft ware here made was of the ordinary kind, same as imported from Holland, and as that made in various English localities, and, being without mark, is not to be distinguished from others. Besides tiles, plates, jugs, mugs, dishes, &c., sack and other[136] wine bottles, apothecaries’ pill-slabs, wine-bin labels, &c., were made. Some of these pill-slabs are preserved in the Jermyn Street Museum, as are also some of the “sack-pots,” both of which may most probably, as well as the apothecaries’ jars, be ascribed to Lambeth. They are all of Delft ware, painted with blue, in the same manner as the tiles and other articles of this ware.
The Delft ware made here was the regular kind, similar to what was imported from Holland and produced in various English locations. Since it’s unmarked, it can't be distinguished from others. In addition to tiles, there were plates, jugs, mugs, dishes, and so on, as well as sack and other wine bottles, apothecaries’ pill slabs, wine-bin labels, etc. Some of these pill slabs are kept in the Jermyn Street Museum, along with some of the “sack pots,” both of which likely also originated from Lambeth. They are all made of Delft ware, painted blue, just like the tiles and other items of this type.
In 1820 there “were six or seven potters in Lambeth,” says Mr. Goddard, “working some sixteen small kilns, of seven or eight feet in diameter, the produce of each kiln being under £20 worth of ware, the principal articles made being blacking bottles, ginger-beer bottles (very extensively made still), porter and cider bottles (not so largely made now), spruce-beer bottles (gone, with the beer, quite out of fashion), ink bottles (more used now than ever), oil bottles, pickle jars, hunting jugs, &c. A few chemical vessels were also turned out well from one kiln belonging to an eccentric individual, whose chief boast was to drink a gallon of beer a day, and do without rest on Sundays.” In 1860: “In place of some sixteen kilns, turning out each under £20 per kiln, we have now about seventy, turning out each, perhaps, on an average £50. They consume upwards of 20,000 tons of coal, paying a corporation tax of say £2,100 per annum. The law requires this quantity to be burnt without smoke, and, after immense cost and labour, this difficulty may be called surmounted. Twenty-three thousand tons of clay are annually changed into useful articles, giving employment to more than eight hundred persons. The returns of the Lambeth potters cannot be estimated at less than £140,000.”
In 1820, there “were six or seven potters in Lambeth,” says Mr. Goddard, “operating about sixteen small kilns, each about seven or eight feet in diameter, with the output of each kiln producing under £20 worth of goods. The main items produced included blacking bottles, ginger-beer bottles (which are still very widely made), porter and cider bottles (which are not made as much now), spruce-beer bottles (which have completely fallen out of fashion with the beer), ink bottles (which are used more than ever), oil bottles, pickle jars, hunting jugs, etc. A few chemical vessels were also produced well from one kiln owned by an eccentric character whose main claim to fame was that he could drink a gallon of beer a day and manage without rest on Sundays.” By 1860: “Instead of about sixteen kilns each producing under £20, we now have around seventy, each producing, on average, perhaps £50. They use more than 20,000 tons of coal, paying a corporation tax of around £2,100 each year. The law requires this amount to be burned without smoke, and after significant expense and effort, this issue can be considered solved. Twenty-three thousand tons of clay are turned into useful products each year, providing jobs for over eight hundred people. The earnings of the Lambeth potters can be estimated at no less than £140,000.”
High Street.—From about 1750 to 1770 the Delft ware works were carried on by a Mr. Griffiths, who had, for those days, a large establishment. A curious reference to this manufactory occurs in the following extract from the Monthly Magazine for 1797. A man, at that time unknown, but who turned out to be James Doe, a potter, committed suicide by drowning, on the 14th of September in that year, at Sea Mill Docks, two and a half miles from Bristol, having remained “fasting and praying,” without food or bedding in the ruined building there from the 11th, waiting opportunity and determination to commit the rash act; and having, during the whole of that time, written a kind of diary of his feelings and intentions, his hopes and fears, on the walls of the old room he remained in. Mr. Joseph James interested himself much in the matter, and wrote an account for the Monthly Magazine; and this, and the inquest, and[137] other means he took, resulted in the discovery of the name and some particulars of the life of the suicide. Two of the letters forwarded in October, 1797, are highly interesting as showing at what works he had been employed. The first letter is from London, from “a respectable proprietor of a pottery there,” and thus runs:—
High Street.—From around 1750 to 1770, Mr. Griffiths ran the Delft ware factory, which was quite substantial for that time. A notable reference to this factory appears in an excerpt from the Monthly Magazine for 1797. A man, initially unknown but later identified as James Doe, a potter, tragically took his own life by drowning on September 14 of that year at Sea Mill Docks, located two and a half miles from Bristol. He had been “fasting and praying,” without food or bedding in the derelict building there since the 11th, waiting for the right moment and determination to carry out his desperate act. During this time, he penned a kind of diary of his feelings and intentions, his hopes and fears, on the walls of the old room he stayed in. Mr. Joseph James took a keen interest in the situation and wrote an account for the Monthly Magazine; this, along with the coroner's inquest and[137] other efforts he made, led to the revealing of the name and some details about the life of the person who died. Two letters sent in October 1797 are very intriguing as they indicate the works he had been involved with. The first letter comes from London, from “a respected owner of a pottery there,” and reads as follows:—
“To the Editor of the Monthly Magazine.
“To the Editor of the Monthly Magazine.
“Sir,
“Sir,
“The extraordinary and affecting manuscript writing of the unfortunate stranger found drowned in Sea-Mill Dock, which I transmitted to you last month, having very probably excited the attention and sympathy of many of your numerous readers, I feel it a duty incumbent upon me to lay before them (through the channel of your useful publication) some information which I have since been enabled to procure of this unhappy and extraordinary person.
“The remarkable and touching manuscript of the unfortunate stranger who was found drowned in Sea-Mill Dock, which I sent you last month, has likely captured the attention and sympathy of many of your readers. I feel it's my duty to share with them (through your helpful publication) some information I have since been able to gather about this sad and extraordinary individual.”
“A few days previous to the publication of your magazine, I caused a paragraph to be again inserted in the Bristol newspapers, requesting the attention of the readers to the personal description of the stranger found drowned at Sea-Mill Dock, and inviting the two women who had made inquiries after a stranger that was missing, and answering the same description, to come forward with their information, as the only probable means left of tracing out the name and connections of this unfortunate stranger. I was soon after waited on by two gentlemen of Bristol of the name of Ring, the proprietors of a large pottery, whose information and description of a person lately come to Bristol, and who worked in their manufactory, in the art of painting china, so exactly corresponded with the clothing and person of the man found drowned at Sea-Mills, that there remained not a doubt of his being the person, the subject of their inquiry. Through their polite assistance I obtained the name of the deceased, which is James Doe, and I also got an interview with the K—f—m acquaintance, who, having visited the tenement, and viewed the manuscript writing there upon the wall, recognised the handwriting of his friend; he gave me likewise a description of his person and dress, which corresponded with that already published. For particulars of the deceased’s family and friends, I was referred to several persons in London, one of whom, a respectable proprietor of a pottery there, writes thus:—
“A few days before your magazine was published, I had a paragraph put back in the Bristol newspapers, asking readers to pay attention to the personal description of the stranger who was found drowned at Sea-Mill Dock. I invited the two women who had inquired about a missing stranger that matched the description to come forward with their information, as this was the only likely way left to uncover the name and connections of this unfortunate man. Shortly after, I was visited by two gentlemen from Bristol named Ring, who own a large pottery. Their description of a person who had recently come to Bristol and worked in their factory painting china matched the clothing and appearance of the drowned man exactly, leaving no doubt that he was indeed the person they were looking for. With their kind help, I found out the deceased’s name, which is James Doe. I also managed to get an interview with an acquaintance from K—f—m who, after visiting the place and looking at the writing on the wall, recognized his friend's handwriting. He also provided a description of the man’s appearance and clothing that matched what had already been published. For details about the deceased’s family and friends, I was directed to several people in London, one of whom, a respectable pottery owner there, wrote the following:—"
“‘Sir,—I received yours, and was much affected at its contents. I should have written sooner, but I wished first to see his uncle, who has informed me of the following particulars:—
“‘Mister,—I got your message and was really moved by what you said. I meant to write back sooner, but I wanted to talk to his uncle first, who has shared the following details with me:—
“‘James Doe was born at Lambeth, in Surrey, of very respectable parents, and was educated in the same place. He served an apprenticeship at Lambeth to a painter in the china and earthenware line, and he painted in the biscuit before it was glazed. In this line he was esteemed a good workman; and, to my own knowledge, he worked some years at Mr. Wedgwood’s manufactory in Staffordshire. He was there very much respected by his employer, his fellow-workmen, and by all who knew him. He was fond of company, but I do not remember him to neglect business when urgent. Having a tolerably good education, he was fond of reading. He was particularly generous, and always first to relieve any of the trade out of employ or in sickness. He worked at Mr. Baddely’s, in Staffordshire, for six or seven years, and was, at that place, very much respected. In fact, I believe him to be generally beloved and respected wheresoever he worked. About three years ago he came to London, and finding little or no employment in the line in which he was brought up, he was obliged to leave town, and, being assisted by his friends, he embarked on board a ship for Newcastle, and from thence went on to Glasgow in Scotland, where he was a fellow-workman with one of my present journeymen, and supported an excellent character there. From this time, I believe, he met with many disappointments. He then went to Ireland, and, after stopping there a short time, he embarked on board a vessel bound for Swansea, in South Wales, where he worked some time, and then went on to the Worcestershire China Manufactory, which was, I believe, the last place he worked at.’”
“‘James Doe was born in Lambeth, Surrey, to very respectable parents and was educated there. He apprenticed with a painter in the china and earthenware trade in Lambeth, where he painted the biscuit before it was glazed. He was regarded as a skilled worker in this field, and I know he worked for several years at Mr. Wedgwood’s factory in Staffordshire. He was well-respected by his employer, his colleagues, and everyone who knew him. He enjoyed socializing, but I don’t recall him ever neglecting his work when it was urgent. With a decent education, he loved reading. He was particularly generous and always the first to help any of his fellow workers who were out of a job or ill. He worked at Mr. Baddely’s in Staffordshire for six or seven years, where he was also greatly respected. In fact, I believe he was generally beloved and respected wherever he worked. About three years ago, he moved to London, and finding little to no work in his field, he had to leave the city. With the help of his friends, he boarded a ship to Newcastle and then traveled on to Glasgow, Scotland, where he worked alongside one of my current journeymen and had an excellent reputation. From that point on, I believe he faced many setbacks. He then went to Ireland, and after a brief stay, he boarded a ship headed for Swansea in South Wales, where he worked for a while and then moved on to the Worcestershire China Manufactory, which I think was the last place he worked.’”
The following is an extract from the letter alluded to:—
The following is an excerpt from the mentioned letter:—
[138]
[138]
“‘London, Nov. 20, 1797.
“London, Nov. 20, 1797."
“‘Sir,—
"‘Sir,—
“‘You seem to be very anxious concerning the life of the unfortunate stranger found drowned in Sea-Mill Dock. You have a right to know it, for the kindness you have shown to his unfortunate remains. James Doe was born at Lambeth, about two miles from London, of honest parents, who brought him up in as creditable a manner as their circumstances would admit. At the age of fourteen years, or thereabouts, he was put as an apprentice to Mr. Griffiths, at the delft pottery, High Street, Lambeth. When he was out of his time, he continued working at his business until he became slack; and the queen’s ware meeting with great encouragement, he went into Staffordshire for employment, where he remained upwards of twenty years, working for different masters, and then came up to London, in want of employ, and got work at China-gilding for a few months. He was then invited into Staffordshire again, where he remained but a short time: and from that time he has been considered the wanderer of the trade. He was the most charitable man I ever knew; and he was often known to neglect himself when misfortunes came on his friends and acquaintances, to whose relief he contributed both time and money, as much as lay in his power. Believe me, Sir, you have bestowed your trouble on the remains of a very good-hearted man. The acquaintance he alluded to in his diary, and another person, were going to France, about thirteen years ago, with a view of carrying over and establishing there the queen’s-ware manufactory; some of the master potters heard of it, and had them confined in prison. As soon as James Doe heard of it, he went through the trade to gather money to support his friend, and to preserve him from want; and he, poor soul, contributed all he had, for that purpose. To be denied assistance by that man whom he had relieved in distress, was too great for his tender heart to bear. Sir, I do not pretend to hold my friend up to perfection, the last action of his life is against him; but, I believe, the denial of relief by that man whom he had served and relieved in distress was the sole cause of his committing the rash act of suicide. The language of the manuscript writing is nearly the same as his last conversation with me, as far as this friend is mentioned. I perfectly agree with you, that he was in his senses as much as he ever was in his life, when he committed the act of suicide. He was acquainted with a Mr. Greenwood in Staffordshire for some years, a man remarkable for fine knowledge; to that man the unfortunate Doe owed a great deal of his knowledge; and although Mr. Greenwood was a very sensible man, yet he held it just for a man to destroy himself, and, like my friend, in his perfect senses, actually made away with himself the day before he was to have been married to a person of credit and property. They are two of the strangest suicides I ever heard; and had James Doe written to his friends in London, he would have had money sent him; for his friends in London would have thought it a happiness to relieve him. He was a very useful man in the Staffordshire ware manufactory, as he had studied the chemical secrets of that business. He was fond of reading. I shall be happy to communicate any further particulars you may require; and am, Sir,
“'You seem to be really concerned about the life of the unfortunate stranger who was found drowned in Sea-Mill Dock. You have a right to know his story, considering the kindness you've shown to his remains. James Doe was born in Lambeth, about two miles from London, to honest parents who raised him as well as their situation allowed. Around the age of fourteen, he became an apprentice to Mr. Griffiths at the delft pottery on High Street, Lambeth. After finishing his apprenticeship, he continued in the same trade until he fell out of work. With the rising popularity of queen’s ware, he went to Staffordshire for job opportunities and stayed there for over twenty years, working for various employers. He later moved back to London looking for work and did some china-gilding for a few months. He got an invitation to Staffordshire again but only stayed for a short time; from then on, he was known as a wanderer in the trade. He was the most charitable person I ever met, often neglecting his own needs when his friends and acquaintances faced hardships, providing help both in time and money as much as he could. Believe me, Sir, you have put in your efforts for the remains of a truly good-hearted man. The friend he mentioned in his diary and another person were planning to go to France about thirteen years ago to start a queen’s-ware factory there. Some master potters found out about it and had them imprisoned. As soon as James Doe learned of this, he went through the trade to raise money to support his friend and prevent him from going without help; he, poor soul, gave everything he had for that cause. Being denied assistance by the man he had helped in tough times was too much for his kind heart to take. Sir, I don’t claim my friend was perfect; his last action speaks against him. Still, I believe that the refusal of help from the man he had served in distress was the main reason he took the rash step of suicide. The tone of his handwritten notes is very similar to what he last said to me regarding this friend. I completely agree with you that he was as sane as he ever was when he committed suicide. He had known a Mr. Greenwood in Staffordshire for several years, a man renowned for his extensive knowledge; James Doe owed a lot of his understanding to him. Despite Mr. Greenwood being very wise, he believed it was justifiable for a person to take their own life. Like my friend, he was also in sound mind when he took his life the day before he was supposed to marry a respectable and wealthy woman. They are two of the most peculiar suicides I’ve ever heard of, and if James Doe had written to his friends in London, they would have sent him money; his friends would have been happy to help him. He was very valuable in the Staffordshire pottery industry, having studied the chemical secrets of the trade. He loved to read. I would be glad to provide any more details you may need; and I am, Sir,
“‘Yours,’ &c. &c.”
“Yours, etc.”
In the possession of Mr. R. C. Ring is a mug painted by Doe—said to be his last work. It is signed “J. Doe, Sept., 1797;” and as he committed suicide on the 14th of that month, it would certainly be one of his last productions. Mr. Owen’s assertion that he committed suicide through a fear that that painting would injure the enameller’s trade is, from the above letters, &c., amply shown to be without foundation.
In Mr. R. C. Ring’s collection is a mug painted by Doe—believed to be his last work. It is signed “J. Doe, Sept., 1797;” and since he committed suicide on the 14th of that month, it would definitely be one of his final creations. Mr. Owen’s claim that he took his own life out of fear that this painting would hurt the enameller’s trade is clearly proven to be unfounded by the letters and other evidence mentioned above.
Coades.—Coade’s Artificial Stone Works, at Pedlar’s Acre, King’s Arms Stairs, Narrow Wall, Lambeth, opposite Whitehall Stairs or Ferry, were established about 1760 by Mrs. or the Misses Coade, under the name of “Coade’s Lithodipyra, Terra Cotta, or Artificial[139] Stone Manufactory.” This material was intended to take the place of carved stone for vases, statues, and architectural enrichments. In 1769 the two Misses Coade took into partnership their cousin, a Mr. Sealy (the nephew of Mr. Coade), and by these the works were carried on. In 1811 the firm was still “Coades & Sealy.” At the death of Mr. Sealy, who survived the Misses Coade, a Mr. Croggan, who had for a long time been a clerk or manager attached to the business, became the proprietor of the works, which he continued for many years. He then disposed of the business to Messrs. Routledge, Greenwood, & Keene, who were succeeded by Messrs. Routledge & Lucas. These gentlemen, about 1840, dissolved partnership and sold off all their moulds, models, plant, &c., by auction, by Messrs. Rushworth & Jarvis, of Saville Row. Many of these moulds and models were bought by Mr. Blashfield[52] and by other manufacturers, among whom was Mr. H. M. Blanchard of Blackfriars Road[53] (which see), and who, being an apprentice with the Coades, and possessing many of their models, &c., claims to be their successor.
Coades.—Coade’s Artificial Stone Works, located at Pedlar’s Acre, King’s Arms Stairs, Narrow Wall, Lambeth, across from Whitehall Stairs or the Ferry, was established around 1760 by Mrs. or the Misses Coade, under the name “Coade’s Lithodipyra, Terra Cotta, or Artificial[139] Stone Manufactory.” This material was designed to replace carved stone for vases, statues, and architectural decorations. In 1769, the two Misses Coade partnered with their cousin, Mr. Sealy (the nephew of Mr. Coade), and the business continued under their management. By 1811, the firm was still listed as “Coades & Sealy.” After Mr. Sealy passed away, who outlived the Misses Coade, Mr. Croggan, who had been a long-time clerk or manager in the business, became the owner and ran the works for many years. He later sold the business to Messrs. Routledge, Greenwood, & Keene, who were then followed by Messrs. Routledge & Lucas. About 1840, these gentlemen dissolved their partnership and auctioned off all their moulds, models, equipment, etc., through Messrs. Rushworth & Jarvis of Saville Row. Many of these moulds and models were purchased by Mr. Blashfield[52] and other manufacturers, including Mr. H. M. Blanchard of Blackfriars Road[53] (which see), who, having been an apprentice with the Coades and owning many of their models, etc., claims to be their successor.
The Coades are said to have come from Lyme Regis, in Dorsetshire, and probably it was for the purpose of turning their native clay to good account in London that induced them to establish this manufactory. Bacon, Flaxman, Banks, Rossi, and Panzetta, the sculptors, were employed to model for these works, and many of the old mansions and public buildings in London and in the country, as well as abroad—including the bas-relief in the pediment over the western portico of Greenwich Hospital, representing the death of Nelson, designed by Benjamin West, and modelled by Bacon and Panzetta; and the rood-screen of St. George’s Chapel, Windsor; the statue of Britannia on the Nelson monument at Yarmouth, &c.—were executed at these works. The works principally produced at Coades were capitals of columns, statues, vases, bassi-relievi, monuments, coats of arms, keystones, angle rusticated blocks, balustrades, &c. They were of durable quality and excellent manufacture.
The Coades are said to have come from Lyme Regis in Dorset, and they likely set up this factory in London to make the most of the clay from their hometown. Sculptors like Bacon, Flaxman, Banks, Rossi, and Panzetta were hired to create models for these projects, and many old mansions and public buildings in London, across the country, and abroad—including the bas-relief in the pediment above the western entrance of Greenwich Hospital, which depicts Nelson's death and was designed by Benjamin West and modeled by Bacon and Panzetta; the rood-screen of St. George’s Chapel at Windsor; the statue of Britannia on the Nelson monument in Yarmouth; and more—were produced here. The main items made at Coades included column capitals, statues, vases, low-reliefs, monuments, coats of arms, keystones, specially shaped blocks, balustrades, and more. They were known for their durability and high quality.
Another person employed at Coades was William John Coffee, who afterwards attained some celebrity as a modeller at the Derby China Works, and as a terra cotta maker, for a short time, at Derby. I believe he was employed as a fire-man at Coades, and here, no doubt, being a clever fellow, picked up his knowledge of modelling[140] and of mixing bodies. The following curious letter and “information,” from the originals in my own possession, give some highly interesting particulars regarding Coades’ and Sealy’s manufactory in 1790:—
Another person who worked at Coades was William John Coffee, who later gained some fame as a modeller at the Derby China Works and briefly as a terra cotta maker in Derby. I believe he worked as a fireman at Coades, and there, being a smart guy, he likely learned about modelling and mixing materials. The following intriguing letter and "information," from the originals I have in my possession, provide some very interesting details about Coades' and Sealy's factory in 1790:—
“The information got from the fire-man that worked at the Artificial Stone Manufactory, Lambeth:—There is three kilns, the largest is 9 feet diameter and about 10 feet high, the other two are sizes under; they have only three fire-holes to each, and they are about 14 inches in the clear. They make use of no saggers, but their kilns are all muffled about two inches thick, which was always done by this fire-man. They always was four days and four nights of fireing a kilns, and the moment the goods are fire’d up he always took and stop’d the kilns intirely close from any air whatever without lowering the fires at all. He has been use to fire intirely with coal (which are call’d Hartley coals—they are not much unlike yours at Derby). He never made use of any thermometer, but depended intirely on his own knowledge. The composition shrinks about half an inch in a foot in the drying, and about the same in the firing. A great deal of the ornaments are 4 inches thick when fired, and he has fired figures 9 feet high. This man has had the intire management of building the kilns, setting and firing them for many years; his wages was one guinea per week, and for every night when he fired he had 2s. 6d. for the small kiln, 3s. for the next size, and 3s. 6d. for the largest.
The information received from the fireman who worked at the Artificial Stone Manufactory, Lambeth:—There are three kilns; the largest is 9 feet in diameter and about 10 feet high, while the other two are smaller. Each kiln has only three fire-holes, approximately 14 inches wide. They don’t use any saggers, but their kilns are all lined with two inches of muffling material, as this fireman has always done. They typically fire the kilns for four days and four nights, and the moment the goods are done firing, he completely seals the kilns off from any air without lowering the flames at all. He has always used coal for firing (called Hartley coals—they’re quite similar to those you have in Derby). He never used a thermometer but relied solely on his own expertise. The composition shrinks about half an inch per foot during drying and about the same during firing. Many of the ornaments are 4 inches thick when fired, and he has fired figures that are 9 feet high. This man has had full responsibility for building the kilns, loading and firing them for many years; his pay was one guinea per week, and for each night he fired, he earned 2s. 6d. for the small kiln, 3s. for the next size up, and 3s. 6d. for the largest.
“Sir,—Quite unexpected, the fire-man from Lambeth that I have been after so long, call’d on me on Monday, to say that he was out of imploy; therefore I engaged him to meet me at Field’s in the evening, which he did; and inclosed is all the information I cou’d get from him. I informed him that when I wrote to him in the country I was imploy’d to look out for a person in his way, but did not know wether there was now the same person wanted or not, but wou’d write. At the same time I ask’d him if he shou’d like to go down into the country to make a trial for a short time, and see how he was likely to succeed; but this he seem’d to decline for some time, unless he went upon a certainty for constant imployment. After drinking a bowl of punch, he said he wou’d go down to make trial, in case his expences was all paid up and down, and paid for the time he was away. He seems to think, before he cou’d attempt doing any thing, there must be some alteration made to the kiln; but of this you will be the best judge, if you agree to have him down. He seems pretty confident they will be glad to have him back to Lambeth again very soon: in short, he thinks they cannot do without him. He says they had better a made him a present of £500 than a parted with him. I have been inform’d thro’ another hand that had use to work at the manufactory they have had very great losses in the kilns since he left, and that they have lost everything in the large kiln. He seems very confident in succeeding in firing China figures to any size; but of this he cannot be a judge till a trial is made. After I first see this man, I went and inform’d Mr. Vulliamy of it, and his advise is to for you to have him down, tho’ he says he is a drunken bad chap, but clever in his business. If you shou’d so determine to have him down, I think sooner the better, as he expects soon to be call’d to Gen. Conway’s[54] again, and likewise to fire some figures, &c., for a Mrs. Dimer,[54] in town. He has promis’d to call again in a few days, therefore you will please to give your answer. Mr. Vulliamy very much wants two boys of the last mould sent: begs you will forward them immediately. Mr. V. inform’d me a few days since that he would write to you the first opportunity, and am,
“Dude,—Unexpectedly, the fireman from Lambeth that I've been trying to reach for so long visited me on Monday to say that he was out of a job. So, I arranged to meet him at Field’s in the evening, which he did. Enclosed is all the information I could get from him. I let him know that when I wrote to him while he was in the country, I was looking for someone in his field, but I wasn't sure if that person was still needed or not, and I would write. At the same time, I asked him if he would like to go down to the country to try it out for a short time and see how he might do; however, he seemed to hesitate for a while unless he was assured of a steady job. After having a bowl of punch, he agreed to go down and give it a shot, but only if his expenses were covered both ways, along with pay for the time he would be away. He thinks that before he can do anything, there needs to be some changes made to the kiln, but you will know best about that if you decide to bring him down. He seems pretty confident they will be happy to have him back in Lambeth soon; in fact, he believes they can’t do without him. He mentioned they should have given him a £500 bonus instead of letting him go. I've heard from another source that they have had significant losses in their kilns since he left, and they've lost everything in the large kiln. He is very confident about firing China figures of any size, but he won’t know until he tries. After I first met him, I informed Mr. Vulliamy about it, and his advice is for you to bring him down, although he says he is a drunken troublemaker, yet skilled at his work. If you decide to have him down, I think the sooner the better, as he expects to be called back to Gen. Conway’s[54] soon, and also to fire some figures, etc., for a Mrs. Dimer,[54] in town. He promised to check in again in a few days, so please provide your response. Mr. Vulliamy is very eager to have two boys from the last mold sent: he asks that you send them immediately. Mr. V. informed me a few days ago that he would write to you at the first opportunity, and am,
“Sir, your very obedient servant,
"Dear Sir, your humble servant,"
“J. Lygo.”
“J. Lygo.”
“March 23rd, ’90.”
“March 23, 1990.”
In 1792 the following letter, also in my own possession, was addressed to Coffee by Miss E. Coade, and shows what a clear-headed, right-minded, and well-disposed employer she was:—
In 1792, the following letter, which I also have, was sent to Coffee by Miss E. Coade, demonstrating what a clear-headed, fair-minded, and kind employer she was:—
[141]
[141]
“Lyme, 25 July, 1792.
Lyme, July 25, 1792.
“Mr. Coffee.—I received your third letter, but have had so many engagements that I cou’d not answer it sooner; besides that at this distance I can’t speak upon it as if I were present. I supposed, as you now say, that Mr. Pritchard’s information against you was in consequence of some quarrell you had had with him; but I do not justify his manner of taking revenge, and you are now returning it upon him by acquainting me of his making tools in my time and selling them, which, as you say, is a greater crime than what he has charged you with, and if Mr. Sealy knew it, I can’t suppose he wou’d keep such a man. But it is always a rule with me to let every man speak for himself if he can; and, therefore, as I am at such a distance I must put it by for ye present, or else refer it to Mr. Sealy, who is ye only judge whether ye hurry of business will allow of parting with a man or not. You shou’d put yourself in ye place of a master, and then consider how many things they have to try them, and how impossible to attend to ye private quarrells of ye workmen: however, I know Mr. Sealy is disposed to do justice. You say he behaved very well to you in ye beginning of this affair, and if he changed his conduct, it must be in consequence of your improper behaviour to him. But as it is too late to recall what is past, my advice to you is to do as you say—return to your work; and if you are conscious that in your passion you have behaved disrespectfully to Mr. Sealy, make such acknowledgments to him as will show your good sense, as well as a sense of duty. I have no doubt but he would have lent you money if you had asked it in a becoming spirit. I hope your hand is better and that you are at work. And wishing you may improve this accident to your own good, I remain
Mr. Coffee.—I got your third letter, but I’ve been tied up with so many commitments that I couldn’t respond sooner. Besides, being so far away, I can’t really discuss it as if I were there. I assumed, as you now say, that Mr. Pritchard's allegations against you were due to some argument you had with him; however, I don’t condone his way of seeking revenge, and now you’re getting back at him by telling me that he was making tools during my time and selling them, which, as you say, is a greater offense than what he accused you of, and if Mr. Sealy knew about it, I can't imagine he would keep someone like that. But it’s my principle to let everyone speak for themselves if they can, so since I’m so far away, I have to set this aside for now, or refer it to Mr. Sealy, who is the only one that can judge whether the busyness of the work will allow for letting someone go or not. You should put yourself in the shoes of a master and think about how many issues they have to deal with and how impossible it is to handle the personal conflicts of the workers. Regardless, I know Mr. Sealy wants to be fair. You mentioned he was very reasonable with you at the start of this situation, and if he changed his behavior, it must be due to your inappropriate conduct towards him. But since it’s too late to change what’s already happened, my advice to you is to do as you said—get back to work; and if you realize that in your anger you acted disrespectfully towards Mr. Sealy, make some acknowledgments that show both your good judgment and your sense of responsibility. I have no doubt he would have lent you money if you had asked in the right way. I hope your hand has healed and that you’re back to work. And I wish that you can turn this situation to your advantage, I remain
“Your sincere friend,
"Your true friend,"
“E. Coade.
“E. Coade.
“My best wishes to Patty. I did not know but I shou’d have been up by this time, but I hope it will not be long.”
“My best wishes to Patty. I didn’t realize I should have been up by now, but I hope it won’t be long.”
The London Pottery is in High Street, Lambeth. It was established on a small scale in 1751, on a portion of old “Hereford House,” the palace of one of the former bishops of Hereford, and has been carried on without intermission, from that time to the present. In 1840 the manufactory came into the hands of Mr. James Stiff, the head of the present firm of “Messrs. James Stiff & Sons.” At that time the works consisted only of two kilns (the larger one being only about ten feet in diameter), and covered an area of probably less than a quarter of an acre of ground. Since 1840 it has been gradually developed, until at the present time it comprises fourteen kilns (some of them more than twenty feet in diameter) and covers an area of about two acres of ground. It has a very extensive frontage on the Albert Embankment, overlooking the river Thames, and by means of a private dock, with entrance under the Embankment, is enabled directly to carry on a very extensive export trade, and also to import most economically the coals, clay, and other raw material used in the production of brown and white stoneware, terra-cotta, &c. Until 1860, when fresh buildings were erected, a Delft-ware sign-board existed in the front of this pottery.
The London Pottery is located on High Street in Lambeth. It started on a small scale in 1751, on part of the old “Hereford House,” the former palace of one of the bishops of Hereford, and has been continuously operating since then. In 1840, the factory was taken over by Mr. James Stiff, the head of the current company “Messrs. James Stiff & Sons.” At that time, the operation only had two kilns (with the larger one being about ten feet in diameter) and covered probably less than a quarter of an acre of land. Since 1840, it has gradually expanded, and now it includes fourteen kilns (some over twenty feet in diameter) and spans about two acres. It has a large frontage on the Albert Embankment, overlooking the River Thames, and with a private dock accessible from under the Embankment, it can conduct a significant export business and import coal, clay, and other raw materials needed for making brown and white stoneware, terra-cotta, etc. Until 1860, when new buildings were constructed, there was a Delft-ware signboard at the front of this pottery.
The four principal kinds of pottery manufactured by Messrs. Stiff and Sons are: 1. Brown salt-glazed stoneware, in which the[142] tubular socket drain-pipes so extensively made here are produced; water-filters, jugs, bottles, jars, and all kinds of chemical apparatus are also made in this class of ware. 2. White stoneware or “double-glazed” ware, or “Bristol ware,” in which salt is not used, but the glazing is obtained by the application of a liquid glaze to the interior and exterior of each article before it is placed in the kiln. This ware, which is generally made with a rich yellow ochre on the upper parts of goods, while the lower part is of a creamy-white colour, has only been introduced into Lambeth about twenty years. It has, however, to a considerable extent superseded the old brown stoneware, on account of its superior appearance and cleanliness. 3. Buff terra-cotta, in which is made garden vases, pedestals, chimney-tops, window arches, string-courses, &c. This terra-cotta, being thoroughly vitrified, is valuable for the manufacture of keystones, springers, string-courses, &c., for buildings where durability is of the very highest importance; one great advantage (for architectural purposes) lying in the fact that, in it, the choicest and most elaborate patterns, either raised or countersunk, can be obtained at little more than the cost of perfectly plain stone. 4. Porous ware, in which round and square porous cells, plates, &c., are extensively made, and have been used by some of the first telegraphic engineers, philosophical instrument makers, &c., of the day, and have given much satisfaction, securing, as they do, the greatest amount of porosity, together with a degree of hardness and fineness of texture which render them insusceptible of disintegration.
The four main types of pottery made by Messrs. Stiff and Sons are: 1. Brown salt-glazed stoneware, which is used to produce the[142] tubular socket drain-pipes extensively manufactured here; this category also includes water filters, jugs, bottles, jars, and various kinds of chemical apparatus. 2. White stoneware, or “double-glazed” ware, also known as “Bristol ware,” in which salt isn't used; instead, a liquid glaze is applied to both the inside and outside of each piece before being fired in the kiln. This ware typically features a rich yellow ochre on the upper parts while the lower part is creamy white. It has only been around in Lambeth for about twenty years but has largely replaced the old brown stoneware because of its better appearance and cleanliness. 3. Buff terra-cotta, which is used to make garden vases, pedestals, chimney tops, window arches, string courses, etc. This well-vitrified terra-cotta is valuable for producing keystones, springers, string courses, etc., for buildings where durability is crucial; a significant advantage (for architectural uses) is that it allows for intricate and elaborate patterns, either raised or recessed, at little extra cost compared to perfectly plain stone. 4. Porous ware, which includes round and square porous cells, plates, etc., extensively produced and used by top telegraphic engineers and philosophical instrument makers of the time, has been highly satisfactory, achieving maximum porosity along with a level of hardness and fine texture that makes it resistant to disintegration.
The quality of the stoneware or “Bristol ware” produced at the “London Pottery” is remarkably good, being extremely hard, and covered with an excellent, clear, and firm glaze, not surpassed by any other house. The same remark will apply to the porous ware, which is fine in composition, and possesses to an eminent degree the porous quality so essential in vessels of this description. The terra-cotta goods are of very fine, hard, and durable quality, and of a peculiarly pleasing tone of colour. Their artistic execution is of a high order, and some of the designs—as notably the draped bowl and flower-pots which are engraved on Figs. 340 to 342, and 345, 346.
The quality of the stoneware or “Bristol ware” made at the “London Pottery” is outstanding, being extremely durable and coated with an excellent, clear, and sturdy glaze, unmatched by any other manufacturer. The same can be said for the porous ware, which has a fine composition and possesses the essential porous quality needed in these types of vessels. The terra-cotta products are of very high, hard, and durable quality, featuring a uniquely pleasing color tone. Their artistic execution is impressive, and some of the designs—such as the draped bowl and flower pots shown in Figs. 340 to 342, and 345, 346.

Fig. 340.
Fig. 340.
Fig. 341.
Fig. 341.
Fig. 342.
Fig. 342.

Fig. 343.
Fig. 343.
Fig. 344.
Fig. 344.
Fig. 345.
Fig. 345.
Fig. 346.
Fig. 346.
Messrs. Stiff & Sons produce a large number of filters of excellent construction and of artistic design. Some of these have Gothic arches, with figures or armorial decorations, and others are decorated with elegant foliage; two of these effective designs are shown on Figs. 343 and 344. These filters have been more than thirty years[144] before the public. The filtering medium consists of alternate layers of charcoal, silica, and another purifying substance, all carefully cleansed, and so arranged as to retain full efficiency for eight or ten years without further cost or trouble. The “Popular” filter—intended for common use among all classes—purifies eight gallons of water per day, and is sold complete and fitted for a mere trifle.
Messrs. Stiff & Sons make a wide variety of filters that are well-built and beautifully designed. Some feature Gothic arches with figures or coat of arms decorations, while others are adorned with elegant foliage; two of these striking designs are shown in Figs. 343 and 344. These filters have been available to the public for over thirty years[144]. The filtering medium consists of alternating layers of charcoal, silica, and another purifying material, all meticulously cleaned and arranged to maintain full effectiveness for eight to ten years without additional cost or hassle. The “Popular” filter—designed for everyday use by people of all backgrounds—purifies eight gallons of water daily and is sold complete and ready to use for a very low price.
The potteries of Messrs. Stiff & Son are among the largest in London. They employ about two hundred hands, and their annual import of raw material, clay, coals, &c., is about 15,000 tons. They have business relations in almost all parts of the world, and their manufactures have been admitted to the principal International Exhibitions; their terra-cotta vases combine excellence of finish with correctness of design, and are sold at very moderate prices. Their stoneware chemical apparatus has a very wide reputation, and their drain-pipes and other sanitary appliances, comprising nearly two-thirds of their business, have an immense sale.
The potteries of Stiff & Son are among the largest in London. They employ around two hundred people, and their yearly import of raw materials, including clay, coal, and more, is about 15,000 tons. They have business connections in nearly every part of the globe, and their products have been featured in major International Exhibitions. Their terra-cotta vases combine outstanding quality with accurate design and are sold at very reasonable prices. Their stoneware chemical apparatus is well-known, and their drainpipes and other sanitary products, which make up about two-thirds of their business, have huge sales.
It is well to add that at this pottery antique jugs and water-jugs, of excellent design and clever manipulation, are made. The forms are chaste and good, and they have, partly owing to the care in making, and partly to the fineness of the glaze, a pleasanter feel to the hand than others. The carriage and foot warmers, &c., made here are also extremely good in quality and design.
It’s worth mentioning that at this pottery, they create antique jugs and water jugs with great design and skill. The shapes are elegant and well-made, and due to the meticulous crafting and the quality of the glaze, they feel nicer in the hand than others. The carriage and foot warmers, etc., made here are also excellent in both quality and design.
The Lambeth Pottery.—In 1818 Mr. John Doulton established stoneware works at Vauxhall, and soon afterwards was joined in partnership by Mr. John Watts, the business being carried on under the style of Doulton & Watts. Some years after, the works were removed to High Street, Lambeth, to premises near those which had formerly been occupied by Mr. Griffiths, already spoken of. In 1858 Mr. Watts died, and from that time to the present the manufactory has been carried on by Mr. John Doulton in co-partnership with his sons, under the style of Doulton & Watts, and Henry Doulton & Co. In 1854 Mr. Henry Doulton took out a patent for “improvements in kilns used in the manufacture of stoneware, earthenware, and china.” In 1859 he took out another patent for “improvements in earthenware jars and bottles,” and in 1861 the same gentleman also patented his “improvements in the construction of vats and similar vessels for containing liquids.” At the Exhibitions of 1851 and 1862, medals were awarded to this firm, as they were also at the Exhibitions at Paris, Hamburg, Oporto, New Zealand, Auxerre, Caen, and Amsterdam. At the International[145] Exhibitions of 1871 and 1872 they also received the highest commendation.
The Lambeth Pottery.—In 1818, Mr. John Doulton started a stoneware factory at Vauxhall and soon partnered with Mr. John Watts, operating under the name Doulton & Watts. A few years later, the factory moved to High Street, Lambeth, to a location near where Mr. Griffiths, mentioned earlier, used to work. Mr. Watts passed away in 1858, and since then, Mr. John Doulton has continued the business in partnership with his sons, under the names Doulton & Watts and Henry Doulton & Co. In 1854, Mr. Henry Doulton received a patent for “improvements in kilns used in the manufacture of stoneware, earthenware, and china.” In 1859, he secured another patent for “improvements in earthenware jars and bottles,” and in 1861, he also patented his “improvements in the construction of vats and similar vessels for containing liquids.” The firm was awarded medals at the Exhibitions of 1851 and 1862, and also received honors at exhibitions in Paris, Hamburg, Oporto, New Zealand, Auxerre, Caen, and Amsterdam. The International[145] Exhibitions of 1871 and 1872 also recognized them with the highest praise.
The goods manufactured by Messrs. Doulton & Co. include chemical vessels of large size (up to 500 gallons) and all kinds of stoneware suitable for the laboratory and works of the manufacturing chemist—jars, bottles, jugs, water-filters, and other articles of domestic use; terra-cotta for architectural and gardening purposes; drainage pipes, irrigation conduits, sinks, and all kinds of sanitary ware; plumbago and other crucibles, muffles, furnaces, &c.: and, in addition to their manufactory at Lambeth, they have works for the manufacture of sewer pipes, fire goods, blue bricks, &c., at Rowley-Regis, Staffordshire; Smethwick, Staffordshire; and St. Helen’s, Lancashire. The various kinds of stoneware and terra-cotta produced by Messrs. Doulton at their Lambeth works give employment to about six hundred men; and their consumption of coals at Lambeth alone (exclusive of the quantity used in their Staffordshire and Lancashire factories) is over 10,000 tons per annum.
The products made by Doulton & Co. include large chemical vessels (up to 500 gallons) and various types of stoneware suitable for laboratories and manufacturing chemists—jars, bottles, jugs, water filters, and other household items; terra-cotta for architectural and gardening purposes; drainage pipes, irrigation channels, sinks, and all kinds of sanitary ware; plumbago and other crucibles, muffles, furnaces, etc. In addition to their factory in Lambeth, they have facilities for making sewer pipes, fire goods, blue bricks, etc., in Rowley-Regis, Staffordshire; Smethwick, Staffordshire; and St. Helen’s, Lancashire. The different types of stoneware and terra-cotta produced by Doulton at their Lambeth factory employ about six hundred people, and their coal consumption at Lambeth alone (not including what is used in their Staffordshire and Lancashire factories) exceeds 10,000 tons per year.

Fig. 347.—Doulton Ware.
Fig. 347.—Doulton Pottery.
Figs. 348 to 353.—Doulton’s Vases, Filters, &c.
Figs. 348 to 353.—Doulton’s Vases, Filters, etc.

Figs. 354 to 357.—Doulton’s Terra Cotta.
Figs. 354 to 357.—Doulton's Terracotta.
In stoneware—which, like every other branch of the ceramic art,[146] has made great progress during the last twenty or thirty years, and has been made applicable to scores of purposes never dreamed of by the potters of old—Messrs. Doulton produce, to a very large extent, bottles, jars, pitchers, and jugs; troughs and pans; feet, carriage, bed, and other warmers; barrels and taps; filters, filter-stands, and drip-pans, and every possible variety of household vessels. Besides these, force-pumps, retorts, receivers, condensing-worms, still-heads, evaporating dishes and pans, filtering-funnels, percolators, and every[148] other conceivable kind of chemical and manufacturing vessels and apparatus, as well as drain-pipes, gullies, sinks, and sanitary goods, are largely made.
In stoneware—which, like every other area of ceramic art,[146] has made significant advancements over the last twenty or thirty years, and has been adapted for countless uses never imagined by the potters of the past—Doulton produces, on a large scale, bottles, jars, pitchers, and jugs; troughs and pans; foot warmers, carriage warmers, bed warmers, and other heat-retaining items; barrels and taps; filters, filter stands, and drip pans, along with every possible kind of household item. In addition to these, they also manufacture force pumps, retorts, receivers, condensing worms, still heads, evaporating dishes and pans, filtering funnels, percolators, and every[148] other imaginable type of chemical and manufacturing vessels and equipment, as well as drain pipes, gullies, sinks, and sanitary products, on a large scale.
Many of the productions in this stoneware are of extremely artistic character, and evince a purity of taste which is highly meritorious. Some of the jugs and tankards, from antique examples, and which are produced both in brown, blue, claret, and fine white stoneware, are remarkably chaste and elegant, and remind one of the best periods of German and Flemish art. The forms are admirable, and the decorations, whether foliage or animal, incised or in relief, are always thoroughly well considered, and especially adapted to the material, the mode of production, and the use of the object. “There are no affected imitations of antique types. The spirit of true design is caught with admirable perception and insight, and when colour is introduced, it is done sparingly, and with a view to enhance the form of the object and the natural beauty of the material, rather than to conceal either the one or the other.”
Many of the pieces in this stoneware are very artistic and show a refined taste that is commendable. Some of the jugs and tankards, inspired by vintage designs and made in brown, blue, claret, and fine white stoneware, are impressively elegant and evoke the finest periods of German and Flemish art. The shapes are excellent, and the decorations, whether they feature foliage or animals, carved or in relief, are always thoughtfully designed, perfectly suited to the material, the method of creation, and the intended use of the item. “There are no pretentious imitations of classic styles. The essence of true design is captured with remarkable understanding and insight, and when color is used, it’s applied sparingly to enhance the shape of the item and the natural beauty of the material, rather than to hide either aspect.”
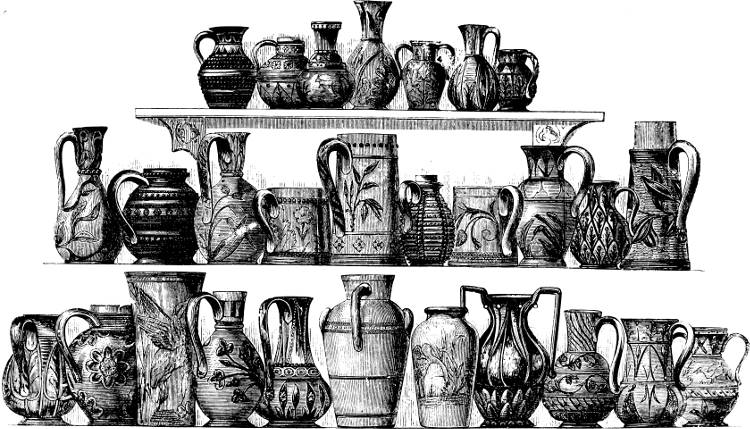
Fig. 358.—Group of Doulton Ware.
Fig. 358.—Doulton Ware Collection.
In terra-cotta, Messrs. Doulton’s works rank high, both for the beauty of their productions, the variety of designs they have introduced, and the durability and excellence of their material. In vases for gardens, &c.—the finest of which is their Amazon vase (Fig. 354) sent to the Exhibition of 1871—Messrs. Doulton produce a large number of exquisite patterns, as they do also of pedestals, fountains, garden-seats, flower-boxes, and vases, fern-cases, flower-pendants, mignionette-boxes, brackets, terminals, &c., which are all characterized by extreme excellence of design and workmanship. In statuary and architectural decorations the productions consist of figures, busts, and medallions; keystones, arches, trusses, and string-courses; capitals, bases, and finials; window and door heads and jambs; rain-water heads, of marvellously bold and effective design; parapets and balustrades; panels of coloured stoneware and terra-cotta, modelled in very high relief, and mostly of scriptural subjects, for out-door decoration; tiles and bosses of endless design—some ornamented in the sgraffito style, and others richly coloured; and everything requisite for the architect or the builder. Of terra-cotta flower-pots and fern-cases a large variety are made, all elegant in shape—some ornamented with masks and medallions, and others with vegetable composition; and of brackets and pendants the specimens are very graceful. Painting on pottery has also of late been introduced into this manufactory with very good results.
In terracotta, Doulton's works stand out for the beauty of their products, the variety of designs they've introduced, and the durability and quality of their materials. Among their vases for gardens, the most notable is their Amazon vase (Fig. 354) sent to the Exhibition of 1871. Doulton offers a wide range of stunning patterns, as well as pedestals, fountains, garden seats, flower boxes, fern cases, flower pendants, mignonette boxes, brackets, terminals, and more, all marked by exceptional design and craftsmanship. In statuary and architectural decorations, their creations include figures, busts, and medallions; keystones, arches, trusses, and string courses; capitals, bases, and finials; window and door heads and jambs; rainwater heads with impressively bold designs; parapets and balustrades; panels of colored stoneware and terracotta, modeled in high relief, mostly depicting biblical subjects for outdoor decoration; tiles and bosses with endless designs—some featuring the sgraffito style, and others richly colored; and all essentials for architects or builders. A large variety of terracotta flower pots and fern cases are available, all stylishly shaped—some adorned with masks and medallions, and others with floral designs; the brackets and pendants are also very elegant. Recently, painting on pottery has been introduced in this factory with very positive results.
[150]
[150]
One class of objects to which attention should be called, presents, in ordinary clays, adaptations in which is conspicuous all the play of the chastest Greek contours, with all the forms dear to successive generations of housewives before the revival set in. Prominent are claret cups, loving cups, hot and cold water jugs, flower vases, candlesticks, hunting jugs, pitchers, and inkstands, with a great variety of other vessels. “What particularly arrests the eye in this branch of the manufacture is, that each object has a style which now takes us back to the flowery periods of Doric and Etruscan forms, now to the days of mediæval hospitalities, or to modern instances, by vessels of form and capacity which would delight even the hearts of the notoriously beer-loving Burschenschaft of Jena. And it is necessary to explain that, as these works are not the results of the common course of earthenware production, it has cost much thought and the exercise of much knowledge and ingenuity to appoint a confederacy of labour so particularly qualified as shall work successfully to this special end.” The ornament is principally the sgraffimento, or incised outline, which is effected sometimes as soon as the vessel leaves the wheel, or more generally after it has been allowed partially to dry to a consistency which will allow of its being handled, though yet sufficiently soft to admit of being easily worked upon. To the designs thus engraved in outline, especially to the leafage, colour is applied with an ordinary water-colour brush, and burnt in. This ware is called “Doulton ware,” or “Sgraffito ware,” and no two pieces are formed alike. With regard to the body it will be sufficient to say that the great strength of stoneware in comparison with that of earthenware, and also its perfect cleanliness, have secured its adoption, whether produced by this or any of the other eminent firms who manufacture it, in all kinds of appliances in connection with drainage and sanitary engineering; and the perfect resistance it offers to the strongest acids, proves the material to be admirably fitted for the manufacture of every kind of vessel and apparatus employed in trades depending in any degree on chemical operations.
One category of items worth mentioning has, in traditional clays, features that showcase all the elegant lines of classic Greek designs, along with the forms cherished by generations of homemakers before the revival began. Notable items include claret cups, loving cups, hot and cold water jugs, flower vases, candlesticks, hunting jugs, pitchers, and inkstands, along with a wide range of other vessels. “What particularly catches the eye in this aspect of production is that each item has a style that evokes both the ornate periods of Doric and Etruscan forms, as well as the times of medieval hospitality, or even modern examples, with vessels shaped and sized to please even the famously beer-loving Burschenschaft of Jena. It’s important to clarify that these works do not arise from the usual methods of pottery production; a lot of thought, knowledge, and creativity went into putting together a skilled team specifically tailored to achieve this particular goal.” The decoration primarily uses sgraffito, or incised outlines, which is usually done right after the item comes off the wheel, or more often after it has partially dried to a texture that allows handling while still remaining soft enough to carve easily. For the designs engraved in outline, especially the leaf patterns, color is applied using a standard watercolor brush and then fired in. This type of pottery is known as “Doulton ware” or “Sgraffito ware,” and no two pieces are exactly alike. When it comes to the material, it’s enough to note that the great durability of stoneware, compared to earthenware, and its high level of cleanliness, have made it popular in all types of applications related to drainage and sanitary engineering; its exceptional resistance to strong acids proves that this material is perfectly suited for making all kinds of vessels and equipment used in industries involving chemical processes.
Fore Street.—A manufactory of various kinds of pottery existed here in the beginning of the present century, and was carried on by Mr. Richard Waters, who in June, 1811, took out a patent for “a new method of manufacturing pottery ware.” First, “in the fabrication of various articles of considerable magnitude,” “instead of throwing or[151] moulding them on a revolving table, the clay is made into sheets and then applied upon moulds and finished, by beating or pressure, or by turning while in a revolving state;” second, forming “delf-ware pots and other articles by compression of the clay between suitable moulds;” third, “making or clouding the ‘Welsh ware,’ by using a number of pipes instead of one in distributing the colour;” fourth, “making earthenware jambs, tiles for facing houses, and for paving hearths, balustrades, balconies, and bricks vein-coloured, variegated either by the last process or by putting together masses differing from each other,” and in the admixture of stony or metallic or other mineral substances, so as to differ in their colours and appearance when baked; fifth, by this process making “figures, statues, ornaments, armorial bearings, and the like;” sixth, by this process making “stone mortars and pestles, cisterns, coffins, worms for distillers’ use, tiles, with a hook on the back instead of a knob, also with a higher edge and deeper return than usual.”
Fore Street.—At the start of this century, there was a pottery factory here run by Mr. Richard Waters, who in June 1811 obtained a patent for “a new method of manufacturing pottery ware.” First, “in the creation of various large items,” “instead of throwing or molding them on a spinning table, the clay is formed into sheets and then applied to molds, finished by beating, pressure, or by turning while spinning;” second, creating “delf-ware pots and other items by compressing the clay between the right molds;” third, “making or clouding ‘Welsh ware’ by using multiple pipes instead of just one for color distribution;” fourth, “producing earthenware jambs, tiles for house facings, and tiles for paving hearths, balustrades, balconies, and bricks in vein colors, either variegated through the last method or by combining different masses,” and mixing in stony, metallic, or other mineral materials, so that they vary in color and appearance after being baked; fifth, through this method creating “figures, statues, ornaments, crests, and similar items;” sixth, through this process producing “stone mortars and pestles, cisterns, coffins, worms for distillers, tiles with a hook on the back instead of a knob, and tiles with a higher edge and deeper return than usual.”
Imperial Pottery.—Another pottery at Lambeth was that of Messrs. Green & Co., which in 1858 passed, by purchase, into the hands of Mr. John Cliff, by whom it was considerably enlarged. Mr. Cliff here brought into use his own “patent kiln for what is known as double glaze or Bristol glaze kiln, and a circular bag for the salt glaze and pipe kiln, since adopted generally.” Here also Carr’s “Disintegrant” was first proved and got to work; and here, under his own eye, Siemens’s gas furnace was tried on pottery. Here also Mr. Cliff brought out, and into work, his patent wheel and patent lathe—two most important improvements in the potter’s art, and said to be the most perfect and convenient machines extant. The works were closed in 1869, through the site being required by the Metropolitan Board of Works for improvements, and Mr. Cliff removed to Runcorn, in Cheshire, where he still continues his manufactory.[55] The works were originally established for the manufacture of common red ware; but after a time Mr. Green added a little salt-glazed ware; and then, as the double glazed gained favour, added it, and made it his principal business, giving up the red ware entirely. Later still, he manufactured drain pipes and a good deal of chemical stoneware; and, besides all the usual articles, filters were here extensively made for the celebrated George Robins, the[153] auctioneer. The old works were many times much injured by fire—being nearly destroyed just before passing into Mr. Cliff’s hands in 1858.
Imperial Pottery.—Another pottery in Lambeth was operated by Messrs. Green & Co., which Mr. John Cliff purchased in 1858 and significantly expanded. Mr. Cliff introduced his own “patent kiln for what is known as double glaze or Bristol glaze kiln, and a circular bag for the salt glaze and pipe kiln, which is now widely used.” It was also where Carr’s “Disintegrant” was first tested and implemented; under his supervision, Siemens’s gas furnace was tried on pottery. Additionally, Mr. Cliff developed his patent wheel and patent lathe—two major advancements in pottery, said to be the most efficient and convenient machines available. The factory closed in 1869 because the site was needed by the Metropolitan Board of Works for improvements, and Mr. Cliff relocated to Runcorn, in Cheshire, where he continues his manufacturing business. The factory was originally set up for making common red ware, but over time, Mr. Green added some salt-glazed ware; later, as double glazing became popular, he made it his main focus, completely ceasing the production of red ware. Eventually, he also produced drain pipes and a significant amount of chemical stoneware; beyond that, he extensively manufactured filters for the renowned auctioneer George Robins. The old factory suffered multiple serious fires—almost being completely destroyed just before it came into Mr. Cliff’s possession in 1858.
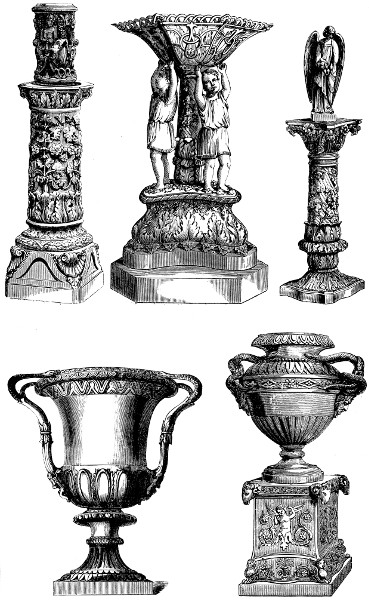
Figs. 359 to 363.—Blanchard’s Terra Cotta, &c.
Figs. 359 to 363.—Blanchard’s Terra Cotta, etc.
Crispe’s China.—Crispe of Bow Churchyard is said to have had a manufactory of china ware at Lambeth in the middle of last century; and to him John Bacon, the sculptor, is stated to have been apprenticed in 1755. But little is known of this manufactory of Crispe’s, but reference to him and to his connection with the china trade will be made in another part of this book.
Crispe’s China.—Crispe from Bow Churchyard is said to have had a china ware factory in Lambeth in the middle of the last century; and it is reported that John Bacon, the sculptor, was apprenticed to him in 1755. Not much is known about Crispe's factory, but we will mention him and his ties to the china trade in another section of this book.
Several other potteries—one carried on by Mr. Northen, who was an apprentice to Mr. White of Fulham—existed at Lambeth, but have been removed, like the “Imperial,” by the improvements on the banks of the Thames.
Several other potteries—one run by Mr. Northen, who was an apprentice to Mr. White of Fulham—were located at Lambeth, but have been removed, like the “Imperial,” due to the improvements along the banks of the Thames.
Blackfriars Road.
The terra-cotta works of Messrs. M. H. Blanchard, Son, & Co., were established in 1839 by Mr. Blanchard, who served his apprenticeship with Messrs. Coade & Sealey at Lambeth, and they are still carried on by him and his sons and other partners under the above style.
The terra-cotta works of M. H. Blanchard, Son, & Co. were founded in 1839 by Mr. Blanchard, who completed his apprenticeship with Coade & Sealey in Lambeth. They are still run by him, his sons, and other partners under the same name.
The terra-cotta goods manufactured by this firm are of remarkably fine and good quality, and consist of vases, tazzas, statues, busts, groups of figures, brackets, pedestals, terminals, crosses, fountains, balustrades, trusses, and every species of architectural enrichment. In 1851, and again in 1862, as well as at the Paris Exhibition, Mr. Blanchard was awarded medals for his terra-cotta goods, and they are considered to be among the best produced, either in this country or on the Continent. Among the more successful of the works executed by them may be named the terra-cotta for the Brighton Aquarium; the permanent buildings, South Kensington Museum; the columns, &c., of the arcades in the Royal Horticultural Gardens; the Charing Cross and Cannon Street hotels and termini; the Grosvenor mansions; the Grand Hotel, Cairo; and the chastely beautiful and effective enrichments of the Wedgwood Institute, Burslem. Of this last, as one of the greatest achievements of ceramic art, as applied to external decoration of buildings, I give a series of engravings. The principal features of these designs are a series of twelve nearly square panels, in alto-relievo, representing the months of the year—each month being represented by a seated, recumbent, or stooping life-size figure, with the attribute[154] of the season; and a series of oblong panels or plaques, representing, in similar relief, all the more striking details of the work of the potter, thus, very appropriately, illustrating the staple trade of the district in which the Wedgwood Institute is situated. Of the months, the four illustrations here given (Figs. 364 to 367) will convey a correct idea.
The terra-cotta products made by this company are of exceptionally high quality and include vases, tazzas, statues, busts, groups of figures, brackets, pedestals, terminals, crosses, fountains, balustrades, trusses, and all kinds of architectural decorations. In 1851 and again in 1862, as well as at the Paris Exhibition, Mr. Blanchard received medals for his terra-cotta products, which are regarded as some of the finest made, both in this country and abroad. Some of their most notable projects include the terra-cotta for the Brighton Aquarium, the permanent buildings at the South Kensington Museum, the columns of the arcades in the Royal Horticultural Gardens, the Charing Cross and Cannon Street hotels and transport hubs, the Grosvenor Mansions, the Grand Hotel in Cairo, and the elegantly beautiful decorations of the Wedgwood Institute in Burslem. I present a series of engravings of this last project, considered one of the greatest achievements in ceramic art for exterior building decoration. The main features of these designs consist of twelve nearly square panels in high relief, depicting the months of the year—each represented by a life-size seated, reclining, or bending figure, each holding an attribute of the season; along with a series of elongated panels or plaques that show, in similar relief, the more notable details of pottery work, which aptly illustrates the key industry of the region where the Wedgwood Institute is located. The four illustrations of the months provided here (Figs. 364 to 367) will give a clear idea.
Fig. 364.
Fig. 364.
Fig. 365.
Fig. 365.
[155]
[155]
Fig. 366.
Fig. 366.
Fig. 367.
Fig. 367.
Of the general high character for design and workmanship of the productions of Mr. Blanchard—who ranks among the best in the kingdom—the objects here engraved will give abundant testimony; and it only remains to add that the quality of the material and its durability are fully equalled by the excellence of design of the various articles produced by this firm.
Of the overall high quality in design and craftsmanship of Mr. Blanchard's works—who is considered one of the best in the country—the items shown here provide clear evidence. It should also be noted that the material's quality and durability match the superb design of the various articles created by this company.
[156]
[156]
Vauxhall.
Thomas Houghton, to whom I have in other parts of this work referred, in his “Husbandry and Trade Improved,” writing on March 13, 1695–6, says, speaking of the imports during the year 1694, “of teapots there came but ten, and those from Holland. To our credit be it spoken, we have about Faux-Hall (as I have been informed) made a great many, and I cannot gainsay but they are as good as any come from abroad.” In 1714 Thoresby writes that he “went by water to Fox-Hall and the Spring-gardens. After dinner we viewed the pottery and various apartments there. Was most pleased with that where they were painting divers colours, which yet appear more beautiful and of divers colours when baked.” The Vauxhall Pottery is said to have been situated close by Vauxhall Bridge, in High Street. The Delft-ware Pottery in Princess Street, Lambeth, is said to have belonged to the same works. The Vauxhall Pottery, which was for the production of stoneware similar to that at Lambeth, was carried on towards the close of last century by a Mr. Wagstaffe; and on his death, in or about 1803, it passed into the hands of his nephew, Mr. John Wisker, who carried it on until his decease in 1838, he having, in 1833, taken out a patent “for certain improvements in machinery or apparatus for grinding covers or stoppers for jars, bottles, and other vessels made of china, stone, or other earthenware,” such as are described in the patent of Robert Burton Cooper taken out in 1831. On the death of Mr. Wisker, the works were purchased of his executors by Mr. Alfred Singer, but have been discontinued and pulled down; and the site built over, for some years. At these works Mr. Singer, in conjunction with Mr. Henry Pether, manufactured small tiles, or tesseræ, for tesselated pavements. In 1839 they took out a patent “for certain improvements in the preparation and combination of earthenware or porcelain, for the purpose of mosaic or tesselated work” “by cutting clay or other plastic material into rectilinear figures, by means of intersecting wires stretched in a frame,” and “the forming of ornamental slabs of mosaic work by cementing together small pieces of porcelain or earthenware, of various figures and colours, on slabs of slate, stone, or other suitable material.”
Thomas Houghton, whom I mentioned earlier in this work, wrote in his “Husbandry and Trade Improved” on March 13, 1695-6, about the imports in 1694, saying, “only ten teapots came in, and those from Holland. To our credit be it said, we have made quite a few around Faux-Hall (as I’ve been told), and I can’t deny they’re as good as any from abroad.” In 1714, Thoresby noted that he “went by water to Fox-Hall and the Spring-gardens. After lunch, we checked out the pottery and different rooms there. I was most impressed with the one where they were painting various colors, which look even more beautiful and diverse when fired.” The Vauxhall Pottery is said to have been located near Vauxhall Bridge, on High Street. The Delft-ware Pottery on Princess Street in Lambeth is thought to have come from the same facility. The Vauxhall Pottery, which produced stoneware similar to that at Lambeth, was run towards the end of the last century by a Mr. Wagstaffe; after his death around 1803, it was taken over by his nephew, Mr. John Wisker, who continued until his death in 1838. In 1833, he had obtained a patent “for certain improvements in machinery or tools for grinding covers or stoppers for jars, bottles, and other vessels made of china, stone, or other earthenware,” similar to what was described in Robert Burton Cooper's patent from 1831. After Mr. Wisker died, Mr. Alfred Singer bought the works from his executors, but they were discontinued and demolished, and the site has been developed for several years. At these works, Mr. Singer, together with Mr. Henry Pether, made small tiles, or tesseræ, for mosaic pavements. In 1839, they received a patent “for certain improvements in the preparation and combination of earthenware or porcelain for mosaic or tesselated work” “by cutting clay or other plastic material into straight figures using intersecting wires stretched in a frame,” and “creating decorative slabs of mosaic work by bonding together small pieces of porcelain or earthenware of various shapes and colors on slabs of slate, stone, or other suitable materials.”
There was another pottery at Vauxhall, where coarse red or[157] brown ware was made, and where also, later on, a fine stoneware was produced. There was also a manufactory of white stoneware carried on, in 1811, by a Mr. Joseph Kishire.
There was another pottery at Vauxhall that made rough red or[157] brown pottery, and later on, produced fine stoneware. In 1811, a Mr. Joseph Kishire was also running a factory for white stoneware.
Aldgate.
In 1690 William Knight was a “Pottmaker” in “the parish of St. Buttolph without Aldgate, London,” and made “white ware.” In that year he had conveyed to him, by deed, some premises which were situated “by the river running from Merton Mill to Wandsworth, in the county of Surrey,” and consisted in part of a mill, “used for a colour-mill for grinding colours for the glazeing of white ware” made by him. The original deed, which is in my own possession, was first made public by me in my “Reliquary,” and is altogether one of the most interesting contributions to the history of the ceramic art in England which has of late been made. The deed is as follows:—
In 1690, William Knight was a “potter” in “the parish of St. Buttolph without Aldgate, London,” and he produced “white ware.” That year, he received a deed for some property located “by the river running from Merton Mill to Wandsworth, in the county of Surrey,” which included a mill, “used for a color mill for grinding colors for the glazing of white ware” that he created. The original deed, which I currently hold, was first published by me in my “Reliquary,” and is definitely one of the most fascinating contributions to the history of ceramic art in England that has emerged recently. The deed is as follows:—
THIS INDENTURE, made the Tenth Day of March, Anno Dom. 1690, and in the Third Yeare of the Reigne of our Soveraigns Lord and Lady William and Mary King and Queene of England Scotland France and Ireland &c Betweene Mary Crispe of the parish of St. Andrewe Holborne in the County of Middx Widow late wife of Ellis Crispe late of Wimbledon in the County of Surry Esquire Deceased and Samuel Crispe of the Inner Temple London Gent. Son and Heire of the said Ellis Crispe of the One part And William Knight of the Parish of St. Buttolph without Aldgate London Pottmaker of the Other part Witnesseth That For and in Consideration of the Sume of Seaven Hundred Pounds of lawfull mony of England heretofore to the said Ellis Crispe and the said Mary Crispe (by the name of Mary his wife) or one of them paid by the said William Knight And in Consideration of the Sume of Five Shillings to the said Mary Crispe and Samuel Crispe or one of them in hand at or before th’ ensealing and delivery of these presents by the said William Knight well and truly paid The Receipt of which severall Sumes they the said Mary Crispe and Samuel Crispe doe hereby respectively Acknowledge Testifie and Declare And thereof and of and from every part and parcell thereof Doe hereby severally and respectively Release Acquitt and Discharge the said William Knight his Heirs Executors and Administrators and every of them by these presents And in pursuance of a Covenant for further Assurances of the Lands Mill and Hereditaments hereinafter mentioned or intended to be Released or Conveyed made by and from the said Ellis Crispe for himself and for the said Mary Crispe (by the name of Mary his wife) and for the Heires and Assigns of the said Ellis Crispe to the said William Knight his Heires and Assignes Conteined in an Indenture bearing date on or about the Four and Twentieth day of July Anno Domini One Thousand Six Hundred Eighty and Three and in the Five and Thirtieth Yeare of the Raigne of the late King Charles the Second Made or mentoned to be made Between the said Ellis Crispe and the said Mary Crispe (by the name of Mary his wife) of the One part and the said William Knight of the Other part And for diverse other good Causes and Consideratons them the said Mary Crispe and Samuel Crispe thereunto moueing They the said Mary Crispe and Samuel Crispe Have Bargained Sold Released and Confirmed And by these presents Doe Bargaine Sell Release and Confirme unto the said William Knight (in his actuall possession now being) and to his Heires and Assignes All Those Five Closes or Parcells of Meadow Ground Conteineing by Estimation Fifteene Acres be the same more or lesse lyeing neare and adjoyneing to the River running from Merton Mill to Wandsworth in the County of Surry Together with the Mill Erected on part of the said Fifteen Acres formerly used for a Fulling Mill and Brasill Mill and now and of late used for a Colour Mill for Grinding[158] Colours for the Glazeing of White Ware And also the Watercourses Ponds Mill Ponds Floodgates Wayes Waters Comodityes and Appurtenances to the said Mill and Premises or any of them belonging or of right apperteineing All which Premises now are and late were in the tenure or occupaton of the said William Knight his Tennants or Assignes And are Scituate lyeing and being in the said Parish of Wimbledon in the said County of Surrey And also all the Land Mill and Hereditaments with the appurtennces which in or by One Indenture bearing date the Fourth day of November Anno Domini One Thousand Six Hundred Seaventy and Three And in the Five and Twentieth Yeare of the Raigne of the late King Charles the Second made Betweene the said Ellis Crispe of the One part and John Campion of London Pewterer and the said William Knight of the Other part were or were mentoned to be demised granted and to Farm letten by the said Ellis Crispe unto the said John Campion and William Knight All which premises doe abutt on the Southside towards the Highway on the Westside towards the Land late of the said Ellis Crispe late in the occupaton of Joseph Walton William Mason and Edward Hubbart on the Northside towards Biggery Road and on the Eastside towards the Old River All which Land Mill and Premises are Platted Sett out and drawne and butted and bounded in a Plott or scheame to these presents annexed[56] (Except and allwayes reserved out of this Present Release or Conveyance unto the said Mary Crispe and Samuel Crispe and the Heires of the said Samuel The Royalty of Fishing and free leave liberty and lycense to and for the said Mary Crispe and Samuel Crispe and the Heires of the said Samuel and her his and their Servants to come into and upon the premises hereby Released or Conveyed to Fish at all seasonable and convenient times) And the Revercon and Revercons Remainder and Remainders Rents Issues and Profitts of all and singular the Premises and of every part and parcell thereof And all the Estate Right Tythe Interest Revercon Inheritance Trust Property Profit Clayme and Demand whatsoever of them the said Mary Crispe and Samuel Crispe or either of them of into and out of the Premises hereby menconed or intended to be Released or Conveyed and every or any part or parcell thereof Together with true Coppyes (to be made at the costs and charges of the said William Knight his Heirs or Assignes) of all such Deeds Evidences and Writeings (now in the hands custody or possession of the said Mary Crispe and Samuel Crispe or which they or either of them may or can come at without Suite in Law) as doe relate to or concerne the Premises hereby menconed or intended to be bargained and sold joyntly with other the Lands Tenements or Hereditaments of them the said Mary Crispe and Samuel Crispe or either of them All which Premises hereby menconed or intended to be bargained Sold Released and Confirmed were heretofore bargained sold released and confirmed or otherwise Conveyed unto the said William Knight his Heires and Assignes to his and their own use and behoofe for ever by and from the said Ellis Crispe and the said Mary his wife by Indentures of Lease and Release bearing date the Three and Twentieth and Four and Twentieth dayes of July Anno Domini One Thousand Six Hundred Eighty and Three and in the said Five and Thirtieth Yeare of the Raigne of the said late King Charles the Second made or mencondd to be made Betweene the said Ellis Crispe and the said Mary Crispe by the name of Mary his wife of the One part and the said William Knight of the Other part and by other good and sufficient Conveyances or Assurances in the Law And also together with all Messuages Tenements Houses Erectons and Buildings Sythence erected and built upon the said Fifteen Acres of Land or any part thereof with their Appurtenances To have and to hold all and singular the premises (Except before Excepted) Unto the said William Knight his Heires and Assignes To the onely use and behoofe of the said William Knight his Heires and Assignes for Ever and to and for noe other use or uses intents or purposes whatsoever And the said Mary Crispe for herselfe her Heires Executors and Admstrators And the said Samuel Crispe for himselfe his Heires Executors and Administrators Doe respectively Covenant and Agree to and with the said William Knight his Heires and Assignes by these presents That it shall and may be lawfull to and for the said William Knight his Heires and Assignes peaceably and quitely to Have Hold Occupy Possese and Enjoy the premises with the appurtennces hereby bargained and sold or menconed to be hereby bargained and sold and to receive have and take the Rents Issues and Profitts thereof to his and their owne Use and Uses without the lawful Lett Suite Trouble Molestation Eviction Disturbance or Interrupton of or by the said Mary Crispe and Samuel Crispe or either of them their or either of their Heires or Assignes or the Heires and Assignes of the said Ellis Crispe or the Heires or [159]Assignes of Rowland Wilson Esquire Decd late Grandfather of the said Ellis Crispe Or of or by any other person or persons claymeing or to clayme by from or under the said Mary Crispe and Samuel Crispe or by from or under the said Ellis Crispe or Rowland Wilson or any or either of them in any manner of wise And that Free and Cleare and freely and clearly Acquitted Exonerated and Discharged Or otherwise by the said Mary Crispe and Samuel Crispe their Heires and Assignes from time to time and at all times hereafter well and sufficiently Saved Defended and kept harmelesse and Indempnifyed of and from All and all manner of former and other Guifts Grants Bargaines Sales or Conveyances (Other than such as are hereinbefore menconed) Mortgages Joyntures Dowers Right and Tytle of Dower Uses Wills Intayles Recognizances Statutes Merchant and of the Staple Judgements Executons Extents Seizures Forfeitures Debts to the Crowne and of and from all other Charges Estates Tytles Troubles and Incumbrances whatsoever had made comitted done or suffered or to be had made committed done or suffered by the said Mary Crispe and Samuel Crispe or either of them respectively their Heires or Assignes or by the said Ellis Crispe and Rowland Wilson or either of them or any clayming by from or under them either or any of them in any manner of wise And Farther That the said Mary Crispe and Samuel Crispe either of them their and either of their Heires and Assignes and all and every other person and persons claymeing or to clayme by from or under the said Mary Crispe and Samuel Crispe or either of them or the said Rowland Wilson or Ellis Crispe shall and will from time to time and at all times hereafter within the Space of Seaven Yeares at the Request Costs and Charges in the Law of the said William Knight his Heires or Assignes make doe acknowledge leavy execute and suffer or cause and procure to be made done acknowledged leavyed executed and suffered unto him and them such further or other lawfull and reasonable Act and Acts Deed and Deeds Conveyance and Conveyances Assurance and Assurances in the Law whatsoever for the further and better Conveying Assureing Surety and Sure makeing of the Premises with the appurtennces hereby bargained sold or released and every part and parcell thereof unto the said William Knight his Heires and Assignes to his and their owne use and uses Bee it by Fine or Fines Recovery or Recoveryes with single double or treble Voucher or Vouchers over Deed or Deeds Inrolled or not Inrolled Release Confirmacon or by all or any of those wayes or meanes or by any other wayes or meanes whatsoever As by the said William Knight his Heires or Assignes or his or their Councell Learned in the Laws shalbee reasonably devised or advised and required Soe as such farther Assurance shall conteyne noe further or other Warranty or Covenants then only against the partyes thereunto and for and concerning their own acts only and soe as the Person or Persons making such farther Assurance shall not be Compelled or Compellable to Travell farther than the Citys of London or Westminster in Case they Inhabit within Seaven Miles thereof or else farther than Seaven Miles from the Place of his or their abode for the doeing thereof And it is hereby Covenanted Declared and fully agreed by and betweene all and every the Partyes to these presents for them and their Heires That all and every Fine and Fines Conveyance and Conveyances Assurance and Assurances in the Law whatsoever already had made levyed acknowledged executed or suffered or hereafter to be had made levyed acknowledged executed or suffered by or betweene the said Partyes to these presents or whereunto they or any of them are or shalbee Party or Partyes Of or concerning the premises hereby menconed or intended to be Released or Confirmed unto the said William Knight his Heires or Assignes intirely by themselves or joyntly with any other Lands Tenements or Hereditaments whatsoever shalbee and Enure and shall be adjudged deemed construed expounded and taken to be and enure and is and are hereby declared to be and enure as to the said severall Closes Mill and other the premises with the appurtenaces hereby menconed or intended to be Released or Conveyed To the use and behoofe of the said William Knight his Heires and Assignes and to and for noe other use or uses intents or purposes whatsoever In witness whereof The said parties to these present Indentures Interchangeably have Sett their Hands and Seales Dated the Day and Yeare First above written.
THIS INDENTURE, made on the Tenth Day of March, AD 1690, and in the Third Year of the Reign of our Sovereigns Lord and Lady William and Mary King and Queen of England, Scotland, France, and Ireland, etc. Between Mary Crispe of the parish of St. Andrew Holborn in the County of Middlesex, Widow and late wife of Ellis Crispe, who was late of Wimbledon in the County of Surrey, Esquire, deceased, and Samuel Crispe of the Inner Temple, London, Gent., Son and Heir of the said Ellis Crispe, of the One part; and William Knight of the Parish of St. Botolph without Aldgate, London, Potmaker, of the Other part Witnesses that for and in consideration of the sum of Seven Hundred Pounds of lawful money of England previously paid to the said Ellis Crispe and the said Mary Crispe (by the name of Mary his wife) or one of them by the said William Knight, and in consideration of the sum of Five Shillings, to the said Mary Crispe and Samuel Crispe or one of them, in hand at or before the sealing and delivery of these presents by the said William Knight, duly paid, the receipt of which several sums they, the said Mary Crispe and Samuel Crispe, hereby respectively acknowledge, testify, and declare; and from every part and parcel thereof, do hereby severally and respectively release, acquit, and discharge the said William Knight, his heirs, executors, and administrators, and every one of them by these presents. And in pursuance of a Covenant for further assurances of the Lands, Mill, and Hereditaments hereinafter mentioned or intended to be released or conveyed made by and from the said Ellis Crispe for himself and for the said Mary Crispe (by the name of Mary his wife) and for the heirs and assigns of the said Ellis Crispe to the said William Knight, his heirs, and assigns, contained in an Indenture dated on or about the Twenty-fourth day of July Anno Domini 1683, and in the Thirty-fifth Year of the Reign of the late King Charles the Second, made or mentioned to be made between the said Ellis Crispe and the said Mary Crispe (by the name of Mary his wife) of the One part and the said William Knight of the Other part; and for various other good causes and considerations moving the said Mary Crispe and Samuel Crispe, They the said Mary Crispe and Samuel Crispe Have bargained, sold, released, and confirmed, and by these presents do bargain, sell, release, and confirm unto the said William Knight (in his actual possession now being) and to his heirs and assigns All those five closes or parcels of meadow ground containing by estimation fifteen acres, more or less, lying near and adjoining to the River running from Merton Mill to Wandsworth in the County of Surrey, together with the mill erected on part of the said fifteen acres, formerly used for a fulling mill and brass mill, and now and recently used for a color mill for grinding[158] colors for the glazing of white ware; and also the watercourses, ponds, mill ponds, floodgates, ways, water commodities, and appurtenances belonging or of right appertaining to the said mill and premises or any of them. All of which premises are now and were lately in the tenure or occupation of the said William Knight, his tenants or assigns, and are situated, lying, and being in the said Parish of Wimbledon in the said County of Surrey And also all the land, mill, and hereditaments with the appurtenances which in or by one indenture dated the Fourth day of November Anno Domini 1673, and in the Twenty-fifth Year of the Reign of the late King Charles the Second, made between the said Ellis Crispe of the One part and John Campion of London, Pewterer, and the said William Knight of the Other part, were or were mentioned to be demised, granted, and let by the said Ellis Crispe unto the said John Campion and William Knight. All which premises do abut on the south side towards the highway, on the west side towards the land late of the said Ellis Crispe, late in the occupation of Joseph Walton, William Mason, and Edward Hubbart, on the north side towards Biggery Road, and on the east side towards the Old River. All which land, mill, and premises are plotted, set out, and drawn and butted and bounded in a plot or scheme attached to these presents [56] (Except and always reserved from this present release or conveyance unto the said Mary Crispe and Samuel Crispe and the heirs of the said Samuel the royalty of fishing and free leave, liberty, and license to and for the said Mary Crispe and Samuel Crispe and the heirs of the said Samuel and her, his, and their servants to come into and upon the premises hereby released or conveyed to fish at all reasonable and convenient times) and the reversion and reversions, remainder and remainders, rents, issues, and profits of all and singular the premises and every part and parcel thereof; and all the estate, right, title, interest, reversion, inheritance, trust, property, profit, claim, and demand whatsoever of them, the said Mary Crispe and Samuel Crispe, or either of them, of into and out of the premises hereby mentioned or intended to be released or conveyed, and every or any part or parcel thereof; together with true copies (to be made at the cost and charges of the said William Knight, his heirs or assigns) of all such deeds, evidences, and writings (now in the hands, custody, or possession of the said Mary Crispe and Samuel Crispe, or which they or either of them may or can access without lawsuit) as do relate to or concern the premises hereby mentioned or intended to be bargained and sold jointly with other lands, tenements, or hereditaments of the said Mary Crispe and Samuel Crispe, or either of them. All which premises hereby mentioned or intended to be bargained, sold, released, and confirmed were heretofore bargained, sold, released, and confirmed, or otherwise conveyed unto the said William Knight, his heirs and assigns, to his and their own use and benefit forever by and from the said Ellis Crispe and the said Mary, his wife, by indentures of lease and release bearing the Twenty-third and Twenty-fourth days of July Anno Domini 1683, and in the said Thirty-fifth Year of the Reign of the said late King Charles the Second, made or mentioned to be made between the said Ellis Crispe and the said Mary Crispe (by the name of Mary his wife) of the One part and the said William Knight of the Other part and by other good and sufficient conveyances or assurances in the law. And also together with all messuages, tenements, houses, erections, and buildings since erected and built upon the said fifteen acres of land or any part thereof with their appurtenances To love and to cherish all and singular the premises (except previously excepted) unto the said William Knight, his heirs and assigns, to the only use and benefit of the said William Knight, his heirs and assigns forever and to and for no other use or uses, intents or purposes whatsoever. And the said Mary Crispe for herself, her heirs, executors, and administrators And it said Samuel Crispe for himself, his heirs, executors, and administrators, do respectively covenant and agree to and with the said William Knight, his heirs and assigns, by these presents that it shall and may be lawful for the said William Knight, his heirs and assigns, peaceably and quietly to have, hold, occupy, possess, and enjoy the premises with the appurtenances hereby bargained and sold or mentioned to be hereby bargained and sold and to receive, have, and take the rents, issues, and profits thereof to his and their own use and uses without the lawful hindrance, suit, trouble, molestation, eviction, disturbance, or interruption of or by the said Mary Crispe and Samuel Crispe or either of them, their or either of their heirs or assigns or the heirs and assigns of the said Ellis Crispe, or the heirs or [159] assigns of Rowland Wilson, Esquire, deceased, late grandfather of the said Ellis Crispe, or of or by any other person or persons claiming or to claim by, from, or under the said Mary Crispe and Samuel Crispe or by, from, or under the said Ellis Crispe or Rowland Wilson or any or either of them in any manner whatsoever. And that free and clear and freely and clearly acquitted, exonerated, and discharged or otherwise by the said Mary Crispe and Samuel Crispe, their heirs and assigns, from time to time and at all times hereafter well and sufficiently saved, defended, and kept harmless and indemnified of and from all and every manner of former and other gifts, grants, bargains, sales, or conveyances (other than those hereinbefore mentioned), mortgages, jointures, dower rights and titles of dower, uses, wills, entails, recognizances, statutes merchant, and of the staple, judgments, executions, extents, seizures, forfeitures, debts to the Crown, and of and from all other charges, estates, titles, troubles, and encumbrances whatsoever had, made, committed, done, or suffered, or to be had, made, committed, done, or suffered by the said Mary Crispe and Samuel Crispe or either of them respectively, their heirs or assigns, or by the said Ellis Crispe and Rowland Wilson, or either of them, or any claiming by, from, or under them, either or any of them in any manner whatsoever. And More that the said Mary Crispe and Samuel Crispe, either of them, their and either of their heirs and assigns, and all and every other person or persons claiming or to claim by, from, or under the said Mary Crispe and Samuel Crispe or either of them, or the said Rowland Wilson or Ellis Crispe, shall and will from time to time and at all times hereafter within the space of seven years, at the request, costs, and charges in the law of the said William Knight, his heirs, or assigns, make, do, acknowledge, levy, execute, and suffer or cause and procure to be made, done, acknowledged, levied, executed, and suffered unto him and them such further or other lawful and reasonable act and acts, deed and deeds, conveyance and conveyances, assurance and assurances in the law whatsoever for the further and better conveying, assuring, securing, and ensuring of the premises with the appurtenances hereby bargained, sold, or released and every part and parcel thereof unto the said William Knight, his heirs and assigns, to his and their own use and uses, be it by fine or fines, recovery or recoveries, with single, double, or treble voucher or vouchers, over deed or deeds, enrolled or not enrolled, release, confirmation, or by all or any of those ways or means or by any other ways or means whatsoever, as by the said William Knight, his heirs or assigns, or his or their counsel learned in the laws shall be reasonably devised or advised and required, so as such further assurance shall contain no further or other warranty or covenants than only against the parties thereunto and for and concerning their own acts only, and so as the person or persons making such further assurance shall not be compelled or enforceable to travel farther than the Cities of London or Westminster in case they inhabit within seven miles thereof, or else farther than seven miles from the place of their abode for doing thereof. And it's hereby covenanted, declared, and fully agreed by and between all and every the parties to these presents for them and their heirs that all and every fine and fines, conveyance and conveyances, assurance and assurances in the law whatsoever already had, made, levied, acknowledged, executed, or suffered or hereafter to be had, made, levied, acknowledged, executed, or suffered by or between the said parties to these presents or whereunto they or any of them are or shall be party or parties of or concerning the premises hereby mentioned or intended to be released or confirmed unto the said William Knight, his heirs or assigns entirely by themselves or jointly with any other lands, tenements, or hereditaments whatsoever, shall be and enure and shall be adjudged, deemed, construed, expounded, and taken to be and enure and is and are hereby declared to be and enure as to the said several closes, mill, and other the premises with the appurtenances hereby mentioned or intended to be released or conveyed to the use and benefit of the said William Knight, his heirs and assigns, and to and for no other use or uses, intents, or purposes whatsoever. As a witness whereof, the said parties to these present indentures interchangeably have set their hands and seals, dated the day and year first above written.
MARY CRISPE. SAMUEL CRISPE.
MARY CRISPE. SAMUEL CRISPE.
The deed, which is sealed with the arms of Crispe, is thus attested on the back, “Sealed and Delivered in the presence of
The deed, sealed with the Crispe family crest, is therefore confirmed on the back, “Sealed and Delivered in the presence of
- John Walker, Servts. to Saml. Crispe.
- Walter Lockie, „ „ „
- Gladman, Scr: in Lothbury, London.”
[160]
[160]
The William Knight, “pott maker,” of this deed was the same William Knight whose name appears three years later on, in 1693, along with those of Thomas Harper, Henry De Wilde, John Robins, and Moses Johnson—“all potters in London”—in the curious “Brief Account of the Evidence given on behalf of Edmund Warner” in a trial in the Court of Exchequer, concerning a parcel of Potter’s clay which had been wrongfully seized as Fuller’s-earth, given on page 134.
The William Knight, “pot maker,” mentioned in this document was the same William Knight who appears three years later, in 1693, along with Thomas Harper, Henry De Wilde, John Robins, and Moses Johnson—“all potters in London”—in the interesting “Brief Account of the Evidence given on behalf of Edmund Warner” during a trial in the Court of Exchequer about a batch of potter’s clay that had been wrongfully taken as fuller’s earth, which is detailed on page 134.
“Mary Crispe of the parish of St. Andrewe, Holborne, in the county of Middx., widow, late wife of Ellis Crispe, late of Wimbledon, in the county of Surry, Esquire, deceased, and Samuel Crispe of the Inner Temple, London, Gent., Son and Heire of the said Ellis Crispe,” were, there can be but little doubt, of the same family to which, later on, Crispe, the china manufacturer, belonged.
“Mary Crispe from the parish of St. Andrews, Holborn, in Middlesex, a widow and the late wife of Ellis Crispe, who was from Wimbledon in Surrey, Esquire, deceased, and Samuel Crispe of the Inner Temple, London, Gentleman, the son and heir of the aforementioned Ellis Crispe,” were, without a doubt, part of the same family that later included Crispe, the china manufacturer.
Mill-Wall.
Mr. Blashfield, now of the Stamford Terra-cotta Works, who had previously been engaged in the plastic, scagliola, and cement business, commenced the manufacture of terra-cotta vases, statues, chimney-shafts, &c., turning to good account the models he had used in his former business and those he had acquired from Coades. These works he carried on until 1858, when he removed to Stamford, in Lincolnshire, and opened his present large manufactory.
Mr. Blashfield, now at the Stamford Terra-cotta Works, who had previously worked in the plastic, scagliola, and cement industry, started making terra-cotta vases, statues, chimney shafts, etc., using the models he had developed in his last job and those he had gotten from Coades. He continued this operation until 1858, when he moved to Stamford in Lincolnshire and opened his current large factory.
Mortlake.
Delft-ware works appear to have been in existence here in the seventeenth century. At the close of the eighteenth they were taken by Mr. Wagstaffe, of the Vauxhall Pottery, and passed with them to his nephew, Mr. Wisker, about the year 1804, and were by him continued for the manufacture of Delft and stone-wares until 1820 or 1821, when he removed the whole concern to Vauxhall. Two examples of Mortlake Delft-ware—a large punch-bowl, twenty-one inches in diameter, painted in blue, with birds, flowers, &c.; and a set of twelve tiles, also painted in blue, with landscape, ruins, figures, &c., are in the South Kensington Museum. They were removed from the old factory.
Delft-ware was being made here in the seventeenth century. By the end of the eighteenth century, Mr. Wagstaffe from the Vauxhall Pottery took over and passed it on to his nephew, Mr. Wisker, around 1804. Wisker continued to produce Delft and stone ware until 1820 or 1821 when he moved everything to Vauxhall. Two examples of Mortlake Delft-ware—a large punch bowl, twenty-one inches wide, painted in blue with birds, flowers, etc., and a set of twelve tiles, also painted in blue featuring landscapes, ruins, figures, etc., are housed in the South Kensington Museum. They were taken from the old factory.
[161]
[161]
Southwark.
Gravel Lane.—In the beginning of last century a pottery was carried on by Nathaniel Oade, connected with whom and whose business a shocking circumstance is detailed in the Post Boy of March 1st, 1718. It appears that Oade had a family of four sons, who were determined to have the business and house made over to them, leaving him to exist on what property he had acquired. This he declined to do; when they swore they would have it in spite of him, and soon afterwards had him arrested on judgment in a sham action in the Marshalsea Court for £500, and thrown into prison. The sons then, with their vile attorney, conveyed arms and a store of provisions into the house, and at once turned their mother and servants out and barricaded the place. “In their rage they shot a woman who was passing by; also their own mother and a servant who would not give up possession of the books of account. The constables and the military at length arriving, they capitulated.” The youngest son and another man were executed for the murder; the others were found guilty of manslaughter. In 1750 the roof of a pottery belonging to Mr. Oade was thrown down by an earthquake, and an account of the circumstance was sent to the Royal Society by William Jackson, a potter.
Gravel Lane.—At the start of the last century, Nathaniel Oade ran a pottery. A shocking incident related to him and his business was reported in the Post Boy on March 1st, 1718. It seems that Oade had four sons who were set on taking over the business and the house, leaving him to get by on whatever property he had. He refused to give in; in response, they vowed to take it regardless and soon after had him arrested in a phony lawsuit in the Marshalsea Court for £500 and imprisoned. The sons, along with their corrupt lawyer, brought weapons and supplies into the house, then immediately kicked out their mother and the servants and barricaded the place. “In their fury, they shot a woman passing by, as well as their own mother and a servant who wouldn't hand over the accounting books. Eventually, the constables and military arrived, forcing them to surrender.” The youngest son and another man were executed for murder, while the others were convicted of manslaughter. In 1750, an earthquake knocked down the roof of Mr. Oade's pottery, and William Jackson, a potter, sent a report about the event to the Royal Society.
Isleworth.
The manufacture of porcelain at Isleworth was commenced by Joseph Shore
in 1760, and was continued to be made about forty years. In 1795 Lysons
says: “There is a china manufactory at Isleworth belonging to Messrs.
Shore & Co.” In 1800 it was discontinued, but the stock is said to
have remained on the premises until 1830, when the works, having in
the meantime been used for the manufacture of earthenware—principally
“Welsh” or “streaked” ware,—were closed. A few years afterwards the
manufactory was removed to Hounslow, and the site converted to other
purposes. Joseph Shore is said to have come from the Worcester China
Works, and his partner and principal painter, Richard Goulding, was his
son-in-law, who was, later on, assisted by his son, William Goulding
Wm. Goulding,
June 20th, 1770.
✳ (a dated
piece of his having the name as in the margin). I am inclined, however,
to think that Joseph Shore must have[162] originally belonged to the Derby
China Works, as several of that name were connected with them. After
Shore’s death, the works were continued by the Gouldings. The works
were at Railshead Creek, by the ferry side.
The production of porcelain at Isleworth started with Joseph Shore in 1760 and continued for about forty years. In 1795, Lysons noted: “There is a china factory at Isleworth owned by Messrs. Shore & Co.” The factory was closed in 1800, but it's said that the stock remained on site until 1830, when the facility had been used for making earthenware—mainly “Welsh” or “streaked” ware—and then ceased operations. A few years later, the factory moved to Hounslow, and the location was repurposed. Joseph Shore is believed to have come from the Worcester China Works, and his partner and main painter, Richard Goulding, was his son-in-law, who was later joined by his son, William Goulding Wm. Goulding,
June 20, 1770.
✳ (a dated piece of his has the name as noted). However, I tend to think that Joseph Shore originally belonged to the Derby China Works, as several people with that name were associated with them. After Shore’s death, the works were continued by the Gouldings. The factory was located at Railshead Creek, by the ferry.
Stepney.
A manufacture of porcelain was carried on here in the middle of last century; for Jonas Hanway, writing in 1750–1, says, “It is with great satisfaction that I observe the manufactories of Bow, Chelsea, and Stepney have made such a considerable progress.”
A porcelain factory was operating here in the middle of the last century; Jonas Hanway, writing in 1750–1, states, “I am very pleased to see that the factories in Bow, Chelsea, and Stepney have made such significant progress.”
Greenwich.
In 1747 it appears there was a small manufactory of china here, but nothing is known of its history. In the London Tradesman of that year occurs this note:—“Of late we have made some attempts to make porcelain or chinaware, after the manner it is done in China and Dresden. There is a house at Greenwich, and another at Chelsea, where the undertakers have been for some time trying to imitate that beautiful manufacture.”
In 1747, it seems there was a small china factory here, but nothing is known about its history. In the London Tradesman of that year, there's a note that reads: “Recently, we've made some attempts to create porcelain or chinaware, similar to how it's made in China and Dresden. There's a workshop in Greenwich and another in Chelsea, where the creators have been trying to replicate that beautiful manufacturing process for some time.”

Fig. 368.
Fig. 368.

Fig. 369.
Fig. 369.
Ransome’s Patent Stone Works.—These works, situated at Blackwall Lane, East Greenwich, were established at Ipswich in 1844, and removed to this locality in January, 1866. In 1871 the present company was incorporated in extension of the preceding firm. Mr. Frederick Ransome, the inventor of the processes, is a member of the well-known Ipswich family, and was in early life connected[163] with the Orwell Works firm of Ransomes and Sims. It was while there, and noticing a workman engaged in dressing a millstone, that he conceived the idea of producing artificial stone, capable of being moulded to any form, and to be a perfect imitation, both in appearance and substance, of the blocks taken from our best quarries. At the commencement Mr. Ransome had, as I have said, his stoneworks at Ipswich. For ten years the difficulties he had to encounter were very great, but he persevered, and, though often discouraged, toiled and experimented on scientific principles until he succeeded in making not only perfectly equable and homogeneous grindstones, with keen cutting powers, and that need no dressing, but also ornamental and decorative stonework of ornate character, which has been well introduced in the Brighton Aquarium, London Docks, Albert Bridge, the Indian Court, Whitehall, St. Thomas’s Hospital, &c., the University of Calcutta and other buildings in India, and for ornamental buildings in France, Belgium, Holland, Egypt, Turkey, China (where a splendid fountain of Ransome stone adorns the public gardens at Hong Kong), and other countries. The demand for this artificial stone becoming much extended, the inventions were taken up by a company, and extensive works were erected at East Greenwich, to which the business was transferred, Mr. Ransome continuing with the company as managing director.
Ransome’s Patent Stone Works.—These works, located at Blackwall Lane, East Greenwich, were started in Ipswich in 1844 and moved here in January 1866. In 1871, the current company was established to expand on the previous firm. Mr. Frederick Ransome, the inventor of the processes, comes from the well-known Ipswich family and was associated early in his career with the Orwell Works firm of Ransomes and Sims. It was during his time there, while observing a worker shaping a millstone, that he had the idea for creating artificial stone that could be molded into any shape and would perfectly mimic, both in look and texture, the blocks from the best quarries. Initially, Mr. Ransome operated his stoneworks in Ipswich. For ten years, he faced significant challenges, but he persisted and, despite frequent discouragement, worked tirelessly and experimented with scientific methods until he succeeded in producing not only perfectly uniform and homogeneous grindstones with sharp cutting capabilities that don’t require dressing, but also decorative stonework of intricate designs that have been showcased in the Brighton Aquarium, London Docks, Albert Bridge, the Indian Court, Whitehall, St. Thomas’s Hospital, etc., as well as in the University of Calcutta and other buildings in India, and for ornamental structures in France, Belgium, Holland, Egypt, Turkey, China (where a stunning fountain made of Ransome stone enhances the public gardens in Hong Kong), and various other countries. As the demand for this artificial stone grew significantly, the inventions were taken over by a company, and extensive facilities were built at East Greenwich, where the business was relocated, with Mr. Ransome staying on as managing director.
The works are of great extent, and occupy a space of about four acres, that was formerly a dreary waste, on the banks of the Thames. They are connected with the river by a tramway and a jetty, supplied with a powerful derrick. The works consist of a large covered building, with a dividing wall across the centre, in which there are two openings for the tramways that are laid from one end to the other, and on which the work is conveyed from one point to another as the different processes require.
The facilities cover a large area of about four acres that used to be a bleak stretch of land along the Thames. They are linked to the river by a tramway and a jetty, equipped with a strong hoist. The facilities include a big covered building with a dividing wall in the middle, featuring two openings for the tramways that run from one end to the other, which transport work from one point to another as needed for different processes.
The material is, to all intents and purposes, a pure sand-stone, whose silicious particles are bound together by a cement of silicate of lime—a mineral substance well known to be of the most indestructible nature; its composition, mechanically and chemically, is precisely that of the Craigleith and other best quality building-stones. It can be moulded to any form while in a plastic state, and can be worked with the chisel the same as any natural stone. The process of manufacture is based upon one of the most beautiful of chemical reactions; flints are dissolved by means of caustic alkali under high pressure, so as to form silicate of soda, a kind of waterglass.[164] This viscous and tenacious substance is then rapidly mixed with a proportion of very fine and sharp silicious sand in a pug mill, so as to form a soft, plastic mass, which can be moulded into any shape that is desired. The soft stone is next immersed in a bath of chloride of calcium solution, which is made to penetrate every pore by means of hydraulic or atmospheric pressure. Whenever this solution comes into contact with the silicate of soda the two liquids are mutually and instantaneously decomposed, the silica taking possession of the calcium and forming the hard, solid silicate of lime, and the soda uniting with the chlorine to form chloride of sodium in a small quantity. Instead, then, of the particles of sand being covered with a thin film of the liquid silicate of soda, they are covered and united together with a film of solid silicate of lime—one of the most indestructible substances known. The small quantity of soluble chloride of sodium, one of the results of decomposition, is then washed out of the stone by a douche of clean water, or by hydraulic pressure, its complete removal being ensured by chemical tests. The stone is then dried and is fit for use.
The material is essentially a pure sandstone, with its silicious particles held together by a cement of calcium silicate—a mineral known for its durability. Its composition, both mechanically and chemically, matches exactly that of Craigleith and other high-quality building stones. It can be shaped into any form while still pliable and can be carved with a chisel just like any natural stone. The manufacturing process relies on one of the most fascinating chemical reactions; flints are dissolved using caustic alkali under high pressure to create sodium silicate, a type of water glass. This thick and sticky substance is then quickly mixed with very fine and sharp silicious sand in a pug mill to create a soft, malleable mass that can be formed into any desired shape. The soft stone is next soaked in a bath of calcium chloride solution, which is forced into every pore using hydraulic or atmospheric pressure. When this solution encounters the sodium silicate, the two liquids decompose immediately and interactively. The silica combines with the calcium, forming hard, solid lime silicate, while the soda reacts with chlorine to produce a small amount of sodium chloride. As a result, the sand particles are covered and bonded by a solid film of lime silicate—one of the most durable substances available. The small amount of soluble sodium chloride produced during this reaction is then rinsed out of the stone with clean water or hydraulic pressure, with complete removal confirmed by chemical tests. The stone is then dried and ready for use.[164]
Fig. 370.
Fig. 370.
Fig. 371.
Fig. 371.
The productions of these works may be said to comprise most of the useful as well as ornamental purposes to which stone can be applied. In the ornamental departments, vases of admirable design and of great variety, fountains, tazzas (in these three departments some two hundred different designs are produced), terminals, flower-boxes, flower-pots, tree-pots, garden edgings, &c. Figures and busts are also produced. In the more useful architectural departments, chimney-pieces, balustrades, chimney-shafts and tops, window-heads, vases, plinths, capitals, and many other articles are made, as well as memorial crosses, gravestones, cemetery numbers and labels, and other mortuary articles, of such excellent design and finish as to take the place of real stone, at a great reduction of cost.[165] Another speciality of the productions of these works is the manufacture of grindstones and scythe-stones. These are said to preserve their cutting edges better than stones dressed in the ordinary way. Filters, too, for reservoirs, are made extensively, and have the reputation of being the most effective of any introduced. Pavement tiles, both red, white, grey, and other colours, and also inlaid in different patterns, are made. These, among other places, have been adopted on the new Albert Bridge, at Chelsea, with good effect, and are giving entire satisfaction, on account of their great hardness, strength, and non-liability to become slippery.
The production of these works includes most of the practical and decorative uses for stone. In the decorative category, there are beautifully designed vases in a wide variety, fountains, tazzas (with around two hundred different designs in these three areas), terminals, flower boxes, flower pots, tree pots, garden edging, etc. Figures and busts are also made. In the more practical architectural category, they create chimney pieces, balustrades, chimney shafts and tops, window heads, vases, plinths, capitals, and many other items, as well as memorial crosses, gravestones, cemetery numbers and labels, and other memorial products, all with such excellent design and finish that they can replace real stone at a much lower cost.[165] Another specialty of these works is the production of grindstones and scythe stones, which are said to maintain their cutting edges better than those dressed in the usual way. Filters for reservoirs are also made extensively and are known to be the most effective of their kind. They produce pavement tiles in various colors, including red, white, and grey, as well as inlaid in different patterns. These have been used, among other places, on the new Albert Bridge in Chelsea, proving effective and entirely satisfactory due to their great hardness, strength, and resistance to becoming slippery.

Fig. 372.
Fig. 372.

Fig. 373.
Fig. 373.
Another admirable and important element of Mr. Ransome’s inventions is the applying of the silicate of lime to the preservation of stone. The sculpture on St. George’s Hall, Liverpool, the Custom House at Greenock, Trinity College, Dublin, and many other public buildings, have been successfully treated with this solution, which hardens and renders the surface indestructible by time or weather.
Another impressive and significant aspect of Mr. Ransome’s inventions is the use of lime silicate for preserving stone. The sculptures on St. George’s Hall in Liverpool, the Custom House in Greenock, Trinity College in Dublin, and many other public buildings have been effectively treated with this solution, which hardens and makes the surface immune to damage from time or weather.
The trade mark of the company, which is the only mark used in this manufactory, is a winged genius grinding an arrow, from an antique gem at Rome. It is shown on Fig. 373. The works are under the personal superintendence of Mr. A. Pye-Smith, with Mr. Frederick Ransome as consulting chemist; Mr. Bessemer is the chairman.
The company's trademark, the only one used in this factory, features a winged genius grinding an arrow, based on an ancient gem from Rome. It's displayed in Fig. 373. The operations are personally overseen by Mr. A. Pye-Smith, with Mr. Frederick Ransome serving as the consulting chemist; Mr. Bessemer is the chairman.
Deptford.
In the seventeenth century a pottery existed here, where were manufactured melting-pots, “the best in the world, especially for founders.” These were in great repute, and gradually superseded those imported from Holland, Germany, and Denmark.
In the seventeenth century, there was a pottery here that produced melting pots, considered “the best in the world, especially for founders.” These gained a strong reputation and gradually replaced those imported from Holland, Germany, and Denmark.
[166]
[166]
Merton (see “Aldgate”).
Hounslow.
About 1830 the manufacture of earthenware (commenced by Joseph Shore and carried on after his death by his son and grandson Richard and William Goulding) at Isleworth was removed to Hounslow, but died out in the course of a year or two, and has not been renewed.
About 1830, the production of earthenware (started by Joseph Shore and continued after his death by his son and grandson Richard and William Goulding) at Isleworth was moved to Hounslow, but it faded away in a year or two and hasn't been revived.
Wandsworth (see “Aldgate”).
Ewell.
“Nonsuch Pottery.”—A pottery existed here in the early part of last century, but about, or soon after, 1790, the bed of clay having been exhausted, it was discontinued. About 1800 the steward of the Nonsuch estates, on which the pottery was situated, gave permission for a new pottery to be established wherever the clay could be found; and soon afterwards the present “Nonsuch Pottery” was opened in Nonsuch Park. It was founded by Mr. William Richard Waghorn, who was joined in partnership by his son. This firm continued the works until 1851, when they were transferred to Mr. Swallow, who had, until that time, been their foreman. By him and his partner, Mr. Stone, the business was continued under the style of “Stone and Swallow,” and by them a pottery—principally for the manufacture of fire-bricks—was established at Epsom. Mr. Swallow died in 1866 or 1867, and since then his partner, Mr. Stone, continued the works alone: they are known as the “Nonsuch Pottery,” or as “Stone’s Ewell and Epsom Potteries.” The goods manufactured by Mr. W. Waghorn were “Italian tiling”—used very extensively in the buildings of the time and remarkable for their strength and durability; ornamental roof tiles; ridge tiles; “Nonsuch Fire Bricks;” “Nonsuch Fire Loam;” paving and other tiles; moulded bricks, &c., for Gothic buildings; ornamented chimney-pots; pipes; flower-pots and vases, &c.; and on their lists was a view of the old Nonsuch Palace, with an historical notice of the same. At the present time the same descriptions of goods are produced—the mark, where used, being simply the words “Stone & Co.”
Nonsuch Pottery.”—A pottery was established here in the early part of last century, but around 1790, when the clay supply was depleted, it was shut down. Around 1800, the steward of the Nonsuch estates, where the pottery was located, allowed for a new pottery to be built wherever clay could be found; shortly after, the current “Nonsuch Pottery” opened in Nonsuch Park. It was founded by Mr. William Richard Waghorn, who partnered with his son. This company operated until 1851, when it was handed over to Mr. Swallow, who had been the foreman until that point. He and his partner, Mr. Stone, continued the business under the name “Stone and Swallow,” and they established a pottery—primarily for making fire-bricks—at Epsom. Mr. Swallow passed away in 1866 or 1867, and since then, his partner, Mr. Stone, has continued the business on his own: it's now known as the “Nonsuch Pottery” or “Stone’s Ewell and Epsom Potteries.” The goods produced by Mr. W. Waghorn included “Italian tiling”—widely used in buildings of the time and known for their strength and durability; ornamental roof tiles; ridge tiles; “Nonsuch Fire Bricks;” “Nonsuch Fire Loam;” paving and other tiles; molded bricks, etc., for Gothic buildings; decorative chimney pots; pipes; flower pots and vases, etc.; and they even offered a depiction of the old Nonsuch Palace along with its historical note. Today, the same types of products are made—the mark used is simply “Stone & Co.”
[167]
[167]
Cheam.
A pottery was worked here, about 1840, by Messrs. Waghorn, of the Ewell Pottery; but on their retiring, in 1851, was transferred to Mr. Baker, by whom it was worked until 1868, when he was succeeded by Messrs. Cowley & Aston. It was closed in 1869. In the same year another pottery was opened by Mr. Henry Clark, by whom it is still carried on, for the manufacture of ornamental and plain flower-pots, rustic fern-stands, vases, chimney-pots, drain-tiles, &c. They are of a bright red colour, and when a mark is used, it is simply “Henry Clark, Cheam Pottery.”
A pottery was established here around 1840 by Messrs. Waghorn from the Ewell Pottery. However, when they left in 1851, it was handed over to Mr. Baker, who ran it until 1868, when Messrs. Cowley & Aston took over. It closed down in 1869. In the same year, Mr. Henry Clark opened another pottery, which he still operates today. This pottery produces both ornamental and plain flower pots, rustic fern stands, vases, chimney pots, drain tiles, etc. The products are a bright red color, and when marked, they simply say “Henry Clark, Cheam Pottery.”
Chiselhurst.
The West Kent Potteries were opened in 1820, before which time other works were in operation and carried on by the steward of Lord Sydney, the owner of the estate, for the manufacture of wares for the use of the estate. At Christmas, 1822, the works were taken by Mr. Pascall, who continued to carry them on until January, 1869, when he died in the ninety-second year of his age. Since then it has been carried on by his sons, Messrs. Pascall Brothers, the present owners. The productions of the works are the ordinary red-ware flower and root pots, sea-kale pots, and other horticultural ware: building and paving bricks and tiles; roofing and ridge tiles; drain, socket, and other pipes; chimney-tops, &c. Messrs. Pascall are patentees of the famous West Kent flower-pots with loose bottoms, celebrated for their convenience for changing and examining the roots; and of the patent sea-kale pots for growing sea-kale in hothouses. The works are extensive, and the production of horticultural-ware is large.
The West Kent Potteries opened in 1820, but before that, other facilities were already operating, managed by the steward of Lord Sydney, who owned the estate, to create wares for estate use. At Christmas 1822, Mr. Pascall took over the works and ran them until January 1869, when he passed away at the age of ninety-two. Since then, his sons, Messrs. Pascall Brothers, have continued the business as the current owners. The works produce typical red-ware flower and root pots, sea-kale pots, and various other horticultural items, as well as building and paving bricks and tiles, roofing and ridge tiles, drainage, socket, and other pipes, chimney tops, etc. Messrs. Pascall hold patents for the well-known West Kent flower pots with loose bottoms, recognized for their convenience in changing and checking roots, and for the patented sea-kale pots designed for growing sea kale in greenhouses. The establishment is extensive, and the production of horticultural ware is significant.
[168]
[168]
CHAPTER VII.
Chelsea—M. Spremont—Sale of the Works to Duesbury—Removal to Derby—Wages Bills—Simpson’s Works—Wedgwood’s Works—Ruhl’s Works—Bow—Heylin and Frye—Weatherby and Crowther—Craft—Sale of Works to Duesbury—Kentish Town—Giles and Duesbury—Euston Road—Mortlocks and others—Hoxton—Hammersmith.
Chelsea—M. Spremont—Sale of the Works to Duesbury—Move to Derby—Wage Bills—Simpson’s Works—Wedgwood’s Works—Ruhl’s Works—Bow—Heylin and Frye—Weatherby and Crowther—Craft—Sale of Works to Duesbury—Kentish Town—Giles and Duesbury—Euston Road—Mortlocks and others—Hoxton—Hammersmith.
“Chelsea buns,” “Chelsea pensioners,” and “Chelsea china” are surely three things, each one in itself sufficient to make a place famous, but when brought together, a three-fold fame must certainly attach to the locality which has given them a name. With the buns and the pensioners, however, I disclaim all connection in my present work. The former are not sufficiently works of Art-manufacture to entitle them to a place in our columns, and the latter are certainly not articles of virtù which can be collected together and stowed away under glass shades by the connoisseur. And yet the “Chelsea Bun-house” has its story—full of interest and of incident—and the “Hospital” has a history and a host of associations connected with it, which render these two places memorable, and give them an imperishable interest. It is with the “China”—the third of the matters I have named, and of whose story the least is known—that I have now to do. The establishment of the Bun-house, and its history to the latest time, is easily traced out and written; the foundation of the Hospital, and the events which have from time to time filled it with pensioners, are matters of record which are easily gathered together; but the formation of the china works, and many of the changes the establishment has undergone, are lost to us, and will be difficult to recover. It is my object here to attempt to get back so much as may be of the early history of the works, and to throw together the scraps I have collected, into the form of a narrative, which may become the nucleus of a larger and more extended history, as fresh facts are brought to light in the course of my own investigations or of those of others interested in the matter.
“Chelsea buns,” “Chelsea pensioners,” and “Chelsea china” are definitely three things, each on their own enough to make a place famous, but when combined, they surely bring a triple fame to the location that has given them their name. However, in this work, I want to distance myself from the buns and the pensioners. The buns aren’t quite works of art to deserve a spot in our pages, and the pensioners certainly aren’t collectible items that can be gathered and showcased under glass by collectors. Still, the “Chelsea Bun-house” has its own story—filled with interest and events—and the “Hospital” has a rich history and many associations that make these two places significant and endlessly intriguing. My focus now is on the “China”—the third topic I mentioned, and the one about which the least is known. The establishment of the Bun-house and its recent history is straightforward to outline and document; the foundation of the Hospital and the events that have filled it with pensioners over time are well-recorded and easily compiled. But the creation of the china works and many changes it has gone through are unclear to us, and recovering that information will be challenging. My aim here is to piece together whatever early history of the works I can find and compile the bits I’ve gathered into a narrative that may serve as the foundation for a larger and more comprehensive history as new facts come to light through my own research or that of others interested in the subject.
It is better to state at the outset that the history of the Chelsea[169] China Works is very obscure. In fact, a London fog, such as is proverbial in the month in which I write (November), seems to have closed around, and enveloped the place in such a dense mass as to make it next to invisible. A little of this cloud of mist I have already removed, and I trust that in the course of future researches I may be able to almost entirely dispel it. At all events, every item of information is valuable, and in the following narrative a vast deal of new matter will be found, which will materially assist the collector in understanding the history of these, the most celebrated of any of the old china manufactories of the United Kingdom.
It's important to mention right away that the history of the Chelsea[169] China Works is quite unclear. In fact, a London fog, which is well-known for this time of year (November), seems to have wrapped around the place in such a thick layer that it makes it nearly invisible. I've already cleared away some of this mist, and I hope that through further research, I can almost completely lift it. In any case, every piece of information is valuable, and in the following narrative, you'll find a lot of new material that will significantly help collectors understand the history of these, the most renowned of the old china manufacturers in the United Kingdom.
The south-western district of London, on both sides of the water, has, as I have already shown, for a long period, been the seat of fictile manufactories of an extensive and important character. Fulham, Chelsea, Battersea, Vauxhall, Pedler’s Acre, Lambeth—all had their potteries at an early date, and all, probably, had their origin from one common source. What that first source was—i.e., where the first pottery was founded—is, of course difficult to say, but from it others sprung up, in different directions, until quite a nest of manufactories was located in the suburban districts. The artisans of the seventeenth century were chiefly Dutchmen; indeed, the manufacture was of that kind of ware known as “Delft-ware”—originally made in Holland, and introduced into England by workmen from thence. The importation of “Delft-ware” in this (seventeenth) century was considerable, and at that period the manufacture of a kind of porcelain is said to have been achieved at Delft.
The south-western part of London, on both sides of the river, has, as I have already mentioned, for a long time been home to a significant number of pottery factories. Fulham, Chelsea, Battersea, Vauxhall, Pedler’s Acre, and Lambeth all had their potteries early on, and they probably all originated from one common source. It’s hard to determine exactly what that original source was—specifically, where the first pottery was established—but from it, others emerged in various directions, leading to a cluster of factories in the suburban areas. The artisans of the seventeenth century were mainly Dutch; in fact, the type of pottery produced was known as “Delft-ware”—originally made in Holland and brought to England by craftsmen from there. The import of “Delft-ware” in this (seventeenth) century was significant, and during that time, a type of porcelain is said to have been developed in Delft.
I have shown on another page that large quantities of ware were imported into England from Holland in the seventeenth century, and that Dutch workmen of skill and enterprise were induced, from the prospect of a good home trade here, to settle in England. These workmen, it is not too much to believe, were acquainted with the art of manufacturing porcelain as produced in Delft, as well as the ordinary kind of ware made in their native country; and thus the knowledge was brought into our kingdom, and carried on, to some little extent, by those who settled here. The first maker of china, as I have shown in my account of the Fulham Works, was Mr. Dwight, and to him I am inclined to award the honour of being the father of the Chelsea China Works, about whose origin so little is known. The probability is that after Dwight had succeeded in making porcelain, and abandoned it, some other potter started the works at Chelsea, and with good result.
I have shown on another page that a large amount of pottery was imported into England from Holland in the seventeenth century, and that skilled and enterprising Dutch workers were drawn here by the promise of a strong local market. It's reasonable to think these workers knew how to make the porcelain produced in Delft, along with the regular types of pottery made back in their homeland; thus, this expertise was brought to our country and continued, to some extent, by those who settled here. The first china maker, as I explained in my account of the Fulham Works, was Mr. Dwight, and I believe he deserves the credit for being the founder of the Chelsea China Works, about which so little is known. It's likely that after Dwight succeeded in making porcelain and then moved on, another potter established the Chelsea works, which turned out to be successful.
[170]
[170]
When first commenced they were, of course, of a very small size, and were, it is said, principally confined to painting and finishing Oriental china, which was imported for that purpose. There is a tradition—but only tradition—that the origin of the Chelsea works took its rise from the fact of clay being brought as ballast in vessels from Chinese ports, which was found to be the veritable clay used by the Oriental potters. This clay is said to have been used both at Chelsea and at Bow, and to have enabled the workmen successfully to compete with their Eastern rivals. The tradition, however, goes on to recount that the Chinese, finding that the uses of this clay had been discovered, and perceiving that they were losing trade in consequence, wisely “stopped the supplies,” and peremptorily refused to allow any more to leave their ports. The workmen were then driven to seek elsewhere for material, and, as a matter of course, soon found enough to use in our country.
When they first started, they were quite small and mainly focused on painting and finishing Oriental china that was imported for that purpose. There’s a legend—though just a legend—that the Chelsea works began because clay was brought in as ballast on ships from Chinese ports, which turned out to be the exact clay used by Oriental potters. It is said that this clay was used at both Chelsea and Bow, allowing the workers to successfully compete with their Eastern counterparts. However, the legend continues that the Chinese, realizing that their clay was being discovered and that they were losing business as a result, wisely “stopped the supplies” and firmly refused to let any more leave their ports. The workers were then forced to look for material elsewhere and, naturally, soon found plenty to use in our country.
By whom the works were carried on in their early days is not recorded, but in the year 1745 the art had evidently attained a high continental as well as home celebrity. In this year the French company, in their petition for the exclusive privilege of establishing a porcelain manufactory at Vincennes, urged the benefit which France might be expected to derive by having a manufactory of porcelain which should counteract the reputation of English and German make, and stop their importation into France. There is nothing to show that Chelsea, any more than Bow, was intended by this; but as ten years later, according to Rouquet, “that of Chelsea is the most considerable” of the three or four china manufactories in the neighbourhood of London, it is probable it was then one of the seats of manufacture of which France was jealous.
By whom the works were conducted in their early days is not recorded, but in 1745, the art had clearly gained significant recognition both in Europe and at home. In that year, the French company, in their request for the exclusive right to create a porcelain factory in Vincennes, highlighted the advantages France could expect from having its own porcelain factory, which would compete with the reputation of English and German products and reduce their importation into France. There is no evidence to suggest that Chelsea, any more than Bow, was specifically included in this; however, ten years later, according to Rouquet, “Chelsea is the most prominent” of the three or four china manufacturers in the London area, so it’s likely it was one of the production sites that France envied.
George II. gave the Chelsea establishment his countenance and earnest support, and did much to encourage its works, and to ensure its success. He procured for it workmen, models, and materials from the State of Saxony, and thus enabled the factory to produce works of such high merit as to successfully rival the productions of Sèvres and Dresden. This royal patronage of course produced its results, in procuring the patronage of many of the leading men of the day. Thus, the Duke of Cumberland not only took it under his special care, but allowed a sum of money annually for its furtherance and support. In 1750 it belonged to M. Nicholas Spremont, or Sprimont, a foreigner of considerable taste and talent, who did much towards establishing its already acquired reputation. At this time[171] the productions of the establishment must have been of a particularly high order. In Watkins’s “Life of Queen Charlotte,” it is stated that “there are several rooms in Buckingham Palace full of curiosities and valuable movables, but not ranged in proper order. Among other things I beheld with admiration a complete service of Chelsea china, rich and beautiful in fancy beyond expression. I really never saw any Dresden near so fine. Her Majesty made a present of this choice collection to the duke, her brother—a present worthy of so great a prince.” Horace Walpole, too, in 1763, wrote, “I saw yesterday (March 3, 1763) a magnificent service of Chelsea china, which the king and queen are sending to the Duke of Mecklenberg. There are dishes and plates without number, an epergne, candlestick, salt-cellars, sauce-boats, tea and coffee equipages, &c. In short it is complete, and cost £1,200.”
George II supported the Chelsea establishment wholeheartedly, encouraging its work and helping it succeed. He arranged for workers, models, and materials from Saxony, allowing the factory to create pieces of such high quality that they could compete with those from Sèvres and Dresden. This royal backing naturally attracted the support of many prominent figures of the time. For example, the Duke of Cumberland not only took it under his wing but also allocated funds each year to promote and support it. By 1750, it was owned by M. Nicholas Spremont, or Sprimont, a foreigner with significant taste and talent, who contributed a great deal to its already established reputation. At this point[171], the establishment's output must have been particularly impressive. In Watkins’s “Life of Queen Charlotte,” it’s noted that “there are several rooms in Buckingham Palace filled with curiosities and valuable items, but not arranged properly. Among other things, I admired a complete Chelsea china set, rich and beautiful in design beyond words. I have never seen any Dresden that could compare. Her Majesty gifted this exquisite collection to her brother, the duke—a truly worthy present for a great prince.” Horace Walpole also wrote in 1763, “I saw yesterday (March 3, 1763) a magnificent Chelsea china set that the king and queen are sending to the Duke of Mecklenburg. It includes countless dishes and plates, an epergne, candlesticks, salt cellars, sauce boats, tea and coffee sets, etc. In short, it’s complete and cost £1,200.”
In the Lansdowne MSS.[57] in the British Museum is a curious document relating to the Chelsea works, which, being particularly interesting, I here give in full. It is entitled “The case of the Undertaker of the Chelsea manufacture of Porcelain Ware.”
In the Lansdowne MSS.[57] at the British Museum, there's an intriguing document about the Chelsea works that I find especially interesting, so I'm sharing it in full. It's titled "The case of the Undertaker of the Chelsea manufacture of Porcelain Ware."
“Many attempts towards this art have been made in Europe for a long course of years past; the success which has been met with at Dresden has revived these pursuits in many parts of Europe.
“Many efforts towards this art have been made in Europe for many years; the success achieved in Dresden has sparked renewed interest in these pursuits in various parts of Europe.”
“The Empress Queen has a manufacture of her own.
“The Empress Queen has her own production facility.
“The French King has one, and has patronised and encouraged several; the King of Naples has one; the late Duke of Orleans was, at the time of his death, and had been for many years, engaged very earnestly in this pursuit, but none have come up to the pattern they have been endeavouring to imitate.
“The French King has one and has supported and encouraged several; the King of Naples has one; the late Duke of Orleans was, at the time of his death, and had been for many years, very seriously involved in this pursuit, but none have come close to the model they have been trying to imitate."
“Several attempts have likewise been made here; few have made any progress, and the chief endeavours at Bow have been towards making a more ordinary sort of ware for common uses.
“Several attempts have also been made here; few have made any progress, and the main efforts at Bow have focused on creating a more standard type of product for everyday use.”
“This undertaker, a silversmith by profession, from a casual acquaintance with a chymist who had some knowledge this way, was tempted to make a trial, which, upon the progress he made, he was encouraged to pursue with great labour and expense; and as the town and some of the best judges expressed their approbation of the essays he produced of his skill, he found means to engage some assistance.
“This undertaker, who was a silversmith by trade, became interested in trying something new after a casual meeting with a chemist who had some knowledge in this area. Encouraged by his progress, he decided to pursue it further, putting in a lot of effort and money. As the town and some respected judges praised the work he produced, he managed to find some help.”
“The manufacture was then put upon a more extensive footing, and he had the encouragement of the public to a very great degree, so that the last winter he sold to the value of more than £3,500, which is a great deal, considering the thing is new, and is of so great extent that it has been beyond the reach of his industry to produce such complete assortments as are required in a variety of ways. This has been a great spur to his industry, so that, notwithstanding some discouragements, the ground-plot of his manufacture has gone on still increasing.
“The manufacturing process was expanded, and he received a lot of public support, allowing him to sell over £3,500 worth last winter, which is significant considering it’s a new venture. The scale of production is so large that he hasn't been able to create the complete range of products needed in various ways. This situation has motivated him greatly, and despite facing some challenges, the foundation of his manufacturing business continues to grow.”
“The discouragements, besides the immense difficulties in every step towards the improvement of the art, have been the introduction of immense quantities of Dresden porcelain.
“The discouragements, along with the huge challenges at every step toward improving the art, have been the influx of massive amounts of Dresden porcelain."
“It was known that, as the laws stand, painted earthenware, other than that from India, is not enterable at the Custom House, otherwise than for private use, and of course becomes forfeit when offered to sale, as well as lace from France, or any other unenterable commodity; and though it was publicly sold in a great many shops, and that there were even very frequent public sales of it, it was hoped that what was exposed to sale was chiefly the stock in hand, and when that should be got off, this grievance would cease. It has, nevertheless, happened quite[172] otherwise, for not only the importations continue, and considerable parcels are allowed to pass at the Custom House, as for private use, by which means the shops abound with new stock, and public sales are advertised at the very beginning of the winter, and in large quantities; but there is reason to believe, from the diminution in the price of the Dresden china, that this is done on purpose to crush the manufactory established here, which was a project threatened last year.
“It was known that, under current laws, painted earthenware, apart from that from India, cannot be brought into the Custom House except for personal use, and it is forfeited if offered for sale, just like lace from France or any other prohibited item. Despite it being sold in many shops and regular public sales happening, there was hope that what was for sale was mainly leftover stock, and once that cleared out, this issue would go away. However, it has turned out quite differently, as not only do imports continue, but significant amounts are allowed to pass through the Custom House as if for personal use, leading to shops filled with new stock and public sales being advertised right at the start of winter in large quantities. There's also reason to believe, based on the drop in prices of Dresden china, that this is deliberately aimed at undermining the local manufacturing operation, which had been a threatened idea last year.”
“It is apprehended that if recourse is had to the Custom House books, it will be found that considerable quantities have been entered there for private use, besides what may have been allowed to pass as Furniture to foreign ministers.
“It is expected that if we look at the Custom House records, we will find that significant amounts have been listed for personal use, in addition to what may have been permitted as Furniture for foreign diplomats."
“This earthenware pays eightpence by the pound when entered for private use; but a figure of very little weight may be worth five pounds, so that the real value of what is sold here will be found to be considerable; and, indeed, it must be so, as this ware makes an important article in a number of great shops, besides the number of public sales during the course of a winter, and the other private ways there are of carrying it about.
“This earthenware costs eight pence per pound when bought for personal use; however, a piece of very little weight could be worth five pounds, so the actual value of what is sold here is quite significant. In fact, it has to be, as this ware is a key item in numerous large stores, in addition to the many public sales that happen during the winter, along with other private means of transporting it.”
“It may be a motive to let it be entered at the Custom House, that great names are made use of there; but it is to be regretted, that either these names are often made use of without authority, or that names are often given for very mean purposes; and as nobody is named, it may be said that a certain foreign minister’s house has been, for a course of years, a warehouse for this commerce, and the large parcel, advertised for public sale on the seventh of next month, is come, or is to come from thence.
“It might be a reason to have it registered at the Custom House, since well-known names are used there; however, it’s unfortunate that these names are often used without permission or that they are frequently associated with very trivial purposes. And since no specific name is mentioned, one could say that a certain foreign minister’s residence has been a storage place for this trade for several years, and the large package, set to be publicly sold on the seventh of next month, has arrived or will arrive from there.”
“Even the right of entering this ware at all is a doubtful point, and the affirmative is taken upon presumption, because the law says it shall not be entered for sale.
“Even the right to access this material at all is a questionable issue, and the yes is assumed based on presumption, because the law states it cannot be entered for sale.”
“The manufacture in England has been carried on so far by great labour, and at a large expense; it is in many points to the full as good as the Dresden, and the late Duke of Orleans told Colonel York that the metal or earth had been tried in his furnace, and was found to be the best made in Europe. It is now daily improving, and already employs at least one hundred hands, of which is a nursery of thirty lads, taken from the parishes and charity schools, and bred to designing and painting—arts very much wanted here, and which are of the greatest use in our silk and printed linen manufactures.
“The manufacturing in England has progressed significantly through hard work and substantial investment; in many respects, it's just as good as the Dresden products. The late Duke of Orleans mentioned to Colonel York that the materials had been tested in his furnace and proven to be the best made in Europe. It’s continuously improving and currently employs at least one hundred workers, including a group of thirty young men taken from local parishes and charity schools, who are being trained in design and painting—skills that are highly sought after and immensely beneficial for our silk and printed linen industries.”
“Besides the advantage great honour accrues to the nation, from the progress made in so fine an art, without any of those aids by which it has been set on foot and supported abroad; nor has there even been any application for new laws or prohibitions in its favour, which has been a rule in every country upon the establishment of new manufactures.
“Besides the benefit that great honor brings to the nation from the advancements made in such a fine art, without any of the support methods used abroad; nor has there even been any request for new laws or restrictions in its favor, which has been the norm in every country when establishing new industries.”
“The execution of the laws which have all along been in force, and which can give no offence to anybody, it is apprehended will answer the purpose; all that is therefore requested is, that the Commissioners of the Customs may be cautioned with regard to the admission of this ware under the pretence of private use, and that the public sale of it may not be permitted any more than that of other prohibited goods. A few examples of seizures would put a stop to this, and which cannot be difficult, as all Dresden china has a sure mark to distinguish it by; but if this commerce is permitted to go on, the match between a crowned head and private people must be very unequal, and the possessors of the foreign manufactures will at any time, by the sacrifice of a few thousand pounds, have it in their power to ruin any undertaking of this kind here.
“The enforcement of the laws that have always been in place, which shouldn't offend anyone, is expected to achieve the desired outcome; therefore, all that's requested is that the Customs Commissioners be warned about allowing this item in under the guise of private use, and that it shouldn't be allowed for public sale any more than other prohibited goods. A few instances of confiscations would stop this, which shouldn't be hard since all Dresden china can be easily identified; but if this trade continues, the competition between a royal figure and private individuals will be very unfair, and those with foreign products could, at any time, by spending just a few thousand pounds, effectively ruin any efforts in this area.”
“This must be the case at present with the Chelsea manufacture, unless the administration will be pleased to interpose, and enjoin, in the proper place, a strict attention to the execution of the laws; for if, while the manufacture is filled with ware, these public sales of, and the several shops furnished with, what is prohibited, are to take off the ready money which should enable the manufacturer to go on, it must come to a stop, to the public detriment, and the ruin of the undertaker, as well as great loss to those who have engaged in his support.”
“This must be the situation right now with the Chelsea production, unless the authorities decide to step in and require strict adherence to the laws. If, while the production is stocked with goods, these public sales and various shops filled with prohibited items continue to take the cash that should help the manufacturer continue, it will come to a halt, harming the public and ruining the business owner, along with causing significant losses for those who have supported him.”
Who the “undertaker” of the works here referred to was, is not stated in the document, which, according to Mr. Franks, bears internal evidence of having been written after 1752 and before 1759. Whether the Customs acceded to his views or not does not appear; but certain it is that, despite the abuse of import privilege enjoyed[173] by cabinet ministers and others, he was, by his own showing, carrying on a very extensive business, selling £3,500 worth of goods in one winter, and employing more than a hundred hands, including a nursery of about thirty lads, who were learning the arts of potting and painting.
Who the "undertaker" of the works mentioned here was isn’t specified in the document, which, according to Mr. Franks, shows clear signs of being written after 1752 and before 1759. It's unclear if the Customs agreed with his views; however, it’s evident that despite the misuse of import privileges utilized by cabinet ministers and others, he claimed to be running a very large business, selling £3,500 worth of goods in one winter and employing over a hundred people, including a group of about thirty young men who were learning the skills of potting and painting.
In 1754 the following advertisement, which is most important as showing the class of goods then made at Chelsea, appeared in the Public Advertiser of December 17th:—
In 1754, the following advertisement, which is significant for showcasing the type of goods produced at Chelsea, was published in the Public Advertiser on December 17th:—
“To be sold by auction, by Mr. Ford, at his Great Room, in St. James’s, Hay-Market, this and four following days. All the entire stock of Chelsea porcelain toys, brought from the proprietor’s warehouse in Pall Mall; consisting of snuff-boxes, smelling-bottles, and trinkets for watches (mounted in gold and unmounted) in various beautiful shapes, of an elegant design, and curiously painted in enamel, a large parcell of knife-hafts, &c. The said stock may be viewed till the time of sale, which will begin each day at half an hour after eleven o’clock. Note.—Most of the above things are in lots suitable for jewellers, goldsmiths, toyshops, china-shops, cutlers, and workmen in those branches of business. Catalogues may be had at Mr. Ford’s, at sixpence each, which will be allowed to those who are purchasers.”
“To be sold at auction by Mr. Ford in his Great Room, located in St. James’s, Hay-Market, over the next four days. All of the complete stock of Chelsea porcelain toys, brought from the owner’s warehouse in Pall Mall; including snuff boxes, scent bottles, and trinkets for watches (some mounted in gold and some unmounted) in various beautiful shapes, elegantly designed, and intricately painted in enamel, along with a large quantity of knife handles, etc. The stock can be viewed until the sale starts, which will begin each day at 11:30 AM. Note: Most of the items are sold in lots suitable for jewelers, goldsmiths, toy stores, china shops, cutlers, and craftsmen in those trades. Catalogs are available at Mr. Ford’s for sixpence each, which will be refunded to buyers.”
In Mr. Franks’s possession, and in other collections, examples of these “toys” are preserved. Mr. Franks has a smelling-bottle in form of a group, being a boy seated and writing a letter, while a girl looks on: the letter is inscribed, “Fe: 1759, This is.” In that year a Mr. Hughes, an ironmonger in Pall Mall, in his advertisement of May 2nd—
In Mr. Franks's collection and others, examples of these "toys" are preserved. Mr. Franks has a smelling bottle shaped like a scene with a boy sitting and writing a letter while a girl watches. The letter is labeled, "Fe: 1759, This is." In that year, a Mr. Hughes, an ironmonger in Pall Mall, included this in his advertisement on May 2nd—
“Begs leave to inform the nobility, gentry, and others, that he has a greater choice of the Chelsea Porcelain than any dealer in London, both useful and ornamental; and as they were bought cheap can be sold more reasonable than they can be made at the manufactory. He has compleat services of plates and dishes, tureens, sauce-boats, &c., which no one else has; several elegant epargnes for desarts, and one beautiful one bought at the last sale; several figures and greatest choice of branches with the best flowers, such as were on the chandelier at the last sale; and upwards of three thousand of those flowers to be sold by themselves, so that ladies or gentlemen may make use of them in grottos, branches, epargnes, flower-pots, &c., agreeable to their own taste.”
“Please allow me to inform the nobility, gentry, and others that I have a larger selection of Chelsea Porcelain than any dealer in London, both useful and decorative. Since I purchased them at a low price, I can sell them more reasonably than they can be made at the factory. I have complete sets of plates and dishes, tureens, sauce boats, etc., which nobody else offers; several elegant centerpieces for desserts, including a beautiful one bought at the last sale; multiple figures and the largest selection of branches with the best flowers, like those found on the chandelier at the last sale; and over three thousand of those flowers available for individual sale, so ladies or gentlemen can use them in grottos, branches, centerpieces, flower pots, etc., according to their own taste.”
After much research I find that Mr. Spremont continued the works until 1768 or 1769, when he retired, principally through ill health,[58] after having amassed a comfortable fortune; his ledgers dating from 1759 to 1768. During the time of his carrying on the establishment the works were very flourishing—indeed, it was said that “the china was in such repute as to be sold by auction; and as[174] a set was purchased as soon as baked, dealers were surrounding the doors for that purpose.”
After a lot of research, I found that Mr. Spremont continued his work until 1768 or 1769, when he retired mainly due to health issues, [58] after building a comfortable fortune; his ledgers cover the years from 1759 to 1768. During his time running the business, it was very successful—people even said that “the china was so highly regarded that it was sold at auction; and as[174] soon as a set was baked, dealers were lining up outside the doors to buy it.”
Mr. Spremont’s managing man was Francis Thomas, of whom I shall have a few words to say presently. When Spremont retired from the concern, it was purchased by, or assigned over to, Mr. James Cox, who engaged Francis Thomas as overseer, at a salary of £100 a year, and this arrangement continued to the 6th of January, 1770, when Mr. Thomas died. Shortly afterwards the concern again, and for the last time, changed hands. Mr. Thomas was a man of good ability and of much practical skill, and to his energy in directing the works under Mr. Spremont much of their fame may be traced. He was buried in the south aisle of the parish church of Chelsea, where an inscription to his memory now remains.
Mr. Spremont’s manager was Francis Thomas, and I’ll say a few words about him shortly. When Spremont stepped back from the business, it was bought by or transferred to Mr. James Cox, who hired Francis Thomas as overseer with a salary of £100 a year. This arrangement lasted until January 6, 1770, when Mr. Thomas passed away. Shortly after, the business changed hands again, for the last time. Mr. Thomas was a capable man with a lot of practical skills, and much of the company's success can be credited to his energy in managing the operations under Mr. Spremont. He was buried in the south aisle of the parish church of Chelsea, where there is still an inscription in his memory.
I have in my possession a bill from Elizabeth, widow of Francis Thomas, which is somewhat interesting, as refuting the statements which have been made as to the position held by this gentleman, and which I therefore give entire:—
I have a bill from Elizabeth, the widow of Francis Thomas, which is quite interesting because it challenges the claims made about the position this man held, and I’m sharing it in full:—
James Cox, Esq., to Eliz. Thomas, Dr.
James Cox, Esq., to Eliz. Thomas, Dr.
| £ | s. | d. | |
| To Keeping a Horse from ye 14 of Decm. 1769, to Friday, March ye 2, 1770, which is 11 Weacks, at 10s. 6d. pr. Weack | 5 | 15 | 6 |
| To 20 Trusses of Hay, at 18d. pr. Truss | 1 | 10 | 0 |
| To 11 Trusses of Straw, at 10d. pr. do. | 0 | 9 | 2 |
| To 5 Pecks of Corn Remaining | 0 | 2 | 10 |
| To 1 Chaldren & ¾ of Coals | 2 | 19 | 6 |
| To Shuting the Coals | 0 | 1 | 0 |
| 1770. | £10 | 18 | 0 |
| Jany. 27. To paid a weekly Bill | 3 | 2 | 6 |
| Feb. 3. To paid ditto | 2 | 14 | 10 |
| „ 10. To paid ditto | 3 | 19 | 2 |
| Carried forward | £20 | 14 | 6 |
| Brought forward | 20 | 14 | 6 |
| Feb. 17. To paid a Weekly Bill | 4 | 16 | 9 |
| Mr. Thomas’s Sallery for Looking after the Manufactory—£100 pr. anam, which he enjoyed from Septm. 1769 to Jany. 6, 1770 | 25 | 4 | 0 |
| £50 | 15 | 3 | |
| Received in part by Mourning Rings | 17 | 0 | 0 |
| £33 | 15 | 3 |
The following announcements refer to the sales and proposed sales of the manufactory, and its models, plant, &c.:—
The following announcements are about the sales and proposed sales of the factory, along with its models, equipment, etc.:—
1764. “To be sold by auction, by Mr. Burnsall, on the premises, some time in March next (1764), at the Chelsea porcelane manufactory. Every thing in general belonging to it, and all the remaining unfinished peices, glazed and unglazed; some imperfect enamelled ditto of[175] the useful and ornamental, all the meterials, the valuable and extensive variety of fine models in wax, in brass, and in lead; all the plaster molds and others, the mills, kilns, and iron presses; together with all the fixtures of the different warehouses; likewise all the outbuildings, &c., &c. And as Mr. Sprimont, the sole possessor of this rare porcelane secret, is advised to go to the German spaw, all his genuine household furniture, &c., will be sold at the same time.
1764. “To be sold by auction, by Mr. Burnsall, on the premises, sometime in March (1764), at the Chelsea porcelain manufactory. Everything related to it, and all the remaining unfinished pieces, both glazed and unglazed; some imperfectly enamelled ones of[175] the useful and decorative types, all the materials, the valuable and extensive collection of fine models in wax, brass, and lead; all the plaster molds and others, the mills, kilns, and iron presses; along with all the fixtures of the different warehouses; also all the outbuildings, etc., etc. And since Mr. Sprimont, the sole owner of this rare porcelain secret, is advised to go to the German spa, all his genuine household furniture, etc., will be sold at the same time.”
“N.B.—Soon after, when every thing is sold belonging to the manufactory, &c., and the large warehouse cleared, there will be some most beautiful peices of the truly inimitable Marazine blus, crimson, and gold, that Mr. Sprimount has thought deserving finishing; that will be sold at Chelsea, as the whole remaining and the last produce of that once most magnificent porcelane manufactory.”
“N.B.—Soon after everything belonging to the manufactory is sold and the large warehouse is cleared, there will be some stunning pieces of the truly unique Marazine blue, crimson, and gold that Mr. Sprimount has deemed worthy of finishing. These will be sold at Chelsea as the remaining and final output of that once magnificent porcelain manufactory.”
(April 1769) “To all proprietors of porcelane manufactories and others; there is to be sold at the Chelsea manufactory, by order of the proprietor (having recently left off making the same), every thing in general belonging to it, as all the plaster moulds, models in wax, lead and brass; kilns, mills, iron presses, and a large quantity of biscuit work, &c., &c., likewise all the buildings and many other articles. For further particulars, enquire of Mr. Thomas at the said manufactory.”
(April 1769) “To all owners of porcelain factories and others; there is a sale at the Chelsea factory, by order of the owner (who has recently stopped making porcelain), of everything related to it, including all the plaster molds, wax models, lead and brass; kilns, mills, iron presses, and a large quantity of biscuit work, etc., as well as all the buildings and many other items. For more details, please ask Mr. Thomas at the factory.”
In the Gazetteer, or New Daily Advertiser, for May, 1769, is the following advertisement:—
In the Gazetteer, or New Daily Advertiser, from May 1769, there's the following ad:—
“To be sold by auction, by Mr. Burnsall, at his auction room in Charles Street, Berkeley Square, on Wednesday, the 17th of May, and the following days, by order of Mr. Nicholas Sprimont, the proprietor of the Chelsea Porcelain Manufactory, he having entirely left off making the same, all the curious and truly matchless pieces of that valuable manufactory; consisting of beautiful vases, antique urns, perfume pots, table and dessart services, tea and coffee equipages, compatiers, leaves, &c., beautiful candlesticks of different shapes; variety of figures, very large and curious groups, particularly two groups of Roman charity, toilet boxes of various forms and sizes, and many other articles, most highly finished in the mazarine blue, crimson, pea-green, and gold, finely painted in figures, birds, fruit, and flowers, enriched with gold and curiously chased. To be viewed on Monday the 15th, and till the sale. N.B.—Likewise will be sold all the fine models, mills, kilns, presses, buildings, and all other articles belonging to this most distinguished manufactory. For further particulars apply to the said Mr. Burnsall.”
“To be sold at auction by Mr. Burnsall at his auction room in Charles Street, Berkeley Square, on Wednesday, May 17, and the following days, by order of Mr. Nicholas Sprimont, the owner of the Chelsea Porcelain Manufactory, who has completely stopped production of these items, all the unique and truly exceptional pieces from that valuable manufactory. This includes beautiful vases, antique urns, perfume pots, table and dessert services, tea and coffee sets, compotiers, leaves, etc., stunning candlesticks in various shapes; a variety of figures, very large and interesting groups, particularly two groups depicting Roman charity, toilet boxes in different forms and sizes, and many other articles, most of which are beautifully finished in mazarine blue, crimson, pea-green, and gold, intricately painted with figures, birds, fruit, and flowers, enhanced with gold and finely engraved. Viewing will be on Monday the 15th, and until the sale. N.B.—Also being sold will be all the fine models, mills, kilns, presses, buildings, and all other items connected to this renowned manufactory. For more information, please contact Mr. Burnsall.”
In reference to this last advertisement, Josiah Wedgwood thus wrote to Thomas Bentley:—“The Chelsea moulds, models, &c., are to be sold, but I’ll enclose you the advertisement—there’s an immense amount of fine things;” and about the same date, writing to his clerk, William Cox, he says:—“Pray enquire of Mr. Thomas whether they are determined to sell less than the whole of the models, &c., together: if so I do not think it would suit me to purchase. I should be glad if you could send me any further particulars of the things at Chelsea.”
In reference to this last advertisement, Josiah Wedgwood wrote to Thomas Bentley:—“The Chelsea molds, models, etc., are up for sale, but I’ll send you the advertisement—there are a ton of great items;” and around the same time, writing to his clerk, William Cox, he says:—“Please ask Mr. Thomas if they plan to sell less than all of the models, etc., together: if that’s the case, I don’t think it would be right for me to buy. I’d appreciate it if you could send me any more details about the items at Chelsea.”
About this time Dr. Johnson was busying himself in experimentalising in compositions for the manufacture of porcelain, and an interesting account of his progress at Chelsea, as given from the lips of the foreman of the works, is preserved by Faulkener. He says, in his “History of Chelsea:”—
About this time, Dr. Johnson was busy experimenting with formulas for making porcelain, and an interesting account of his progress at Chelsea, shared by the foreman of the works, is preserved by Faulkener. He says in his “History of Chelsea:”—
“Mr. H. Stephens was told by the foreman of the Chelsea China Manufactory (then in the workhouse of St. Luke’s, Middlesex), that Dr. Johnson had conceived a notion that he was[176] capable of improving on the manufacture. He even applied to the directors of the Chelsea China Works, and was allowed to bake his compositions in their ovens in Lawrence Street, Chelsea. He was accordingly accustomed to go down with his housekeeper about twice a week, and stayed the whole day, she carrying a basket of provisions with her. The Doctor, who was not allowed to enter the mixing-room, had access to every other part of the house, and formed his composition in a particular apartment, without being overlooked by anyone. He had also free access to the oven, and superintended the whole process, but completely failed, both as to composition and baking, for his materials always yielded to the intensity of the heat, while those of the Company came out of the furnace perfect and complete. The Doctor retired in disgust, though not in despair, for he afterwards gave a dissertation on this very subject in his works; but the overseer (he was still living in the spring of 1814) assured Mr. Stephens that he (the overseer) was still ignorant of the nature of the operation. He seemed to think that the Doctor imagined one single substance was sufficient, while he, on the other hand, asserted that he always used sixteen; and he must have had some practice, as he had nearly lost his eyesight by firing batches of china, both at Chelsea and at Derby, to which the manufacture was afterwards carried.”
“Mr. H. Stephens was informed by the foreman of the Chelsea China Manufactory (then located in the workhouse of St. Luke’s, Middlesex) that Dr. Johnson believed he could improve the manufacturing process. He even approached the directors of the Chelsea China Works and was permitted to fire his creations in their kilns on Lawrence Street, Chelsea. He typically visited with his housekeeper about twice a week and stayed all day, with her bringing a basket of food. The Doctor, who wasn’t allowed in the mixing room, had access to every other part of the facility and worked on his mixture in a designated area, without anyone watching him. He also had unrestricted access to the kiln and oversaw the entire process but ultimately failed in both the composition and baking, as his materials always succumbed to the extreme heat, while the Company’s products emerged from the furnace flawless. The Doctor left in frustration, though not hopeless; he later wrote a treatise on this very topic in his works. However, the overseer (who was still alive in the spring of 1814) reassured Mr. Stephens that he (the overseer) still didn’t understand the nature of the operation. He seemed to believe that the Doctor thought one single substance was enough, while he maintained that he always used sixteen; and the overseer must have had some experience, as he nearly lost his eyesight from firing batches of china at both Chelsea and Derby, where the manufacturing eventually moved.”
Dr. Johnson certainly took much interest in the manufacture of porcelain, and after the discontinuance of the Chelsea works visited those at Derby. He does not, however, seem to have carried his researches on to any practical result.
Dr. Johnson was definitely very interested in the production of porcelain, and after the Chelsea factory closed, he visited the one in Derby. However, it doesn’t seem like he applied his research to any practical outcomes.
In 1769 Mr. William Duesbury, the proprietor of the famous Derby China Works, became the purchaser of the Chelsea works, and for many years carried on the two establishments conjointly. The Derby works had at that time attained to a high degree of excellence and of celebrity, and Mr. Duesbury (who became the purchaser, not only of the Chelsea works, but those of Bow, Giles’s, Pedlar’s Acre, &c.) was doing more trade than was done at any other establishment in the kingdom. He had opened an extensive connection with London, and was rapidly increasing his concern, both in that and other markets, and had become more than a successful rivaller of the excellence of the Chelsea wares.
In 1769, Mr. William Duesbury, the owner of the well-known Derby China Works, purchased the Chelsea works and operated both establishments together for many years. At that time, the Derby works had achieved a high level of quality and recognition, and Mr. Duesbury (who also bought the Bow works, Giles’s, Pedlar’s Acre, etc.) was doing more business than any other factory in the country. He had established a broad network in London and was quickly expanding his business in that city and other markets, becoming more than just a successful competitor to the quality of Chelsea products.
The purchase of the Chelsea works was arranged on the 17th of August, 1769, and completed on the 5th of February, 1770, when a payment of £400, in part of the purchase money, was made. The original document, now in my possession, is highly interesting, and is as follows:—
The purchase of the Chelsea works was organized on August 17, 1769, and finalized on February 5, 1770, when a payment of £400, as part of the purchase price, was made. The original document, which I now have, is very intriguing and is as follows:—
“Recd. London, 5th Feby. 1770, of Mr. Wm. Duesbury, four hundred pounds, in part of the purchase of the Chelsea Porcelain Manufactory and its apurtenances and lease thereof, which I promise to assign over to him on or before the 8th instant.
“Received in London, February 5th, 1770, from Mr. Wm. Duesbury, four hundred pounds, as part of the purchase of the Chelsea Porcelain Manufactory and its accessories and lease, which I promise to transfer to him on or before the 8th of this month.”
“James Cox.”
“James Cox.”
Thus the Chelsea works, which had been taken to by Mr. Duesbury in August, 1769, and had been, indeed, carried on at his cost from about that period, finally passed into his hands on the 8th of February, 1770. The purchase included not only the “Porcelain[177] manufactory and its appurtenances and the lease thereof,” but the stock of finished and unfinished goods then on the premises; and this gave rise to a long and tedious lawsuit, of which I shall have to speak hereafter. Mr. Duesbury also, it would appear, covenanted to pay all liabilities on the estate, and of course to receive all moneys due to it. At the foot of the bill from Mrs. Thomas to Mr. Cox, printed above, there is this very significant foot-note:—“Mr. Cox sold Mr. Deusbury the whole, who was to pay the above, and every other matter.” Other bills, in my possession, including one from William Payne, the carpenter, for £19 15s. 5d., for repairs done at the works for Mr. Cox, are endorsed as paid by Mr. Duesbury. In this carpenters bill one item shows that the works were palisadoed:—“Dec. 9, 1769. To repairing the yard gates and palisades, setting on locks, 9s. 6d.” The accounts do not appear to have been quite cleared up until the year 1780, when, upon the winding up of the affairs of Mr. Cox, on his failure or death, a claim was made on Mr. Duesbury by the solicitor, Mr. Jasper Jay, for balance of account as then “standing open in the books of Mr. Cox.” The account is but short; but as all this is useful material towards the history of the Chelsea works, and is therefore of importance, I give it entire.
Thus, the Chelsea works, which Mr. Duesbury took over in August 1769, were financed by him from that time onward and officially transferred to him on February 8, 1770. The purchase included not only the “Porcelain[177] manufactory and its equipment, along with the lease,” but also the stock of finished and unfinished goods available on the premises. This led to a long and complicated lawsuit, which I will discuss later. It seems that Mr. Duesbury agreed to cover all liabilities associated with the estate, as well as to collect all outstanding payments. At the end of the bill from Mrs. Thomas to Mr. Cox, which is printed above, there is a notable footnote:—“Mr. Cox sold everything to Mr. Duesbury, who was to pay the above, along with any other expenses.” Other bills in my possession, including one from William Payne, the carpenter, for £19 15s. 5d., for repairs done at the works for Mr. Cox, are noted as paid by Mr. Duesbury. In this carpenter's bill, one item indicates that the works were fenced:—“Dec. 9, 1769. For repairing the yard gates and palisades, installing locks, 9s. 6d.” The accounts don't seem to have been fully resolved until 1780, when, during the winding up of Mr. Cox's affairs due to his failure or death, a claim was made against Mr. Duesbury by the solicitor, Mr. Jasper Jay, for the outstanding balance on the account still “open in Mr. Cox's books.” The account is brief, but since all of this is useful information regarding the history of the Chelsea works, it is important, so I’ll include it in full.
Messrs. Wm. Deusbury & Co.,
Wm. Deusbury & Co.
Dr. to the Estate of James Cox.
Dr. to the Estate of James Cox.
| 1770. | £ | s. | d. |
| Feby. 6. To cash paid 2 small Bills | 5 | 17 | 4 |
| „ 9. To ditto pd. Haskins | 12 | 8 | 0 |
| „ 20. To Interest J. Cox note to N. Sprimont, 6 mo. £300 | 7 | 10 | 0 |
| 1774. | |||
| June 15. To 40 Museum Lottery Tickets | 42 | 0 | 0 |
| 1771. | £67 | 15 | 4 |
| Oct. 8. Cr. By net produce goods per Capt. Peirce | 52 | 4 | 0 |
| £15 | 11 | 4 |
The lawsuit to which I have alluded was commenced the same year that the works finally passed into the hands of Mr. Duesbury, and was brought by that gentleman against Burnsall (I presume the auctioneer named above), to recover a quantity of goods said to have been unlawfully sold to him by Francis Thomas, and which in reality belonged to Duesbury, as a part of his purchase. The goods, which appear to have been made by Spremont, and of his own materials, were alleged by Thomas to have been sold to him[178] by Spremont; but although the books of the concern were kept by Thomas himself, no entry of such sale and purchase was to be found. There were also cross actions. The action was first heard in Michaelmas Term, 1770, and lasted until Hilary Term, 1772. Evidence was given that the articles demanded of Burnsall were made of Mr. Spremont’s materials, and at his manufactory; that Mr. Spremont never sold them to Thomas, and that they were found in rooms lately belonging to the factory, and were therefore included in Mr. Duesbury’s purchase by the formal words. Mr. Spremont, whose health had been gradually failing, died while the action was going on, in June, 1771, and in the end the defendant Burnsall’s counsel, representing to the court “Mrs. Thomas’s situation in a madhouse, and four small children, and the attorney swearing that there was nothing else for to support them, the court would not let us keep the action at law any longer in court, so we must pay the costs.” The action thus came to an end, and Burnsall immediately announced a sale of china, “in which are some capital pieces of Chelsea porcelain”—a part, doubtless, of the disputed goods.
The lawsuit I mentioned started in the same year that Mr. Duesbury finally took over the works. He sued Burnsall (I assume this is the auctioneer mentioned earlier) to reclaim a number of goods that were allegedly sold to him unlawfully by Francis Thomas, which actually belonged to Duesbury as part of his purchase. The goods, which seem to have been made by Spremont using his own materials, were claimed by Thomas to have been sold to him by Spremont; however, even though Thomas kept the records, there was no documentation of such a sale. There were also counterclaims involved. The case was first heard in Michaelmas Term, 1770, and continued until Hilary Term, 1772. Evidence was presented that the items demanded from Burnsall were made from Mr. Spremont’s materials and produced at his factory; Mr. Spremont never sold them to Thomas, and they were found in rooms that had recently belonged to the factory, so they were included in Mr. Duesbury’s purchase based on the formal agreement. Mr. Spremont, whose health had been deteriorating, passed away during the case in June 1771. In the end, Burnsall’s lawyer appealed to the court, citing “Mrs. Thomas’s situation in a madhouse, and four small children, and the attorney swearing that there was nothing else to support them.” Because of this, the court decided we couldn't keep the lawsuit going, so we had to pay the costs. This concluded the action, and Burnsall quickly announced a sale of china, “which includes some exceptional pieces of Chelsea porcelain”—likely part of the disputed goods.
Under Mr. Duesbury, the manager of the Chelsea works, was Richard Barton (a modeller and general workman); and the “weekly bills” of wages and disbursements, now in my possession, as made out by him, are highly interesting and valuable, as showing the kind of articles then made at Chelsea, the names of the workmen and painters, and the amounts earned by each from week to week. These bills commence in March, 1770, and run over the next three or more years. The final destruction of the works is carefully described in some excellent letters, also in my possession, to which I shall refer later on.
Under Mr. Duesbury, the manager of the Chelsea factory, was Richard Barton (a model maker and general worker); and the “weekly bills” of wages and expenses, which I currently have, are quite interesting and valuable, as they show the types of items made at Chelsea, the names of the workers and painters, and the amounts earned by each week after week. These bills start in March 1770 and continue for the next three years or more. The complete destruction of the factory is thoroughly detailed in some great letters, which I also have, and I will refer to them later.
From these “weekly bills” I have selected some items which are of more than passing interest, and which tend, more materially than other information can, to throw light on the Chelsea works at this particular period—a period, it must be borne in mind, later than that at which the works are generally said to have been discontinued. It must be remembered that, until my account of the “Derby China Works” appeared in the columns of the Art-Journal, in 1862, nothing had ever been known of the connection of Duesbury with the concern. The information I there gave of his purchase of the Chelsea factory was new; and upon what I then wrote every later account of the Chelsea works has been founded. The works were till then generally believed to have been discontinued in 1765,[179] but I have been enabled to show that they were not finally given up until 1784, when the kilns were taken down.
From these “weekly bills,” I’ve picked out some items that are more than just interesting and that really help to shed light on the Chelsea works during this specific time—a time, keep in mind, later than when people usually think the works stopped. It should be noted that until my account of the “Derby China Works” was published in the Art-Journal in 1862, no one knew about Duesbury's connection to the business. The information I presented about his purchase of the Chelsea factory was new, and everything that came after it regarding the Chelsea works has been based on what I wrote. Before that, it was commonly believed that the works shut down in 1765,[179] but I have been able to demonstrate that they didn’t actually close until 1784, when the kilns were dismantled.
In June, 1776, her Majesty Queen Charlotte paid a visit to Duesbury’s London Show Rooms in Bedford Street, Covent Garden, and was shown through by his agent, Mr. Wood. The following is an account of the event:—
In June 1776, Queen Charlotte visited Duesbury’s London Show Rooms on Bedford Street in Covent Garden, and was escorted by his agent, Mr. Wood. Here’s an account of the event:—
“On Friday last her Majesty accompany’d with the Dutchess of Ancaster was pleased to honor with her presence Mr. Duesburys Ware Rooms in Bedford Street, Covent Garden, condescended to express great approbation at those beautiful articles of Derby and Chelsea porcelain, and patronize and encourage the same by making some purchases.”
“Last Friday, her Majesty, along with the Duchess of Ancaster, graciously visited Mr. Duesbury's Ware Rooms on Bedford Street, Covent Garden, and expressed great approval of the beautiful Derby and Chelsea porcelain items, supporting and promoting them by making a few purchases.”
The “weekly bills” of the Chelsea China Works, in my own possession, are very carefully prepared, and give the names and salaries of the workmen employed, as well as the kinds of goods they were engaged in making. They are thus particularly interesting and important, and are calculated to throw no little light on the history of the works. I quote two weeks in full, May 12th to 19th, 1770; and March 16th to 23rd, 1771, as examples of the style of these “weekly bills;” and I have added to these some few extracts, to show the kind of ware then being made, and the prices which the workmen received for painting, &c.
The "weekly bills" from the Chelsea China Works that I have are thoroughly prepared and list the names and salaries of the workers employed, along with the types of goods they were making. They are therefore very interesting and significant, as they provide valuable insight into the history of the works. I will quote two full weeks: May 12th to 19th, 1770, and March 16th to 23rd, 1771, as examples of these "weekly bills." I've also included a few extracts to illustrate the kinds of ware produced at that time and the wages paid to the workers for painting, etc.
1770. A Weekly Bill at Chelsea from May the 12 to the 19.
1770. A Weekly Bill at Chelsea from May 12 to May 19.
| £ | s. | d. | |
| Barton, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Boyer, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Seals, made overtime, 6 cocks | 0 | 0 | 7 |
| 3 Dozen Cupid crying by a Urn | 0 | 3 | 6 |
| 1 Dozen and 6 fine Gentle Man with a Muff | 0 | 1 | 9 |
| 1 Dozen and 6 Shephard Sheering of Sheep | 0 | 1 | 9 |
| 6 Arliquens | 0 | 0 | 7 |
| Roberts, 6¾ days at 2s. 6d. | 0 | 16 | 10½ |
| Piggot, 7 days at 1s. 9d. | 0 | 12 | 3 |
| Ditto, Taking Care of the horse on Sunday[59] | 0 | 1 | 6 |
| Inglefield, 7 days at 1s. 8d. | 0 | 11 | 8 |
| Bleeding of the horse, and a Broom and Soap | 0 | 1 | 0 |
| Exd. and Entd. | £4 | 13 | 5½ |
Recd. of Mr. Duesbury in full of all Demands for Self and the a Bove.
Recd. from Mr. Duesbury in full payment of all demands for myself and the above.
Richd. Barton.
Richd. Barton.
Work done this Week (May 12 to 19, 1770) at Chelsea, by Barton, Boyer, &cc.
Work done this week (May 12 to 19, 1770) at Chelsea, by Barton, Boyer, etc.
Reparing 4 figures in Clay to go to Darby.
Reparing 4 figures in clay to go to Darby.
Making 1 Ornament Beaker.
Making 1 decorative beaker.
Dry rubbing the 2 Large Jarrs, helping at the Kiln, &cc.
Dry rubbing the 2 large jars, assisting at the kiln, etc.
Making Jarr for Perfume on 4 feet. Mending the 2 Large Quarters of the World, and helping at the Kiln, &cc. Roberts at Case making, and working in the Kiln, &cc. Piggot working in the Mill and helping at the Kiln, &cc.
Making jars for perfume on 4 feet. Repairing the 2 large sections of the world and assisting at the kiln, etc. Roberts in case-making and working in the kiln, etc. Piggot working in the mill and helping at the kiln, etc.
Inglefield Cutting Wood, Case making, and helping at the Kiln.
Inglefield Cutting Wood, making cases, and assisting at the kiln.
[180]
[180]
1771. A Weekly Bill at Chelsea from March the 16 to the 23.
1771. A Weekly Bill at Chelsea from March 16 to March 23.
| £ | s. | d. | |
| Boarman, 6 days at 5s. 3d. | 1 | 11 | 6 |
| Wollams, 6 days at 4s. 6d. | 1 | 7 | 0 |
| Snowden, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Jinks, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Boyer, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Barton, 6 days at 3s. 6d. | 1 | 1 | 0 |
| Piggot, 6 days at 1s. 9d. | 0 | 10 | 6 |
| Ditto Sunday, Teaking care of the Horse | 0 | 1 | 6 |
| Chasing and Polishing: | |||
|---|---|---|---|
| 2 Double handle Cups and Covers at 1s. 4d. each | 0 | 2 | 8 |
| 3 Ditto and Ditto at 1s. 2d. each | 0 | 3 | 6 |
| 2 four Scallop’d Jarrs at 2s. 3d. each | 0 | 4 | 6 |
| 3 Large Pieces of the Crimson Service at 2s. 3d. each | 0 | 6 | 9 |
| Polishing only: | |||
| 4 Row Waggons at 0s. 9d. each | 0 | 3 | 0 |
| 2 Small Perfume Potts at 1s. 6d. each | 0 | 3 | 0 |
| 3 Ornamental Perfume Potts at 1s. 0d. each | 0 | 3 | 0 |
| 2 Jonquill Jarrs at 1s. 9d. each | 0 | 3 | 6 |
| 1 Egg shaped Jarr | 0 | 2 | 0 |
| 1 Small Jarr | 0 | 0 | 4 |
| Exd. and Entd. | £9 | 6 | 9 |
Recd. of Mr. Duesbury in full of all Demands for Self and the a Bove.
Recd. from Mr. Duesbury in full settlement of all claims for myself and the above.
Richd. Barton.
Rich Barton.
From these “weekly bills,” of different dates from 1770 to 1773, I make the following extracts for the purpose of showing collectors the period to which they may safely attribute the manufacture of such specimens as may be in their possession. The extracts are from the “overtime” made by the hands, and are taken hap-hazard, and without any attempt whatever at classification.
From these “weekly bills,” dated between 1770 and 1773, I’ve selected the following excerpts to help collectors determine the time period during which they can confidently date the pieces in their collections. The excerpts come from the “overtime” recorded by the workers and are chosen randomly, without any effort at classification.
| £ | s. | d. | |
| Seals, 2 dozen of Tom-tits | 0 | 2 | 4 |
| 3 dozen of Ouls Crests | 0 | 3 | 6 |
| 2 dozen of Indian Boys with Handscreen | 0 | 2 | 4 |
| Seals, 3 dozen Bull finches | 0 | 3 | 6 |
| 2 dozen of Parrotts | 0 | 2 | 4 |
| 1 dozen fine Gentle Man with a Muff | 0 | 1 | 2 |
| 2 dozen and 6 Cocks | 0 | 2 | 11 |
| 2 Vincent Perfume Potts | 0 | 3 | 0 |
| Jarr, with Globe Cover | 0 | 1 | 0 |
| 1 Junquill Beaker, with ornament handles | 0 | 2 | 6 |
| 3 Hart Shape Perfume Potts, with handles | 0 | 3 | 9 |
| 2 Perfume Potts, Royhal Pattern | 0 | 1 | 6 |
| 1 dozen Seals, Cupid as a Letter Carrear | 0 | 1 | 2 |
| 1 dozen and 6 Boys a drumming | 0 | 1 | 9 |
| 1 dozen and 6 Cupid as Doctor | 0 | 1 | 9 |
| 3 dozen Perimeds | 0 | 3 | 6 |
| 1 dozen and 6 Chinease Men a smoking | 0 | 1 | 9 |
| 1 dozen and 6 Cupids with a Nett | 0 | 1 | 9 |
| 3 dozen Seals, Chinease Men with a Burd | 0 | 3 | 6 |
| 3 dozen Cupid as a Backus | 0 | 3 | 6 |
| Seals, 5 dozen Swallows | 0 | 5 | 10 |
| Seals, 3 dozen Arliquens | 0 | 2 | 4 |
| 1 dozen and 6 Shepherds Shearing of Sheep | 0 | 1 | 6 |
| 1 dozen and 6 Cupids Booted and Spur’d | 0 | 1 | 9 |
| 1 dozen and 6 Harts on a Cushion | 0 | 1 | 9 |
| 1 dozen and 6 Turks a Smoakin | 0 | 1 | 9 |
| Seals, 6 dozen Birds | 0 | 7 | 0 |
| Jinks overtime for painting 3 dozen of Tom tits, at 1½d. each | 0 | 4 | 6 |
| 5 Sweet Meat Basins, at 1s. each | 0 | 5 | 0 |
| 30 Seals painted in Mottowes, by Boarman and Wollams | 0 | 3 | 1½ |
| 34 Figure Seals, painted by Jinks, at 2d. each | 0 | 5 | 8 |
| Paid (carriage) for the plaster Mould from Darby | 0 | 0 | 6 |
| Painting Smelling bottles, overwork, viz:— | [181] | ||
| 2 boys catching a Squrel, at 1s. 3d. | 0 | 2 | 6 |
| 2 ditto with a Birds nest, at 1s. each | 0 | 2 | 0 |
| 1 ditto piping with a Dog, at 1s. | 0 | 1 | 0 |
| 1 ditto Double Dove | 0 | 1 | 0 |
| Modling of a Pedestol | 0 | 14 | 0 |
| 21 Snuff boxes of Cupid and Lamb | 1 | 4 | 6 |
| 1 Cupid forgin Harts | 0 | 1 | 3 |
| 12 Tooth picks, with Head of Turk, and companions | 0 | 18 | 0 |
| 23 Seals painted, overtime, by Jinks | 0 | 2 | 10½ |
| 10 Plates, at 1s. 6d. each | 0 | 15 | 0 |
| 6 Large Pieces, at 2s. 3d. each | 0 | 13 | 6 |
| A Junquill Beaker, overtime, by Barton | 0 | 2 | 0 |
| Overtime, by Boyer & Barton, 2 Junquills Beakers | 0 | 4 | 0 |
| Pollishing and Cheasing 24 Pleats and 20 Compots, at 3d. each, Boyer, Jinks, &c. | 0 | 11 | 0 |
| To Modling of a Pedestol | 0 | 14 | 0 |
| Overwork, by Boyer & Barton, 8 Sweet Meat Basons | 0 | 5 | 0 |
| Mottoing 60 Seals, at 1¼d. each | 0 | 6 | 3 |
| 18 figuar Seals, painted by Jinks | 0 | 3 | 0 |
| Paid (Carriage) for the Plaister Mould from Darby, the 9 of August | 0 | 0 | 6 |
| 1 Vincent pattern Perfume Pot (painting) | 0 | 1 | 6 |
| 33 Cocks, painted, overtime, by Jinks, at 1½d. each | 0 | 4 | 1½ |
| Wolliams, Painting Mottows to 46 Seals | 0 | 5 | 0 |
| 18 Doves painted, overtime, at 1s. and 2d. each | 1 | 1 | 0 |
| 5 Royal Pattern Perfume Pots | 0 | 3 | 3 |
| 49 Painted Seals, Overtime, by Jinks | 0 | 6 | 0½ |
| Cheasing and Pollishing of 20 Pleats at 1s. 6d. each | 1 | 10 | 0 |
| Polishing 6 Perfume Pots at 1s. 6d. | 0 | 9 | 0 |
| Mr. Woolams & Boremans Expenses on Saturday the 9 of March, 1771. Taking pattrons at Mr. Morgans | 0 | 2 | 0 |
| 84 Seals, Painted, Overtime, by Boyer & Co. | 0 | 14 | 0 |
| 96 Thimbles, Painted, Overtime, by Boarman & Co. | 0 | 12 | 0 |
| Over Work by Jinks, Boyer, Snowdon & Co., Pollishing and Chasing 2 Three turnd Vauses, 1s. 4d. 6 Crimson & Gould Tea Saucers, 4s. 0d. 5 Cups & Saucers with Medalions, 6s. 3d. | |||
| 2 Large Jars French Pattern, Pollishing & Cheasing | 0 | 9 | 0 |
| 2 Less ditto | 0 | 3 | 6 |
| 2 small Goat head Vauses ditto | 0 | 3 | 4 |
| 4 Butter Tubs and Stands | 0 | 5 | 4 |
| 16 Cupid & Lamb Snuff Boxes, Painted 1s. 2d. each | 1 | 1 | 0 |
| To painting of Mottos to 90 Seals, by Wollams & Co. | 0 | 9 | 4½ |
| Painting 1 Cupid forgin Harts at 1s. 3d. | 0 | 1 | 3 |
| 1 Ditto Booted & Spurd | 0 | 1 | 0 |
| 2 Bird Catchers at 1s. 3d. each | 0 | 2 | 6 |
| 12 Tooth Picks, with head of turk and Companions with Emblamatick ditto |
0 | 18 | 0 |
| Plaister | 0 | 3 | 11 |
| Barton, Modling 2 Small Antiquit Vauses | 1 | 1 | 0 |
| Seals made, overtime, 6 Cocks | 0 | 0 | 7 |
| 3 Dozen Cupid Crying by a Urn | 0 | 3 | 6 |
| 1 Dozen & 6 fine Gentle Man with a muff | 0 | 1 | 9 |
| 1 Dozen & 6 Shephard Shearing of Sheep | 0 | 1 | 9 |
| 6 Arliquens | 0 | 0 | 7 |
| 4 Liqer Bottles at 1s. each | 0 | 4 | 0 |
| 4 Globe Cover Jarrs att 1s. each | 0 | 4 | 0 |
| 31 Seals, Indian, Painted by Jinks | 0 | 5 | 2 |
| The Mottoes don to 36 Seals, By Boardman & Wolliams | 0 | 3 | 9 |
| 8 Hart Shape Perfume Pots with handles at 1s. 3d. each (overwork by Barton & Boyer) | 0 | 10 | 0 |
| 3 Dozen of Seals of the Lambs, made overtime | 0 | 3 | 6 |
| 3 Dozen of Lyons, ditto | 0 | 3 | 6 |
| 24 Double Doves Snuff Boxis, Painted overtime, at 1s. and 2d. each | 1 | 8 | 0 |
| Pd for Siver (silver) paper for Chelsea | 0 | 4 | 6 |
| Pd Porterage of Wt Lead | 0 | 2 | 6[182] |
| Pd Coach Hire with the Attorney to Mr. Spremont and Chelsea | 0 | 7 | 6 |
| Gold Writing Peaper | 0 | 0 | 8 |
| Gum for the Gold | 0 | 0 | 3 |
| a Almanack | 0 | 0 | 6 |
| Modling Clay | 0 | 0 | 6 |
| Bone Ashes to Derby | 4 | 5 | 6 |
| 2 Tons of fine Clay Shipping to Darby | 2 | 7 | 0 |
| Plaster to Mould the Jarr | 0 | 1 | 8 |
| Cord for the Kilns (cord wood) | 1 | 17 | 4 |
| 3 baggs of Plaister | 0 | 3 | 0 |
| 100 Loads of Billet at 7s. 9d. per Load | 38 | 15 | 0 |
| (“Billets” i.e. Wood, for firing the kilns.) | |||
| Painting 96 Thimbles | 0 | 12 | 0 |
| 2 Three-turn Vauses | — | ||
| 2 Row Wagon in figures | 1 | 10 | 0 |
| Mr. O’Neil, on account, a Painter | 1 | 1 | 0 |
I give entire some few other of the weekly statements of “Work Don at Chelsea by Barton, Boyer, &c.,” the painters, Boreman, Wollams, Snowden, and Jinks, not being included.
I’m including a few of the weekly statements of “Work Done at Chelsea by Barton, Boyer, &c.,” with the painters Boreman, Wollams, Snowden, and Jinks not included.
1770. April 7 to 14. Work Don at Chelsea by Barton & Boyer.
1770. April 7 to 14. Work Done at Chelsea by Barton & Boyer.
- 3 hantike Perfume Vauses with handles.
- 4 Oval Jarrs and Covers with Ornementd handles.
- 4 hantike Bottles with handles.
- 2 Scollopt Bottles with handles.
- 2 hantike Perfume Vauses.
- Roberts, making cases.
- Piggot, making Cases and Grinding of the Clay.
- Inglefield making Cases and Cutting of wood.
1770. June 16 to 23.
1770. June 16-23.
- Making of Pidgeon house Perfume Pot and Glasing of the Work for the Glase killn.
- Roberts, Glasing of the Cases and Reparing of the Glasd work.
- Piggot, making of Tryhangles for the Work to be Plasd on in the Glasd kiln and Making of Cases.
- Inglefield, getting of the Work Ready to be Glasd & Cutting of Wood.
July 7 to 14.
July 7-14.
- Barton, Glasing of the Work, &c.
- Boyer, Reparing of the Glasd Work, &c.
- Roberts, Setting of the Glase kiln and Burning of it.
- Piggot, Working of the Clay ingin and Clearing of the Bisket Work and Case Making.
- Inglefield, Cutting Wood and Case Making and Clearing of the Ware.
July 21 to 28.
July 21–28.
- Barton, Reparing of the Glaze Work.
- Boyer, Laying on of Safer.
- Roberts, Getting of the Glaze Cases ready for the Kiln.
- Piggot, Grinding of Case Clay and Making of Cases.
- Inglefield, ditto, and Glazeinge of Cases.
August 11 to 18.
August 11-18.
- Barton, Reparing of the Glasd Work.
- Boyer, Laying on of Sapher (this is zaffer, the blue that was used).
- Roberts, setting the Glass kiln (Glaze kiln).
- Piggot, making of Cases and working the Mill (the “Cases” were the Saggers).
- Inglefield, ditto.
1770. Augt. 25 to Sep. 1.
1770. Aug 25 to Sep 1.
- Barton, Dickorating Sum of the Perfume Pots and Making of 1 Perfume Pot a figuar and Oiling of the Moulds of the Burst (bust) for Casting.
- Boyer, 1 Perfume Vause & 2 Large Ornement Beakers, 5 Covers, &c.
- Roberts, at Case Making.
- Piggot, Grinding of Case Clay and Working the Brusers, &c.
- Inglefield, Cutting of Wood.
[183]
[183]
In the “weekly bill” on the same paper are the following entries relating to the “bust.” It would be highly interesting to know what bust is meant.
In the “weekly bill” on the same paper are the following entries relating to the “bust.” It would be really interesting to know what bust is meant.
| £ | s. | d. | |
| Oil for the Mould of the Burst | 0 | 0 | 7 |
| for a Pedistol to ditto | 0 | 1 | 6 |
| Plaister to Cast ditto | 0 | 7 | 6 |
Sep. 8 to 15.
Sept. 8 to 15.
- Barton, Making of 1 Jarr with a Dog and Rabits, and flowering of them. Casting of one Bust in Plaister and Barbing of 2 of ditto.
- Boyer, 4 Ornement Jarr and 6 Plain Jarrs with ornement handles.
- Roberts, a Case Making & Making of Tiles and Bricks.
- Piggot, Cleaning of Flint, Treading of Clay.
- Inglefield, Cutting of Wood and helping at the Cases.
Sep. 22 to 29.
Sept. 22 to 29.
- Barton, making 5 Cup Vauses, &c.
- Boyer, Making of 3 Season Vauses, Cleaning of the Gallory, &c.
- Roberts, Making Soports for the inhamil kiln and Mending of ditto, and Burning of the Gleasd Kiln.
- Piggot, Cleaning of flint, Bruising Clay, &c.
- Inglefield, Cutting of Wood.
1770. Sep. 15 to 22. Work Don this Week by Barton, Boyer, &cc.
1770. Sep. 15 to 22. Work Done this Week by Barton, Boyer, & Co.
- Barton, Barbing of 1 of the Plaister heads & Casting 3 Paddistols for ditto, Making of 2 Antike Vauses with figies & 1 Cup Vause.
- Boyer, 2 Ornement Vauses with Chinas figuars, 2 ditto Seasons Vauses, and Casting the Leaf in a Basket in Wax.
- Roberts, making Tiles & Triangles and c.
- Piggot, Cleaning of flint, &c.
- Inglefield, Cutting of Wood.
From these weekly lists of “work don by Barton, Boyer,” and others, I add, for the same purpose, the following highly interesting extracts:—
From these weekly lists of “work done by Barton, Boyer,” and others, I’m adding, for the same reason, the following very interesting excerpts:—
- 4 hantick Jarr, with heads, wanting to be flowered.
- 4 ditto, with handles.
- 1 Bottle, with ornement handles.
- 48 Compotiers, all made with the Darby Clay.
- 24 Ornement Plates, made with ditto.
- Perfume Jarrs, with handles.
- Repairing of Plaister Heads, and greasing of sum Bluework.
- Season Vauses.
- Season Perfume Jar.
- Perfume Pot with Indian figures.
- Junquill beaker with stag-head handles.
- Ornament Vauses, with Chinease figures.
- Cleaning of Flint, Treading of Clay, &c.
- A Jarr, with Dog and Rabbits.
- Pidgeon House Perfume Pot.
- Perfume pots, with boys and girls dancing.
- 2 Large Vauses, with Venus at her Toylet.
- Perfume pots, with 2 Boys.
- 4 hantike bottles, with handles.
- 4 Scollopt Bottles, with handles.
- 2 hantike Perfume Vauses, with 3 goats heads.
- 24 Strawbery Compoteirs, made with the Darby Clay.
- Crimson and Gould Tea Saucers.
- 6 large ornement Pedistols for the Grand Popore.
- 5 large Popore Perfume Pots to Ditto.
- 1 Square Perfume pot, Dickarated with heads of the 4 Seasons.
- Hantike Vauses, with 3 figures each.
- Making a Large Pedestol for the Quarters of the World.
- Making of Clay Sheep, and c, to go to Darby, and helping at the Kiln, and c c.
- Perfume Jar on 4 feet.
- Perfume Vause, with 3 children a dauncing.
- Making of Lambs, Sheep, Dogs, Calfes, and c c.
- Square Perfume Jarr, with Pearc’d Neck and Globe cover.
[184]
[184]
Mr. Duesbury continued working the manufactory at Chelsea, together with his large and important works at Derby, until the year 1784, when he pulled down the buildings, removed all that was useful to Derby, and so totally put an end to the manufacture of “Chelsea China.” For some years he had been gradually drafting off the workmen, models, &c., to Derby, and in the end finally gave up the manufacture at Chelsea, and continued his works, entire, at their original place, Derby.
Mr. Duesbury kept running the factory at Chelsea along with his significant operations in Derby until 1784, when he demolished the buildings, took everything useful to Derby, and completely stopped the production of “Chelsea China.” For several years, he had been gradually transferring workers, models, etc., to Derby, and ultimately decided to cease manufacturing at Chelsea and continue his operations fully at their original location, Derby.
It has been said, and generally believed, that the excellence of the Derby works dates from the time when the Chelsea workmen and the Chelsea models were brought to it; but this is, undoubtedly, a great and a grave error. The truth is, the Derby works had risen to such extreme eminence, and had attained to so high a degree of excellence, as to more than rival Chelsea, which, in consequence, began to decline. The successful owner of the Derby establishment was thus enabled to purchase the Chelsea works, as he also did those of Bow, and to carry them on, as long as he considered advisable, conjointly.
It’s often said and widely believed that the quality of the Derby works improved when the Chelsea workers and models were brought in; however, this is clearly a significant mistake. The reality is that the Derby works had already reached such a high level of quality and supremacy that they were more than capable of rivaling Chelsea, which subsequently started to decline. The successful owner of the Derby establishment was therefore able to acquire the Chelsea works, as well as those at Bow, and to operate them together for as long as he thought it was wise to do so.
I am enabled to give copies of two letters now in my possession, describing the taking down of the buildings, the removal of some of the kilns to Derby, and the arrangement made with the old and faithful workman, Robert Boyer, whose name appears so regularly on the “weekly bills.” The letters are much decayed and mutilated, but fortunately are decipherable. They will be read with much gratification by all who take an interest in the history of Chelsea and its China works.
I can provide copies of two letters I currently have, detailing the dismantling of the buildings, the relocation of some kilns to Derby, and the agreement made with the longtime and loyal worker, Robert Boyer, whose name frequently appears on the “weekly bills.” The letters are quite damaged and worn, but thankfully they are still readable. They will be enjoyed by everyone interested in the history of Chelsea and its China works.
“Laurence Strt., Chelsea, Feby. 18th, 1784.
Laurence Street, Chelsea, February 18th, 1784.
“Sir,—I Wright to Inform yow how we are pretty forward in the pulling Down of the buildings at Chelsea. I think a little better than a fortnight they will be all down to the ground and Cleared of the primeses, wich I shall be glad to my hart, for I am tired of it. Mr. Lygo[60] says yow would wish to have the Ion Kiln Cum to Derby. Its hardley worth sending, for the Corners are a good deail burnt at the Bottom, and the sides are opend or Drawd so much as 4 or 5 Inches on each side. But if yow chuse to have it Cum, say how it shall be sent—by Land or Water, and I will send it. I wish yow will Lett me no if yow will have the mold of the Large figur of Brittannia sent to the warehous or Broake. Now, sir, as my time at Chelsea draws nigh to a conclution, I should beg of yow to Informe me by letter what yow mean to Imploy me abought at your manufactory, In case yow & myself should settle on Tirms agreable. Yow now allow me one Ginue pr Week, house Rent, and fire; and I dont make aney Doubght But I shall be found a very Uceful servant to yow if I Cum, & must beg of Yow to say if 25/- pr week will be to much to Give me, and house rent free, as I have always had of yow. I make no Dought but yow will please to say what yow will allow me for the Removall of my Famaley. We have 4 children, my wife and self, wich will Cost a deal of money—and thats an articall wich is scarce wth mee. I have had severall offers of places’s since the manufactory has bin pulling Down, but[185] Refus’d them all, Becaus it would have been Wicked in me to have Left yow in such a [ ] till I had seen your property Cleared off. If I am [ ] Constant at the kilns, I must begg Leaf to [ ] at all; But I have no Objection to fire [ ] aney Rich ware in such a kiln as I have at [ ]; and if Tirms are such as yow may approve, pleas to say; but I Due not like to Cum so maney miles from London on an Uncertinty, therefore it will be nesesary to have articals drawd for 3, five, or 7 years, as is agreable to yow. I have carrid Mr. Lygo a bove sixty-six pounds this week, wich I found to be very seasonable. I was very much shock’d, sir, when I heard yow had been so Dangeresly Ill, But am happy to find yow are so much better than yow was, & God send yow may Continue to Gett mending for the Best. Should I Cum to Derby, I shall bring nothing with me but my Beds—Land Carridge Cums to a Deal of Money; in short, my Goods are But old, therefore they shall all be sold.
“Mr.,—I'm writing to inform you that we are making good progress in taking down the buildings at Chelsea. I believe it will take a little over a fortnight to have everything cleared away, which I will be glad to see, as I am quite tired of it. Mr. Lygo[60] said you would like to have the Ion Kiln sent to Derby. It's hardly worth sending because the corners are quite burnt at the bottom, and the sides are opened or drawn in by about 4 or 5 inches on each side. But if you still want it sent, let me know how you’d like it shipped—by land or water, and I’ll arrange it. Please let me know if you would like the mold of the large figure of Britannia sent to the warehouse or broken. Now, sir, as my time at Chelsea is coming to an end, I would appreciate if you could inform me by letter what you plan to employ me for at your factory, in case we can agree on terms. You currently give me one guinea per week, plus house rent and fire, and I have no doubt I will be a very useful servant to you if I come. I must ask if £1.25 per week would be too much to offer me, with house rent free, as I have always had from you. I have no doubt you will tell me what you are willing to provide for the removal of my family. We have 4 children, my wife, and myself, which will cost a lot of money—and that’s something I’m hardly able to cover. I’ve had several job offers since the factory started being taken down, but[185] I’ve turned them all down because it would have been wrong of me to leave you in such a position until I have seen your property cleared. If I am to be consistent at the kilns, I must ask for permission to stay at all; however, I have no objection to firing any rich ware in such a kiln as I have at [ ]; and if the terms are agreeable to you, please let me know; but I do not want to come so many miles from London on uncertainty, so it will be necessary to have articles drawn up for 3, 5, or 7 years, whichever is agreeable to you. I have brought Mr. Lygo over sixty-six pounds this week, which I found to be very timely. I was very shocked to hear you had been so dangerously ill, but I’m happy to find you are much better than before, and God send you continue to get better. Should I come to Derby, I will bring nothing with me but my beds—land carriage costs a lot of money; in short, my goods are all old, so they will all be sold.”
“I am, with Respects, your Obt. Humble Servt.,
“I am, with respect, your obedient humble servant,”
“Robt. Boyer.
“Robt. Boyer.
“Mr. Lygo desir’d me to wright to yow a bought my Cuming down, wich I should have Done if he had not Desired me.”
“Mr. Lygo asked me to write to you about my coming down, which I would have done if he hadn’t asked me.”
To this letter Mr. Duesbury, who bore a most excellent character for kindness and consideration towards his work-people and servants, evidently returned a satisfactory and pleasant reply, as is evidenced by the following letter from Boyer:—
To this letter, Mr. Duesbury, who had an excellent reputation for being kind and considerate towards his workers and servants, clearly gave a satisfying and pleasant response, as shown by the following letter from Boyer:—
“Chelsea, March 28th, 1784.
“Chelsea, March 28, 1784.
“Sir,—I have your letter of the 24th inst., and am much oblig’d to yow for all past favours, and am happy in finding that yow are satisfide with my past Conduct. Now, sir, as yow due agree to the terms which my letter expresses, and as yow have alway’s behav’d with a Deal of kindness towards me, I therefore Due asure yow that while I am with yow, yow shall ever find me a faithful and honest sarvant, and I further do asure yow that, I will make my self as sarvicable as it Lays in my power, so that yow shall have no Reason to find aney fault with me. I make no doubght but yow will find me very servicable, & will Due every thing in my power to forward your Bisness. I hope we shall gett done hear in a short time: the peopl are all busey in getting their things of the primeses as fast as they possibley Can. I hope to be Down at Derby with yow in a short Time, as soon as I can gett my matters a Little to gather. Yow shall have the Ion Kiln down by the waggon next week wth ought faile. I could not Lett it Cum this week on account of things I had by me wich wanted firing that I never had time to fire till this week. The Lapaderys wheel is packed in a hogshead now at sea, No. 16. Mr. Lygo has been Taulking wth me a bought the Burnishing: he complains of its being full of scratches, wich will ever be the Consequense if your burnishing tools are not kept in good order; that is to say, Lett them always be kept with a good polish on them, and then they never will have aney scratches to be seen on the gold. I wish you will let me no what I shall due with your 4 Chears, Table, Looking Glass, and Sofee, that is in the Dining Room at Chelsea. I sopose they may go to the warehouse. The Liqurs &ca. ought of the seller is gone there ever since a Little after Christmas.
Mr.,—I have received your letter dated the 24th, and I really appreciate all your past kindnesses. I'm glad to hear that you are satisfied with my previous conduct. Now, sir, since you agree to the terms I've outlined in my letter, and since you have always treated me very kindly, I assure you that while I'm with you, you will always find me a faithful and honest servant. I further assure you that I will be as helpful as possible, so you will have no reason to find fault with me. I have no doubt that you will find me very helpful and I will do everything I can to support your business. I hope we will get this done soon; everyone is busy getting their things off the premises as quickly as they can. I hope to be down at Derby with you shortly, as soon as I can get my affairs in order. You will have the iron kiln delivered by wagon next week without fail. I could not let it come this week because I had some things that needed firing, and I just didn’t have the time until now. The lapidary’s wheel is packed in a hogshead and is now at sea, No. 16. Mr. Lygo has been talking to me about the burnishing; he complains that it’s full of scratches, which will always be the case if your burnishing tools aren’t kept in good condition. This means they should always be well polished, so there will be no scratches visible on the gold. Please let me know what you would like me to do with your four chairs, table, mirror, and sofa that are in the dining room at Chelsea. I suppose they can go to the warehouse. The liquors and such from the cellar have been there since shortly after Christmas.
“I Remain, with Respect, your Obt. Sarvt.,
"I remain, respectfully, your obedient servant,"
“R. Boyer.”
“R. Boyer.”
In the former of these two letters it will have been observed that mention is made of a “mould of the large figure of Britannia;” this was one of the finest figures produced at Chelsea or Derby, and is now of great rarity.
In the first of these two letters, it will have been noted that there is a reference to a “mold of the large figure of Britannia;” this was one of the best figures made at Chelsea or Derby and is now quite rare.
The “hands” employed at Chelsea, so far as they are entered in[186] these “weekly bills,” appear to have been as follows. I give their names and the rates of wages they were receiving:—
The "workers" listed at Chelsea, according to these[186] "weekly bills," seem to have been as follows. Here are their names and the wages they were earning:—
| Boarman, or Boreman | 5s. 3d. per day. |
| Wolliams, or Wollams | 4s. 6d. „ |
| Askew | 4s. 2d. „ |
| Jenks, or Jinks | 3s. 6d. „ |
| Snowden | 3s. 6d. „ |
| R. Boyer | 3s. 6d. „ |
| Gauron | 8s. 9d. „ |
| Barton | 3s. 6d. „ |
| Richard Roberts | 2s. 6d. „ |
| Piggot | 1s. 9d. „ |
| And 1/6 for Sunday, for taking care of the horse. | |
| Thomas | 1s. 6d. „ |
| (Turning the wheel for a Thrower.) | |
| Inglefield | 1s. 8d. „ |
During the time the Chelsea and Derby works were carried on conjointly, the proprietor held periodical sales by Messrs. Christie and Ansell, “at their Great Room, next Cumberland House, Pall Mall,” and afterwards “by the Candle,” at his own warehouse, by Mr. William Hunter of New Bond Street. Of many of these sales (see “Derby” china works) I possess catalogues—some of them priced; and they are particularly valuable and interesting as describing the articles made at the period. The goods offered for sale were evidently the best that were produced, and many of them are of a most costly and magnificent character. From the catalogues of 1781 and 1782—three years before the Chelsea works were taken down—I have selected a few examples:—
During the time the Chelsea and Derby factories were operating together, the owner held regular sales by Messrs. Christie and Ansell “at their Great Room, next to Cumberland House, Pall Mall,” and later “by the Candle,” at his own warehouse, managed by Mr. William Hunter of New Bond Street. I possess catalogs of many of these sales (see “Derby” china works)—some of them priced—and they are particularly valuable and interesting as they describe the items made during that time. The goods offered for sale were clearly the best produced, and many of them are quite expensive and impressive. From the catalogs of 1781 and 1782—three years before the Chelsea factory was dismantled—I have selected a few examples:—
- An elegant Etruscan-shape Vase, enamel’d in compartments with a figure of Shenston, and fine blue ground striped with gold.
- Six beautiful Caudle Cups, covers and stands enamel’d with festoons of green husks, garland of coloured flowers, and fine blue and gold.
- One large Flower Pot, green and gold, finely painted in compartments, with a landscape and figures.
- A beautiful large group of the three Virtues, in biscuit.
- One group, Jason and Medea before Diana.
- One superb and elegant Vase, with therms, beautifully enamel’d with figures, the three Graces on one side, and a landscape on the other, in compartments enriched with chased and burnished gold; and 2 ewer-shaped Vases to match, figure of Virtue on one side, and Prudence on the other.
- One pair of basket-work antique-handle Vases, enamel’d with figures, Pomona and Prudence on one side, and a landscape on the other, in compartments gilt to match.
- One beautiful large group of 2 Virgins awaking Cupid, in biscuit.
- One ditto of two Bacchants dressing Pan with a garland of flowers.
- One large perfume Vase, beautifully painted in figures in compartments, representing Eneas meeting Venus before he enters Carthage, richly gilt.
- One pair of large Beakers to match, enamel’d in compartments with figures, on one side Bacchus and Ariadne, and on the other Venus and Adonis, richly gilt.
- A very beautiful Seve pattern compleat Desert Service, enamel’d with roses, fine mosaic border, richly finished with chased and burnished gold; consisting of 24 plates, 3 large oblong compotiers, 2 heart-shaped, 4 round, 4 square, 4 small oblong ditto, and a pair of cream bowls, covers, stands, and spoons.
- One beautiful figure of Shakespear in biscuit, and fine blue and gold pedestal.
- One group of 3 Boys playing at Hazard, and 1 ditto of a galanter show, in biscuit.[187]
- An elegant Stand for different cheeses and butter, enamel’d with vases and fine mazarine blue and gold (rivitted).
- A beautiful large group of 3 Graces and 2 Cupids, supposed to be crowning her Majesty with garland of flowers, in biscuit.
- A pair of uncommonly large octagon jars (near 2 feet high), decorated with natural flowers, and finely enamel’d with figures, landscapes, &c., richly ornamented with chased and burnished gold, the figures representing, a votaress of Bacchus, and Innocence washing her hands at an altar.
- An elegant Seve pattern complete Desert Service, enamel’d with roses, and a rich mosaic and gold border; consisting of three dozen plates, 2 large oblong compotiers, 4 round, 2 heart-shaped, 4 large square, 4 small oblong, and 1 large ditto, with a foot for the centre, and a pair of cream bowls, covers, stands, and spoons.
- One superb and elegant large Vase, with therms, enamel’d in compartments, with figures of the three Graces, enrich’d with chased burnish and gold.
- One pair of beautiful oval Jars to match; the figures represent Apollo and Agrippina lamenting over the ashes of Germanicus.
- A pair Neptune Head Drinking Mugs, enamel’d and gilt.
- A pair Salad Dishes, enamel’d with a group of coloured flowers, festoons of green husks, and pea-green and gold borders.
- Six Egg-Spoons, 6 Asparagus Skewers, and 6 Egg-Cups, blue and white.
- One pair Foxes Heads, for drinking-cups.
- A large and elegant Ink-Stand, enamel’d and richly finished with burnished gold.
- A pair of beautiful Caudle Cups, covers and stands peacock pattern, enamel’d with gold medallions, festoons of green husks, and richly gilt.
- One pair of figures, Shakespear and Milton, in biscuit.
- Six Finger Cups and stands, enamel’d with festoons of green flowers and gold edge.
- One pair of elegant small Ice-Pails, for pint bottles, enamel’d in compartments with figures, fine crimson ground, richly finished with chased and burnished gold.
- One pair of beautiful Cabinet Cups, enamel’d with natural flowers and gold stripes.
- An elegant Punch Jug, or Coffee Pot, enamel’d with flowers, and fine blue and gold border.
- One pair of beautiful Lamps, enamel’d, with vases, and fine blue and gold.
- One superbly elegant large Vase, with therms, beautifully enamelled in compartments with a landscape, and figures representing a Roman marriage; and a pair ewer-shape Vases, enamel’d with figures of Minerva and Juno, fine blue ground, richly finished with chased and burnished gold.
- One pair beautiful Tripods, fine blue and gold.
- A beautiful group of 4 Cupids, 1 pair figures, Mars and Venus, 1 pair Baccus and Ariadne, and 2 pair music figures.
- A set of 8 Views in Windsor Park, by Mr. Sandby; very fine impressions in elegant green and gold frames.
- A set of 5 superbly elegant Vauses, enamel’d in compartments with figures and landscapes, gold stripes, richly ornamented with fine blue and gold; the center vase is enamel’d with a figure of Mars, the two side pieces with figures of Damon and Delia, Paris and Œnone, and the two end pieces with a shepherd and lamb, and shepherdess with a birdcage.
- Two pair elegant Rummers, enamel’d with groups of coloured flowers, and fine blue and gold border.
- A beautiful large Vase, with therms, enamel’d in compartments with a landscape on one side, shepherd with a lamb and shepherdess with a birdcage on the other side, gold stripes, richly ornamented with green and gold.
- One pair of beautiful Vases to correspond, enamel’d in compartments with figures of Damon and Delia, Paris and Œnone.
- A round Cheese Stand, enamel’d with a vase, fine mazarine blue border, richly finished, with chased and burnished gold.
- A superb and elegant large Vause, with therms, beautifully enamel’d with figures of Wisdom and Vigilance on one side, and a landscape on the other; 2 ewer shape ditto to match, enamel’d with figures of Virtue and Fortitude, in compartments, fine blue ground, richly finished with chased and burnished gold.
[188]
[188]
The manufactory was situated in Lawrence Street, Chelsea, at the corner of Justice Walk, and was held by Mr. Spremont—or, at all events, one house was—at the yearly rental of £24.
The factory was located on Lawrence Street, Chelsea, at the corner of Justice Walk, and was rented by Mr. Spremont—or at least one of the houses was—for an annual fee of £24.
Sept. 5th, 1770. Recd. of Mr. Sproemont, by the Hands of Mr. Morgan, Twelve Pound for Half a Years Rent, Due for a House at Chalsa at Lady Day, 1770. I say Recd. by Me, Thos. Bush, Executor to the late Mr. Chas. Ross, £12.
Sept. 5th, 1770. Received from Mr. Sproemont, through Mr. Morgan, twelve pounds for six months' rent due for a house in Chalsa as of Lady Day, 1770. I, Thos. Bush, executor of the late Mr. Chas. Ross, confirm receipt of £12.
Several of the adjoining houses are said to have been used as show and ware rooms; but the whole of the premises have been, of course, rebuilt many years. In a pleasant gossiping conversation between Nollekins, the sculptor, and Betew, a friend of Hogarth, related in Smith’s “Life of Nollekins,” the following allusion to the works and its situation is made:—“The factory stood just below the bridge, upon the site of Lord Dartery’s House. ‘My father worked for them at one time,’ said Nollekins. ‘Yes,’ replied Betew, ‘and Sir James Thornhill designed for them. Mr. Walpole has at Strawberry Hill half-a-dozen china plates by Sir James, which he bought at Mr. Hogarth’s sale.[61] Paul Ferg painted for them. The cunning rogues produced very white and delicate ware, but then they had their clay from China, which when the Chinese found out, they would not let the captains have any more for ballast, and the consequence was that the whole concern failed.’”
Several of the nearby houses are said to have been used as display and storage rooms; however, the entire property has been rebuilt many years ago. In a casual conversation between Nollekins, the sculptor, and Betew, a friend of Hogarth, mentioned in Smith’s “Life of Nollekins,” the following reference to the works and its location is made:—“The factory stood just below the bridge, on the site of Lord Dartery’s House. ‘My father worked for them at one time,’ said Nollekins. ‘Yes,’ replied Betew, ‘and Sir James Thornhill designed for them. Mr. Walpole has half a dozen china plates by Sir James at Strawberry Hill, which he bought at Mr. Hogarth’s sale.[61] Paul Ferg painted for them. The clever tricksters produced very white and delicate ware, but they got their clay from China, and when the Chinese found out, they wouldn’t let the captains have any more for ballast, and as a result, the whole operation failed.’”
It is much to be regretted that no view of the works is known to be in existence; and their absolute site is not, as far as I am aware, marked on any plan of the locality.
It’s really unfortunate that there’s no known view of the works; and as far as I know, their exact location isn’t marked on any local map.
The following relate to these works, and possess more than a passing interest:—
The following are related to these works and are of more than just casual interest:—
Work Done for the China house By John Sherman.
Work Completed for the China House by John Sherman.
| £ | s. | d. | |
| To a Strong Double Waterpot | 0 | 5 | 6 |
| Lighting the Lamp two Quarters | 1 | 1 | 0 |
| £1 | 6 | 6 |
Recd. July 14th, 1770, the Contents and all Demands.
Recd. July 14th, 1770, the Contents and all Demands.
Exd. & Entd. Pd John Sherman.
Exd. & Entd. Pd John Sherman.
[189]
[189]
Mr. Dewsbury, To J. Booth & Co. Dr.
Mr. Dewsbury, To J. Booth & Co. Dr.
at Chelsea China house.
at Chelsea China House.
| 1771. | |||
| May 3d To 2 Tons Clay and Shipping off | £1 | 15 | 0 |
Recd. 5th Octor. the above Contents for J. Booth & Co.
Recd. 5th Oct. the above Contents for J. Booth & Co.
J. Prockter.
J. Prockter.
| 1770. (Carriage.) | s. | d. |
| To 10 Bags of Boneash from London | 3 | 0 |
| To 2 Tuns of Clay from ditto | 5 | 0 |
| To 2 Tuns of Clay from London | 5 | 0 |
Recd 7 June 1770 of Mr. William Dewsbury the Sum of four pound Ten Shillings in full for paint Sent to Chelsea China Work. Charged to Mr. Cox.
Recd 7 June 1770 from Mr. William Dewsbury the amount of four pounds Ten Shillings in full for paint sent to Chelsea China Work. Charged to Mr. Cox.
£4—10—0. Exd. & Entd. Pd. Thos. Coles.
£4—10—0. Exd. & Entd. Paid Thos. Coles.
The body of the Chelsea china is very frequently uneven—i.e. it has often the appearance of being unequally mixed. One of its peculiarities is that it would bear no fresh exposure to the heat of the kiln, and consequently could not be re-painted and altered. The second application of heat would most probably end in the entire cracking and destruction of the piece. The body was not so compact as the Derby, and of very different general character from Worcester.
The Chelsea china often has an uneven body—it looks like it’s mixed inconsistently. One of its unique traits is that it can't handle another round in the kiln, meaning it can't be repainted or changed. A second heat application would likely result in the piece completely cracking and falling apart. Its body isn’t as strong as the Derby's and has a very different overall character compared to Worcester.
The earliest examples made at Chelsea I believe to have been the ordinary white with blue patterns, after the Delft and other makes; and in these early days no marks were used. The glaze, too, was somewhat thick and clumsy, and unevenly laid on. A little later on, Oriental patterns were copied very successfully, both in blue and white and in mixed colours, and the potting became careful and less clumsy. Some early specimens of cups and saucers copied from Oriental patterns, which I have seen, are remarkably well potted, and bear a wonderfully close resemblance to the originals, both in body and in ornamentation. The best Oriental specimens which could be had were, however, used as models, as were also those of France and Germany; and very soon the articles produced at Chelsea most successfully rivalled the best productions of Dresden and Sèvres, both in modelling, potting, colouring, and glazing. The colours were remarkably fine and vivid; and as only the best artists were employed as painters, the pieces produced were extremely choice and good. Many of the landscapes, of which Boreman (or Bowman) was for a long time the chief painter, are in most exquisite taste, both in colouring and choice of subject. The groups of figures, historical, mythological, or otherwise, are, too, remarkably[190] fine, and evince a correct taste and a high degree of manipulation on the part of the artists employed. In modelling, Bacon, Nollekins, and many other of the most eminent men were employed, and the figures they produced were of the highest possible degree of beauty.
The earliest pieces made at Chelsea were, I believe, the standard white with blue patterns, influenced by Delft and other manufacturers; in those early days, there were no marks used. The glaze was somewhat thick and clumsy, and applied unevenly. A bit later, Oriental patterns were successfully replicated, both in blue and white and in mixed colors, and the craftsmanship improved, becoming more refined. I've seen some early cups and saucers modeled after Oriental designs that are remarkably well-made and closely resemble the originals in both body and decoration. The finest Oriental pieces available served as models, along with those from France and Germany; soon, the items produced at Chelsea successfully competed with the best works from Dresden and Sèvres in terms of design, craftsmanship, color, and glazing. The colors were exceptionally rich and vibrant, and since only the best artists painted these pieces, the results were outstanding. Many landscapes, notably by Boreman (or Bowman), were painted with exquisite taste, both in color and subject matter. The groups of figures, whether historical, mythological, or other themes, are also particularly impressive, demonstrating a refined aesthetic and a high level of skill from the artists involved. In terms of modeling, artists like Bacon, Nollekins, and many other distinguished figures were engaged, producing works of the highest beauty.
In flowers and insects, the Chelsea painters were particularly happy and successful, and they had a peculiar “knack” in “accidental arrangement” which produced a most pleasing effect. Thus, on a plate or dish, the little groups or single sprigs of flowers were often thrown on, as it were, “hap-hazard” along with butterflies, bees, lady-cows, flies, moths, and other insects, and thus produced a pleasing, because an apparently unstudied, effect. The raised flowers, arranged on vases and other ornamental pieces, are usually of extremely good character, and are well painted; and the birds and figures which are introduced along with them are also very nicely and carefully modelled.
In flowers and insects, the Chelsea painters were particularly pleased and successful, and they had a unique talent for creating “accidental arrangements” that resulted in a very pleasing effect. On a plate or dish, small groups or single sprigs of flowers were often placed, so to speak, “at random” alongside butterflies, bees, ladybugs, flies, moths, and other insects, creating a charming effect due to its seemingly spontaneous nature. The raised flowers arranged on vases and other decorative items are typically of very high quality and are well painted, and the birds and figures included with them are also nicely and carefully crafted.

Figs. 374 and 375.—Figures in the Museum of Practical Geology.
Figs. 374 and 375.—Figures in the Museum of Practical Geology.
Specimens of Chelsea china are to be found in most collections, both public and private, and, being much sought after, usually produce high prices when offered for sale. It may be well, as a guide to collectors, to quote the prices which have been realised in some few instances. In the Bernal collection were the following:—
Specimens of Chelsea china can be found in most collections, both public and private, and since they are highly sought after, they typically fetch high prices when sold. It might be helpful for collectors to mention the prices that have been achieved in a few cases. In the Bernal collection, there were the following:—
- A pair of oval Dishes, crimson borders, painted with birds, butterflies, and fruit, sold for thirteen guineas.[191]
- A pair of beautiful globular scalloped Vases and covers, deep blue, painted with exotic birds with pierced borders and covers of the highest quality, were bought by Mr. Addington for £110 5s.
- An imperfect (chipped) Cup and Saucer, with festoons raised in white, sold for a guinea.
- Another Cup and Saucer, with flowers and crimson drapery edge, sold for three guineas and a half.
- A beautiful two-handled Cup and Saucer, with medallions of Cupids in pink, and striped gold sides, realised twenty-one pounds.
- An Ecuelle, cover, and stand, with pink scalloped edges, and delicately painted sprigs of flowers, sold for £27 6s.
At the sale of the late Queen Charlotte’s collection, the Chelsea porcelain realised in many instances very exorbitant prices. At the Strawberry Hill sale a pair of cups of the famed claret colour, without saucers, enriched with figures of gold, sold for 25 guineas. Another pair, blue, with gold figures, sold for 17 guineas; and a similar pair, with groups of flowers on a ground of gold, made £11 6s. At the sale of the Angerstein collection a pair of bleu-de-roi vases, with paintings, were bought by Lord Kilmory for 100 guineas. Another pair, pink and gold ground, with paintings, and with open-work lips, realised 142 guineas. A single vase and cover, from Queen Charlotte’s collection, sold for 106 guineas; and a pair of splendid globular vases and covers, with paintings of Bathsheba and Susanna, realised 203 guineas.
At the sale of the late Queen Charlotte’s collection, the Chelsea porcelain fetched extraordinarily high prices in many cases. At the Strawberry Hill sale, a pair of cups in the famous claret color, without saucers, adorned with gold figures, sold for 25 guineas. Another pair, blue with gold figures, went for 17 guineas; and a similar pair, decorated with flower groups on a gold background, made £11 6s. At the Angerstein collection sale, a pair of bleu-de-roi vases with paintings was purchased by Lord Kilmory for 100 guineas. Another pair, with a pink and gold background, featuring paintings and open-work edges, sold for 142 guineas. A single vase and cover from Queen Charlotte’s collection went for 106 guineas, and a pair of stunning globular vases and covers, painted with scenes of Bathsheba and Susanna, fetched 203 guineas.

Fig. 376.—Vase formerly in the Foundling Hospital.
Fig. 376.—Vase that was previously in the Foundling Hospital.
In the British Museum are some good examples of Chelsea porcelain, presented to that Institution in 1763; and in the Museum of Practical Geology, in Jermyn Street, are also some excellent specimens, which can be examined by the collector. The Foundling Hospital, until recently, possessed a remarkably fine blue vase, richly gilt and painted, which was presented to that excellent institution in 1763, during the time the works were in the hands of Mr. Spremont, by Dr. Garnier.
In the British Museum, there are some great examples of Chelsea porcelain, donated to the museum in 1763. The Museum of Practical Geology on Jermyn Street also has some excellent specimens that collectors can check out. Until recently, the Foundling Hospital had a beautifully crafted blue vase, richly gilded and painted, which was given to that wonderful institution in 1763 during the time the works were under Mr. Spremont, by Dr. Garnier.
[192]
[192]
Foundling Hospital.—At a Meeting of the Committee, Wednesday, 20 April, 1763, the Treasurer acquainted the Committee that he has received from Dr. Geo. Garnier a fine vase of porcelain, made at Chelsea.
Foundling Hospital.—At a Meeting of the Committee, Wednesday, April 20, 1763, the Treasurer informed the Committee that he had received a beautiful porcelain vase from Dr. Geo. Garnier, made in Chelsea.
Resolved,—That the Treasurer be desired to direct that a glass case be made for the safe keeping of the said vase, to be placed in the Committee-room of this hospital.
Resolved,—That the Treasurer should arrange for a glass case to be made for the safe keeping of the vase, which will be placed in the Committee room of this hospital.
The vase, which has been broken, has passed by purchase into the hands of the Earl of Dudley, who, about the same time, became the purchaser, for the sum of £2,000, of the famous vase belonging to the late Earl of Chesterfield.
The broken vase has been bought by the Earl of Dudley, who, around the same time, purchased the famous vase that belonged to the late Earl of Chesterfield for £2,000.
The earliest specimens of Chelsea ware have no mark, and can only be judged by the body, the general style of workmanship, and the glaze. But it is difficult correctly to appropriate many examples, especially those in which the painting alone was Chelsea work on foreign bodies. In many of the old examples the marks produced by the triangle or tripod are said to be indicative of the Chelsea works; but this is by no means to be relied on, as the same appearances are frequently found on the productions of other work.
The earliest pieces of Chelsea ware don’t have any markings and can only be identified by their material, overall craftsmanship, and glaze. However, it’s challenging to accurately categorize many pieces, especially those where the painting is the only Chelsea work on foreign materials. In several of the older pieces, the marks made by the triangle or tripod are thought to indicate Chelsea production, but this isn’t always reliable since the same characteristics can often be seen in the works of other manufacturers.
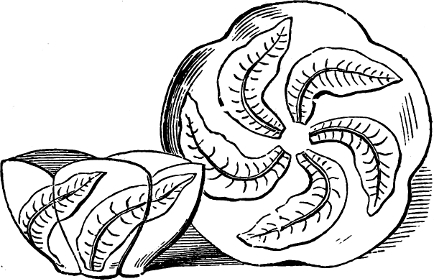
Fig. 377.—Museum of Practical Geology.
Fig. 377.—Museum of Practical Geology.
The general distinctive mark of Chelsea is an anchor—sometimes drawn
with the pencil, at others raised from a hollow mould; and this is
used either singly, two together, or in conjunction with one or more
daggers. It is usually said that the raised anchor is the oldest mark;
but this can scarcely be depended on, for instances are known where, on
the same set, the raised anchor appears on some of the pieces,
while the anchor drawn with the pencil occurs on others.[62] This being
the case, it is difficult to decide which is the oldest; but, judging
from the workmanship of the specimens I have examined, I should feel
inclined to say that the earliest mark was the simple plain anchor,
drawn on the piece with the hair pencil, in the colour which the
workman happened to have in use at the time. It has been asserted that
the mark of the best kind of porcelain was an anchor in gold, and of
the inferior an anchor in red. This is, however, erroneous: the quality
of the body had nothing whatever[193] to do with it, and I believe the
golden anchor is never found on pieces except where gold is used in the
ornamentation. The raised anchor  appears on the cup and saucer.
appears on the cup and saucer.
The main identifying mark of Chelsea is an anchor—sometimes drawn with a pencil, other times raised from a mold; and this is used either alone, in pairs, or with one or more daggers. It’s often claimed that the raised anchor is the oldest mark; however, this isn't completely reliable, as there are cases where, on the same set, the raised anchor appears on some pieces, while the pencil-drawn anchor is on others.[62] Given this situation, it's tough to determine which is the oldest; but based on the craftsmanship of the pieces I've looked at, I would suggest that the original mark was the simple plain anchor, drawn on the piece with a hair pencil, using whatever color the worker happened to have at the time. It has been claimed that the mark for the highest quality porcelain was a gold anchor, while an inferior mark was a red anchor. However, this is incorrect: the quality of the material had nothing to do with it, and I believe the golden anchor is only found on pieces where gold is used for decoration. The raised anchor appears on the cup and saucer.
One of the most, if not the most, interesting marks connected with
Chelsea occurs on a cream ewer formerly belonging to Dr. Wellesley,
and afterwards to Mr. W. Russell, the Accountant-General. One of the
marks usually ascribed to the Bow works is the triangle (Fig. 378);
 and in the Museum of Practical Geology is a cream ewer bearing this
mark in the paste. This specimen was formerly in the Strawberry Hill
collection, and afterwards in Mr. Bandinell’s. The cream ewer which
belonged to Mr. Russell is moulded in the same mould, and is, in fact,
identically the same as the one in the Museum, but has, in addition to
the above mark, the word “Chelsea” and the date “1745” upon it. The
mark and the words “Chelsea, 1745,” are graved or scratched in the soft
paste before firing, and, of course, under the glazing (Fig. 379). This
mark is particularly interesting and curious, as being the earliest
dated example of English porcelain known. This example, and the
occurrence of the triangle with the name of Chelsea, was first noticed
by me in my history of the Chelsea works in the Art-Journal of
1863.
and in the Museum of Practical Geology is a cream ewer bearing this
mark in the paste. This specimen was formerly in the Strawberry Hill
collection, and afterwards in Mr. Bandinell’s. The cream ewer which
belonged to Mr. Russell is moulded in the same mould, and is, in fact,
identically the same as the one in the Museum, but has, in addition to
the above mark, the word “Chelsea” and the date “1745” upon it. The
mark and the words “Chelsea, 1745,” are graved or scratched in the soft
paste before firing, and, of course, under the glazing (Fig. 379). This
mark is particularly interesting and curious, as being the earliest
dated example of English porcelain known. This example, and the
occurrence of the triangle with the name of Chelsea, was first noticed
by me in my history of the Chelsea works in the Art-Journal of
1863.
One of the most, if not the most, interesting marks associated with Chelsea is found on a cream ewer that once belonged to Dr. Wellesley and later to Mr. W. Russell, the Accountant-General. One of the marks typically attributed to the Bow works is the triangle (Fig. 378);
and in the Museum of Practical Geology, there's a cream ewer featuring this mark in the paste. This piece was previously part of the Strawberry Hill collection before being owned by Mr. Bandinell. The cream ewer that belonged to Mr. Russell is molded in the same way and is actually identical to the one in the Museum, but it also has the word “Chelsea” and the date “1745” on it. The mark and the words “Chelsea, 1745” are engraved or scratched into the soft paste before firing and, of course, are beneath the glazing (Fig. 379). This mark is particularly fascinating and noteworthy as it represents the earliest dated example of English porcelain known. I first pointed out this example and the presence of the triangle along with the name of Chelsea in my history of the Chelsea works published in the Art-Journal in 1863.

Fig. 379.
Fig. 379.

Fig. 380.
Fig. 380.
Fig. 380 is an engraving of an elegant little scent-bottle, formerly in
my own collection, which bears the embossed anchor. The bottle has a
continuous landscape running around it, which is beautifully pencilled,
and is evidently of early work. The plain anchor, drawn in red
 , I have copied from a leaf-shaped dessert dish of early
workmanship. The dish is beautifully painted in small groups and sprigs
of flowers, thrown indiscriminately on the surface, and intermixed with
well-painted insects. The form of the anchor varied, as is natural
to be supposed, according to the idea of the workman, and it was
occasionally drawn with the cable attached. Figs. 382 to 389 exhibit
some of the varieties; they are drawn in different colours, red, blue,
and brown, and in gold.
, I have copied from a leaf-shaped dessert dish of early
workmanship. The dish is beautifully painted in small groups and sprigs
of flowers, thrown indiscriminately on the surface, and intermixed with
well-painted insects. The form of the anchor varied, as is natural
to be supposed, according to the idea of the workman, and it was
occasionally drawn with the cable attached. Figs. 382 to 389 exhibit
some of the varieties; they are drawn in different colours, red, blue,
and brown, and in gold.
Fig. 380 shows an engraving of a charming little scent bottle that used to be part of my collection, featuring an embossed anchor. The bottle has a continuous landscape design wrapped around it, beautifully illustrated, and it clearly dates back to an earlier time. The plain anchor, depicted in red , is based on a leaf-shaped dessert dish from early craftsmanship. The dish is exquisitely painted with small clusters and sprigs of flowers scattered across its surface, along with finely painted insects. The shape of the anchor varied, as one would expect based on the workman's vision, and sometimes it was illustrated with the cable attached. Figs. 382 to 389 display some of these variations; they are shown in different colors, including red, blue, brown, and gold.
Two anchors, side by side, occasionally occur. Fig. 381 is from[194] a small vase in the Museum of Practical Geology, Jermyn Street. The vase is of deep blue colour, with peacocks, and is painted in compartments and richly gilt. An anchor and a sword, or an anchor and two swords, are not unusual marks, and Fig. 391 is an elegant vase, with open-work rim, on which it occurs. The raised flowers are beautiful in their modelling, and the colouring is extremely good. Between the flowers, leaves, &c., are painted on the vase, which is also decorated with butterflies, caterpillars, and other insects. On either side is a cherub’s head, surrounded by raised flowers. The mark on this vase engraved (Fig. 392) is the usual anchor, preceded by a dagger, in red. It is worthy of remark that on the inside of the cover of the centre vase—a globular cover surmounted by a bird, and covered with raised flowers of similar character to those on the vase here given—the mark is reversed, the anchor preceding the dagger.
Two anchors, side by side, sometimes appear. Fig. 381 is from[194] a small vase in the Museum of Practical Geology, Jermyn Street. The vase is a deep blue color, features peacocks, and is painted in sections with rich gold embellishments. An anchor and a sword, or an anchor and two swords, are common marks, and Fig. 391 shows an elegant vase with an open-work rim, where this combination is found. The raised flowers on it are beautifully crafted, and the coloring is excellent. Between the flowers, leaves, etc., are painted on the vase, which is also decorated with butterflies, caterpillars, and other insects. On either side is a cherub’s head, surrounded by raised flowers. The mark on this vase engraved (Fig. 392) is the typical anchor, preceded by a dagger, in red. It’s worth noting that on the inside of the cover of the center vase—a globular cover topped with a bird and adorned with raised flowers similar to those on this vase—the mark is reversed, with the anchor before the dagger.

Fig. 381.
Fig. 381.

Figs. 382 to 389.
Figs. 382–389.

Fig. 390.
Fig. 390.

Fig. 391.
Fig. 391.
A singular mark (Fig. 394), communicated to me by Mr. Octavius Morgan, M.P., occurring on some small groups of figures belonging to Lady Mary Long, is an anchor, with cable, in red; on one side is an upright dagger, point upwards, in red; while on the other is a[195] horizontal dagger, point outwards, in blue. This mark occurs on each piece. Another mark is the anchor with cable, and dagger sometimes on its right, and at others on its left side. It has been surmised that the cabled anchor and dagger, or sword, may be Bow; but there is no reason for supposing this to be the case, and I am inclined to believe they are really what I have named them—Chelsea. In reference to this remark I give the following marks, which are considered by Mrs. Palliser to belong to Bow; but of course there is no proof either way. Those collectors whose affections mainly centre in Chelsea ascribe pieces having these marks to that locality, while those whose loves direct them to the attractions of Bow, with equally as little hesitation pronounce them to belong to those works. It seems in fact to be, in the instance of these marks, that the collector has to act on the showman’s advice—he “pays his money” for the rare piece of china and “takes his choice” whether he appropriates it to Chelsea or to Bow! I am disposed to think the anchor really is, as has always been considered, the true Chelsea mark, and that most of the varieties belong to those works, but that it was also used by other manufacturers, either separately or in combination with other devices.
A unique mark (Fig. 394), shared with me by Mr. Octavius Morgan, M.P., found on some small groups of figures owned by Lady Mary Long, is an anchor with a cable in red; on one side, there’s an upright dagger, point up, in red; while on the other side is a horizontal dagger, point out, in blue. This mark appears on each piece. Another mark features the anchor with cable, and a dagger that sometimes appears on its right and other times on its left. Some believe the cabled anchor and dagger, or sword, may indicate Bow, but there’s no solid evidence for that, and I’m inclined to think they’re actually what I’ve identified them as—Chelsea. Regarding this observation, I mention the following marks, which Mrs. Palliser thinks belong to Bow; however, there’s no definite proof either way. Collectors who are mainly focused on Chelsea attribute pieces with these marks to that area, while those drawn to Bow confidently claim them as part of Bow’s works. In this case, it seems the collector has to heed the showman’s advice—he “pays his money” for the rare piece of china and “makes his choice” whether to assign it to Chelsea or to Bow! I tend to believe the anchor genuinely is, as has always been thought, the true Chelsea mark, and that most of the variations belong to those works, but that it was also used by other manufacturers, either on its own or combined with other designs.

Figs. 392 to 395.
Figs. 392-395.
Figs. 396 to 402.
Figs. 396–402.

Fig. 403.
Fig. 403.
It would leave my notice of the marks of the Chelsea works incomplete, were I not to introduce the mark which was, for a time, used to denote the fusion of these works into those of Derby. When Mr. Duesbury purchased the Chelsea works, and carried on the two together, he added the letter D to the Chelsea anchor (Fig. 403): and this is the mark which denotes what[196] is known to collectors as “Chelsea Derby” or “Derby Chelsea” ware, and which, being of comparative rarity, is eagerly sought after.
It would make my overview of the Chelsea works incomplete if I didn't mention the mark that was used for a while to show the merging of these works with those from Derby. When Mr. Duesbury bought the Chelsea works and operated both together, he added the letter D to the Chelsea anchor (Fig. 403): this mark indicates what[196] collectors refer to as “Chelsea Derby” or “Derby Chelsea” ware, which is relatively rare and highly sought after.

Fig. 404.
Fig. 404.
It may be well, perhaps, to notice a curious mark which I have described in my account of “Salopian China,” for the purpose of suggesting that it may have been engraved for marking on porcelain made at Caughley, and intended to pass as “Chelsea Derby.” This mark I reproduce. It occurs on a copper plate (for a mug), and represents a landscape—a river, with swans sailing, trees on either side, boat with fishermen, sailing boat, &c.; and in the background a bridge, a church with ruins to the left, and a tall, gabled building, over which are the words “Sutton Hall” to the right, above which are the words “English Hospitality.” It is also well to hint that all china bearing the well-known red or golden anchor must not be taken to be Chelsea, for examples which are undoubtedly the production of other works are constantly occurring.
It might be useful to point out an interesting mark that I mentioned in my account of “Salopian China,” to suggest that it might have been used for marking porcelain made at Caughley, with the intention of being passed off as “Chelsea Derby.” This mark is shown here. It appears on a copper plate (for a mug) and depicts a landscape—a river with swans gliding, trees on both sides, a boat with fishermen, a sailing boat, etc.; and in the background, there’s a bridge, a church with ruins to the left, and a tall, gabled building. Above that building are the words “Sutton Hall” to the right, and above them are the words “English Hospitality.” It’s also important to note that not all china featuring the well-known red or golden anchor should automatically be assumed to be Chelsea, as there are many pieces confirmed to be from other manufacturers.
Second China Works.—Another small china manufactory was commenced, according to Lysons, at an old mansion by the water side. This would probably be the works started by a party of workmen from Staffordshire, thus spoken of by Shaw:—“Carlos Simpson was born at Chelsea, to which place his father, Aaron Simpson, went in 1747 along with Thomas Lawton, slip maker; Samuel Parr, turner; Richard Meir, fire-man; and John Astbury, painter, all of Hot Lane; Carlos Wedgwood, of the Stocks, a good thrower; Thomas Ward, and several others, from Burslem, to work at the Chelsea manufactory. They soon ascertained that they were the principal workmen, on whose exertions all the excellence of the porcelain must depend; they then resolved to commence business on their own account at Chelsea, and were in some degree successful; but at length, owing to some disagreement among themselves, they abandoned it and returned to Burslem.” The fact may be as Shaw stated it, so far as regards the workmen going to Chelsea, for some reason leaving it again and commencing for themselves; but his remark as to their being “the principal workmen on whose exertions all the excellence of the porcelain must depend” is sheer nonsense, as at that time (1747) the Staffordshire workmen did not make porcelain at all.
Second China Works.—Another small china factory was started, according to Lysons, at an old house by the waterside. This was probably the operation initiated by a group of workers from Staffordshire, as Shaw mentioned: “Carlos Simpson was born in Chelsea, where his father, Aaron Simpson, moved in 1747 along with Thomas Lawton, slip maker; Samuel Parr, turner; Richard Meir, fireman; and John Astbury, painter, all from Hot Lane; Carlos Wedgwood, from the Stocks, a skilled thrower; Thomas Ward, and several others from Burslem, to work at the Chelsea factory. They quickly realized that they were the main workers, and that the quality of the porcelain depended on their efforts. They then decided to start their own business in Chelsea and achieved some level of success; however, ultimately, due to disagreements among themselves, they abandoned it and returned to Burslem.” This may be true, as Shaw stated, regarding the workers moving to Chelsea, leaving for some reason, and starting their own venture; however, his claim that they were “the main workers on whose efforts all the quality of the porcelain depended” is nonsense, as at that time (1747) the Staffordshire workers didn’t even produce porcelain.
Wedgwood’s Chelsea Works.—In 1769 or 1770 Josiah Wedgwood established a branch of his manufactory at Chelsea. This was for[197] the decoration of his vases by his “peculiar species of encaustic painting in various colours, in imitation of the ancient Etruscan and Roman earthenware.” The reason for the founding of this branch was that it was judged better to have this peculiar style of ornamentation carried on near London, where suitable artists could easily be got together, and where the operations could be conducted under the personal superintendence of Mr. Bentley, who there resided, and for whom in 1769 a house was taken at Chelsea. The partnership between Wedgwood and Bentley had reference only to the ornamented, not to the useful ware; but both kinds were decorated at Chelsea, the two being kept separate in the accounts. The workmen at Chelsea were thus employed on both branches, the amounts paid them in wages being distinguished as on “Josiah Wedgwood’s account” and as on “Wedgwood and Bentley’s account.” Thus, for instance, in the following document, John Lawrence, for the week ending October 6th, is paid for six days’ work, at 1s. 9d. a day, of which 5s. 3d. is charged to “J. W.,” and the other 5s. 3d. to “W. & B.” I am enabled, from the following document in my possession, to show the names of a portion, at all events, of the artists who were employed there in the month of October, 1770. The document is very fragmentary and imperfect, but, so far as remains, is as follows. The year 1770, it must be borne in mind, was the very year when the Chelsea China Works finally passed by purchase into the hands of Duesbury, the owner of the Derby China Works:—
Wedgwood’s Chelsea Works.—In 1769 or 1770, Josiah Wedgwood set up a branch of his factory in Chelsea. This was for[197] decorating his vases using his “unique style of encaustic painting in various colors, imitating ancient Etruscan and Roman pottery.” The decision to establish this branch came from the belief that it was better to have this distinctive style of decoration done close to London, where suitable artists could easily be brought together, and where the operations could be managed directly by Mr. Bentley, who lived there, and for whom a house was rented in Chelsea in 1769. The partnership between Wedgwood and Bentley was only for the ornamented pieces, not the useful ware; however, both types were decorated in Chelsea, with their accounts kept separate. The workers at Chelsea were engaged in both areas, with their wages categorized under “Josiah Wedgwood’s account” and “Wedgwood and Bentley’s account.” For example, in a document, John Lawrence was paid for six days’ work for the week ending October 6th, at 1s. 9d. a day, of which 5s. 3d. was charged to “J. W.,” and the other 5s. 3d. to “W. & B.” I can reference a document in my possession that lists some of the artists who worked there in October 1770. The document is quite fragmentary and incomplete, but its contents are as follows. It’s important to note that the year 1770 was the very year when the Chelsea China Works was finally sold to Duesbury, the owner of the Derby China Works:—
| Cash paid at Chelsea for Wages | On J. W.’s Acct. |
On W. & B.’s Acct. |
|||||
| 1770. | £ | s. | d. | £ | s. | d. | |
| Oct. 6. | John Lawrence, 6 days | 0 | 5 | 3 | 0 | 5 | 3 |
| Timothy Roberts, 6 days | 0 | 12 | 0 | ||||
| „ 5. | James Bakewell, 6 days | 0 | 16 | 0 | |||
| Thos. Blomeley’s Bill | 1 | 0 | 5 | ||||
| Thos. Hutchings, 6 days | 1 | 6 | 0 | ||||
| William Roberts, 4 days | 0 | 4 | 4 | ||||
| Nathl. Cooper, 6 days | 0 | 16 | 0 | ||||
| William Shuter’s Bill | 0 | 8 | 0 | ||||
| Thomas Simcock, 6 days | 0 | 16 | 0 | ||||
| Ralph Wilcocks, 6 days | |||||||
| Mrs. ditto 6 days | |||||||
| John Winstanley, 6 days | 0 | 13 | 0 | ||||
| „ 6. | Thomas Barrett,[63] 5 days | 0 | 7 | 0 | |||
| Thomas Green, 6 days. | |||||||
| Miss Edwards, 6 days. | |||||||
| Miss Parkes,[64] 6 days. | |||||||
| Mr. Rhodes.[65] | |||||||
| Ditto for Joe. | |||||||
| Ditto for Will. | |||||||
| Ditto for Unwin. | |||||||
[198]
[198]
How long the establishment at Chelsea was continued, I do not know; but painting was done in London for Wedgwood to a late date. A letter, dated February 27th, 1795—the month following Josiah Wedgwood’s death—while speaking of painters and enamellers on porcelain, says, “I believe Wedgwood’s men here do not get less than 26s. or 28s. per week,” and the presumption is that these men might be employed at his Chelsea establishment.
How long the establishment at Chelsea lasted, I’m not sure; but painting was done in London for Wedgwood up until relatively recently. A letter dated February 27, 1795—the month after Josiah Wedgwood passed away—mentions painters and enamelers working on porcelain, stating, “I believe Wedgwood’s workers here earn no less than 26s. or 28s. a week,” suggesting that these workers might have been employed at his Chelsea establishment.
Chelsea Pottery.—About 1774 a pottery was established in Upper Cheyne Row, Chelsea, for the manufacture of crucibles and melting pots. It was established by a person named Ruhl, or Ruelle, who was succeeded by his son-in-law, C. F. Hempel. It had the reputation of producing the best made crucibles in this country. After the death of Mr. Hempel, his widow, Johanna Hempel, on the expiration of the lease, removed the works from Cheyne Row to the King’s Road, where she not only made crucibles, but table services, being patronised by Queen Charlotte. In 1790 she took out a patent for “a certain composition made of earth and other materials, and the means of manufacturing the same into basins and other vessels, which, so manufactured, hath the power of filtering water and other liquids in a more cheap, easy, and convenient manner than water or other liquids could then be filtered.” In 1797 Mrs. Hempel became bankrupt, and the plant and stock-in-trade, including table services, vases, crucibles, stoves, &c., and a carved sign of the Queen’s Arms, were sold by auction. The manufactory was afterwards carried on by Messrs. Ludwig and Warner.
Chelsea Pottery.—Around 1774, a pottery was set up in Upper Cheyne Row, Chelsea, to produce crucibles and melting pots. It was founded by a person named Ruhl or Ruelle, who was followed by his son-in-law, C. F. Hempel. It gained a reputation for making the finest crucibles in the country. After Mr. Hempel passed away, his widow, Johanna Hempel, moved the business from Cheyne Row to the King’s Road when the lease ended. There, she not only made crucibles but also tableware, receiving support from Queen Charlotte. In 1790, she filed a patent for “a certain composition made of earth and other materials, and the methods of manufacturing it into basins and other vessels, which, when made this way, have the ability to filter water and other liquids more cheaply, easily, and conveniently than was possible before.” In 1797, Mrs. Hempel went bankrupt, and the equipment and inventory, including tableware, vases, crucibles, stoves, etc., along with a carved sign of the Queen’s Arms, were sold at auction. The factory was later run by Messrs. Ludwig and Warner.
Near this pottery, in 1795, was a manufactory of artificial stone, carried on by a Mr. Triquet.
Near this pottery, in 1795, there was a factory making artificial stone, run by a Mr. Triquet.
Bow.
Nothing is known definitely as to the date of the first establishment of this very important china manufactory situated at Stratford-le-Bow. It must, however, have been in existence some little time prior to 1744, for in that year it was carried on by “Edward Heylyn, in the parish of Bow, in the county of Middlesex, merchant,” who, in conjunction with “Thomas Frye, of the parish of West Ham, in the county of Essex, painter,” took out a patent for “a new method of manufacturing a certain material, whereby a ware might be made of the same nature or kind, and equal to, if not[199] exceeding in goodness and beauty, china or porcelain ware imported from abroad.” The patent, which was for fourteen years, bore date the 6th of December, 1744, and the specification was duly enrolled on the 5th of April, 1745. This specification I have printed in full on page 112, and it will be found of the highest interest and totally different from what is put forth by Chaffers as a copy of it. On the 17th of November, 1748, the same “Thomas Frye, of the parish of West Ham, in the county of Essex, painter,” took out another patent, by which he “lawfully might make, use, exercise, and vend my new method of making a certain ware, which is not inferior in beauty and fineness, and is rather superior in strength, than the earthenware that is brought from the East Indies, and is commonly known by the name of China, Japan, or Porcelain ware.” The specification was duly enrolled on the 17th of March, 1749, and is highly interesting. This will be found printed entire on page 113.
Nothing is definitely known about when this important china factory in Stratford-le-Bow was first established. However, it must have been operating for some time before 1744, because in that year, it was run by “Edward Heylyn, a merchant from the parish of Bow in Middlesex,” who, along with “Thomas Frye, a painter from the parish of West Ham in Essex,” obtained a patent for “a new method of making a certain material, allowing for a ware that could match, if not surpass, the quality and beauty of china or porcelain imported from abroad.” The patent, which lasted for fourteen years, was dated December 6, 1744, and the specification was officially recorded on April 5, 1745. I have printed this specification in full on page 112, and it is highly interesting and quite different from what Chaffers presents as a copy. On November 17, 1748, the same “Thomas Frye from the parish of West Ham in Essex, painter,” obtained another patent that allowed him to “lawfully make, use, and sell my new method of producing a certain ware, which is not inferior in beauty and fineness, and is actually stronger than the earthenware brought from the East Indies, commonly known as China, Japan, or Porcelain ware.” This specification was officially recorded on March 17, 1749, and is very interesting. This will be found printed in full on page 113.
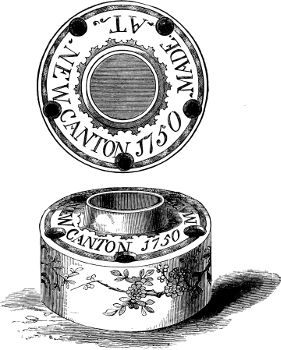
Fig. 405.—Inkstand in possession of Mr. R. W. Binns.
Fig. 405.—Inkstand owned by Mr. R. W. Binns.
There is nothing, it will be seen, in these patents or specifications to show that the works at Bow were carried on by Heylin and Frye—the one being simply described as of the “parish of Bow, merchant” (not potter), and the other “of the parish of West Ham, painter;” nor has anything yet been found, to my knowledge, to prove that they were actual proprietors of the manufactory. Indeed, Frye is stated, in more than one work, to have been engaged to superintend the manufactory. He was an artist of considerable skill, who is said to have come to London in 1738, and soon afterwards to have painted a portrait of Frederick, Prince of Wales, for[200] the Saddlers’ Company. He was also a mezzo-tint engraver of considerable note. To his skill as an artist no doubt he was in the main indebted for the position he held at Bow; and here it would appear he remained some fifteen years, to the great injury of his health, and then returned to his previous occupation; he died in 1763. His daughters are stated to have assisted him in the painting of china at Bow.
There’s nothing in these patents or specifications that shows Heylin and Frye were involved in the work at Bow—the first is simply referred to as a “merchant” of the parish of Bow (not a potter), and the other as a “painter” from the parish of West Ham; and to my knowledge, nothing has been found to prove they actually owned the factory. In fact, Frye is mentioned in several works as having been hired to supervise the factory. He was a talented artist who is said to have come to London in 1738 and shortly afterward painted a portrait of Frederick, Prince of Wales, for the Saddlers’ Company. He was also a notable mezzo-tint engraver. His artistic skills were likely the main reason he held his position at Bow, where it seems he stayed for about fifteen years, which seriously affected his health, before going back to his previous work; he died in 1763. His daughters are said to have helped him in painting china at Bow.
In 1750 the works appear, from the original account-books in the possession of Lady Charlotte Schrieber, to have come into the hands of Messrs. Weatherby and Crowther, who, I may add, were potters at St. Catherine’s, near the Tower. At this time the manufactory was evidently called “New Canton,” by which name it continued to be known for some years. It was thus named because, as Thomas Craft wrote in 1790, “the model of the building was taken from that at Canton in China.” With reference to this name of “New Canton” a remarkably curious and very interesting example is in existence, and belongs to my friend, Mr. Binns F.S.A. It is an inkstand of flat circular form, and is decorated in blue with flowers, etc. On the top it bears the words, “MADE AT NEW CANTON, 1750.” In the centre of the well for the ink, and around it, are five pen-holes. It is shown on the accompanying engraving (Fig. 405). The date, 1750, would show that it was made in the year when the works first passed, as is supposed, into the hands of Crowther and Weatherby. Another similar inkstand, deposited in the Museum of Practical Geology by Mr. Brooks, is dated one year later, its inscription being, “MADE AT NEW CANTON, 1751.”
In 1750, the original account books belonging to Lady Charlotte Schrieber seem to have been transferred to Messrs. Weatherby and Crowther, who, I should mention, were potters at St. Catherine’s, near the Tower. By this time, the factory was clearly referred to as “New Canton,” a name it kept for several years. It was named this way because, as Thomas Craft noted in 1790, “the model of the building was taken from that at Canton in China.” Regarding the name “New Canton,” there exists a remarkably curious and very interesting example owned by my friend, Mr. Binns F.S.A. It is a flat circular inkstand decorated in blue with flowers, etc. On top, it has the words, “Made in New Canton, 1750.” In the center of the ink well, and around it, are five pen-holes. This is illustrated in the accompanying engraving (Fig. 405). The date, 1750, indicates that it was made in the year when the works first transitioned, as believed, into the hands of Crowther and Weatherby. Another similar inkstand, placed in the Museum of Practical Geology by Mr. Brooks, is dated one year later, with the inscription, “Made in New Canton, 1751.”
On the 7th of February, 1753, the Bow manufactory opened a wholesale and retail warehouse in Cornhill, London; as shown in the following advertisement which I copy from the Derby Mercury of Friday, March 9th, in that year:—
On February 7, 1753, the Bow factory opened a wholesale and retail store in Cornhill, London, as shown in the following advertisement I copied from the Derby Mercury of Friday, March 9, of that year:—
“BOW CHINA WAREHOUSE
BOW China Warehouse
“Was opened on Wednesday, the 7th of February, near the Royal Exchange, in Cornhill, London, with a Back Door facing the Bank, in Threadneedle-street, for the convenience of all Customers, both in Town and Country; where it will continue to be sold in the same manner as formerly, at BOW, with Allowance made to Wholesale dealers.”
“Opened on Wednesday, February 7th, near the Royal Exchange in Cornhill, London, with a back door facing the Bank on Threadneedle Street, for the convenience of all customers, both local and from out of town; where it will continue to be sold the same way as before, at BOW, with discounts available for wholesale buyers.”
In November of the same year an advertisement for painters appeared in Aris’s Birmingham Gazette, as follows:—
In November of the same year, an ad for painters showed up in Aris’s Birmingham Gazette, saying:—
“This is to give notice to all painters in the blue and white potting way and enamellers on china ware, that by applying, at the counting house at the China-house, near Bow, they may meet with employment and proper encouragement according to their merit; likewise painters[201] brought up in the snuff-box way, japanning, fan painting, &c., may have an opportunity of trial, wherein if they succeed they shall have due encouragement. N.B.—At the same house a person is wanted who can model small figures in clay neatly.”
“This is to inform all painters specializing in blue and white pottery and enamelers on china that by applying at the counting house at the China-house near Bow, they can find job opportunities and receive proper support based on their skills. Additionally, painters trained in the snuff-box style, japanning, fan painting, etc., can also have a chance to demonstrate their abilities, and if they succeed, they will receive appropriate encouragement. Note: A person is also needed at the same location who can skillfully model small figures in clay.”
In 1760, among the many clever artists employed was one Thomas Craft, who has left a most interesting souvenir of his connection with these works in the shape of a fine punch-bowl, measuring nearly nine inches in diameter, which is accompanied by the following note in his own handwriting:—
In 1760, one of the many talented artists working there was Thomas Craft, who left a fascinating keepsake from his involvement with these projects in the form of a beautiful punch bowl, nearly nine inches in diameter, which comes with this note written in his own handwriting:—
“This Bowl was made at the Bow China Manufactory at Stratford-le-Bow, Essex, about the year 1760, and painted there by me, Thomas Craft: my cipher is in the bottom. It is painted in what we used to call the old Japan taste, a taste at that time much esteemed by the then Duke of Argyle; there is nearly two pennyweight of gold—about 15 shillings; I had it in hand, at different times, about three months; about two weeks’ time was bestowd upon it; it could not have been manufactured, &c., for less than £4. There is not its similitude. I took it in a box to Kentish Town, and had it burned there in Mr. Gyles’s kiln,[66] cost me 3s; it was cracked the first time of using it. Miss Nancy Sha, a daughter of the late Sir Patrick Blake,[67] was christened with it. I never used it but in particular respect to my company, and I desire my legatee (as mentioned in my will) may do the same. Perhaps it may be thought I have said too much about this trifling toy; a reflection steals in upon my mind, that this said bowl may meet with the same fate that the manufactory where it was made has done, and like the famous cities of Troy, Carthage, &c., and similar to Shakespear’s Cloud Cap’t Towers, &c.
“This bowl was made at the Bow China Manufactory in Stratford-le-Bow, Essex, around 1760, and I painted it, Thomas Craft: my mark is on the bottom. It features what we used to call the old Japan style, which at that time was highly valued by the then Duke of Argyle; it contains nearly two pennyweights of gold—about 15 shillings. I worked on it over about three months, spending around two weeks on the painting itself; it couldn’t have been produced, etc., for less than £4. There isn’t another one like it. I took it in a box to Kentish Town and had it fired in Mr. Gyles’s kiln, which cost me 3 shillings; it cracked the first time I used it. Miss Nancy Sha, daughter of the late Sir Patrick Blake, was baptized with it. I only used it in special regard to my guests, and I hope my heir (as mentioned in my will) will do the same. Some might think I’ve said too much about this trivial item; a thought crosses my mind that this bowl might meet the same fate as the factory where it was made, similar to the famous cities of Troy, Carthage, etc., and like Shakespeare’s Cloud-capped Towers, etc.”
“The above manufactory was carried on many years under the firm of Messrs. Crowther and Weatherby, whose names were known almost over the world; they employed 300 persons; about 90 Painters (of whom I was one), and about 200 turners; throwers, &c., were employed under one roof. The model of the building was taken from that at Canton in China; the whole was heated by two stoves on the outside of the building, and conveyed through flues or pipes and warmed the whole, sometimes to an intense heat, unbearable in winter. It now wears a miserable aspect, being a manufactory for turpentine and small tenements, and like Shakespeare’s baseless fabric, &c. Mr. Weatherby has been dead many years; Mr. Crowther is in Morden College, Blackheath, and I am the only Person of all those employed there who annually visit him.
“The factory mentioned above operated for many years under the company name of Messrs. Crowther and Weatherby, whose names were recognized worldwide. They employed 300 people; about 90 painters (including me) and roughly 200 turners, throwers, etc., all worked under one roof. The building's design was inspired by a structure in Canton, China; it was heated by two stoves outside the building, with warmth distributed through flues or pipes, often reaching an unbearable intensity in the winter. Now, it has a shabby appearance, serving as a factory for turpentine and small apartments, reminiscent of Shakespeare’s baseless fabric, etc. Mr. Weatherby has been dead for many years; Mr. Crowther is at Morden College, Blackheath, and I am the only person from those who worked there who visits him annually.”
T. Craft, 1790.”
T. Craft, 1790.
And the allusion to the works, a little later on—perhaps about 1780—will be found in “Nollekins and his Times,” as follows:—
And the reference to the works, a bit later on—maybe around 1780—can be found in “Nollekins and his Times,” as follows:—
“Nollekins (to Betew, a dealer in curiosities in Old Compton Street). Do you still buy broken silver? I have some odd sleeve buttons, and Mrs. Nollekins wants to get rid of a chased watch-case by old Moser, one that he made when he used to model for the Bow manufactory.
Nollekins (to Betew, a dealer in curiosities in Old Compton Street). Do you still buy broken silver? I have some unique sleeve buttons, and Mrs. Nollekins wants to sell a decorative watch case made by old Moser, one that he created when he used to model for the Bow factory.
“Betew. Ay, I know there were many very clever things produced there; what curious heads for canes they made at that manufactory; I think Crowther was the proprietor’s name. He has a very beautiful daughter who is married to Sir James Lake.[68] Nat Hone painted a portrait of her in the character of Diana, and it was one of his best pictures. There were some clever men who modelled for the Bow concern, and they produced several spirited figures—Quin in Falstaff; Garrick in Richard; Frederick Duke of Cumberland striding triumphantly over the Pretender, who is begging quarter of him; John Wilkes, and so forth.
Betew. Yes, I know they created a lot of really clever stuff there; the designs for canes from that factory were quite unique; I believe Crowther was the name of the owner. He has a stunning daughter who is married to Sir James Lake. [68] Nat Hone painted a portrait of her as Diana, and it was one of his best works. There were some talented artists who modeled for the Bow factory, and they created several lively figures—Quin as Falstaff; Garrick as Richard; Frederick, Duke of Cumberland, triumphantly stepping over the Pretender, who is begging for mercy; John Wilkes, and so on.
“Nollekins. Mr. Moser, who was keeper of our Academy, modelled several things for them; he was a chaser originally.”
"Nollekins. Mr. Moser, who was the curator of our Academy, created several pieces for them; he originally worked as a chaser."
[202]
[202]
It will be perceived that Betew and Nollekins both speak of the Bow works as a thing of the past. And so they were; for in October, 1762, says the London Chronicle, “Mr. Weatherby, one of the proprietors of the Bow china warehouse in Cornhill, died at his house on Tower Hill, on the 15th October, 1762;” and, in the following year, 1763, his partner, “John Crowther, of Cornhill, china-man,” was gazetted a bankrupt. This bankruptcy, however (which was followed by that of “Benjamin Weatherby, of St. Catherine’s, merchant,” probably son of the above), appears only to have had reference to the London warehouse and business, and not to the manufactory at Bow. The stock was sold by auction, by order of the assignees of John Crowther, on March 12 and following days, and on May 19th and 30th, the two first at the Bow warehouse in Cornhill, and the last at the great exhibition room in Spring Gardens, and consisting, among other things, of “curious figures,” “girandoles,” “branches for chimney-pieces finely decorated with figures and flowers,” “dishes,” “compotiers,” “beautiful desserts of the fine old partridge and wheatsheaf patterns,” “knife and fork handles,” &c. John Crowther, however, it seems, retained and still, in his own name alone, carried on the manufactory at Bow, and after a time opened a warehouse in St. Paul’s Churchyard, which he continued to hold from 1770 to 1775, when he sold his entire concern—the works, moulds, tools, &c.—to Mr. William Duesbury, the proprietor of the Derby China Works.
It will be noted that Betew and Nollekins both refer to the Bow works as a thing of the past. And indeed they were; for in October 1762, the London Chronicle reported, “Mr. Weatherby, one of the owners of the Bow china warehouse in Cornhill, died at his residence on Tower Hill on October 15, 1762;” and, in the following year, 1763, his partner, “John Crowther, of Cornhill, china-man,” was declared bankrupt. This bankruptcy, however (which was followed by that of “Benjamin Weatherby, of St. Catherine’s, merchant,” likely the son of the above), seems to have only involved the London warehouse and business, not the manufactory at Bow. The stock was sold at auction, as ordered by the assignees of John Crowther, on March 12 and the following days, and again on May 19 and 30, the first two auctions taking place at the Bow warehouse in Cornhill, and the last in the large exhibition room in Spring Gardens, including, among other items, “curious figures,” “girandoles,” “decorative branches for chimney pieces finely adorned with figures and flowers,” “dishes,” “compotiers,” “beautiful dessert sets of the fine old partridge and wheatsheaf patterns,” “knife and fork handles,” etc. John Crowther, however, seems to have retained and continued to operate the manufactory at Bow under his own name, and after some time opened a warehouse in St. Paul’s Churchyard, which he ran from 1770 to 1775, when he sold his entire business—the works, molds, tools, etc.—to Mr. William Duesbury, the owner of the Derby China Works.
Mr. Duesbury, who not only held the Derby China Works, but had purchased those of Chelsea, Giles’s, and one at Vauxhall, thus became proprietor of the Bow works as well, and was therefore the largest holder either in those or later days. Mr. Duesbury, as he did with those of Chelsea, removed the moulds, models, implements, &c., to Derby, and the Bow manufactory was brought to a close. The next year, 1777, John Crowther became an inmate of Morden College, Blackheath, being elected on the foundation on the 17th of March, and here he was still residing in 1790, “and,” says Thomas Craft, “I am the only person of all those employed there (at Bow) who annually visit him.” On the site of the works some small tenements and a turpentine manufactory soon sprang up, and their exact site was forgotten, having been later on converted into chemical works by Mr. Macmurdo, the calico printer. Afterwards a portion of the place was used as emery mills by Mr. Marshall, and, since then, as a manufactory of lucifer matches, vesta lights, &c.,[203] by Messrs. Bell and Black. In 1867, during some sewering operations at these works, a considerable number of fragments of Bow china—probably on the site of one of the old kilns—was discovered. Of this discovery the following interesting account appeared in the Art Journal for 1869:—
Mr. Duesbury, who not only owned the Derby China Works but also bought the Chelsea, Giles’s, and a factory at Vauxhall, became the owner of the Bow works too, making him the biggest holder both then and later. Mr. Duesbury, like he did with Chelsea, moved the molds, models, tools, etc., to Derby, and the Bow factory was shut down. The following year, 1777, John Crowther moved into Morden College in Blackheath after being elected to the foundation on March 17, and he was still living there in 1790. “And,” says Thomas Craft, “I’m the only one of all those who worked at Bow who visits him every year.” Soon after, some small homes and a turpentine factory were built on the site of the works, and the exact location was forgotten, as it was later turned into chemical works by Mr. Macmurdo, the calico printer. Later, part of the site was used as emery mills by Mr. Marshall, and since then, it became a factory for lucifer matches, vesta lights, etc., by Messrs. Bell and Black. In 1867, during some sewer work at these factories, a significant number of Bow china fragments—likely from one of the old kilns—were found. An interesting report about this discovery was published in the Art Journal in 1869:—
“In trenching a drain from the manufactory into the sewer, the workmen, at about eight or ten feet from the surface, came upon the débris of the old Bow China Works.
“In digging a trench for a drain from the factory to the sewer, the workers, at about eight or ten feet deep, discovered the debris of the old Bow China Works.”
“Mr. Higgins, jun., who is attached to the match-manufactory, received his first intimation of the trouvaille from perceiving fragments of delicate biscuit china in the hands of some children, who had picked them up as playthings. This led him to keep strict watch over the excavation, and, by permission of the proprietors, the ground remained open for a few months, and, as leisure permitted, he examined the earth for some distance immediately round the spot. Limited as the space was, he found a great quantity of specimens, which he and his sister, Miss Higgins, have taken the pains to arrange carefully in trays, and through their kindness we are enabled to describe some of the more interesting examples.
“Mr. Higgins Jr., who works at the match factory, first learned about the trouvaille when he noticed pieces of delicate porcelain in the hands of some kids who had picked them up as toys. This prompted him to closely monitor the excavation, and with the owners' permission, the site stayed open for a few months. Whenever he had the time, he examined the ground around the area. Even though the space was limited, he found a huge number of specimens, which he and his sister, Miss Higgins, took the time to organize carefully in trays. Thanks to their generosity, we can now describe some of the most interesting examples.
“Although fragmentary, they are particularly interesting, as showing us the various descriptions of ware made at Bow, verifying its products, and enabling us to identify not only the paste and glaze, but the methods of ornamentation.
“Even though they are incomplete, they are especially intriguing because they provide different descriptions of the ware made at Bow, confirm its products, and help us identify not just the paste and glaze, but also the decoration methods.”
“The spot where the excavations were made is supposed to have been where one of the kilns formerly stood; this is borne out to a certain extent by the presence of a quantity of bricks cemented together, the inner surface having become vitrified by the heat of the kiln; and also by a vast number of broken saggers, or cases of baked earthenware, used to contain the china, and protect it from the flame and ashes in the kiln. One of these saggers, of cylindrical form, measures 10 inches in diameter by 8½ inches in height; it had three rows of holes pierced through the sides, at equal distances from top to bottom, into which clay pegs (like large clout nails) were inserted, to support the circular platforms within, at convenient distances, on which the china articles rested while baking. The cockspur, or point, used to separate the china is a simple cone of baked clay, not the usual form, which is like the caltrop, having always three points below and one only uppermost. Large pieces of china clay were found, some in a soft, soapy state, others hardened; bones of animals, which entered into the composition of the paste, as well as calcined[204] flints and pieces of quartz, used in making the frit or glaze; a number of circular medallions of baked clay, from two to six inches in diameter—one was marked on each side with H and M cut into the clay. All the fragments of vessels discovered are of porcelain biscuit: not a piece of Delft or common earthenware was found among them: some few are glazed, but these form the exceptions.
The area where the dig took place is believed to have been the location of one of the kilns that used to exist; this is somewhat supported by the presence of a number of bricks stuck together, with the inner surface having solidified due to the heat of the kiln. There are also a large number of broken saggers, or containers made of baked clay, used to hold the china and protect it from flames and ashes in the kiln. One of these saggers is cylindrical, measuring 10 inches in diameter and 8½ inches tall; it has three rows of holes evenly spaced from top to bottom, where clay pegs (similar to large nails) were inserted to support the circular platforms inside, at manageable distances, where the china items rested while being baked. The point used to separate the china is a simple cone made of baked clay, unlike the usual shape, which resembles a caltrop, having three points below and one on top. Large pieces of china clay were discovered, some in a soft, soapy state, while others were hardened; there were also animal bones, which were part of the paste's composition, along with burnt flints and pieces of quartz used to make the frit or glaze. Additionally, several circular medallions made of baked clay, ranging from two to six inches in diameter—one was marked on each side with H and M carved into the clay. All the fragments of vessels found are made of porcelain biscuit: not a single piece of Delft or ordinary earthenware was among them; only a few are glazed, but these are the exceptions.
“The first we shall notice, and probably the earliest manufacture, are the pieces decorated with blue painting: the designs are painted, in mineral colour, on the biscuit, and have not been glazed or burnt in. These designs are principally of Chinese landscapes, flowers, figures, and birds. A few examples are given on the next page, to show their general character.
“The first thing we'll notice, and likely the earliest type of production, are the pieces decorated with blue painting: the designs are painted, in mineral color, on the unglazed biscuit, and have not been fired. These designs mainly feature Chinese landscapes, flowers, figures, and birds. A few examples are shown on the next page to illustrate their general character.”
“A very frequent pattern of simple character in the blue ware is three hanging branches of willow leaves. Among the rest is a mottled ground plate with white angular medallions of light blue scenery. The only variations in colour are a cup with green leaves and lake flowers, and a fragment painted in lake camaïeu, with a castellated mansion, of high finish: these two are glazed. Not a single specimen of blue-printed china was discovered: all are painted with a brush. This is not at all surprising, for it must be remembered they are all unfinished pieces, which have never been out of the factory; and, when this decoration was required, they were sent to Liverpool to be printed.
A very common pattern in the blue ware features three hanging branches of willow leaves. Among the items is a mottled ground plate with white angular medallions depicting light blue scenery. The only color variations are a cup with green leaves and lake flowers, and a fragment painted in lake camaïeu, showcasing a finely detailed castellated mansion: these two are glazed. Not a single piece of blue-printed china was found; all of them are painted with a brush. This isn’t surprising, as it’s important to note that they are all unfinished pieces that have never left the factory; when this decoration was needed, they were sent to Liverpool to be printed.
“The next division consists of biscuit china, fragments of services ornamented in relief, the favourite pattern being the Mayflower. The hawthorn is represented quite after nature, with its thorny branches and blossom. About a dozen of the moulds for stamping these flowers were also found quite perfect; they are of biscuit, three inches by two and a half in diameter. Fig. 408 is interesting, being the original mould of a biscuit cup which has its exact counterpart glazed. These pieces form a history in themselves.
“The next section includes biscuit china, pieces of tableware decorated in relief, with the Mayflower design being the most popular. The hawthorn is depicted very realistically, with its thorny branches and flowers. About twelve of the molds for stamping these flowers were also found in perfect condition; they measure three inches by two and a half inches in diameter. Fig. 408 is notable, as it is the original mold of a biscuit cup that has an exact glazed counterpart. These items tell a story all on their own.”
“Another mould is of two roses and leaves on a stalk (Fig. 409). The raised figures on the biscuit are remarkably sharp; but the application of the glaze fills up the spaces.
“Another mold features two roses and leaves on a stem (Fig. 409). The raised details on the biscuit are impressively defined; however, the glaze application fills in the spaces.”
Figs. 406 to 415.
Figs. 406–415.
“The other decorations in relief are the basket pattern, overlapping leaves, vertical bands overlaid with scrolls, ribbed cups and basins, a biscuit candlestick in form of a vine-leaf, another of different pattern painted blue. In this extensive collection we find milk-pots, cups, cans, and saucers, open-work baskets, octagon plates, cup-handles, lion’s-paw feet, small pots for colour or rouge; but not[206] a single piece has any mark which can be assigned to the fabrique. One of the cups has the name of ‘Norman’ written on it in pencil—perhaps the name of one of the painters. Among other relics are pieces which have been injured in the kiln by falling into ugly and distorted shapes, plates and saucers that have inadvertently gone in contact with each other and could not be separated.
The other decorations in relief include a basket pattern, overlapping leaves, vertical bands with scrolls, ribbed cups and basins, a biscuit candlestick shaped like a vine-leaf, and another with a different blue-painted pattern. In this large collection, we find milk pots, cups, cans, saucers, open-work baskets, octagonal plates, cup handles, lion’s paw feet, and small pots for color or rouge; however, not[206] a single item has any identifiable mark from the fabrique. One of the cups has the name ‘Norman’ written on it in pencil—possibly the name of one of the painters. Among other items are pieces that were damaged in the kiln, resulting in ugly and distorted shapes, and plates and saucers that accidentally came into contact with each other and couldn't be separated.
“There is a great variety of china biscuit knife-handles, some plain, others with rococo scrolls in relief, heightened with blue; two specimens are here given (Figs. 414 and 415).
“There is a wide range of china biscuit knife handles, some simple, others decorated with raised rococo scrolls in blue; two examples are shown here (Figs. 414 and 415).

Fig. 416.
Fig. 416.
“Some few pieces of an ornamental character are among the débris. The foot of a salt-cellar beautifully modelled in biscuit, formed of three shells, with smaller shells and seaweed between; the upper shell, to hold the salt, is wanting. A sketch of it is here given (Fig. 413). To these may be added the foot of a large centre ornament of the same character as the last, to hold sweetmeats, also modelled by hand in shells of all sorts, rock-work, coral, seaweed, &c., with three escalop shells: this has had one or more tiers above, but broken off at stem. Some natural shells were found which served as copies. There are two pug-dogs nearly perfect, with collars, on which are roses. Two handles, in form of female heads, in high relief, for tureens and other large bowls (Fig. 416); and a man’s head, with a high cap and feather, nicely modelled (Fig. 417); also the body of a female figure in biscuit, with laced bodice.
“Among the debris, there are a few decorative pieces. There's the foot of a beautifully crafted salt cellar made from biscuit, designed with three shells and smaller shells and seaweed in between; however, the upper shell that holds the salt is missing. A sketch of it is shown here (Fig. 413). Additionally, there's the foot of a large center piece, also designed to hold sweets, crafted by hand in various shells, rock work, coral, seaweed, etc., complete with three scallop shells: it likely had one or more tiers above, but it's broken off at the stem. Some natural shells were found that served as models. There are two nearly perfect pug dogs, each with collars that have roses. Two handles shaped like female heads in high relief are designed for tureens and other large bowls (Fig. 416); there's also a man's head, complete with a high cap and feather, nicely modeled (Fig. 417); and the body of a female figure in biscuit with a laced bodice.”
“The Bow paste is exceedingly hard, and the fracture very close and compact; consequently the pieces, as a rule, are very heavy for their size, but many of the cups and saucers are almost of egg-shell thickness. The colour is a milky white.”
“The Bow paste is really tough, and the break is very neat and solid; as a result, the pieces are usually quite heavy for their size, but many of the cups and saucers are nearly as thin as eggshells. The color is a milky white.”

Fig. 417.
Fig. 417.
In the Art-Journal for 1869 a notice of the account-books of the Bow works, now belonging to Lady Charlotte Schrieber, is given; and this I here quote, as it contains some highly interesting matter:—
In the Art-Journal for 1869, there's a notice about the account books of the Bow works, which are now owned by Lady Charlotte Schrieber. I'm quoting this because it includes some really interesting information:—
“The first contains the accounts from January, 1750.—1. O.S.,[207] in which year the partnership of Messrs. Crowther and Weatherby commenced, up to December, 1755. From these it appears that a branch establishment was opened in London in 1753, which, no doubt, was that of St. Catherine’s, near the Tower,[69] although the place is not mentioned. An account is given in separate columns of the value of the bisket and glazed-ware taken into the warehouse at Bow, and sold out of the warehouses at London and Bow, in each year.
“The first includes the records from January 1750.—1. O.S.,[207] during which year the partnership of Messrs. Crowther and Weatherby started, continuing until December 1755. It shows that a branch was opened in London in 1753, which was likely the one at St. Catherine's, near the Tower,[69] although the location isn't explicitly mentioned. There's a breakdown in separate columns of the value of the bisket and glazed-ware brought into the warehouse at Bow and sold from the warehouses at London and Bow each year.”
“A statement for the year 1754 is here given, to show the extent of the business transacted.
“A statement for the year 1754 is provided here to show the scope of the business conducted.
A Weekly Account of Trade, &c., at London and Bow.
A Weekly Update on Trade, etc., in London and Bow.
| 1754. Jan. 5. |
Goods Credited with Discount. |
Credit without Discount. |
Retail Cash, London. |
Cash, per Journal. |
Cash Recd. at Bow. |
Goods Returned. |
||||||||||||
| 5 | 134 | 15 | 5 | 1 | 1 | 0 | 20 | 4 | 3 | 11 | 1 | 6 | 28 | 17 | 9½ | 9 | 15 | 0 |
| 12 | 174 | 6 | 1 | 25 | 5 | 6 | 29 | 4 | 8 | 138 | 9 | 3 | 16 | 14 | 8 | 4 | 13 | 0 |
| 19 | 192 | 13 | 6 | 24 | 16 | 10 | 50 | 16 | 0 | 153 | 18 | 9 | 28 | 15 | 10½ | 15 | 5 | 0 |
| 26 | 115 | 14 | 4 | 1 | 0 | 0 | 59 | 6 | 2 | 94 | 13 | 0 | 20 | 8 | 9 | 16 | 16 | 3 |
| Feby. 2 | 50 | 16 | 11 | 15 | 19 | 3 | 26 | 2 | 6 | 86 | 15 | 0 | 30 | 9 | 6½ | 1 | 6 | 6 |
| 9 | 69 | 8 | 7 | 9 | 14 | 7 | 42 | 3 | 9 | 40 | 5 | 4 | 21 | 6 | 1 | 62 | 1 | 5 |
| 16 | 51 | 16 | 8 | 3 | 7 | 6 | 32 | 17 | 5 | 71 | 18 | 5 | 24 | 14 | 7½ | 7 | 16 | 6 |
| 23 | 48 | 9 | 11 | 71 | 1 | 8 | 38 | 12 | 8 | 58 | 17 | 7 | 22 | 10 | 7½ | 2 | 19 | 3 |
| Mar. 2 | 67 | 1 | 3 | 13 | 9 | 6 | 56 | 4 | 3 | 83 | 2 | 5 | 26 | 3 | 10 | 17 | 14 | 6 |
| 9 | 89 | 12 | 7½ | 8 | 9 | 4 | 44 | 11 | 9 | 145 | 14 | 2 | 35 | 5 | 1½ | |||
| 16 | 136 | 17 | 0½ | 9 | 5 | 6 | 27 | 11 | 5 | 70 | 12 | 6 | 33 | 16 | 4 | 2 | 0 | 6 |
| 23 | 41 | 7 | 5 | 13 | 6 | 0 | 36 | 8 | 10 | 55 | 9 | 6 | 14 | 7 | 0 | 1 | 9 | 0 |
| 30 | 104 | 11 | 0 | 14 | 10 | 6 | 41 | 18 | 3 | 90 | 16 | 2 | 21 | 9 | 9 | |||
| 1277 | 10 | 9 | 211 | 7 | 2 | 506 | 1 | 11 | 1101 | 13 | 7 | 325 | 0 | 0 | 141 | 16 | 11 | |
Annual Account of the Porcelain Company’s Trade for the Year 1754.
Annual Account of the Porcelain Company’s Trade for the Year 1754.
| Sold with Discount. |
Sold without Discount. |
Cash received, London. |
Cash received, Bow. |
Debts come in. |
|||||||||||
| 1st Quarter | 1277 | 10 | 9 | 211 | 7 | 2 | 506 | 1 | 11 | 325 | 0 | 0 | 1101 | 13 | 7 |
| 2nd Quarter | 2222 | 11 | 8 | 200 | 0 | 3 | 569 | 3 | 11 | 299 | 10 | 4 | 1434 | 10 | 1 |
| 3rd Quarter | 2647 | 18 | 1 | 385 | 2 | 2 | 381 | 18 | 11 | 150 | 4 | 0 | 2184 | 6 | 11 |
| 4th Quarter | 1982 | 3 | 8 | 189 | 0 | 0 | 353 | 5 | 8 | 77 | 8 | 11 | 2429 | 10 | 9 |
| Total | 8130 | 4 | 2 | 985 | 9 | 7 | 1810 | 10 | 5 | 852 | 3 | 3 | 7150 | 1 | 4 |
| Disct. 10% | 813 | 0 | 0 | Cash received Bow | 852 | 3 | 3 | ||||||||
| 7317 | 4 | 2 | „ „ London | 1810 | 10 | 5 | |||||||||
| Sold without Discount | 985 | 9 | 7 | ||||||||||||
| Sold with Discount | 7317 | 4 | 2 | ||||||||||||
| Total | 18,115 | 8 | 9 | ||||||||||||
“The following extract will show the actual cash receipts at Bow and London, 1751 to 1755, exclusive of the book debts received[208] during the year, which, as will be seen in the preceding account for 1754, amounted to upwards of £7,000.
“The following extract will show the actual cash receipts at Bow and London from 1751 to 1755, not including the book debts collected[208] during the year, which, as noted in the previous account for 1754, totaled over £7,000.
“This statement gives us an idea of the steady increase of the business, which had nearly doubled itself in five years.
“This statement shows us that the business has steadily grown, nearly doubling in size over five years.
| O.S. 1750–1 | £6,573 | 0 | 8 |
| N.S. 1752 | 7,747 | 4 | 8 |
| „ 1753 | 10,114 | 11 | 6 |
| „ 1754 | 10,965 | 6 | 3 |
| „ 1755 | 11,229 | 15 | 2 |
“The next entry gives us the weekly account of biscuit china made at Bow in 1754, and is interesting, as it distinctly informs us that the name of the Bow factory was New Canton; the China works being, as Thomas Craft says, on the same plan as that of Canton.”
“The next entry provides us with the weekly record of biscuit china produced at Bow in 1754, and it’s interesting because it clearly tells us that the Bow factory was named New Canton; the china works being, as Thomas Craft mentions, similar in design to that of Canton.”
A Weekly Account of Bisket ware made at New Canton.
A Weekly Report on Bisket pottery produced in New Canton.
| 1754. | |||||
| Jan. 5 | No Kilns | ||||
| 12 | Do. | ||||
| 19 | Do. | ||||
| 29 | Do. | ||||
| Feb. 2 | Do. | ||||
| 9 | Do. | ||||
| 16 | Do. | ||||
| 23 | 2 | Kilns | 128 | 15 | 2 |
| Mar. 2 | 2 | Do. | 126 | 8 | 11 |
| 9 | 2 | Do. | 134 | 9 | 10 |
| 16 | 2 | Do. | 147 | 18 | 6 |
| 23 | 2 | Do. | 129 | 0 | 6 |
| 30 | 2 | Do. | 132 | 14 | 10 |
| 799 | 7 | 9 | |||
| 1754. | |||||
| Apr. 6 | 2 | Kilns | 109 | 4 | 3 |
| 13 | 2 | Do. | 140 | 13 | 3 |
| 20 | 2 | Do. | 128 | 8 | 6 |
| 27 | 2 | Do. | 115 | 3 | 6 |
| May 4 | 2 | Do. | 121 | 13 | 3 |
| 11 | 2 | Do. | 115 | 16 | 6 |
| 18 | 2 | Do. | 128 | 5 | 0 |
| 25 | 3 | Do. | 184 | 13 | 8 |
| June 1 | 3 | Do. | 177 | 0 | 8 |
| 8 | 3 | Do. | 177 | 17 | 6 |
| 15 | 3 | Do. | 181 | 14 | 5 |
| 22 | 3 | Do. | 177 | 3 | 0 |
| 29 | 3 | Do. | 169 | 9 | 1 |
| 1,927 | 2 | 7 | |||
| 799 | 7 | 9 | |||
| Amount one week with another for 19 weeks is £143 10 0 each week |
£2,726 | 10 | 4 | ||
“There is a cash-account book for 1757 and 1758, of receipts and payments of a London branch of the Bow factory, either at St. Catherine’s or in Cornhill: it is balanced weekly. The moneys received are principally from customers, whose names are given, and ready money taken daily, cash received from St. James Street, &c., averaging about £120 per week. The bulk of the money was paid to Mr. Crowther every week, occasionally to Mr. Weatherby.
“There is a cash account book for 1757 and 1758, showing the receipts and payments of a London branch of the Bow factory, either at St. Catherine’s or in Cornhill: it is balanced weekly. The money received mainly comes from customers, whose names are listed, and cash is taken daily, with money received from St. James Street, etc., averaging about £120 per week. Most of the money was paid to Mr. Crowther every week, occasionally to Mr. Weatherby.”
“Mr. Frye frequently received sums varying from £15 to £30, possibly for expenses at Bow; Mr. Heylin’s name occurs once or twice only for small sums. Other payments are for powder gold[209] and for grain gold for Bow; freight of clay; weekly wages—to Mr. Brown, 18s.; Mr. Sandys, 12s.; Hugh Williams, 12s.; Stephenson, 12s.; Burnett, 10s.,—which average about 60s. per week.
“Mr. Frye often received amounts ranging from £15 to £30, possibly for expenses at Bow; Mr. Heylin's name appears once or twice for small amounts. Other payments are for powdered gold[209] and for grain gold for Bow; freight charges for clay; weekly wages—to Mr. Brown, 18s.; Mr. Sandys, 12s.; Hugh Williams, 12s.; Stephenson, 12s.; Burnett, 10s.,—which average about 60s. per week.
“The book we now refer to contains memoranda made by John Bowcocke, in 1756; he was one of the managers, or perhaps traveller, for the Bow works. In it we find orders from customers, and many interesting notes relating to the business. We shall have occasion to quote largely from this manuscript, as the items throw considerable light upon the various descriptions of ware made there, among which many will be identified by the curious reader.
“The book we now refer to includes notes made by John Bowcocke in 1756; he was one of the managers, or perhaps a traveler, for the Bow works. Inside, we find customer orders and many intriguing notes related to the business. We will frequently quote from this manuscript, as the items provide significant insight into the different types of products made there, many of which will be recognized by the curious reader.”
“‘1756. Insure £450 on board the Antilope: John Cowling.
“‘1756. Insure £450 on the Antilope: John Cowling.
Mr. Crowther paid Thos. Osborne for an anchor for the ship Antilope £12 1s. 0d.
Mr. Crowther paid Thos. Osborne £12 1s. 0d. for an anchor for the ship Antilope.
2 doz. crimson buttons for Mr. Frye.
2 dozen crimson buttons for Mr. Frye.
Jany. 29. Mr. Fogg: a sprig’d sallad vessel, 12s.; 1 pair sprig’d boats, 6s.; 16 cooks, 2s. each, abated; a swan; two harlequins (returned), 7s.
Jany. 29. Mr. Fogg: a decorated salad bowl, 12s.; 1 pair of decorated boats, 6s.; 16 cooks, 2s. each, discounted; a swan; two harlequins (returned), 7s.
March. Mr. Fahy: 9 gentlemen and ladies, at 9s., £4 1s. 0d.
March. Mr. Fahy: 9 gentlemen and ladies, at 9s., £4 1s. 0d.
Mr. White: 1 small fluter white: 3 pair boys and girls; 1 pair small fidler and companion; 1 pair tamberines; 1 cook.
Mr. White: 1 small flute, 3 pairs of boys and girls; 1 pair of small fiddles and companions; 1 pair of tambourines; 1 cook.
Mr. Fogg: 2 doz. odd cups and 2 doz. imag’d small; 2 pair image ewers; 6 swans; 6 white boars; 6 sprig’d handled cups and 6 cans; 1 pair sauce boats, Mr. Vere’s pattern, 4s.; 1 pair large ribbed boats, 4s.; 1 large dragon milk-pot; 12 dragon breakfast cups and saucers with good deep colour; 1 sprig’d upright teapot, 3s.; 1 sprig’d cream ewer; 24 octagon nappy plates, partridge pattern; 1 vine-leaf milk-pot.
Mr. Fogg: 2 dozen mismatched cups and 2 dozen small ones; 2 matching ewers; 6 swans; 6 white boars; 6 handled cups with designs and 6 cans; 1 pair of sauce boats, Mr. Vere’s design, 4s.; 1 pair of large ribbed boats, 4s.; 1 large dragon milk pot; 12 dragon breakfast cups and saucers with vibrant color; 1 upright teapot with a design, 3s.; 1 cream ewer with a design; 24 octagon nappy plates in a partridge pattern; 1 vine-leaf milk pot.
March 27. Mrs. Ann Howard, the Lamb, in Broad Mead, Bristol. 10 round dishes; 2 of each size from the smallest to the largest, both included; 1 largest octogon dish; 1 next less size dish; 36 table plates; 12 soup plates; 2 pair rib’d boats; 3 pair flatt salts, without feet; they must all be the bordered image, blue and pale, as you please.
March 27. Mrs. Ann Howard, the Lamb, in Broad Mead, Bristol. 10 round dishes; 2 of each size from the smallest to the largest, both included; 1 largest octagonal dish; 1 dish one size smaller; 36 dinner plates; 12 soup plates; 2 pairs of ribbed boats; 3 pairs of flat salt dishes, without feet; they should all have the bordered design, blue and pale, as you prefer.
She has it greatly in her power to serve the factory. I hope they will be very neat and charged reasonable; I have not told her any price. Add 1 soup dish, 13, or not above 14 inches over; 12 table plates. Imaged pale blue.
She has a lot of influence over the factory. I hope they will be very neat and reasonably priced; I haven't mentioned any price to her. Add 1 soup dish, 13, or at most 14 inches wide; 12 dinner plates. In a light blue color.
Quy. What’s to be done with white bud sprigs; what quy. of Cupids and B is wanted white; white floras, &c.
Quy. What should we do with white bud sprigs; what quy. of Cupids and B is needed white; white floras, &c.
March 30. Lent Mr. Frye, cash £8.
March 30. Lent Mr. Frye, cash £8.
April 22. Colol. Griffin, Brook Street; 4 small upright pint mugs to be painted to the very fine landskip pattern, as soon as possible.
April 22. Colol. Griffin, Brook Street; 4 small upright pint mugs to be painted with the really nice landscape pattern, as soon as possible.
April 22. 4 doz. blue plates, Newark pattern; 8 doz. mosaic do.
April 22. 4 dozen blue plates, Newark pattern; 8 dozen mosaic ones.
April 28. Lord Southwell: Mr. Heylin has promised him to make an oval tureen, the image pattern, and to be done in 6 weeks without fail. Think of the Chinese head for Mr. Weatherby.
April 28. Lord Southwell: Mr. Heylin has promised him to create an oval tureen, with the design being the image pattern, and to have it completed in 6 weeks without fail. Consider the Chinese head for Mr. Weatherby.
May 4. Mr. Vanderkist: an enamelled partridge coffee-pot, 9s. Mr. White: 1 imag’d cup and 7 sprig’d chocolates. What is meant by 36 white men with salt-boxes? Mr. Hunter desires to have some mustard ladles as the cream ladles, only small boles and long handles; 6 enamelled roses; 2 pr. green leaf candlesticks; 4 white leaf candlesticks.
May 4. Mr. Vanderkist: an enamel partridge coffee pot, 9s. Mr. White: 1 decorated cup and 7 chocolate sprigs. What does 36 white men with salt boxes mean? Mr. Hunter wants some mustard ladles like the cream ladles, just smaller bowls and longer handles; 6 enamel roses; 2 pairs of green leaf candlesticks; 4 white leaf candlesticks.
Mr. Kentish: mandrill coffee-pot.
Mr. Kentish: mandrill coffee maker.
Mr. Fogg: 2 swans, wings open.
Mr. Fogg: 2 swans, wings spread.
Mrs. Whitfield to have 1 pr. white branch candlesticks. Mr. Williams, 1 pr. sporters; 1 enamelled pero, 6s. 1 shepherd, imperial, 7s.; 1 shepherdess, 9s.
Mrs. Whitfield to have 1 pair of white branch candlesticks. Mr. Williams, 1 pair of sporters; 1 enamelled pero, 6. 1 shepherd, imperial, 7.; 1 shepherdess, 9.
May 7. Quy. whether any Windsor bricks were received at the glass house, which is charged to the porcelain compy.
May 7. Quy. Did we get any Windsor bricks delivered to the glass house, which is billed to the porcelain company?
Paid Mr. Heylin, Minshull’s draft, £10 10s. 0d. J. B. paid Sir Joseph Hankey for Messrs. Weatherby and Crowther, £348 18s. 0d.
Paid Mr. Heylin, Minshull’s draft, £10 10s. 0d. J. B. paid Sir Joseph Hankey for Messrs. Weatherby and Crowther, £348 18s. 0d.
Mr. Fahy: 1 pr. of the new shepherd and compn.; 1 pr. Dutch dancers, 9s.; 1 gentleman and lady, 18s.; 1 cook, 7s.; 1 boy and girl, 12s.; 1 Paris cries, 6s.; 1 woman with chicken, 7s.
Mr. Fahy: 1 pair of the new shepherd and company; 1 pair of Dutch dancers, 9s; 1 gentleman and lady, 18s; 1 cook, 7s; 1 boy and girl, 12s; 1 Paris cries, 6s; 1 woman with chicken, 7s.
[210]
[210]
Whether any bucks is wanted? There was 5 pair sent down, and only 1 pair came back.
Whether any bucks are needed? Five pairs were sent down, and only one pair came back.
Send down what does there is in town, and send down the Bow books.
Send down whatever is happening in town, and send down the Bow books.
May 28. Patterns received from Lady Cavendish: a Japan octogon cup and saucer, lady pattern; a rib’d and scollop’d cup and saucer, image pattern; a basket bordered dysart plate; a Japan bread and butter plate.
May 28. Patterns received from Lady Cavendish: a Japanese octagon cup and saucer, lady pattern; a ribbed and scalloped cup and saucer, image pattern; a basket-bordered Dysart plate; a Japanese bread and butter plate.
Mr. Williams: 12 setts blue teas, at 2s. 10d.; a sett compleat of the second printed teas.
Mr. Williams: 12 sets of blue teas, at 2s. 10d.; a complete set of the second printed teas.
May 15. Recd. a pair of birds on pedestals, to be painted for Mr. Legg, corner of Birchen lane.
May 15. Received a pair of birds on pedestals, to be painted for Mr. Legg, corner of Birchen Lane.
Lady Stairs: a compleat sett Dresden sprig, the canister top; parteridge octogon plates.
Lady Stairs: a complete set of Dresden sprig, the canister lid; partridge octagon plates.
Mrs. Whitfield to have 1 pr. white biscuit candlesticks.
Mrs. Whitfield to have 1 pair of white biscuit candlesticks.
May 20. Duchess of Leeds: 2 square enamd. and sprig’d desst. 15s.; 1 blue dolphin-pickle stand, 5s.; 1 white basin and cover, 3s.; the Duke of Argyle’s acct., £20 5s. 0d.
May 20. Duchess of Leeds: 2 square enameled dishes and a sprigged dessert, £15; 1 blue dolphin pickle stand, £5; 1 white basin and cover, £3; the Duke of Argyle’s account, £20 5s. 0d.
The Duchess of Portland’s acct. to be made out, and wait on the steward, Mr. Guidon, in Privy Gardens, Whitehall, and will be paid when her ladyship returns.
The Duchess of Portland’s account needs to be settled, and she'll see the steward, Mr. Guidon, in the Privy Gardens at Whitehall, and payment will be made when she returns.
June 18. Mr. Fogg: 1 pint printed mug, 5s.; 1 half-pint do., 3s. 6d.; 1 fine plate, 4s.; 1 partridge handd. cup and saucer, 3s. 6d. Allowed Mr. Fogg. In a Pero’s broken hat, 1s. (Pierrot); in two Turks 3s.; octogon dysart partridge plate, 3s. 6d. Mr. Fogg to know the price of the best cock plates; 4 pair rib’d boats, at 4s., good; 2 pr. small imaged boats and plates; 6 squirrels; butter tubs; 2 small dragon milk-pots; 2 do., a little larger; 1 dragon sugar dish.
June 18. Mr. Fogg: 1 pint printed mug, 5s.; 1 half-pint one, 3s. 6d.; 1 fine plate, 4s.; 1 partridge handled cup and saucer, 3s. 6d. Allowed for Mr. Fogg. In a Pierrot's broken hat, 1s.; in two Turks, 3s.; octagon dysart partridge plate, 3s. 6d. Mr. Fogg to find out the price of the best cock plates; 4 pairs of ribbed bowls, at 4s., good; 2 pairs of small patterned bowls and plates; 6 squirrels; butter tubs; 2 small dragon milk-pots; 2 a little larger; 1 dragon sugar dish.
Mr. Morgan lent me a leaf for the roses; 4 vauses; 1 pair Minervas of each size.
Mr. Morgan lent me a sheet for the roses; 4 vases; 1 pair of Minervas in each size.
2 double dozn. of lase and 2 double doz. dysart rose pattern knife handles; to be mounted and sent in Baxter’s parcel.
2 double dozen of lace and 2 double dozen of Dysart rose pattern knife handles; to be mounted and sent in Baxter’s package.
July 24. Mr. Fogg to have 1 pair of coloured squirrels.
July 24. Mr. Fogg to get 1 pair of colorful squirrels.
The knife-handles; how many sold of Dresden flowers; and to have a double dozn. mounted.
The knife handles; how many sold of Dresden flowers; and to get a dozen mounted.
Has Mrs. Bernardeau had what she ordered of the wheatsheaf?
Has Mrs. Bernardeau received what she ordered from the wheatsheaf?
To buy a partridge either alive or dead.
To buy a partridge, whether it's alive or dead.
To bring down the Chelsea cabbage leaves and bason.
To take down the Chelsea cabbage leaves and basin.
Recd. and gave Mr. Beswick receipt for £107 12s. 0d. in full to Sept. 1755, for Weatherby and Crowther. J. B.
Recd. and gave Mr. Beswick a receipt for £107 12s. 0d. in full to Sept. 1755, for Weatherby and Crowther. J. B.
Mr. Coleman: harliquin, columbine, and Pero (Pierrot). 1 small sprig’d round teapot.
Mr. Coleman: harlequin, columbine, and Pierrot. 1 small sprigged round teapot.
Goats, swans, and every other sorts of toys to be sent in Baxter’s order, flatt drawers to be made on purpose, and each kept separate.
Goats, swans, and all kinds of toys to be sent in Baxter’s order, flat drawers to be made specifically for this purpose, with each item kept separate.
A plate of the Princess Wales’ pattern, good.
A plate featuring the Princess Wales design, nice.
Aug. 30. Paid Mr. Heylin’s draft on Mr. Crowther for £13, and charged Mr. Crowther’s cash acct. with it: quy. how is Mr. Heylin made Dr. and J. C. Creditor?
Aug. 30. Paid Mr. Heylin’s draft on Mr. Crowther for £13 and charged Mr. Crowther’s cash account with it: question, how is Mr. Heylin a debtor and J. C. a creditor?
Nov. 29. J. Bowcocke borrowed of Mr. Crowther for Bow £30.
Nov. 29. J. Bowcocke borrowed £30 from Mr. Crowther for Bow.
Mr. Fogg: caudle-cups, white sprig’d and saucers; 3 pr. image cream ewers, full blue; 4 white leaf candlesticks, 2s. 3d.; 1 set large sprig’d teas, handled; 2 pr. rib’d boats, at 4s. 6d.; 1 sprig’d tea pot, 4s., good.
Mr. Fogg: caudle cups with white designs and saucers; 3 pairs; cream pitchers, all in blue; 4 white leaf candlesticks, 2s. 3d.; 1 set of large patterned teacups with handles; 2 pairs of ribbed boats, at 4s. 6d.; 1 patterned teapot, 4s., good quality.
Patterns received from Lady Cavendish; a Japan octogon cup and saucer, lady pattern; a rib’d and scollop’d cup and saucer; a basket bordered dysart plate; a Japan bread and butter plate. To be returned in a month, May 28th, 1756.’
Patterns received from Lady Cavendish; a Japanese octagon cup and saucer, lady pattern; a ribbed and scalloped cup and saucer; a basket-bordered Dysart plate; a Japanese bread and butter plate. To be returned in a month, May 28th, 1756.
“On analyzing these memoranda, although they are but imperfect and necessarily curt, being written only for the writer’s guidance, we are made acquainted with many facts not before disclosed; for example—it has never been suggested that printed china was produced at Bow, yet it is evident that china was decorated with transfer engravings as early as the year 1756, as appears from the following entries:—
“By looking at these notes, even though they are incomplete and necessarily brief, meant only for the writer’s reference, we learn many facts that were previously unknown; for instance—it has never been proposed that printed china was made at Bow, yet it is clear that china was decorated with transfer engravings as early as 1756, as shown by the following entries:—
“‘One pint printed mug, One half-pint, do., A sett compleat of the second printed teas.’
“‘One pint printed mug, One half-pint, same, A complete set of the second printed teas.’”
[211]
[211]
“The patent which Messrs. Sadler and Green, of Liverpool, proposed taking out as inventors of the process is dated 1756, but they had brought the art to perfection several years before, and had kept it a profound secret. Transfer printing on enamel was in vogue at Battersea before 1755, and the process would be the same on china as enamel. Horace Walpole, writing to Richard Bentley in Sept. 1755, says, ‘I send you a trifling snuff-box, only as a sample of the new manufacture at Battersea, which is done with copper-plates.’ Mr. Binns, of Worcester, has a Battersea enamel watch-case with the tea-party from the same plate as the impressions on china. The Liverpool Guide of 1799 says ‘copper-plate printing upon china and earthenware originated here in 1752, and remained some time a secret with the inventors, Messrs. Sadler and Green. The manner in which this continues to be done here, remains still unrivalled in perfection. As late as 1783, Wedgwood constantly sent his ware to Liverpool to be printed.’
“The patent that Messrs. Sadler and Green from Liverpool proposed to take out as inventors of the process is dated 1756, but they had perfected the art several years earlier and had kept it a closely guarded secret. Transfer printing on enamel was popular at Battersea before 1755, and the process would be the same for china as it is for enamel. Horace Walpole wrote to Richard Bentley in September 1755, saying, ‘I’m sending you a simple snuffbox, just as a sample of the new manufacturing at Battersea, which is done with copper plates.’ Mr. Binns from Worcester possesses a Battersea enamel watch case featuring the tea party from the same plate as the prints on china. The Liverpool Guide of 1799 states that ‘copper-plate printing on china and earthenware started here in 1752 and remained a secret for some time with the inventors, Messrs. Sadler and Green. The way this is still done here remains unmatched in quality. Even as late as 1783, Wedgwood regularly sent his wares to Liverpool to be printed.’”
“The proprietors of the Bow works availed themselves of assistance by occasionally sending their china to Liverpool to be printed.[70] All the pieces decorated with transfer engravings, have, without discrimination, been erroneously assigned to Worcester, owing to the want of a thorough investigation of the quality of the body.
“The owners of the Bow works took advantage of help by sometimes sending their china to Liverpool to be printed.[70] All the pieces decorated with transfer engravings have, without exception, been incorrectly attributed to Worcester due to the lack of a detailed examination of the quality of the material.”
“Lady Charlotte Schreiber has a teapot with a transfer portrait of the ‘Prussian Hero,’ the handle and spout ornamented in relief with the enamelled flowers peculiar to Bow; a bowl with prints of the well-known tea-party, and garden-scenes; and two plates, part of ‘a sett of the second printed teas,’ before alluded to, with poultry and leaves. All these are undoubtedly of Bow body, probably decorated at Liverpool.
“Lady Charlotte Schreiber has a teapot featuring a transfer portrait of the 'Prussian Hero,' with the handle and spout decorated in relief with the colored flowers typical of Bow; a bowl with images of the famous tea-party and garden scenes; and two plates, part of 'a set of the second printed teas' mentioned earlier, showcasing poultry and leaves. All of these are definitely made of Bow porcelain, likely decorated in Liverpool.”
“Large quantities of blue-painted ware issued from the Bow works, and there are frequent allusions to them in the order-book, for cheap services. On examining the blue pieces, which can be safely assigned to Bow from the nature of the body, there is a peculiarity in the glaze which arises in this way: blue being at that time the only colour that would bear the intense heat of the kiln (au grand feu), it is always painted on the biscuit before being dipped in the glaze; consequently portions, however slight, are apt, while the glaze is in a fluid state, to spread over the surface, giving it a blue tinge, especially on large surfaces; the other colours, as well as the gold, are painted over the glaze, and set in a kiln of lower[212] temperature, called the reverberatory or muffle kiln. Hence the blue, being under the glaze, is imperishable, but the other colours, from frequent use, get rubbed off.
“Large amounts of blue-painted pottery came from the Bow works, and there are many mentions of them in the order book for inexpensive items. When examining the blue pieces, which can be confidently attributed to Bow because of the material, there's a unique feature in the glaze that occurs because at that time, blue was the only color that could withstand the extreme heat of the kiln (au grand feu). It is always painted on the unglazed pottery before being dipped in the glaze; as a result, small areas can easily spread a blue tint over the surface while the glaze is still liquid, especially on larger surfaces. Other colors, as well as gold, are painted over the glaze and fired in a lower-temperature kiln, known as the reverberatory or muffle kiln. Therefore, the blue, being under the glaze, remains intact, while the other colors wear off with frequent use.”
“We find in the order-book the blue Newark pattern; blue dolphin pickle-stand; ‘setts of blue teas.’ A dinner-service was ordered to be ‘blue and pale as you please,’ &c.
“We find in the order book the blue Newark pattern; blue dolphin pickle stand; ‘sets of blue tea.’ A dinner service was ordered to be ‘blue and light as you like,’ etc."
“Among the patterns noticed in the same book are white bud sprigs, sprigged tea sets, and Dresden sprigs; partridge services, imaged services, and dragon services, were in great demand; Chelsea cabbage leaf, the lady pattern, and the Princess of Wales’s pattern, white men with salt boxes, mugs painted to the fine landscape pattern, &c.
“Among the patterns noted in the same book are white bud sprigs, sprigged tea sets, and Dresden sprigs; partridge services, imaged services, and dragon services were in high demand; Chelsea cabbage leaf, the lady pattern, and the Princess of Wales’s pattern, white men with salt boxes, mugs decorated with the fine landscape pattern, etc.”
“Of the figures and groups, only a few are mentioned, such as Minerva of two sizes, Flora, imperial shepherd and shepherdess, the new shepherd and its companion, Cupid, gentleman and lady, boy and girl, fluter, fiddler, harlequin, columbine, and pierrot or clown, tambourine-player, sportsman, cook, Dutch dancer, woman with chicken, Turk and companion, female figure, birds on pedestals, swans, boars, squirrels, buck and doe, goat, and toys of all sorts.
“Among the figures and groups, only a few are highlighted, like Minerva in two sizes, Flora, the royal shepherd and shepherdess, the new shepherd and his companion, Cupid, a gentleman and lady, a boy and girl, a flutist, a fiddler, a harlequin, a columbine, and a clown or pierrot, a tambourine player, a sportsman, a cook, a Dutch dancer, a woman with a chicken, a Turk and his companion, a female figure, birds on pedestals, swans, wild boars, squirrels, a buck and doe, a goat, and all kinds of toys.
“These short notices of Bow figures, although far from being important examples, will remind many of our readers of similar pieces which have been classed as Chelsea.
“These brief descriptions of Bow figures, while not significant examples, will remind many of our readers of similar pieces that have been categorized as Chelsea.”
“We may also refer to the pair of white china figures of Woodward the actor, and Mrs. Clive, in the costumes as given in Bell’s ‘Collection of Plays.’ A pair of these in the white Bow china, exquisitely modelled and finished, bear the date 1758 stamped in the clay: they are in the possession of a lady whose family has retained them ever since they came from the factory.
“We can also mention the pair of white china figures of Woodward the actor and Mrs. Clive, dressed in the costumes shown in Bell’s ‘Collection of Plays.’ A pair of these, made of white Bow china and beautifully crafted, has the date 1758 stamped in the clay. They belong to a lady whose family has kept them ever since they left the factory.”
“Memorandum-book of John Bowcocke for 1758.
“Memorandum book of John Bowcocke for 1758.
“There is very little to interest us in this book. Bowcocke was at Dublin for the first eight months, receiving consignments of glass and china from the works, which were sold principally by auction. The money taken was remitted weekly to the company.
“There is very little to interest us in this book. Bowcocke was in Dublin for the first eight months, receiving shipments of glass and china from the factories, which were primarily sold at auction. The proceeds were sent to the company on a weekly basis."
“‘Feb. 9, 1758. Dublin. I went to see Sheridan, in Hamlet.
“‘Feb. 9, 1758. Dublin. I went to see Sheridan in Hamlet.
April 19. Lady Freik shew’d me two tureens she brought from France, moulded from a full-grown cabbage. (A sketch is given.)
April 19. Lady Freik showed me two tureens she brought from France, shaped like a full-grown cabbage. (A sketch is provided.)
Aug. 22. At Nottingham. Called on Mr. Rigley; he says he was used ill about some figure Thorpe sent, not to order, and has done.
Aug. 22. At Nottingham. Visited Mr. Rigley; he said he was treated poorly regarding a figure Thorpe sent without an order, and he has had enough.
Sept. 24. At Bow. Went to hear Mr. John Crowther preach his first sermon.
Sept. 24. At Bow. I went to hear Mr. John Crowther give his first sermon.
Oct. 16. Bought a china figure for Mrs. McNally, 4s.
Oct. 16. Bought a china figurine for Mrs. McNally, 4s.
Painting do., 1s. 3d.
Painting £1.03
Treating Mrs. McNally, wine, 1s.
Treating Mrs. McNally, wine, 1$.
[213]
[213]
Went to see her home from the play, 1s.; purl, 2d.
Went to see her home from the play, 1shilling.; purl, 2pence.
(This lady was a good customer of the firm: on referring to the cash-book, we find she paid, on Oct. 16th, £18 13s. 9d.)
(This lady was a good customer of the firm: on referring to the cash book, we see she paid, on Oct. 16th, £18 13s. 9d.)
Nov. 27. At Bow. Observed in the burning of the bisquit ware that dishes and plates should be burnt in new cases, and only one in each case, as when two are burnt in one another it is certain that one is always bad.
Nov. 27. At Bow. I noticed during the firing of the biscuit ware that dishes and plates should be fired in new cases, with only one in each case. If two are fired together, one will always end up being ruined.
All handled chocolates and coffees and handled teas to be burnt with covers.
All chocolate, coffee, and tea that has been handled should be burned with their covers on.
Dec. 26. Dined with Mr. H. Frye and family at Stratford.’
Dec. 26. Had dinner with Mr. H. Frye and his family in Stratford.
“In the front of this book is a note in pencil, written in 1866, stating that—
“In the front of this book is a note in pencil, written in 1866, stating that—
“‘One hundred years since, John Bowcocke died, Tuesday, Feb. 26th, 1765, at 6 o’clock in the evening, of lockjaw. He was brother to William Bowcocke, of Chester, painter, my mother’s father.—Thos. Bailey.’
“‘One hundred years ago, John Bowcocke passed away on Tuesday, Feb. 26th, 1765, at 6 o’clock in the evening, from lockjaw. He was the brother of William Bowcocke, a painter from Chester, who was my mother's father.—Thomas Bailey.’”
“In the same collection are two books of pencil sketches by a French artist named De la Cour, of plants, trees, festoons of flowers, rococo scrolls, cane handles, frames, chimney-pieces, landscapes (among which is a view of London), figures, single figures for statuettes, &c. Another book contains coloured engravings by Martin Engelbrecht, of Nuremberg, of a great variety of subjects suitable for painting on china: costumes of various nations, ladies and gentlemen splendidly attired, shepherds and shepherdesses, garden scenes and summer-houses, palaces, birds, animals and insects, hunting scenes, musicians, Chinese figures and scenery, interlaced ornaments, &c. A fourth book, published by Edwards and Darley, 1754, consists of engraved subjects,—Chinese interiors, vases, figures, pagodas, bridges, animals, exotic birds, insects, &c. The Chinese designs are mixed up with rococo scrolls and other ornamental work.”
“In the same collection are two books of pencil sketches by a French artist named De la Cour, featuring plants, trees, floral decorations, rococo scrolls, cane handles, frames, fireplace designs, landscapes (including a view of London), figures, and individual figures for statuettes, etc. Another book contains colored engravings by Martin Engelbrecht from Nuremberg, showcasing a wide variety of subjects suitable for painting on china: costumes from different countries, ladies and gentlemen in elegant attire, shepherds and shepherdesses, garden scenes and summer houses, palaces, birds, animals, and insects, hunting scenes, musicians, Chinese figures and landscapes, interlaced ornaments, etc. A fourth book, published by Edwards and Darley in 1754, consists of engraved subjects—Chinese interiors, vases, figures, pagodas, bridges, animals, exotic birds, insects, etc. The Chinese designs are combined with rococo scrolls and other decorative work.”
Enough will have been gleaned from the foregoing regarding the various productions of the Bow Works. One or two noted examples, however, require to be specially named, as being usually associated in the minds of collectors with this manufactory. One of these is a well-known small goat milk-jug which was formerly always attributed to Bow. It bears a bee in relief under the spout which was supposed to be allegorical of the initial B of Bow. Some examples, however, are without the bee. They are occasionally marked with a simple triangle, which, however, has been shown to have been occasionally used at Chelsea; and that the goat jugs were also there made.[71]
Enough has been gathered from the previous discussion regarding the various products of the Bow Works. One or two notable examples, however, need to be specifically mentioned as they are commonly associated with this manufacturer among collectors. One of these is a famous small goat milk jug that was always attributed to Bow. It features a bee in relief under the spout, which was thought to symbolize the initial B of Bow. Some examples, however, do not have the bee. They are sometimes marked with a simple triangle, which has been shown to have occasionally been used at Chelsea, indicating that the goat jugs were also made there.[71]
The marks attributed to the Bow factory are numerous and varied; and some which are so ascribed have not, I believe, the[214] slightest connection with those works. The following are among the marks, said by one writer or other to belong to Bow, but some of them are very doubtful. Indeed, there is almost an absolute certainty that some of those ascribed to Bow, in reality belong to Chelsea and other places. Some of these marks are incised.
The marks associated with the Bow factory are many and diverse; and some that are labeled as such, in my opinion, have no connection to those works at all. The following are some of the marks that various writers claim belong to Bow, but many of them are quite questionable. In fact, it's almost certain that some of those attributed to Bow actually belong to Chelsea and other locations. Some of these marks are engraved.
Figs. 418 to 450.
Figs. 418–450.
Stratford.
The London Chronicle of 1755 contains the following paragraph: “Yesterday four persons, well skilled in the making of British china, were engaged for Scotland, where a new porcelain manufacture is going to be established in the manner of that now carried on at Chelsea, Stratford, and Bow.” From this it is evident that in 1755 a china manufactory, distinct from that at Bow, was carried on at this place. Nothing, however, is at present known as to its history.
The London Chronicle of 1755 contains the following paragraph: “Yesterday, four individuals who are experts in making British china were hired for Scotland, where a new porcelain factory is set to be established, similar to the ones that are currently operating at Chelsea, Stratford, and Bow.” From this, it’s clear that in 1755, a china factory, separate from the one at Bow, was in operation at this location. However, nothing is known about its history at this time.
Kentish Town.
In the middle of last century John Giles had a small establishment and kiln at Kentish Town, where he finished and burned china, &c., procured in the white from other manufactories. He[215] advertised “to procure and paint, for any person, Worcester porcelain to any or in any pattern;” and here vases and other articles, decorated by himself and by other artists and amateurs, were burned. An interesting reference to this kiln will be found in my account of the Bow china works on another page, where Thomas Craft, speaking of a bowl he had made, writing from memory in 1790, says “about the year 1760:” “I took it in a box to Kentish Town, and had it burned there in Mr. Gyles’s kiln, cost me 3s.” In 1771 Giles took premises in Cockspur Street, as a sale-room, &c. On the 9th of July in that year the lease of these premises was granted from “George Stubbs, of the parish of St. Margaret, Westmr., in the county of Middx., Esq.,“ to James Giles, of the parish of St. James, within the liberty of Westmr., in the said county of Middlx., china-man,” of “all that messuage or tenement and premises, lately called or known by the name of the Gun Tavern, in the parish of St. Martin-in-the-Fields, in the said county of Middx., situate and being on the north side of a street called Cockspur Street, leading from Pall Mall to Charing Cross, and lately in the tenure or occupation of Susannah Cannon, deceased, together with all ways,” &c., &c., for a term of 21 years, at an annual rental of £110. These premises were held from the Crown, on a longer lease, by Stubbs, so that this was a sub-letting to Giles, who had power to enter upon them on the above date, but to be free from rent until September 29th in consideration of any sums he might lay out in repairs, he covenanting to lay out in improvements and repairs £300, if requisite. The deed, in my own possession, bears the signature and seal of “Geo. Stubbs,” and the attesting signatures of “G. Stubbs. Jos. Mead, his Clerk.”
In the mid-20th century, John Giles ran a small factory and kiln in Kentish Town where he finished and fired china, sourced in white from other manufacturers. He advertised “to source and paint Worcester porcelain in any pattern for anyone,” and vases and other items, decorated by himself and other artists and amateurs, were fired here. An interesting mention of this kiln appears in my account of the Bow china works on another page, where Thomas Craft, reminiscing in 1790 about a bowl he made, says “about the year 1760: I took it in a box to Kentish Town and had it fired in Mr. Gyles’s kiln, which cost me 3s.” In 1771, Giles rented space in Cockspur Street to use as a showroom, etc. On July 9 of that year, a lease for these premises was granted from “George Stubbs, of the parish of St. Margaret, Westminster, in the county of Middlesex, Esq.,” to James Giles, of the parish of St. James, within the liberty of Westminster, in the same county, “china-man,” for “all that messuage or tenement and premises, lately known as the Gun Tavern, in the parish of St. Martin-in-the-Fields, in the county of Middlesex, situated on the north side of a street called Cockspur Street, leading from Pall Mall to Charing Cross, and recently occupied by Susannah Cannon, deceased, together with all ways,” etc., etc., for a term of 21 years, at an annual rent of £110. Stubbs held these premises from the Crown on a longer lease, so this was a sub-letting to Giles, who could take possession on the above date without paying rent until September 29th, in consideration of any amounts he might spend on repairs. He agreed to spend up to £300 on improvements and repairs if needed. The deed, which I have, includes the signature and seal of “Geo. Stubbs,” along with the witnessing signatures of “G. Stubbs. Jos. Mead, his Clerk.”
Giles appears to have become involved soon after this, and was assisted with loans and money and in other ways, by Duesbury, of the Derby china works. This is proved by papers in my own possession, amongst which are several notes of hand, as “Borrowed of Mr. Duesbury five guineas, which I promise to repay on demand. James Giles.” “Paid Mr. Heath a Bill on Mr. Giles, dated Feb. 20, at two months, value £120.” “April 1, James Giles’s note due 4th June, 1777, £50.” “May 29, Jas. Giles’s note due July 12, £50,” etc., etc. Ultimately Mr. Duesbury, on the failure of Giles, took to his stock and entire concern, and the original accounts, &c., connected with this are in my own possession. One of these, the balance-sheet of the estate for 1776–77, is very curious as showing some of the fashionable people with whom he did business:—
Giles seems to have gotten involved shortly after this, and he was supported with loans and money and in other ways by Duesbury from the Derby china works. This is backed up by documents I have, including several handwritten notes, such as “Borrowed five guineas from Mr. Duesbury, which I promise to repay on request. James Giles.” “Paid Mr. Heath a bill on Mr. Giles, dated Feb. 20, due in two months, for £120.” “April 1, James Giles’s note due June 4, 1777, for £50.” “May 29, Jas. Giles’s note due July 12, for £50,” and so on. Eventually, when Giles failed, Mr. Duesbury took over his stock and entire business, and I have all the original accounts, etc., related to this. One of these, the balance sheet for the estate for 1776–77, is very interesting as it shows some of the fashionable people with whom he conducted business:—
[216]
[216]
Jas. GILES’S ESTATE, Cr.
Jas. GILES'S ESTATE, Cr.
| 1776. | £ | s. | d. | |||
| May 4. | By | Miss Clarkson’s Bill | received | 3 | 8 | 6 |
| „ | Lord Palmerstone’s | do. | 0 | 14 | 6 | |
| 13. | „ | Coll. Twisleton’s | do. | 0 | 10 | 6 |
| 15. | „ | Lady Nuneham | do. | 2 | 14 | 6 |
| „ | „ | Lady Ailesford | do. | 0 | 15 | 0 |
| „ 28. | „ | Mrs. Nesbitt | do. | 0 | 10 | 6 |
| June 14. | „ | Duke of Bolton | do. | 3 | 4 | 0 |
| „ 17. | „ | Mr. Robt. Child | do. | 2 | 15 | 0 |
| „ 10. | „ | Mr. Duesbury | borrow’d | 5 | 5 | 0 |
| July 23. | „ | Ditto | do. | 5 | 5 | 0 |
| Aug. 17. | „ | Ditto | do. | 3 | 13 | 0 |
| 1777. | ||||||
| May 17. | „ | Mr. Buller | his Bill | 8 | 19 | 0 |
| „ 30. | „ | Dutchess of Ancaster | do. | 10 | 1 | 0 |
| June 14. | „ | Mrs. Stevens | do. | 0 | 11 | 6 |
| „ | „ | Mr. Cooper | do. | 0 | 9 | 0 |
| „ | „ | Mr. Kent | do. | 2 | 10 | 6 |
| July 12. | „ | Mr. Sheridan, on Acct. | 20 | 0 | 0 | |
| Sept. 8. | „ | Ditto, in full | 3 | 12 | 6 | |
| £74 | 19 | 0 |
Jas. GILES’S ESTATE, Dr.
Jas. GILES’S ESTATE, Dr.
| 1776. | £ | s. | d. | |
| May 11. | Jas. Steventon, assisting before, at and after the Auction at Squibs, 17 days at 3s. | 2 | 11 | 0 |
| „ | Saml. Sanders do., 10 days at 3s. | 1 | 10 | 0 |
| „ | Paid Cartage from Berwick Street | 0 | 4 | 0 |
| „ | Hay, paper, nails, &c. | 0 | 3 | 7 |
| 13. | Pd. ½ year’s rent to Mrs. Becket | 15 | 0 | 0 |
| June 5. | Steventon and Sanders, 14 days each at Sale King’s Head, Butcher Row, at 3s. each | 4 | 4 | 0 |
| „ | Paid Porterage | 0 | 2 | 0 |
| July 5. | Paid Mrs. Becket ½ year’s Rent in full | 15 | 0 | 0 |
| Aug. 28. | Bill for enamelling sundries to compleat Stock | 25 | 2 | 10 |
| 1778. | ||||
| April 30. | Paid Debt to Flight & Co. | 12 | 6 | 2 |
| „ | Cost of arrest to do. | 2 | 2 | 0 |
| „ | Paid Debt to Mr. Maiden | 0 | 7 | 6 |
| £78 | 13 | 1 |
[217]
[217]
The £25 2s. 10d. “for enamelling sundries to complete stock” was thus expended:—
The £25 2s. 10d. “for enameling supplies to complete stock” was thus spent:—
Acct. of Goods Enamel’d to compleat the Stock, and Deld. to Mr. Duesbury, Augt. 28th, 1776, by Js. Giles.
Acct. of Goods Enamelled to complete the Stock, and Delivered to Mr. Duesbury, August 28th, 1776, by Js. Giles.
| £ | s. | d. | ||
| 48 | Shank’d Tea Cups and Saucers, blue edge, at 8d. | 1 | 12 | 0 |
| 2 | Teapots 4s.; 2 Milkpots, 3s.; 2 Slop Basons, 3s.; do. | 0 | 10 | 0 |
| 2 | Sugar Boxes, 4s.; 2 large Plates, 4s.; 2 less do., 3s. | 0 | 11 | 0 |
| 2 | Teapot Stands, 2 Spoon Trays do. at 1s. | 0 | 4 | 0 |
| 12 | Plain Handle Teas, 12 Saucers do. at 8d. | 0 | 16 | 0 |
| 6 | Coffee Cups, 4s.; 2 Slop Basons, 4s.; 2 Sugar Boxes, 4s.; do. | 0 | 12 | 0 |
| 2 | Bread and Butter Plates, 3s.; 2 Teapots, 4s. | 0 | 7 | 0 |
| 12 | Handle Teas, 12 Saucers, 6 Coffee Cups, green edge, at 8d. | 1 | 0 | 0 |
| 1 | Slop Bason and 1 Sugar Box, do., at 2s. | 0 | 4 | 0 |
| 17 | Fluted Teas, 1 Coffee Cup, 1 Slop Bason, 1 Sugar Box, 1 Milk Pot, blue wreath | 1 | 11 | 6 |
| 24 | Handle Cups and Saucers, 6 Coffee Cups, and 1 Sugar Box, fruit and flowers and pea-green ground | 4 | 16 | 0 |
| 7 | Twig Handle Teas, 6 Coffee Cups, gold Dontell, at 1s. | 0 | 13 | 0 |
| 1 | Teapot, 1 Milkpot, do. | 0 | 5 | 0 |
| 12 | Plain Handle Cups and Saucers, for Breakfast, do. | 0 | 15 | 0 |
| 1 | Slop Bason, 1 Sugar Box, do. | 0 | 5 | 0 |
| 2 | Saucers, 1s.; and 1 Coffee Can, do. | 0 | 2 | 6 |
| 24 | New Ribb’d Handle Teas and Saucers, do., at 1s. | 1 | 4 | 0 |
| 1 | Teapot, 3s.; 1 Milkpot, 2s.; 1 Slop Bason, 2s. 6d.; 1 Sugar Box, 2s. 6d. | 0 | 10 | 0 |
| 1 | Stand, 1 Boat, 2s. 6d.; 1 large Plate, 2s. 6d.; 1 less, 2s. | 0 | 7 | 0 |
| 24 | Shank’d Handle Teas and Saucers, 1 Sugar Box, 1 Milkpot, green flower, &c. | 1 | 10 | 0 |
| 2 | Chocolates, 2 Saucers, flowers and brown edge | 0 | 4 | 0 |
| 1 | Coffee Cup, pink sprigs | 0 | 0 | 10 |
| 1 | Table Plate, French blue ring | 0 | 3 | 0 |
| 12 | Handle Teas, 12 Saucers, sky-blue and gold | 3 | 0 | 0 |
| 2 | Slop Basons, 9s.; 1 Teapot, 6s.; 1 Butter Tub and Cover do., 5s. | 1 | 0 | 0 |
| 18 | Desert Plates in large birds | 3 | 0 | 0 |
| £25 | 2 | 10 |
The “Debt to Flight & Co.,” and “Cost of Arrest to do.,” as entered under the date of April 30th, is thus explained:—
The “Debt to Flight & Co.,” and “Cost of Arrest to do.,” recorded on April 30th, is explained as follows:—
Thomas Flight and Robert Tabor
Against
James Giles.
Thomas Flight and Robert Tabor
Against
James Giles.
In the Common Pleas.
In the Common Pleas Court.
Hilary Vacation, 1778.
Hilary Vacation, 1778.
| To Debt as pr. Warrant | £12 | 6 | 2 |
| To Cost of Suit, &c. | 2 | 2 | 0 |
| £14 | 8 | 2 |
Received 30th April, 1778, of Mr. James Giles, the above-named Defendant, Fourteen Pounds, eight Shillings and 2d., for the purposes above mentioned.
Received 30th April, 1778, from Mr. James Giles, the above-named Defendant, Fourteen Pounds, eight Shillings and 2d., for the purposes above mentioned.
| Pr. Thomas Vere, | |
| £14 8s. 2d. | No. 15, Southampton Buildings. |
One of the assignees of James Giles was Mr. Wm. Randall, who died before Dec. 23, 1779. In the balance-sheet of his accounts, from May 7, 1776 (the date of assignment), to that date, are frequent entries of postage of letters from Worcester; and among the receipts are accounts from Lady Melbourne, Lady Warren, Paul Orchard, Esq., Mrs. Powis, — Kent, Esq., Lady Jersey, Dutchess Dowager of Leinster, etc. The account is as follows:—
One of the people assigned by James Giles was Mr. Wm. Randall, who passed away before December 23, 1779. In his account balance sheet, from May 7, 1776 (the date of assignment) to that date, there are regular entries for postage on letters from Worcester. Among the receipts are accounts from Lady Melbourne, Lady Warren, Paul Orchard, Esq., Mrs. Powis, Kent, Esq., Lady Jersey, Dutchess Dowager of Leinster, and others. The account is as follows:—
[218]
[218]
The Account of the late Mr. William Randall, as one of the Assignees of the Effects of the late Mr. Giles, from May ye 7th, 1776, to December ye 23rd, 1779.
The Account of the late Mr. William Randall, as one of the Assignees of the Assets of the late Mr. Giles, from May 7th, 1776, to December 23rd, 1779.
| Willm. Randall, Credr. | ||||
|---|---|---|---|---|
| 1776. | £ | s. | d. | |
| May 7. | For a year’s rent of Mr. Giles’ House, due at Xmas 1775, & paid to Mr. Stubbs | 110 | 0 | 0 |
| „ | For a Bill to Mr. Stubbs, Attorney | 5 | 13 | 9 |
| „ 31. | For a Quarter’s Rent paid to Do., due at Ladyday | 27 | 10 | 0 |
| June 26. | For a Letter from Worcester | 0 | 0 | 4 |
| „ 29. | For an half-year’s Interest of £200, due April ye 4th, upon Bond, to Mrs. Twiss | 5 | 0 | 0 |
| Aug. 21. | For a Bill to Mr. Sheppard, Attorney | 21 | 18 | 6 |
| For a Letter fm Worcester | 0 | 0 | 4 | |
| „ 23. | For a Quarter’s Rent, due at Midsummer, paid to Mr. Stubbs | 27 | 10 | 0 |
| Nov. 16. | For Do. „ due at Michaelmas | 27 | 10 | 0 |
| 1777. | ||||
| Jan. 15. | For an half-year’s Interest, due Oct. 4th, 1776, to Mrs. Twiss | 5 | 0 | 0 |
| „ 29. | For a Letter fm Worcester | 0 | 0 | 4 |
| Dec. 13. | For a Year’s Rent, due at Michaelmas, and paid to Mr. Stubbs | 110 | 0 | 0 |
| 1778. | ||||
| Dec. 28. | For Do. „ due at Do. | 110 | 0 | 0 |
| 1779. | ||||
| For a Letter from Worcester | 0 | 0 | 4 | |
| Dec. 23. | For a Year’s Rent, due at Michaelmas, to Mr. Stubbs | 110 | 0 | 0 |
| Per Con: Dr. | ||||
| 1776. | £ | s. | d. | |
| May 7. | For cash recd. of Messrs. Stubbs—Shop Account | 42 | 6 | 6 |
| „ 8. | For Do. „ of Lady Warren Do. | 11 | 7 | 0 |
| „ 9. | For Do. „ of Paul Orchard, Esq. Do. 10 10 0 | |||
| Deducted for China broken 0 10 6 | ||||
| 9 | 19 | 6 | ||
| „ 20. | For Do. „ of Mrs. Powis Do. | 15 | 4 | 0 |
| „ 23. | For Do. „ of — Kent, Esq. Do. | 2 | 10 | 0 |
| — | For Do. „ of Lady Melbourne Do. | 15 | 1 | 0 |
| „ 31. | For Do. „ of Mr. Harris, for a Quarter’s Rent of the House late Mr. Giles’, due at Ladyday | 35 | 0 | 0 |
| June 11. | For Do. „ of Lady Jersey—Shop Account | 2 | 14 | 0 |
| Nov. 16. | For Do. „ of Mr. Harris, for an half-year’s Rent due at Michaelmas | 70 | 0 | |
| Dec. 7. | For Do. „ of the Dutchess Dowager of Leinster, Shop Account | 32 | 13 | 6 |
| 1777. | ||||
| June 17. | For Do. „ of Mr. Tho: Jones Do. | 0 | 8 | 6 |
| Dec. 13. | For Do. „ of Mr. Harris, for a Year’s Rent, due at Michaelmas | 140 | 0 | 0 |
| 1778. | ||||
| Dec. 28. | For Do. „ of Do. „ „ due at Do. | 140 | 0 | 0 |
| 1779. | ||||
| Dec. 23. | For Do. „ of Do. „ „ due at Do. | 140 | 0 | 0 |
[219]
[219]
Euston Road.
In 1860 Messrs. W. and T. Wills, sculptors, having turned their attention to the production of works of art in terra-cotta, commenced the manufacture at this place. The works produced consist of vases, figures and groups of figures, busts, &c., of a size and character for drawing-room use. The subjects are principally mythological, and are admirably modelled—each piece sent out receiving its finishing touches from the artist’s own hands. In colour, Messrs. Wills’ terra-cottas are a delicate pink and deep rich red. Their names are marked on each piece.
In 1860, W. and T. Wills, sculptors, shifted their focus to creating art in terra-cotta and started manufacturing at this location. The works created include vases, figures, groups of figures, busts, etc., designed for use in drawing rooms. The subjects are mainly mythological and are beautifully crafted—each piece is finished by the artist’s own hands. In terms of color, Wills’ terra-cottas are a soft pink and a deep, rich red. Their names are marked on each piece.
Oxford Street.
Among London establishments who, from a long and intimate connection with some of the more eminent of our porcelain works, may almost be considered to be manufacturers, are the following. To these firms the world owes many of the most striking and beautiful of ceramic productions. These have been designed by the firms themselves, and made specially for them; they thus become literally their own productions.
Among London companies that, due to a long and close relationship with some of the leading porcelain factories, can almost be regarded as manufacturers, are the following. The world owes many of the most striking and beautiful ceramic creations to these firms. These pieces have been designed by the companies themselves and made specifically for them; thus, they essentially become their own creations.
Mortlocks; Oxford Street.—This house was established in 1746, by John Mortlock, and has been uninterruptedly continued since that date through five generations, in direct line, of the same family; its head at the present time being, as it was more than one hundred and fifty years ago, a John Mortlock. In the palmy days of the old Rockingham works, John Mortlock was London agent for the goods made there. One speciality of these works, the “Cadogan” teapot, formed on the model of an example of Indian green ware brought from abroad by the Marquess and Marchioness of Rockingham, or the Hon. Mrs. Cadogan, was the means of adding largely to his connection with these works. The first of these was made for the Marchioness of Rockingham; and when the Prince Regent, afterwards George IV., visited Wentworth House, the seat of Earl Fitzwilliam, these teapots were then in use, and were much admired; the prince, who was a great connoisseur in tea, I believe, bringing one of them away with him. On the return of the prince and his suite to town, inquiries were made for them of John Mortlock, who supplied the palace with china, &c. He at once saw that they would come into great repute, and ordered a large quantity, stipulating[220] that his name, MORTLOCK, should be stamped upon them. This was done in place of the word ROCKINGHAM, and they thus passed as Mortlock’s own make; he ordered at one time as much as £900 worth for one season’s consumption. (See “Rockingham Works.”)
Mortlocks; Oxford Street.—This shop was founded in 1746 by John Mortlock and has been continuously run by his family for five generations since then. Currently, the head of the family is also named John Mortlock, just like it was over a hundred and fifty years ago. During the heyday of the old Rockingham works, John Mortlock served as London's agent for the goods produced there. One standout product from these works was the “Cadogan” teapot, modeled after an example of Indian green ware that the Marquess and Marchioness of Rockingham, or the Hon. Mrs. Cadogan, brought back from overseas. This teapot significantly expanded his business with these works. The first one was made for the Marchioness of Rockingham, and when the Prince Regent, later known as George IV, visited Wentworth House, the residence of Earl Fitzwilliam, these teapots were in use and received a lot of admiration. The prince, a well-known tea connoisseur, even took one of them with him. When the prince and his entourage returned to the city, they inquired about the teapots from John Mortlock, who supplied the palace with china and other items. He quickly recognized their potential for popularity and ordered a large quantity, insisting that his name, MORTLOCK, be stamped on them. This replaced the word ROCKINGHAM, allowing them to be sold as Mortlock’s own creations; at one point, he ordered as much as £900 worth for a single season. (See “Rockingham Works.”)
When the Nantgarw works were first started, Mr. Mortlock became a large purchaser as well as agent. He regularly took a large quantity of the ware in the white; this he had painted in London, by Webster, Randall, and various other artists, and fired at the enamel kiln of Messrs. Robins and Randall, in Spa Fields. At this time Mortlock was also agent to the Coalport and Swansea works; and Mr. Nore, of Coalport, feeling a jealousy, and finding that the sale of the Swansea and Nantgarw productions interfered with his own, bought up those two concerns, removed their models, &c., to Coalport, and closed them. The firm still retain an agency for Coalport, and also for Messrs. Minton & Co. Mr. Mortlock has special marks for some of the Coalport productions prepared from his designs.
When the Nantgarw works first began, Mr. Mortlock became a major buyer and agent. He regularly purchased a large amount of the unglazed ware, which he had painted in London by artists like Webster, Randall, and others, then fired at the enamel kiln of Messrs. Robins and Randall in Spa Fields. At this time, Mortlock was also the agent for the Coalport and Swansea works. Mr. Nore from Coalport felt jealous and, seeing that the sales of Swansea and Nantgarw products were affecting his own, he bought both companies, moved their models, and shut them down. The firm still has an agency for Coalport, as well as for Messrs. Minton & Co. Mr. Mortlock has special marks for some of the Coalport products made from his designs.
Hoxton.
In 1693 there was “a famous brick-moulder at Hoxton.” Some very interesting particulars are given by Houghton, in his “Husbandry and Trade Improved,” 1693.
In 1693, there was “a well-known brick moulder in Hoxton.” Houghton provides some very interesting details in his “Husbandry and Trade Improved,” 1693.
Hammersmith.
Houghton, in 1693, thus alludes to the brick works at this place: “Some can make fourteen or 15,000 in a day, some 18,000; but Nicholas Gooding, of Hammersmith, for a wager of 10l., made in one day 22,000 bricks, upon which Sir Nicholas Crisp assisted him to set up, and he is now living at Hammersmith, and worth several thousand pounds. His master’s name was Gosling, who had three men whom he often encouraged to wagers.”
Houghton, in 1693, mentions the brickworks in this area: “Some can produce 14,000 or 15,000 in a day, and some can make 18,000; but Nicholas Gooding, from Hammersmith, for a bet of £10, made 22,000 bricks in a single day, with help from Sir Nicholas Crisp to set them up. He still lives in Hammersmith and is worth several thousand pounds. His employer was Gosling, who had three men he often encouraged to take bets.”
[221]
[221]
CHAPTER VIII.
Worcester—Royal Porcelain Works—Dr. Wall—Warmstrey House and its Owners—The Porcelain Company—Early Marks—Transfer Printing—King of Prussia Mug—Josiah Holdship—Poem—Robert Hancock—Richard Holdship—Derby China Works—Caughley—Flight and Barr—Chamberlain—Kerr and Binns—R. W. Binns—Productions of the Works—Royal Services—Tokens—Royal China Works—Grainger and Lee—Productions—St. John’s Encaustic Tiles—Rainbow Hill Tileries—St. George’s Pottery Works—Rustic Terra-Cotta—Stourbridge—The Lye Works—Stourbridge Clay.
Worcester—Royal Porcelain Works—Dr. Wall—Warmstrey House and its Owners—The Porcelain Company—Early Marks—Transfer Printing—King of Prussia Mug—Josiah Holdship—Poem—Robert Hancock—Richard Holdship—Derby China Works—Caughley—Flight and Barr—Chamberlain—Kerr and Binns—R. W. Binns—Productions of the Works—Royal Services—Tokens—Royal China Works—Grainger and Lee—Productions—St. John’s Encaustic Tiles—Rainbow Hill Tileries—St. George’s Pottery Works—Rustic Terra-Cotta—Stourbridge—The Lye Works—Stourbridge Clay.
Worcester—The Royal Porcelain Works.
There are three things for which the “faithful city” of Worcester, so celebrated in history for its loyalty, is at the present day especially famous. These are its porcelain, its gloves, and its sauce. For who has not drunk out of or seen “Worcester china,” worn “Dent’s gloves,” or tasted “Lea and Perrin’s Worcestershire sauce”? These three are things which are identified with its name wherever Worcester is heard of, and, in the minds of some people, take precedence of its glorious cathedral, its tomb of King John, or its exquisitely beautiful shrine of Prince Arthur. With the first of these only I have now to do, and its history is one of great interest, as connected with that of the general porcelain manufacture of the kingdom.
There are three things that the "faithful city" of Worcester, known for its loyalty throughout history, is especially famous for today. These are its porcelain, its gloves, and its sauce. Who hasn’t drunk from or seen “Worcester china,” worn “Dent’s gloves,” or tasted “Lea and Perrin’s Worcestershire sauce”? These three items are associated with its name wherever Worcester is mentioned and, for some people, overshadow its magnificent cathedral, the tomb of King John, or the stunning shrine of Prince Arthur. For now, I will focus only on the first of these, and its history is very interesting, as it relates to the overall porcelain manufacturing in the country.
At a time when foreign china was much sought after, when Fulham, Chelsea, Bow, and Derby were gradually working their way into favour, and gaining ground on their foreign rivals in the estimation of people of taste, Worcester was quietly experimentalising in the same direction, and gradually paving the way for the establishment of those works which have since become so great a benefit to it, and so great an honour to the country. Exactly in the middle of the last century these experiments were carried on, and the works were soon afterwards established, and rapidly grew into note. So rapidly, indeed, did the ware made at this manufactory come into repute, that in the year following the opening of the works[222] it was noticed in the Gentleman’s Magazine, and in 1763 was alluded to in the “Annual Register.”
At a time when foreign china was highly desired, when Fulham, Chelsea, Bow, and Derby were gradually becoming more popular and gaining favor over their foreign competitors among discerning consumers, Worcester was quietly experimenting in the same direction, laying the groundwork for the establishment of those factories that have since become a significant benefit to it and a great honor to the country. These experiments took place right in the middle of the last century, and the factories were soon set up, quickly gaining recognition. In fact, the products made at this factory became so well-regarded that just a year after the opening of the works[222], it was mentioned in the Gentleman’s Magazine, and in 1763, it was referenced in the “Annual Register.”

Fig. 451.—Portrait of Dr. Wall.
Fig. 451.—Portrait of Dr. Wall.
The “faithful city” was indebted for the establishment of its pottery to the exertions and scientific researches of Dr. John Wall, a physician of that city. The learned doctor was born at Powick, a village in Worcestershire, in the year 1708. His father was a tradesman in Worcester, of which city he served the office of mayor in 1703; he was descended from a good family in Herefordshire. Dr. Wall’s father dying while he was young, he was educated at the King’s School, Worcester, and in 1726 became a scholar at Worcester College, Oxford. Nine years later, at the age of twenty-seven, he became a fellow of Merton College. Having studied at Oxford and at St. Thomas’s Hospital, he in 1739 took his degree, and commenced practice in Worcester. He married Catherine Sandys, cousin to the first Lord Sandys. Dr. Wall, besides being a clever practitioner and an excellent chemist, was also an artist of great ability; he painted historical pictures with great judgment, and his conceptions were sometimes marked with considerable originality and grandeur. One of his principal pictures is that of the founder, &c., in the hall of Merton College, Oxford—a painting[72] he presented to that college in 1765. Of his other works, his “Brutus condemning his Sons,” “The Head of Pompey brought to Cæsar” (now at Hagley), “Regulus returning to Carthage,” “Queen Eleanor sucking the Poison from the Arm of Edward I.,” “Elijah fed by the Ravens,” “Moses striking the Rock,” “The School of Physic,” “The Shunamite’s Child restored,” and “The Head of St. John the Baptist,” are among the best. He also etched some remarkably clever plates,[223] and designed the stained-glass window in the bishop’s private chapel at Hartlebury, the “Presentation of Christ in the Temple,” a window at Oriel College, and others. Dr. Wall was also the author of several medical works, and was eminently instrumental in bringing the Malvern waters into public notice. He was also one of the most zealous supporters of the Worcestershire Infirmary.
The "faithful city" owed its pottery industry to the hard work and scientific research of Dr. John Wall, a physician from that city. Dr. Wall was born in 1708 in Powick, a village in Worcestershire. His father, a tradesman in Worcester, served as the mayor of the city in 1703 and came from a respectable family in Herefordshire. After the death of his father when he was young, Dr. Wall was educated at the King’s School in Worcester and became a scholar at Worcester College, Oxford, in 1726. Nine years later, at the age of twenty-seven, he became a fellow of Merton College. After studying at Oxford and St. Thomas’s Hospital, he earned his degree in 1739 and started practicing in Worcester. He married Catherine Sandys, a cousin of the first Lord Sandys. In addition to being a skilled practitioner and an excellent chemist, Dr. Wall was also a talented artist; he painted historical scenes with great skill, and some of his ideas were quite original and grand. One of his major works is a painting of the founder, etc., located in the hall of Merton College, Oxford, which he donated to the college in 1765. Among his other notable works are “Brutus condemning his Sons,” “The Head of Pompey brought to Cæsar” (currently at Hagley), “Regulus returning to Carthage,” “Queen Eleanor sucking the Poison from the Arm of Edward I.,” “Elijah fed by the Ravens,” “Moses striking the Rock,” “The School of Physic,” “The Shunamite’s Child restored,” and “The Head of St. John the Baptist.” He also created some impressive etched plates,[223] and designed the stained-glass window in the bishop's private chapel at Hartlebury, “Presentation of Christ in the Temple,” as well as a window at Oriel College and others. Dr. Wall was the author of several medical works and played a significant role in promoting the Malvern waters. He was also one of the most passionate supporters of the Worcestershire Infirmary.
Dr. Wall, besides his other accomplishments, was, as has already been intimated, an excellent practical chemist; his laboratory was at No. 33, Broad Street. He turned his attention more particularly to experimentalising on materials which might be used for the manufacture of porcelain; and in 1751, about a year after the establishment of the works at Derby, and while those at Chelsea and Bow were being carried on, he brought his experiments to a successful issue; the result being the discovery of a body of surpassing excellence.
Dr. Wall, along with his other achievements, was, as mentioned earlier, an outstanding practical chemist; his lab was located at 33 Broad Street. He focused especially on experimenting with materials that could be used for making porcelain. In 1751, about a year after the Derby works were established, and while the Chelsea and Bow factories were still operating, he achieved success in his experiments; the result was the discovery of a substance of exceptional quality.
It has been said, and there is indeed a traditional belief in the fact, that the mainspring of Dr. Wall’s experiments was a political one, and that he was induced to turn his attention to the subject in the hope of introducing into Worcester a new branch of manufacture, by which “the low party of the county” might be enabled, by the votes it would command, “to stand a competition for members of parliament with the ministerial or popular party.”[73] I cannot, however, for a moment, and, despite all that has been brought forward on the matter, believe that this was the motive power by which Dr. Wall, a man of high intellect and attainments, and of noble character, was impelled to the prosecution of his inquiries; but that for the good of science and of commerce alone, and with a knowledge that a branch of manufacture of the kind, if once well established, must be lucrative to its possessors and advantageous to the city, he was induced to work hard and zealously in his laboratory until he had mastered the difficulties which surrounded him, and had produced a material that should successfully rival the foreign examples which he took for his model. However, be this as it may, in the year 1751 success had so far attended his labours that he formed a company for the manufacture of porcelain in Worcester, and thus laid the foundation of that manufacture which has been carried on with uninterrupted success for a century and quarter.
It has been said, and there’s a long-standing belief, that the main motivation behind Dr. Wall’s experiments was political. He was encouraged to focus on this subject in the hopes of bringing a new type of manufacturing to Worcester, allowing “the low party of the county” to gain enough votes to compete for parliamentary seats against the ministerial or popular party. However, I cannot believe, even for a second, despite all the arguments presented on the subject, that this was the driving force behind Dr. Wall, a man of great intellect, accomplishments, and noble character. Instead, I believe he was inspired solely for the benefit of science and commerce, knowing that once established, such a manufacturing branch would be profitable for its owners and beneficial for the city. He worked diligently and passionately in his laboratory until he overcame the challenges he faced and created a material that would effectively compete with the foreign examples he used as models. Regardless, by 1751, his efforts had led to enough success that he established a company for porcelain manufacturing in Worcester, laying the groundwork for a business that has thrived for over a century and a quarter.
The “Worcester Porcelain Company,” founded, then, in 1751 by Dr. Wall, consisted of several gentlemen who joined him in his undertaking, and thus formed a “joint-stock company” for the[224] manufacture of the chinaware on the principle he had discovered. The names of these proprietors from 1751 to 1772 were Dr. Wall, Richard Holdship, Rev. Benjamin Blayney, Samuel Bradley, Rev. Samuel Pritchett, Wm. Oliver, David Henry (in place of Richard Holdship), Wm. Davis, John Salway, Germain Lavie, Rev. Thomas Vernon, Mary Blayney, Richard Cook, Henry Cook, and John Thorneloe. The company thus formed commenced its operations in a fine old mansion, formerly the residence of the Warmstrey family, in Warmstrey Slip and Palace Row, nearly adjoining the bishop’s palace; the grounds at the back, at that time beautifully laid out, running down to the banks of the Severn, and commanding a delightful view of the valley, and of the Malvern and Abberley hills beyond.
The "Worcester Porcelain Company," founded in 1751 by Dr. Wall, was made up of several gentlemen who joined him in his venture, forming a “joint-stock company” for the[224] production of chinaware based on the principle he had discovered. The owners from 1751 to 1772 included Dr. Wall, Richard Holdship, Rev. Benjamin Blayney, Samuel Bradley, Rev. Samuel Pritchett, Wm. Oliver, David Henry (who replaced Richard Holdship), Wm. Davis, John Salway, Germain Lavie, Rev. Thomas Vernon, Mary Blayney, Richard Cook, Henry Cook, and John Thorneloe. The company operated from a grand old mansion, once the home of the Warmstrey family, located in Warmstrey Slip and Palace Row, close to the bishop’s palace. The grounds at the back were beautifully designed, extending down to the banks of the Severn and offering a lovely view of the valley and the Malvern and Abberley hills in the distance.
“The mansion of the Warmstrey family,” says a local writer, in 1837, “is conjectured to have been occupied as far back as the reign of Henry VII. and Henry VIII., by Sir William Windsor, second Lord Windsor, an ancestor of the late Earl of Plymouth. On the first floor of the house is a parlour, wainscoted round with oak, and over the fire-place is a very curious specimen of armorial ensigns, carved in wood, and bearing the marks of great age. They are the arms of Sir William Windsor, second Lord Windsor, the distinguished nobleman just alluded to, and such as are borne by the Earls of Plymouth. The arms are quartered as follows:—
“The mansion of the Warmstrey family,” a local writer states in 1837, “is believed to have been occupied as far back as the reign of Henry VII and Henry VIII by Sir William Windsor, the second Lord Windsor, an ancestor of the late Earl of Plymouth. On the first floor of the house is a parlor, paneled all around with oak, and above the fireplace is a very interesting example of coat of arms, carved from wood, showing signs of great age. They are the arms of Sir William Windsor, the second Lord Windsor, the notable nobleman mentioned earlier, and they are the same as those used by the Earls of Plymouth. The arms are quartered as follows:—
“1. Windsor—gules a saltire ar. between twelve cross crosslets, or. 2. Blount—barry nebulæ of six, or and sable. 3. Eckingham—azure, fretty, argent. 4. Beauchamp of Hatch, co. of Somerset—vairy, argent and azure; Crest; a buck’s head gardent, couped at the neck, ar.
“1. Windsor—red with a silver saltire and twelve gold cross crosslets. 2. Blount—six barry waves in gold and black. 3. Eckingham—blue with silver fretwork. 4. Beauchamp of Hatch, County of Somerset—vairy in silver and blue; Crest: a gardened buck's head, cut off at the neck, in silver.”
“The arms have supporters, and underneath them is this motto or inscription—‘Stemmata quid faciunt?’
“The arms have supporters, and underneath them is this motto or inscription—‘What do lineage and ancestry achieve?’”
“The late Earl of Plymouth, when inspecting the process of the porcelain works a few years back, with his sister, the late Marchioness of Downshire, and his father-in-law, Earl Amhurst, recognised these memorials of his ancestors, and viewed them for some time with much interest.
“The late Earl of Plymouth, while visiting the porcelain works a few years ago with his sister, the late Marchioness of Downshire, and his father-in-law, Earl Amhurst, recognized these memorials of his ancestors and examined them for a while with great interest.”
“In 1533, reign of Henry VIII., this Sir William Windsor, second Lord Windsor, was made one of the Knights of the Bath, against the coronation of Anne Boleyn, which was performed with great solemnity at Westminster. And at the decease of the king, he was one of the twelve peers, chief mourners, who, on August 8th, 1553, attended the funeral. His lordship was buried at Bredenham, in Buckinghamshire (where the family then had estates), very splendidly, according to his quality, says Strype.
“In 1533, during the reign of Henry VIII, Sir William Windsor, the second Lord Windsor, was made one of the Knights of the Bath in preparation for Anne Boleyn's coronation, which took place with great ceremony at Westminster. When the king passed away, he was one of the twelve peers who served as chief mourners at the funeral on August 8, 1553. His lordship was buried at Bredenham, in Buckinghamshire (where the family owned estates), in a very grand manner, according to Strype.”
“After a lapse of ages, the family of the Plowdens occupied the mansion for some time; and ultimately this ancient edifice, about eighty-six years since, was devoted to its present purposes, and now exhibits an animating scene of art and industry, rivalling most successfully some of the finest productions of the Royal Porcelain Works of the Continent.
“After many years, the Plowden family lived in the mansion for a while; and eventually, about eighty-six years ago, this historic building was repurposed for its current use, now showcasing a lively scene of art and craftsmanship that rivals some of the best creations from the Royal Porcelain Works in Europe.”
“A few of the old rooms are preserved in their original state, and have been much admired by some learned antiquaries, and others who delight in viewing the relics of past ages. The house forms a sort of quadrangle, with a court in the centre, and was formerly the residence of the ‘Warmstreys,’ several of whom were connected, as registrars and others, with the Cathedral Church of Worcester. The library of the house is a lofty and spacious room, wainscoted with oak, carved in various parts with different devices, and the arms of the family of ‘Warmstrey,’ viz., a cross molyn between crescents and decrescents, and impaled and quartered with the arms of other families. The fire-place is of very ample dimensions, with handsome pillars on each side, and the chimney-piece is decorated with a scroll extremely well cut. Surmounting it, the royal arms of England appear most curiously carved; and around the room may still be seen the antique book-shelves, edged with a scolloped border of green cloth, remaining quite firm in its texture. Adjoining the library, is a small study, fitted up with book-shelves in the same style.”
“A few of the old rooms are preserved in their original state and have been greatly admired by some knowledgeable historians and others who enjoy viewing relics from the past. The house is shaped like a quadrangle, with a courtyard in the center, and was once the home of the ‘Warmstreys,’ several of whom were involved with the Cathedral Church of Worcester as registrars and in other roles. The library is a tall and spacious room, paneled with oak, intricately carved in various sections with different designs, and featuring the coat of arms of the ‘Warmstrey’ family, which includes a cross moline between crescents and decrescents, along with those of other families. The fireplace is quite large, flanked by elegant pillars on each side, and the mantelpiece is adorned with a beautifully carved scroll. Above it, the royal arms of England are intricately carved as well, and throughout the room, you can still see the vintage bookshelves, edged with a scalloped green cloth border, which remains sturdy. Next to the library is a small study, designed with bookshelves in the same style.”
[225]
[225]
The family was one of considerable note, and monuments to Mrs. Cecil Warmstrey, widow of the registrar of the diocese, 1649; to the said registrar; and to Dr. Thomas Warmstrey, dean of Worcester, their son, 1661, who was a famous divine, and was one of the persons appointed by the city to treat as to terms of its surrender to the army of the parliament in 1646—are to be seen in the cathedral. The building still remains, and is now occupied by Messrs. Dent and Co. for the manufacture of gloves. The old part of the building has been entirely denuded of its ornament, and stripped of every vestige of its former grandeur; the gardens have been covered with engine-houses, scouring and dyeing rooms, and other buildings necessary to the works now carried on, and which find employment for many hundreds of people.
The family was quite prominent, and there are monuments to Mrs. Cecil Warmstrey, widow of the diocesan registrar, from 1649; to the registrar himself; and to Dr. Thomas Warmstrey, their son and dean of Worcester, from 1661, who was a renowned theologian and one of the people chosen by the city to negotiate the terms of its surrender to the parliamentary army in 1646—these can be found in the cathedral. The building is still standing and is currently used by Messrs. Dent and Co. for glove manufacturing. The old section of the building has been completely stripped of its decoration and every trace of its former splendor; the gardens have been filled with engine houses, scouring and dyeing rooms, and other structures needed for the operations currently in place, which provide jobs for many hundreds of people.
Warmstrey House was sold in 1707 by its then owners, the Rev. Chewning Blackmore and Abigail his wife, for the sum of £340, to William Evett, glover. On the 16th of May, 1751, the premises were leased by William Evett, glover, to Richard Holdship the younger, glover, for the term of twenty-one years, with right of renewal for a further term of twenty-one years on payment of a fine of £20, the annual rent being £30.
Warmstrey House was sold in 1707 by its owners at the time, Rev. Chewning Blackmore and his wife Abigail, for £340 to William Evett, a glover. On May 16, 1751, William Evett, the glover, leased the property to Richard Holdship the younger, also a glover, for a term of twenty-one years, with the option to renew for another twenty-one years by paying a fee of £20, with an annual rent of £30.
This Richard Holdship was one of the partners in the porcelain company, and it was, it appears, for the purposes of this company that he became lessee of the premises. The company at this time, on its first formation, appears to have consisted of Dr. John Wall, Mr. Richard Holdship, the Rev. Benjamin Blayney, and Mr. Samuel Bradley, a goldsmith, who kept the house in High Street for retailing the ware. To these were subsequently added the others named above. In 1772–4 the partners were Dr. Wall, the two William Davises, father and son, Rev. T. Vernon, Robert Hancock the engraver, and Richard Cook of London. In 1774 Hancock left the concern, and from 1776 to 1783 the two Davises and Vernon were the only proprietors.
This Richard Holdship was one of the partners in the porcelain company, and it seems that he became the renter of the premises for the purposes of this company. At its initial formation, the company included Dr. John Wall, Mr. Richard Holdship, the Rev. Benjamin Blayney, and Mr. Samuel Bradley, a goldsmith who operated the store on High Street to sell the products. Others were later added to this group. Between 1772 and 1774, the partners were Dr. Wall, the two William Davises, father and son, Rev. T. Vernon, Robert Hancock the engraver, and Richard Cook from London. In 1774, Hancock left the partnership, and from 1776 to 1783, the two Davises and Vernon were the only owners.
The company at first turned its attention principally to the production of imitations of the Chinese porcelain, both in form and colour. Thus the blue and white patterns—then so general in Chinese porcelain, and the characteristic of the Nankin ware—were for a time, it appears, exclusively followed at Worcester. Some of the brilliant colours of the Japanese ceramists were, however, soon attempted, and with complete success; and by the conventional arrangement of these colours in new patterns the[226] Worcester potters were gradually led on to more elaborate productions.
The company initially focused mainly on creating replicas of Chinese porcelain in both shape and color. At that time, the blue and white designs that were common in Chinese porcelain, and typical of Nankin ware, were seemingly exclusively used at Worcester for a while. However, they soon started experimenting with some of the vibrant colors used by Japanese ceramic artists, achieving complete success. By arranging these colors in new patterns, the Worcester potters gradually advanced to more intricate creations.
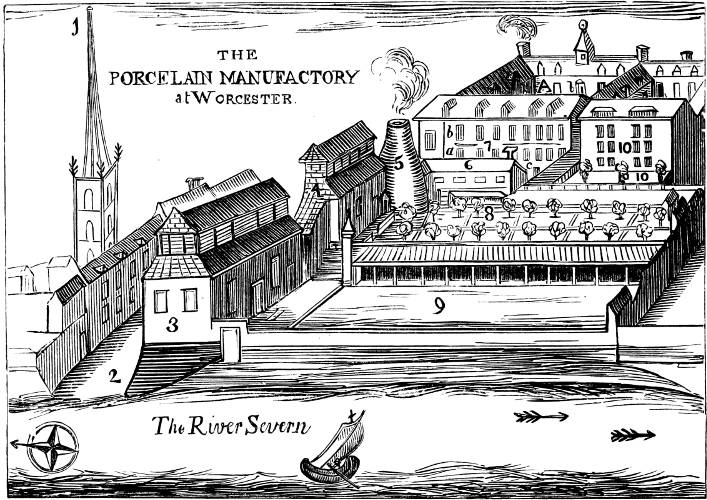
Fig. 452.
Fig. 452.
The works must have been commenced on a tolerably large scale, and have rapidly risen in importance, for in 1752—only a year after the formation of the company—the premises were very business-like in their arrangement and extensive in their proportions, and were sufficiently important to be engraved in the Gentleman’s Magazine of that year. Of that view the accompanying engraving is a reduced fac-simile, and it will show at once how soon the works had risen to a state of importance. The following explanatory references from the Magazine will make it better understood:—“Explanation. 1. St. Andrew’s. 2. Warmstrey Slip. 3. Biscuit kilns. 4. Glazing kilns. 5. Great kiln for segurs. 6. Pressing and modelling gallery. 7. Rooms for throwing, turning, and stove-drying the ware on the first floor, a, of the chamber floors. 8. The garden. 9. The yard for coals. 10. Mr. Evett’s house and garden, landlord of the premises. b. The eight windows in two large chambers, in which the ware is placed on stallions, on the east and north, where are the painters’ rooms. All the beginning of the process is carried on under the quadrangular building, ground floor, marked A; in its N.W. angle is the great rowl and ring; in the N.E. the horses turn the same, and the levigators near to the rowl. The next (on the ground floor) is[227] the slip and treading-rooms; behind No. 4 is the glazing-room; behind 5 is the secret-room on the ground-floor.”
The works must have started on a pretty large scale and quickly gained significance, because in 1752—just a year after the company was formed—the facilities were very well-organized and spacious, and they were important enough to be featured in that year's Gentleman’s Magazine. The accompanying engraving is a scaled-down version of that view and demonstrates how quickly the works became significant. The following explanatory notes from the Magazine will clarify things:—“Explanation. 1. St. Andrew’s. 2. Warmstrey Slip. 3. Biscuit kilns. 4. Glazing kilns. 5. Large kiln for segurs. 6. Pressing and modeling gallery. 7. Rooms for throwing, turning, and stove-drying the ware on the first floor, a, of the chamber floors. 8. The garden. 9. The coal yard. 10. Mr. Evett’s house and garden, the landlord of the premises. b. The eight windows in two large chambers, where the ware is placed on stallions, located on the east and north sides, which contain the painters’ rooms. The entire initial process is conducted under the quadrangular building, on the ground floor, marked A; in its N.W. corner is the large rowl and ring; in the N.E. the horses turn the same, and the levigators are near the rowl. Next (on the ground floor) is [227] the slip and treading rooms; behind No. 4 is the glazing room; behind No. 5 is the secret room on the ground floor.”
Accompanying this engraving, which bears the initials “J. D. delin.” (probably John Davis, one of the partners) and “J. C. sculp.” (probably J. Cave), is the following interesting note:—“N.B. A sale of this manufacture will begin at the Worcester music-meeting on Sept. 20, with great variety of ware, and, ’tis said, at a moderate price.”
Accompanying this engraving, which has the initials “J. D. delin.” (likely John Davis, one of the partners) and “J. C. sculp.” (probably J. Cave), is the following interesting note:—“N.B. A sale of this product will start at the Worcester music meeting on September 20, featuring a wide variety of items, and, it’s said, at a reasonable price.”
This was probably the first time the Worcester goods were brought into the public market. The goods were first vended by Mr. Samuel Bradley, one of the partners, at a shop opposite the Guildhall in High Street, and afterwards in larger premises near the Cross.
This was probably the first time the Worcester products were sold in the public market. The products were first sold by Mr. Samuel Bradley, one of the partners, at a shop across from the Guildhall on High Street, and later in larger space near the Cross.
The characteristic of the early ware was a peculiarly soft greenness of hue in the body, and by this, as well as the general style of ornamentation, and by the marks, Worcester specimens may without difficulty be recognised. The first mark used I believe to have been a simple letter W., but the marks are so various in the early period of the manufacture that it is most difficult, indeed impossible, to arrange them chronologically. Like the D on the Derby porcelain, which might be either the initial of the founder of the works, Duesbury, or that of the town, Derby, the Worcester ware had a W., which might be the initial of its founder, Wall, or of the city, Worcester, itself. The different varieties of the letter W which have come under my notice are the following, and these may certainly all of them be ascribed to an early period. Another distinctive mark of about the same time is the crescent, which is sometimes drawn in outline, sometimes filled in in lines, and sometimes of full blue colour. This mark is supposed to be taken, and perhaps with some probability, from the arms of the Warmstreys, which decorated the rooms used by the workmen. It is worthy of note here, that one of the marks of the Caughley or Coalport porcelain was also a crescent. As these works are said to have been established by Worcester workmen, the use of this mark may be attributed to them, and it may have had the double signification of a crescent and a C for Caughley.
The early pottery had a distinct soft green color in its body, and because of this, along with its overall decoration style and various marks, Worcester pieces can be easily identified. I think the first mark used was just a simple letter W., but since the marks from the early production are so varied, it's really tough, if not impossible, to arrange them in chronological order. Similar to the D on Derby porcelain, which could either stand for the founder, Duesbury, or the town, Derby, the Worcester ware had a W. that might refer to its founder, Wall, or the city itself, Worcester. The different variations of the letter W that I've seen all seem to belong to an early period. Another notable mark from around the same time is the crescent, which can be seen outlined, filled in with lines, or fully colored blue. This mark is thought to have been inspired, possibly with some truth, by the arms of the Warmstreys, which adorned the workmen's rooms. It's interesting to point out that one of the marks on Caughley or Coalport porcelain was also a crescent. Since these works were said to have been founded by Worcester craftsmen, the use of this mark could be linked to them, possibly serving the dual purpose of representing both a crescent and a C for Caughley.

Figs. 453 to 460.
Figs. 453–460.
[228]
[228]
As the Worcester aim was to copy, and emulate in design and material, the ceramic productions of China and Japan,—indeed, there were scarcely any others to copy from at this early period,—so it appears to have been the study of the artists to copy, or to simulate, the marks used on the productions of these foreign manufactories; and thus a great variety of marks are to be met with principally, or, I may say, entirely, drawn in blue. Some of the most characteristic and general of these I here append.
As Worcester aimed to replicate and mimic the design and materials of ceramic works from China and Japan—since there were hardly any other examples to draw from at that time—it seems that the artists focused on reproducing or imitating the marks found on products from these foreign manufacturers. As a result, there is a wide range of marks that are mostly, if not entirely, created in blue. Here are some of the most distinctive and common examples.
Figs. 461 to 481.
Figs. 461–481.
A considerable variety of other marks are to be met with, but I apprehend they are most probably but the distinctive marks of the artists employed. It must be borne in mind that in other factories the “hands” were numbered, and, as was the case at Derby, were required to attach each one his number below the general mark of the establishment. At Worcester I am not aware that such a regulation existed; and thus, probably, each artist had his “mark” instead. A few examples of these I here give:—
A significant variety of other marks can be encountered, but I think they are likely just the individual signatures of the artists who worked there. It's important to remember that in other factories, the "workers" were numbered, and, like at Derby, they were required to put their number below the main mark of the company. At Worcester, I'm not aware of such a rule being in place; therefore, each artist probably had their own "mark" instead. Here are a few examples of these:—
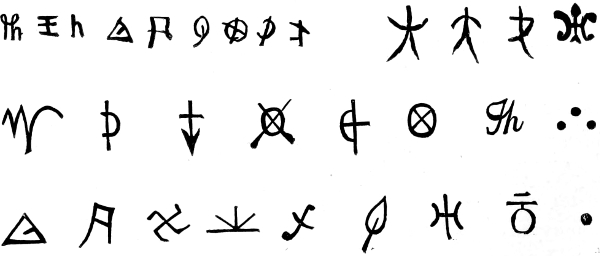
Figs. 482 to 511.
Figs. 482–511.
[229]
[229]
After a time the Dresden and Sèvres productions were studied and successfully followed at Worcester, the salmon-coloured ground and bleu de roi being excellently managed. Tea and dessert services, vases, &c., were produced in these styles, some of which are remarkable for the elegance of their painting and ornamentation. On many examples of this period the Dresden mark was used, as shown in the accompanying woodcut.
After a while, the productions from Dresden and Sèvres were examined and successfully replicated at Worcester, with the salmon-colored background and bleu de roi being handled exceptionally well. Tea and dessert sets, vases, etc., were created in these styles, some of which are notable for the elegance of their painting and decoration. Many pieces from this period displayed the Dresden mark, as illustrated in the accompanying woodcut.

Fig. 512.
Fig. 512.
In March, 1756, “The proprietors of the Worcester China Manufacture, for the better accommodation of merchants and traders, have opened a warehouse at London House, Aldersgate Street, London, where they may be supplied every day, between the hours of nine in the morning and three in the afternoon, with a sortment of goods, wholesale, on the most reasonable terms. Orders are likewise taken and executed with dispatch for home and foreign trade.”
In March 1756, “The owners of the Worcester China Manufacture, to better serve merchants and traders, have opened a warehouse at London House, Aldersgate Street, London, where they can be supplied daily, from 9 AM to 3 PM, with a variety of goods, wholesale, at very reasonable prices. Orders are also accepted and processed quickly for both domestic and international trade.”

Fig. 513.
Fig. 513.
A remarkable bowl, apparently from a mould cast from a silver original,
is of the date of the commencement of these works. It is in possession
of Mrs. Barr, and bears beneath it the date
 Mr. Binns also
possesses specimens which may be attributed to about the same period.
Mr. Binns also
possesses specimens which may be attributed to about the same period.
A remarkable bowl, seemingly made from a mold cast from a silver original, dates back to when these works began. It belongs to Mrs. Barr and has the date marked underneath it.
Mr. Binns also has pieces that can be linked to around the same time.
In 1756, the truly important invention of printing on china, i.e. transferring printed impressions from engraved copper-plates on to the china body, is said to have been made in Worcester. At all events, it is an undoubted fact that, in 1757, the art in Worcester had arrived at a wondrous state of perfection; and it is but fair, therefore, to say that the belief in its being practised in the previous year is well founded. To have arrived at the state of perfection which is exhibited in the example to which I am alluding (a mug bearing the head of the King of Prussia, and dated 1757), must at least have been the work of months, if not of years. The invention of transfer printing is claimed,[230] and very plausibly, for Liverpool, and is said to have been made by Mr. John Sadler, who drew up papers, and procured affidavits, for obtaining a patent, in August, 1756; on the 27th of July in that year he and his partner, Guy Green, were sworn to have printed more than twelve hundred earthenware tiles in six hours. Whether the Worcester idea was taken from Liverpool, or whether both were taken from Battersea, or whether, as is not unfrequently the case, the invention originated in two minds about the same time, without one being at all connected with the other, it is not for me now to determine. It is enough for my present purpose to say that highly finished printed goods were made at Worcester in 1757, and the dated example now in existence clearly establishes the fact that it was a work of some forethought and care. On this mug the following poem appeared in the Gentleman’s Magazine for December, 1757:—
In 1756, the significant invention of printing on china, meaning transferring printed designs from engraved copper plates onto the china itself, is said to have originated in Worcester. Regardless, it's a well-established fact that by 1757, the art in Worcester had reached an impressive level of perfection; thus, it's reasonable to believe that the technique was indeed in use the previous year. Achieving the level of excellence seen in the example I'm referencing (a mug featuring the head of the King of Prussia, dated 1757) must have taken months, if not years, of work. The invention of transfer printing is also claimed, quite convincingly, by Liverpool, and is attributed to Mr. John Sadler, who prepared documents and gathered affidavits to secure a patent in August 1756; on July 27th of that year, he and his partner, Guy Green, were sworn to have printed over twelve hundred earthenware tiles in six hours. Whether the technique from Worcester was inspired by Liverpool, or if both drew from Battersea, or if, as often happens, the invention emerged independently in two places at the same time, is not something I can determine now. For my current purpose, it's sufficient to say that highly finished printed goods were produced in Worcester in 1757, and the dated piece we have today clearly shows it was crafted with thought and care. On this mug, a poem was published in the *Gentleman's Magazine* for December 1757:—

Fig. 514.
Fig. 514.
POEM
POEM
ON SEEING AN ARM’D BUST OF THE KING OF PRUSSIA CURIOUSLY IMPRINTED ON A PORCELAIN CUP OF THE WORCESTER MANUFACTURE, WITH THE EMBLEMS OF HIS VICTORIES. INSCRIBED TO MR. JOSIAH HOLDSHIP.
ON SEEING AN ARMED BUST OF THE KING OF PRUSSIA CURIOUSLY PRINTED ON A PORCELAIN CUP FROM THE WORCESTER FACTORY, WITH THE EMBLEMS OF HIS VICTORIES. INSCRIBED TO MR. JOSIAH HOLDSHIP.
Worcester, 20th Dec., 1757.
Worcester, Dec 20, 1757.
A different version of this poem was reprinted in the Worcester Journal of January, 1758, with the addition of a couple of lines. It is there headed:—“On seeing an armed bust of the King of Prussia curiously imprinted on a Porcelain Cup of the Worcester Manufacture, with Fame resounding her Trump and an emblematical representation of his victories: Addressed to Mr. Josiah Holdship;” and an “extempore on the compliment of imprinting the King of Prussia’s Bust being ascribed to Mr. Josiah Holdship.” The extempore being the following important lines:—
A different version of this poem was reprinted in the Worcester Journal of January 1758, with a couple of lines added. It is titled: “On seeing an armed bust of the King of Prussia uniquely imprinted on a Porcelain Cup from Worcester, with Fame sounding her Trump and a symbolic representation of his victories: Addressed to Mr. Josiah Holdship;” and an “extempore on the compliment of imprinting the King of Prussia’s Bust credited to Mr. Josiah Holdship.” The extempore includes the following important lines:—
From this it would seem that the credit of the invention (for more information see the chapters on the Liverpool potteries and[232] the Coalport china works) was even then a vexed question in Worcester; some ascribing it to Holdship, and others to Hancock; and, no doubt, each of those individuals claiming it for himself. Robert Hancock was an engraver of some eminence in Worcester, and “was chief engraver[79] to the Worcester Porcelain Company on its first establishment;” and it is also said he was in partnership with Dr. Wall. He died in 1817, aged eighty-seven. Valentine Green, the historian of Worcester, and a famous mezzo-tint engraver, was a pupil of Robert Hancock’s (by whom many of the plates in his “History of Worcester” are engraved), as was also James Ross, the line engraver. Valentine Green died in London in 1813, and was buried in the churchyard of St. Mary’s, Paddington, where his gravestone now stands. Hancock, it is believed, had, previously to printing on porcelain at Worcester, produced some printed plaques at Battersea, specimens of which, with his name attached, are in existence.[80]
From this, it seems that the credit for the invention (for more information, see the chapters on the Liverpool potteries and [232] the Coalport china works) was already a contentious issue in Worcester; some attributed it to Holdship, while others credited Hancock, and no doubt each of them claimed it for himself. Robert Hancock was a well-known engraver in Worcester and “was the chief engraver to the Worcester Porcelain Company at its inception;” it’s also said that he partnered with Dr. Wall. He passed away in 1817 at the age of eighty-seven. Valentine Green, a historian of Worcester and a renowned mezzo-tint engraver, was a student of Robert Hancock (many of the plates in his “History of Worcester” are engraved by Hancock), as was James Ross, the line engraver. Valentine Green died in London in 1813 and was buried in the churchyard of St. Mary’s, Paddington, where his gravestone still stands. It is believed that before printing on porcelain in Worcester, Hancock had produced some printed plaques at Battersea, and specimens of those, with his name attached, still exist.[80]
Richard Holdship, it will have been seen, was one of the original proprietors of the Worcester works, and became, in 1751, the lessee of the premises (Warmstry House) in which the manufacturing operations were commenced. In 1759 he, conjointly with his brother Josiah Holdship, purchased the property for £600, having previously purchased some houses to the south of the works, on whose site he erected a large and commodious mansion. He, however, became bankrupt in 1761, having sold his shares in the porcelain works to Mr. David Henry, of London, for the immense sum of five shillings.
Richard Holdship was one of the original owners of the Worcester works and became the leaseholder of the premises (Warmstry House) where the manufacturing started in 1751. In 1759, he and his brother Josiah Holdship bought the property for £600, having previously acquired some houses to the south of the works, where he built a large and comfortable mansion. However, he went bankrupt in 1761 after selling his shares in the porcelain works to Mr. David Henry from London for just five shillings.
Shortly after that, Holdship appears to have left Worcester, and, as evidenced by the original deed in my own possession, in 1764 bound himself by bond and various articles of agreement, to Messrs. Duesbury and Heath, of Derby, for the making and printing china or porcelain ware. In these “articles of agreement” he is described as “Richard Holdship, of the city of Worcester, china maker,” and in it he agrees for “the sum of one hundred pounds of lawful British money,” to be paid down, and for an annuity of thirty pounds a year, to be paid to him during life, to deliver to Messrs. Duesbury and Heath, “in writing under his hand, the process now pursued by him the said Richard Holdship, in the[233] making of china or porcelain ware, agreeable to the proofs already made (by him) at the china manufactory of the said John Heath and William Duesbury, in Derby;” also, “during his life to supply and furnish” them “with a sufficient quantity of soapy rock used in the making of china or porcelain ware, at such a price as any other china manufacturers do, shall, or may at any time hereafter give for that commodity;” and “also that he, the said Richard Holdship, shall and will during his life print, or cause to be printed, all the china or porcelain ware which the said John Heath and William Duesbury, their heirs, &c., shall from time to time have occasion to be printed, of equal skill and workmanship, and upon as reasonable terms as the said (Heath and Duesbury) can have the same done for by any other person or persons whomsoever, or agreeable to the prices now given in.” He also binds himself not to disclose or make known his process to any other persons during the continuance of these articles, nor to bequeath, sell, or communicate them to any persons, so as to take place after his death, unless the articles are cancelled during his lifetime. The agreement was to continue in force so long as Duesbury and Heath determined to carry on the business according to his process; and whenever they should decline doing so, then Holdship was to be at liberty to sell or communicate his process to any one else. At Derby, Holdship also printed stoneware. As I have stated in my account of the Derby china works, the printed ware did not appear to meet Mr. Duesbury’s views, or to be so advantageous as the higher class of goods painted by hand, for which he was famed, and thus there were constant complaints and recriminations passing between Holdship and his employers. From some of the documents I glean that his process was “for printing enamell and blew;” that he had an assistant named William Underwood; that he valued his press at £10 10s.; offered his “utensils and copper engraved plates at half prime cost;” that his “enamell collours, weight 151 lbs.,” he valued at £35, including his process for making the same; and that he proposes to “yield his process for printing enamell and blew, for which he hath been offered several hundred pounds.” How long the agreement continued I cannot say, but at all events, Holdship was still employed at Derby at the end of 1769.
Shortly after that, Holdship seems to have left Worcester. As shown by the original deed I have, in 1764 he entered into a bond and several agreements with Messrs. Duesbury and Heath from Derby for making and printing china or porcelain ware. In these “articles of agreement,” he is referred to as “Richard Holdship, of the city of Worcester, china maker,” and he agrees to the payment of “one hundred pounds of lawful British money” upfront and an annual annuity of thirty pounds for life. He committed to providing Messrs. Duesbury and Heath, “in writing under his hand, the process he currently uses,” for making china or porcelain ware, according to the proofs he already provided at the china factory of John Heath and William Duesbury in Derby. He also agreed to “during his life supply and furnish” them with enough soapy rock needed for making china or porcelain ware, at the same price that other manufacturers charge for that material, and he further committed to printing, or causing to be printed, all the china or porcelain ware that John Heath and William Duesbury or their heirs might need, matching the skill and workmanship at reasonable rates no higher than what they could get from anyone else or in line with current pricing. He also promised not to disclose or share his process with anyone else while the articles were in effect, nor to bequeath, sell, or share them with anyone after his death, unless the articles were canceled during his lifetime. The agreement was set to continue as long as Duesbury and Heath decided to operate the business in line with his method; once they chose not to, Holdship was free to sell or share his process with others. Holdship also printed stoneware in Derby. As mentioned in my account of the Derby china works, the printed ware didn’t seem to align with Mr. Duesbury’s vision or be as profitable as the higher-end goods known for hand painting, leading to ongoing complaints and disputes between Holdship and his employers. From some documents, I gather that his process was “for printing enamel and blue;” he had an assistant named William Underwood; he assessed his press at £10 10s.; offered his “tools and copper engraved plates at half prime cost;” valued his “enamel colors, weighing 151 lbs.,” at £35, including the method for making them; and that he intended to “offer his process for printing enamel and blue,” for which he had received several offers of hundreds of pounds. I can’t specify how long the agreement lasted, but Holdship was still employed in Derby at the end of 1769.
Of much of the work of Robert Hancock, fortunately, there can be no possible doubt, for his name appears in full on some examples,[234] and his initials—at least, initials believed to be his—on others. These will be seen in the accompanying engraving:—
Of a lot of Robert Hancock's work, there's no doubt at all, since his full name is clearly visible on some pieces,[234] and his initials—at least, initials thought to be his—on others. You can see these in the engraving below:—

Figs. 515 to 517.
Figs. 515–517.
Two of these, it will be seen, are somewhat curious, having the Chelsea anchor attached to the name of Worcester. It is a problem worth solving whether this monogram of RH conjoined was that of Robert Hancock, and, if so, whether he had previously been connected with the Chelsea works; or whether the anchor was adopted as a mark by Richard Holdship in allusion to his name, hold ship, which, it must be admitted, would be a clever and very appropriate colophon. The engraving, looked at as engraving alone, upon some of the pieces of this period, is truly beautiful and sharp; but when considered as transfer on to china paste, is very wonderful.
Two of these, as you’ll notice, are quite interesting, featuring the Chelsea anchor associated with the name Worcester. It's a question worth exploring whether this combined monogram of RH belonged to Robert Hancock, and if so, whether he had any prior connection with the Chelsea works; or if the anchor was chosen as a trademark by Richard Holdship, referencing his name, hold ship, which would indeed be a clever and fitting signature. The engraving, viewed purely as engraving on some of the pieces from this period, is truly beautiful and sharp; but when seen as transfer onto china paste, it’s quite remarkable.
In Mr. Binns’s possession is a watch-back of Battersea enamel, transfer printed, bearing the initials “R. H. f.” The subject was a popular one for china and enamels, and was frequently reproduced.
In Mr. Binns's possession is a watch-back made of Battersea enamel, featuring transfer prints and the initials "R. H. f." This design was quite popular for china and enamels and was often reproduced.

Fig. 518.
Fig. 518.
Richard Hancock, it is supposed, was employed at Battersea before coming to Worcester, where he must have been settled before the date (1757) of the poem just quoted. He was an excellent engraver, as the watch-back (Fig. 518) will testify. Examples of his engravings, transferred on to Chinese porcelain, are also preserved, and are considered to be his trial pieces from transferring on to this material.
Richard Hancock is believed to have worked at Battersea before moving to Worcester, where he must have been settled by the time the poem mentioned (1757) was written. He was a talented engraver, as the watch-back (Fig. 518) shows. There are also examples of his engravings on Chinese porcelain, which are preserved and thought to be his trial pieces for this material.
The copper plate itself from which these foreign china specimens as well as many of the choicest known examples of Worcester china have been printed, I had myself the good fortune to discover a few years ago at Coalport. It bears the engraver’s name—R. Hancock fecit.
The copper plate used to print these foreign china samples, along with many of the finest known examples of Worcester china, was something I was lucky enough to discover a few years ago at Coalport. It has the engraver’s name—R. Hancock fecit.
Vol. I.
Vol. 1.
Plate II.
Plate II.



HANCOCK’S ORIGINAL ENGRAVINGS, FROM CAUGHLEY AND COALPORT.
HANCOCK’S ORIGINAL ENGRAVINGS, FROM CAUGHLEY AND COALPORT.
I know, for the first time such a thing has been done, give as an illustration (on Plate II.) impressions actually printed from this very plate engraved by Hancock a century ago.[81] On the same [235]plate, it will be noticed, is another engraving by Hancock, of a group of children playing at “Blind Man’s Buff,” which collectors will recognise as occasionally occurring on rare examples. On Plates III. and IV. I also give, for the first time, impressions from other copper plates, to which I shall make allusion later on. Among Hancock’s pupils were Valentine Green, the historian of Worcester; James Ross, who earned a considerable local reputation; and, it is believed, Thomas Turner, afterwards of the Caughley china works. In 1769 Hancock purchased from the mortgagees of Richard Holdship the buildings he had erected, and became a partner in the china works; in which he held a sixth share. The partnership, however, did not last long, and in 1774 he was “paid out,” as appears by the following entry:—“Whereas certain controversies, differences, and disputes had arisen between the parties touching the said Robert Hancock’s share of the said stock, it was agreed by indenture, dated October 31, 1774, in order to prevent all such disputes, to purchase from him his share in said stock for the sum of £900, being exactly one-sixth.” Hancock, it is said, left the works in the same year, 1774. The group (Fig. 517) exhibits a selection of the early transfer-printing examples of Hancock’s work and that of his clever contemporaries.
I know that for the first time, something like this has been done; illustrated on Plate II are impressions printed from this very plate engraved by Hancock a century ago. On the same [235] plate, you'll also see another engraving by Hancock depicting a group of children playing “Blind Man’s Buff,” which collectors will recognize as occasionally appearing on rare pieces. On Plates III and IV, I also present, for the first time, impressions from other copper plates, which I will refer to later. Among Hancock’s students were Valentine Green, the historian of Worcester; James Ross, who built a notable local reputation; and it is believed, Thomas Turner, who later worked at the Caughley china works. In 1769, Hancock bought the buildings he had erected from the mortgagees of Richard Holdship and became a partner in the china works, holding a one-sixth share. However, the partnership did not last long, and in 1774, he was “paid out,” as indicated by the following entry:—“Whereas certain controversies, differences, and disputes had arisen between the parties regarding Robert Hancock’s share of the stock, it was agreed by indenture, dated October 31, 1774, to prevent all such disputes, to purchase from him his share of the stock for the sum of £900, which is precisely one-sixth.” Hancock is said to have left the works in the same year, 1774. The group (Fig. 517) displays a selection of early transfer-printing examples of Hancock’s work and that of his talented contemporaries.
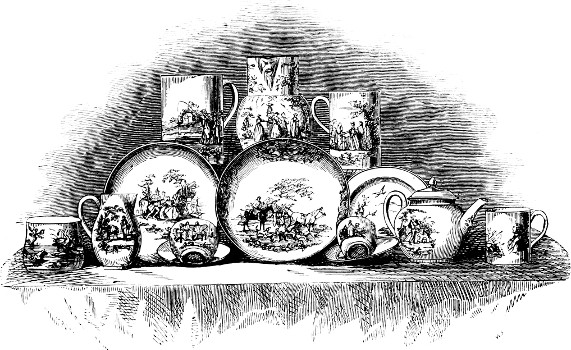
Fig. 519.—Worcester Transfer Printing.
Fig. 519.—Worcester Transfer Printing.
A few years before the Chelsea works passed into the hands of Duesbury of Derby, it appears that some of the workmen migrated[236] to Worcester, and this circumstance gave a fresh impetus to the manufacture of porcelain in that city, and enabled the proprietors of the works to produce many exquisite articles after the Dresden and Sèvres schools of art. Some examples of this Chelsea style are shown grouped on Fig. 520. In 1776 Dr. Wall died, and was buried at the Abbey Church, Bath, in which city he had resided for some time for the benefit of his impaired and declining health. Soon after this time the works began to decline; the goods produced were far inferior to those made in former years, and their whole style, body, and finish showed an evident falling off in the management of the works. It is surely not too much to attribute this decadence in a great degree to the loss of the master mind of Dr. Wall.
A few years before the Chelsea works came under the ownership of Duesbury of Derby, it seems that some of the workers moved to Worcester, which gave a boost to porcelain manufacturing in that city. This allowed the owners of the works to create many beautiful pieces inspired by the Dresden and Sèvres styles. Some examples of this Chelsea style are shown grouped in Fig. 520. In 1776, Dr. Wall passed away and was buried at the Abbey Church in Bath, where he had lived for a while to improve his deteriorating health. Shortly after this, the works began to decline; the products were much lower in quality compared to previous years, and the overall style, body, and finish clearly reflected a drop in management quality. It’s certainly reasonable to credit this decline largely to the loss of Dr. Wall's brilliant leadership.

Fig. 520.—Worcester China in the Chelsea style.
Fig. 520.—Worcester China in the Chelsea style.
After many changes in proprietorship,[82] the Worcester works, in 1783,
were purchased by Mr. T. Flight, a merchant of Bread Street, London,
and of Hackney (who was agent to the Worcester Porcelain Company), for
his sons, Joseph and John, for the sum of £3,000, including premises,
models, plant, and stock, and here he established them. These two
brothers were jewellers, and carried on both concerns at the same
time. Under their management the works rapidly more than regained
their former eminence, and became very successful.[237] The mark used by
Messrs. Flight was as follows—  simply the name in writing letters.
Another mark of this period was the name, in italic
capitals, impressed on the ware, sometimes with the crescent painted in
blue. In 1786 Joseph Flight, one of the partners, “jeweller and china
manufacturer,” advertised that he had taken Mr. Bradley’s shop, 33,
High Street. Shortly afterwards he removed to larger premises, No. 45,
where he received the king and queen.
simply the name in writing letters.
Another mark of this period was the name, in italic
capitals, impressed on the ware, sometimes with the crescent painted in
blue. In 1786 Joseph Flight, one of the partners, “jeweller and china
manufacturer,” advertised that he had taken Mr. Bradley’s shop, 33,
High Street. Shortly afterwards he removed to larger premises, No. 45,
where he received the king and queen.
After many changes in ownership, the Worcester works were bought in 1783 by Mr. T. Flight, a merchant from Bread Street, London, and Hackney (who was the agent for the Worcester Porcelain Company), for his sons, Joseph and John, for £3,000, which included the premises, models, equipment, and stock. He set them up there. These two brothers were jewellers and managed both businesses simultaneously. Under their leadership, the works quickly regained their previous prominence and became very successful. The mark used by Messrs. Flight was simply the name written in letters. Another mark from this time was the name impressed in italic capitals on the ware, sometimes accompanied by a blue-painted crescent. In 1786, Joseph Flight, one of the partners, announced that he had taken over Mr. Bradley's shop at 33 High Street. Shortly after, he moved to larger premises at No. 45, where he welcomed the king and queen.[237]

Figs. 522 and 523.
Figs. 522 and 523.
Figs. 524 to 526.
Figs. 524–526.
In 1788 an event of great importance to the works occurred. In that year the king, George III., with Queen Charlotte and the princesses, visited Worcester, and having gone through the porcelain works, and been much pleased with the beauty of the articles manufactured, his majesty desired that the word “royal” might be prefixed to the name, and recommended the proprietors to open a show-room in London. This suggestion was at once acted upon, and a warehouse opened in Coventry Street, which secured a large and very fashionable patronage for the ware. After the king’s visit the distinctive mark of a crown was added to the marks, which at this time were the following. The subsequent changes in the proprietorship, consequent on deaths, were “Messrs. Flight and Barr”—Mr. Martin Barr having joined the concern in 1793—“Barr, Flight, and Barr,” and “Flight, Barr, and Barr” (Joseph Flight, Martin Barr, and Martin Barr, jun., and afterwards George Barr in place of the elder Martin). From 1829 till 1840 the firm was simply “Barr and Barr,” the parties being Martin and George Barr. Some of the marks I here give. Others, which were printed marks, it is scarcely worth while to engrave; they are as follows:—“Flight, Barr, and Barr”—B, the initial of Barr, scratched in the ware; “Barr,[238] Flight, and Barr, Royal Porcelain Works, Worcester; London House, No. 1, Coventry Street,” in five lines, and surmounted by two crowns; “B.F.B.,” imprint on the ware: “Barr, Flight, and Barr, Royal Porcelain Works, Worcester; London House, Flight and Barr, Coventry Street” (within an oval), “Manufacturers to their Majesties, Prince of Wales, and Royal Family; established 1751” (surrounding the oval); the whole surmounted by a crown and the Prince of Wales’s feathers: “Flight, Barr, and Barr, Proprietors of the Royal Porcelain Works, Worcester, established 1761,” in five lines; above are the royal arms, and beneath are the Prince of Wales’s feathers, the whole within a circle; surrounding the circle is, “Manufacturers to their Majesties and the Prince Regent; London Warehouse, No. 1, Coventry Street.”
In 1788, a significant event occurred for the company. That year, King George III, along with Queen Charlotte and the princesses, visited Worcester. After touring the porcelain works and expressing great admiration for the beauty of the items made, the king requested that the word “royal” be added to the name and suggested that the owners open a showroom in London. This suggestion was quickly implemented, leading to the opening of a warehouse on Coventry Street, which attracted a large and fashionable clientele for the merchandise. Following the king’s visit, a crown symbol was added to the company marks, which at the time included the following. Changes in ownership due to deaths resulted in the names “Messrs. Flight and Barr”—with Mr. Martin Barr joining the business in 1793—“Barr, Flight, and Barr,” and “Flight, Barr, and Barr” (Joseph Flight, Martin Barr, Martin Barr Jr., and later George Barr instead of the elder Martin). From 1829 to 1840, the firm was simply known as “Barr and Barr,” with Martin and George Barr as the partners. Here are some of the marks used. Others, which were printed marks, are not worth engraving; they include: “Flight, Barr, and Barr”—with the initial B for Barr scratched into the pieces; “Barr,[238] Flight, and Barr, Royal Porcelain Works, Worcester; London House, No. 1, Coventry Street,” arranged in five lines and topped with two crowns; “B.F.B.,” imprint on the pieces; “Barr, Flight, and Barr, Royal Porcelain Works, Worcester; London House, Flight and Barr, Coventry Street” (within an oval), with “Manufacturers to their Majesties, Prince of Wales, and Royal Family; established 1751” surrounding the oval and topped with a crown and the Prince of Wales’s feathers; “Flight, Barr, and Barr, Proprietors of the Royal Porcelain Works, Worcester, established 1761,” stated in five lines; above are the royal arms, and below are the Prince of Wales’s feathers, all within a circle; surrounding the circle is, “Manufacturers to their Majesties and the Prince Regent; London Warehouse, No. 1, Coventry Street.”
In 1786, Robert Chamberlain, who was the first apprentice to the old
Worcester Porcelain Company, and who had continued with the different
proprietors up to that period, commenced business for himself in
premises at Diglis—the same which are now carried on by the Royal
Worcester Porcelain Company. Chamberlain was a painter, and on the
first establishment of his business bought his porcelain from the
Caughley works (Coalbrookdale) and painted it at Worcester. In a
very short time, however, he made his own, and his works soon grew
into public favour and eminence. His son was an excellent artist,
and a portrait of the Princess Charlotte, which he painted, is said
to have given the highest satisfaction to Prince Leopold and others.
The mark adopted by Chamberlain was simply his name in writing, thus,
“Chamberlain’s,” or  completes the sentence.] Afterwards the following marks were used:—
completes the sentence.] Afterwards the following marks were used:—
In 1786, Robert Chamberlain, the first apprentice at the old Worcester Porcelain Company, who had worked with various owners up until that time, started his own business in a location at Diglis—the same one currently used by the Royal Worcester Porcelain Company. Chamberlain was a painter, and at the beginning of his business, he sourced his porcelain from the Caughley works (Coalbrookdale) and painted it in Worcester. However, very quickly, he began making his own porcelain, and his business soon became popular and well-respected. His son was a talented artist, and a portrait of Princess Charlotte that he painted reportedly pleased Prince Leopold and others greatly. The mark Chamberlain used was simply his name written out, like this, “Chamberlain’s,” or completes the sentence.] Later on, the following marks were used:—
Chamberlain’s,
Worcester,
& 63, Piccadilly,
London.
Chamberlain’s, Worcester, & 63 Piccadilly, London.
Chamberlain’s
Regent China,
Worcester,
& 155,
New Bond Street,
London.
Chamberlain’s
Regent China,
Worcester,
& 155,
New Bond Street,
London.
Chamberlain’s,
Worcester,
& 155,
New Bond Street,
London.
Royal Porcelain Manufactory.
Chamberlain’s,
Worcester,
& 155,
New Bond Street,
London.
Royal Porcelain Manufactory.
CHAMBERLAINS.
CHAMBERLAINS.
Chamberlain & Co., Worcester.
Chamberlain & Co., Worcester.
CHAMBERLAIN & CO.,
WORCESTER,
155, NEW BOND STREET,
& NO. 1,
COVENTRY ST.,
LONDON.
CHAMBERLAIN & CO.,
WORCESTER,
155 NEW BOND STREET,
& NO. 1,
COVENTRY ST.,
LONDON.
Figs. 527 to 536.
Figs. 527–536.
[239]
[239]
As a companion picture to the fac-simile of Dr. Wall’s works I give views of those of Chamberlain’s (Fig. 537), and, later, of Flight and Barr’s, the latter copied from an engraving transferred to porcelain. From these the extensive character of the place will be seen. It has, however, been much increased since the amalgamation of the two establishments, and within the last few years has been almost entirely rebuilt by the present proprietors.
As a companion image to the facsimile of Dr. Wall’s works, I’m providing views of Chamberlain’s (Fig. 537), and later of Flight and Barr’s, with the latter taken from an engraving transferred to porcelain. These will illustrate the vast nature of the place. However, it has expanded significantly since the merger of the two establishments, and in the last few years, it has been almost completely rebuilt by the current owners.
Fig. 537.—Chamberlain’s Worcester Porcelain Works.
Fig. 537.—Chamberlain's Worcester Pottery.
The business was afterwards carried on successively by “Chamberlain and Sons” and “Chamberlain and Co.” During the continuance of the two works it is believed that by far the greater part of the entire production of porcelain in the kingdom was made at Worcester; and certainly the books and the samples of various sets still remaining in the show-rooms bear evidence both of the high patronage and the extent of orders received, and of the beauty of workmanship which the proprietary had attained in their ware. The successive changes in the proprietary were as follows:—1786–1798, Robert Chamberlain, senior, Humphrey Chamberlain, and Richard Nash (sleeping partner); 1798–1804, Humphrey Chamberlain and Robert Chamberlain, junior; 1804–1811, the same, with G. E. Boulton as sleeping partner; 1811–1827, the same, without[240] Boulton; 1828–1840, Walter Chamberlain and John Lilly. The marks then used, from 1840 to 1850, being Chamberlain & Co., Worcester, in writing italics, and CHAMBERLAIN’S in capital letters.
The business was later run by “Chamberlain and Sons” and “Chamberlain and Co.” It’s believed that during the time these two companies operated, a significant portion of the entire porcelain production in the country was produced in Worcester. The records and samples of various collections still displayed in the showrooms show the high level of support and the volume of orders received, as well as the exquisite craftsmanship that the owners achieved in their products. The changes in ownership were as follows:—1786–1798, Robert Chamberlain, senior, Humphrey Chamberlain, and Richard Nash (silent partner); 1798–1804, Humphrey Chamberlain and Robert Chamberlain, junior; 1804–1811, the same, with G. E. Boulton as a silent partner; 1811–1827, the same, without Boulton; 1828–1840, Walter Chamberlain and John Lilly. The marks used from 1840 to 1850 were Chamberlain & Co., Worcester in italic writing and CHAMBERLAIN’S in capital letters.
In 1800, a third china manufactory was established in Worcester by Mr. Thomas Grainger, nephew of Humphrey Chamberlain, who had for many years taken an active and principal part in Chamberlain’s works. This establishment, of which a few words anon, is still continued by the son of its founder and partners under the firm of “G. Grainger and Co.”
In 1800, a third china factory was opened in Worcester by Mr. Thomas Grainger, the nephew of Humphrey Chamberlain, who had been heavily involved in Chamberlain’s operations for many years. This business, which I’ll mention further shortly, is still run by the founder's son and partners under the name “G. Grainger and Co.”

Fig. 538.
Fig. 538.
Figs. 539 to 545.—Productions of Messrs. Chamberlain, 1851.
Figs. 539 to 545.—Productions of Messrs. Chamberlain, 1851.
The two principal manufactories, those of “Flight, Barr, and Barr,” and “Chamberlain and Co.,” continued until 1840, when they amalgamated, and the two firms formed one joint-stock company. The plant and stock were removed from Warmstry House to Messrs. Chamberlain’s premises, and the works were there carried on under the style of “Chamberlain and Co.” The mark used by Chamberlain and Co. was as follows:—
The two main manufacturers, “Flight, Barr, and Barr” and “Chamberlain and Co.,” operated until 1840, when they merged to create one joint-stock company. The equipment and inventory were relocated from Warmstry House to Chamberlain’s facilities, and the operations continued under the name “Chamberlain and Co.” The mark used by Chamberlain and Co. was as follows:—
From 1840 to 1847 the managing directors were Walter Chamberlain,[242][241] John Lilly, and Martin and George Barr, and Fleming St. John; from 1848 to 1850 the proprietors were Walter Chamberlain and John Lilly; in 1850, Walter Chamberlain and Edward Lilly. In 1850 Mr. W. H. Kerr joined the concern, which was for a short time carried on under the style of “Chamberlain, Lilly, and Kerr;” but on the 1st of January, 1852, another change took place in the proprietary. On this occasion Mr. Chamberlain and Mr. Lilly retired, and Mr. R. W. Binns entered into partnership with Mr. Kerr, and the firm was carried on under the style of “Kerr and Binns,” and “W. H. Kerr and Co.” In 1852 the works were considerably increased, in fact they may almost be said to have been then rebuilt, by Mr. Kerr, whose great desire was to make them the best constructed, and most roomy and convenient, of any porcelain works in the kingdom. In 1862 Mr. Kerr retired from the concern, and it is now carried on by a company of shareholders, Mr. R. W. Binns, F.S.A., who is one of them, holding the proud position of “Art Director,” a post for which no man is better qualified than he is. The total number of hands employed at the present time is between five and six hundred.
From 1840 to 1847, the managing directors were Walter Chamberlain, [242][241] John Lilly, and Martin and George Barr, along with Fleming St. John; from 1848 to 1850, the owners were Walter Chamberlain and John Lilly; in 1850, it was Walter Chamberlain and Edward Lilly. In 1850, Mr. W. H. Kerr joined the business, which briefly operated under the name “Chamberlain, Lilly, and Kerr;” but on January 1, 1852, there was another change in ownership. This time, Mr. Chamberlain and Mr. Lilly stepped back, and Mr. R. W. Binns partnered with Mr. Kerr, with the firm being known as “Kerr and Binns,” and “W. H. Kerr and Co.” In 1852, the facilities were significantly expanded, almost as if they were completely rebuilt, by Mr. Kerr, who aimed to make them the best constructed, most spacious, and most convenient porcelain works in the country. In 1862, Mr. Kerr retired, and it is now run by a group of shareholders, with Mr. R. W. Binns, F.S.A., being one of them and holding the esteemed position of “Art Director,” a role in which he is exceptionally qualified. Currently, there are between five and six hundred employees.

Fig. 546.
Fig. 546.

Figs. 547 and 548.—Ewer and Stand, painted by Bott.
Figs. 547 and 548.—Ewer and Stand, painted by Bott.
The productions of the Worcester works have been brought to a wondrous state of perfection, both as to body, glaze, form, and decoration. Certainly neither in ancient nor in modern specimens of ceramic art have such exquisitely beautiful works been produced as some of the enamels which, under the fostering hand of Mr. Binns, have of late years been made here. The body, unlike the works of Limoges or the Sèvres imitations, is pure porcelain, not a coating of porcelain over sheets of metal; and the effect is produced by the partial transparency of the white laid on the blue ground, instead of by heightening. The tone produced in these enamels is peculiarly soft and delicate, and the colours are pure and intense; they will bear—and bear well—a close and critical comparison with those of the fifteenth and sixteenth centuries.[83] Examples consisting of an ewer and stand, a[243] vase, a pastile-burner, a plate, a tazza, and other articles, are given on Figs. 547 to 553. The late Mr. Bott, an artist of the very highest eminence, was brought up by Mr. Binns specially for the production of these enamels, and his early death has been a great loss to Art. Through his death examples have become very scarce, and realise high prices. At the present time a pair of vases—still in the hands of the Worcester Company—are valued at 1,500 guineas, and an ewer and basin at 350 guineas, and the probability is that they will still increase rapidly in value. To Mr. Binns is entirely due the introduction and carrying out of the Worcester enamels in the style of Limoges; the ivory porcelain, a soft-glaze body of an ivory tint; the Raphaelesque porcelain; jewelled porcelain, of a totally different and far higher character[244] than that of Sèvres; and Japanese decoration on porcelain and pottery. Besides these, to his taste, skill, and judgment are due the great varieties of styles and improvements in form and decoration which now characterize these works.
The products from the Worcester works have reached an incredible level of perfection in terms of body, glaze, shape, and decoration. Certainly, neither ancient nor modern ceramic art has produced such beautifully exquisite pieces as some of the enamels created here in recent years, thanks to Mr. Binns’ guidance. The body is, unlike the works from Limoges or the Sèvres imitations, pure porcelain, not a layer of porcelain over metal sheets; the effect is achieved through the partial transparency of the white applied to the blue background, rather than through highlighting. The tones in these enamels are uniquely soft and delicate, with colors that are pure and vibrant; they can withstand—and do well in—close and critical comparison with those from the fifteenth and sixteenth centuries.[83] Examples include an ewer and stand, a[243] vase, a pastile-burner, a plate, a tazza, and other items, as shown in Figs. 547 to 553. The late Mr. Bott, an artist of the highest caliber, was specifically trained by Mr. Binns to create these enamels, and his untimely death has been a significant loss to the art world. Due to his passing, these examples have become quite rare and fetch high prices. Currently, a pair of vases—still owned by the Worcester Company—are valued at 1,500 guineas, and an ewer and basin are priced at 350 guineas, with the likelihood that their value will continue to rise rapidly. Mr. Binns is solely responsible for introducing and developing the Worcester enamels in the style of Limoges; the ivory porcelain, a soft-glaze body with an ivory tint; the Raphaelesque porcelain; jeweled porcelain, which has a vastly different and much higher quality than that of Sèvres; and Japanese decoration on porcelain and pottery. Additionally, his taste, skill, and judgment have led to the wide range of styles and improvements in shape and decoration that now define these works.
In parian, the Worcester works produce a large variety of figures, busts, groups, and ornamental articles of every kind, and of a remarkably clean and pure body.
In parian, the Worcester factory creates a wide range of figures, busts, groups, and decorative items of all kinds, made from a notably clean and pure material.
The ivory porcelain—an improvement upon parian, and capable of greater development—is one of the specialities of these works. Besides being used for busts, figures, and ornamental pieces, in its simple state, when it has all the softness, beauty, and natural tint of ivory itself, it forms the basis of many of the ornamental decorations, especially the Raphaelesque ware, which is the colouring of the surface in relief in the style of the old Capo di Monte ware and the Buen Retiro porcelain. This style was first introduced by Mr. Binns for the Exhibition of 1862, and has retained its popularity to the present hour.
The ivory porcelain—an upgrade from parian and capable of further development—is one of the specialties of these works. Besides being used for busts, figures, and decorative pieces, in its natural form, with all the softness, beauty, and color of real ivory, it serves as the foundation for many ornamental decorations, especially the Raphaelesque ware, which features surface coloring in relief reminiscent of the old Capo di Monte ware and the Buen Retiro porcelain. This style was first introduced by Mr. Binns for the Exhibition of 1862 and has remained popular to this day.

Fig. 549.
Fig. 549.

Figs. 550 to 552.—Enamel; the subject taken from the Raphael Tazza.
Figs. 550 to 552.—Enamel; the subject taken from the Raphael Tazza.
Fig. 553.—Group of Worcester Porcelain Enamel.
Fig. 553.—Group of Worcester Porcelain Enamel.
Figs. 554 and 555.
Figs. 554 & 555.
The jewelled porcelain, for which Worcester now is famous, is totally different from that made at Sèvres or Tournay, whether ancient or modern. The French jewels are all made by enamellers, and each colour is fused on a small plate of metal which forms the setting, and may be stuck on the vase or plate with gum if it is not required to pass it through the fire. These jewels may be bought by the dozen or hundred in any variety: but the work decorated with them is essentially French, and tinselly. The English jewelling, though perhaps not so brilliant, is of far higher and purer character, and is far more[247] legitimate as a decoration for pottery. Each of these jewels is formed of colour melted on to the china, and occasionally raised higher and higher by repeated firings, and thus it becomes, and is, a part of the material itself. The most elaborate piece of work produced at Worcester in this style is a déjeûner set made for presentation to the Countess of Dudley on her marriage, from the city of Worcester. It is powdered all over with turquoise, but so arranged in geometric lines that only the different sizes of the jewels are noticed. In Japanese porcelain the Worcester works produce a vast variety of articles; amongst these are vases, spill-cases, jardinières, toilet ornaments, trays, and an infinite number of other elegancies. These Japanese productions are not servile imitations of native art; they are Japanese art and art-characteristics adapted and rendered subservient to the highest aims of pure design of our own country. Mr. Binns, to whom this introduction is owing, has caught the very spirit of Japanese art, and, with the happy facility he possesses of turning everything to good account, has so grafted it upon English productions that the one becomes an essential and component part of the other. Among the more pleasing and characteristic of the vases are a set on which the designs, in relief (admirably modelled by Mr. Hadley) upon tablets, represent the various processes of the potter’s art as followed in the East; and these pictures—for true pictures they are—are so minutely and exquisitely painted and gilded (by Callowhill), that it requires a good[250] lens to bring out their many and very minute beauties. Of these I give some engravings. This introduction, which now forms a distinctive feature of the Worcester works, is a marked and decided advance in ceramic art; the effect of bronze and other metals being quite an achievement.
The jeweled porcelain that Worcester is known for today is completely different from what’s made at Sèvres or Tournay, whether old or new. The French jewels are created by enamellers, with each color fused onto a small piece of metal that serves as the base and can be glued onto the vase or plate if it doesn't need to go through the fire. These jewels can be purchased by the dozen or hundred in various styles, but the work that uses them is distinctly French and somewhat flashy. The English technique, while perhaps not as dazzling, has a much higher and purer quality, and is a more authentic form of decoration for pottery. Each jewel is made from color melted onto the china, and is sometimes built up higher through repeated firings, making it an integral part of the material. The most detailed piece created at Worcester in this style is a breakfast set made as a gift for the Countess of Dudley on her wedding, originating from the city of Worcester. It’s covered all over with turquoise, arranged in geometric lines so that only the different sizes of the jewels are noticeable. In the realm of Japanese porcelain, the Worcester works offer a wide range of items, including vases, spill-cases, jardinières, toilet decorations, trays, and countless other exquisite pieces. These Japanese creations are not simple copies of native art; they embody Japanese artistic qualities adapted to elevate the pure design of our own country. Mr. Binns, who has influenced this introduction, has truly captured the essence of Japanese art, and with his remarkable ability to make everything work well, he has blended it with English productions so that they complement each other seamlessly. Among the more attractive and distinctive vases is a set featuring designs in relief (masterfully crafted by Mr. Hadley) on panels that depict the various stages of the potter's craft in the East; these images—truly pictorial—are painted and gilded so detailed and beautifully (by Callowhill) that it takes a good lens to reveal their many subtle beauties. I’ve included some engravings of them. This introduction, which has now become a defining aspect of the Worcester works, marks a significant advancement in ceramic art, with the effects of bronze and other metals being a notable achievement.

Figs. 556 to 559.—Worcester Japanese Ware.
Figs. 556 to 559.—Worcester Japanese Pottery.
Figs. 560 to 565.—Worcester Porcelain.
Figs. 560 to 565.—Worcester China.

Fig. 566.
Fig. 566.
In majolica the Worcester works produce many splendid varieties of articles, and many spirited and beautiful designs. Dessert services, floral table decorations, shell-pieces, spill-cases, and vases are among the articles produced. The body is finer and more compact than that frequently used by manufacturers, and the colouring is faultless and in the purest taste. It was a wise thought to graft this branch of ceramic art on to that of the finest porcelain at Worcester, and its rapid development shows how thoroughly it has been appreciated.
In majolica, the Worcester factory creates a wide range of stunning items with lively and beautiful designs. Among their products are dessert services, floral table decorations, shell pieces, spill cases, and vases. The material is finer and more solid than what many manufacturers commonly use, and the colors are impeccable and tastefully done. It was a smart move to integrate this style of ceramic art with the finest porcelain at Worcester, and its quick growth demonstrates just how much it has been valued.
But it is not in ornamental goods only that these works take high rank. They produce every possible variety, from the simple gold and white to the most highly decorated tea, coffee, déjeûner, dinner, toilet, and other services. These are produced in very large quantities, and form a staple and constantly increasing branch of the manufacture; and in all these, however simple, the same purity of taste in patterns is displayed as in the rarer and more costly gems of art.
But it's not just decorative items that rank highly among these works. They create every possible variety, from basic gold and white to the most elaborately designed tea, coffee, breakfast, dinner, bathroom, and other sets. These are produced in very large quantities and represent a key and continually growing area of manufacturing; and in all of these, no matter how simple, the same purity of taste in patterns is shown as in the rarer and more expensive art pieces.
It is a common belief that high art and commercial success cannot go hand in hand,—that to make things sell you must sink art—or that, if you produce high art examples, you must give up all expectations of a remunerative trade. This theory I do not[251] believe in. I hold it to be the mission of the manufacturer, in whatever branch he may be engaged, to produce such goods as shall tend to educate the public taste, and to lead it gradually upwards to a full appreciation of the beautiful. The manufacturer is quite as much a teacher as the writer or the artist, and he is frequently a much more effectual one. In pottery especially, where the wares of one kind or other are hourly in the hands of every person in the kingdom, it behoves the manufacturers to produce such perfect forms, and to introduce such ornamentation, even in the commonest and coarsest ware, as shall teach the eye, and induce a taste for whatever is beautiful and perfect and lovely in art. The mission of the manufacturer is to create a pure taste, not to perpetuate and pander to a vicious and barbarous one; and I believe, in the end, that those who do their best to elevate the minds of the people by this means will find that, commercially, their endeavours will be most satisfactory—assuredly they will be the most pleasant to their own minds. The Worcester people seem to understand this thoroughly, and to have wisely determined that nothing, even of the most simple design or common use, which is not pure in taste and elegant in form shall be issued from their works.
It’s a common belief that high art and commercial success can’t coexist—that to make things sell, you have to sacrifice art, or that if you create high-quality art, you have to give up any hope of making a profit. I don’t subscribe to this idea. I believe it’s the manufacturer’s job, no matter what field they’re in, to create products that educate the public’s taste and gradually lead it to fully appreciate beauty. The manufacturer is just as much a teacher as the writer or the artist, and often a more effective one. In pottery, especially, where various types of goods are handled daily by everyone, it’s essential for manufacturers to produce perfect shapes and introduce beautiful designs, even in the simplest and roughest products, to teach people’s eyes to appreciate what is beautiful, perfect, and lovely in art. The manufacturer’s role is to create a refined taste, not to perpetuate and cater to a crude and barbaric one; and I believe that ultimately, those who strive to uplift people’s minds in this way will find their efforts to be commercially rewarding—certainly, they will be the most fulfilling for themselves. The Worcester group seems to completely understand this and has wisely decided that nothing, even the simplest design or most common item, will be produced that isn’t pure in taste and elegant in form.
The marks of Messrs. Kerr and Binns were the following:—
 But they had also another, a special mark,
designed by Digby Wyatt, which is used solely for marking the goods
made for her Majesty. In the mark (Fig. 568) in the third quarter of
the shield, left white in the engraving, the initials of Mr. Bott, the
painter, are found on his beautiful enamels.
But they had also another, a special mark,
designed by Digby Wyatt, which is used solely for marking the goods
made for her Majesty. In the mark (Fig. 568) in the third quarter of
the shield, left white in the engraving, the initials of Mr. Bott, the
painter, are found on his beautiful enamels.
The marks of Messrs. Kerr and Binns were as follows:—
But they also had another, a special mark, designed by Digby Wyatt, which is used exclusively for marking the goods made for her Majesty. In the mark (Fig. 568) in the third quarter of the shield, left white in the engraving, you can find the initials of Mr. Bott, the painter, on his beautiful enamels.

Fig. 569.
Fig. 569.

Fig. 570.—Breakfast Service made for the Duke of Cumberland in 1806.
Fig. 570.—Breakfast service created for the Duke of Cumberland in 1806.
Fig. 571.—Service made for King William IV. in 1831.
Fig. 571.—Service created for King William IV. in 1831.
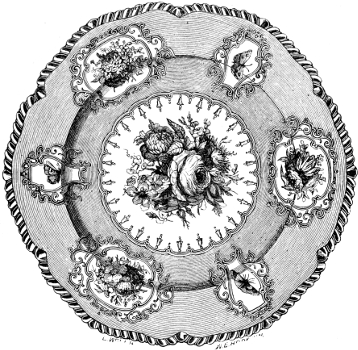
Fig. 572.—Service made for the Princess Charlotte on her marriage in 1816.
Fig. 572.—Service created for Princess Charlotte on her wedding in 1816.

Fig. 573.—Service made on the occasion of the creation of the Duke of Clarence in 1789.
Fig. 573.—Ceremony held for the creation of the Duke of Clarence in 1789.
The Worcester works have, at one time or other, been favoured more than most English establishments with orders from royalty. Of these I give five examples of plates, to show the beauty and intricacy of their designs. Fig. 569 is a part of a service made for the Queen; Fig. 573, from the service made for Prince William Henry, Duke of Clarence, in 1789; 572, for the[254] Princess Charlotte on her marriage; 571 for his Majesty King William IV.; and 570, for the Duke of Cumberland in 1806.
The Worcester factory has, at various times, received more orders from royalty than most English establishments. Here are five examples of plates to showcase the beauty and detail of their designs. Fig. 569 is part of a service created for the Queen; Fig. 573 is from the service made for Prince William Henry, Duke of Clarence, in 1789; 572, for the [254] Princess Charlotte on her wedding; 571 for King William IV.; and 570, for the Duke of Cumberland in 1806.
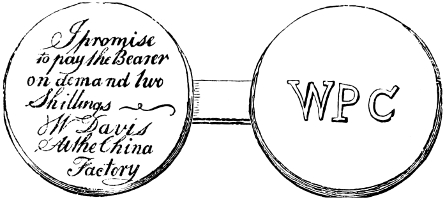
Fig. 574.
Fig. 574.
A curious feature in connection with these works, and one which I am only aware has been followed by one other English china manufactory (that of Pinxton), was the issuing of porcelain tokens—that is, china money—for the convenience of the masters and workmen at the factory. They are, it will be seen, in the form of a promissory note. They bear the “promise” on the obverse, and on the reverse the letters W P C (Worcester Porcelain Company), and were issued for various amounts.
A notable aspect related to these products, and one I'm only aware has been adopted by one other English china manufacturer (Pinxton), was the release of porcelain tokens—that is, china money—for the convenience of the managers and workers at the factory. They resemble a promissory note. The front has the “promise,” and the back features the letters W P C (Worcester Porcelain Company), with different amounts issued.
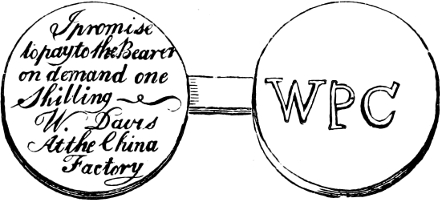
Fig. 575.
Fig. 575.
Examples of some of the more recent productions of the Royal Worcester Porcelain Company (as shown at the French Exhibition of 1868) are shown on our cuts, Figs. 560 to 565.
Examples of some of the more recent products from the Royal Worcester Porcelain Company (as displayed at the French Exhibition of 1868) are shown in our images, Figs. 560 to 565.
Royal China Works.—The porcelain works of Messrs. Grainger
and Co. are situated in St. Martin’s Street, with show-rooms in the
Foregate. They were established in 1800, as I have before stated, by
Mr. Thomas Grainger, nephew to Mr. Chamberlain, to whom he served an
apprenticeship as a painter; the latter part of his apprenticeship
being devoted to taking a share in the general management of the
works. When out of his time, Mr. Grainger started a manufactory on
his own account, and took into partnership a Mr. Wood, a painter
of considerable skill and eminence, whose productions on the early
porcelain made by them are characterized by a peculiar mellowness
of shade, and who excelled in “mezzo-tint drawing;” and the works
were carried on for some time under the firm of “Grainger and Wood.”
 Afterwards, Mr. Grainger took into partnership his brother-in-law, Mr.
Lee, and the style of the firm was then changed to that of “Grainger
and Lee.” The mark was as appended.
Afterwards, Mr. Grainger took into partnership his brother-in-law, Mr.
Lee, and the style of the firm was then changed to that of “Grainger
and Lee.” The mark was as appended.
Royal China Works.—The porcelain factory of Grainger and Co. is located on St. Martin’s Street, with showrooms in the Foregate. It was founded in 1800, as I mentioned earlier, by Mr. Thomas Grainger, who was Mr. Chamberlain's nephew and served an apprenticeship as a painter; the latter part of his training involved participating in the overall management of the factory. Once he completed his apprenticeship, Mr. Grainger started his own manufacturing business and partnered with Mr. Wood, a highly skilled and renowned painter, whose early porcelain works are noted for their unique soft color and expertise in “mezzo-tint drawing.” The company operated for a while under the name “Grainger and Wood.”
Later, Mr. Grainger partnered with his brother-in-law, Mr. Lee, and the company's name changed to “Grainger and Lee.” The mark is as shown.
[255]
[255]

Fig. 577.
Fig. 577.
In 1810, about two years before Mr. Lee became a partner, the works were destroyed by fire. The manufactory was shortly rebuilt on a new site, on the opposite side of the street, and has been considerably enlarged. Mr. Lee having retired from the concern, the business was then carried on by Mr. Grainger until his decease in 1839, when his son, Mr. George Grainger, one of the present proprietors, succeeded him, and has carried on the works, under the style of “G. Grainger and Co.,” to the present day. Up to the year 1850, porcelain alone was made at this establishment, and its quality was remarkably good, both in body and in ornamentation. In that year, however, Mr. George Grainger invented a new body, which he named “semi-porcelain.” This new ware was first made public at the Great International Exhibition of 1851, and from its peculiar qualities of durability, hardness, and freedom from cracking with heat, attracted considerable attention. The surface of the semi-porcelain bears every characteristic of the finest china, and, of course, in colour, in painting, and in gilding can be made quite equal to it; but it has the additional advantage of being so completely vitrified that the inside, in case of being chipped or broken, remains of its original whiteness. It is peculiarly adapted for dinner-services through not flying or cracking with heat so readily as the ordinary china does, and because of its power of retaining heat for a much longer time. It is somewhat extensively exported both to France and to India. Mr. Grainger manufactures very largely of this material chemical vessels, batteries, insulators for telegraph wires, &c., and for these purposes its superiority is admitted by the highest scientific authorities. These insulators (in an unglazed state) after being soaked for many hours in acid, stood the test of a battery of two hundred Daniel’s cells—a very severe test—showing thus great[256] strength and resisting power—a strength which would be much increased when glazed.
In 1810, about two years before Mr. Lee became a partner, the factory was destroyed by fire. It was quickly rebuilt on a new site across the street and has since been significantly expanded. After Mr. Lee retired from the business, Mr. Grainger ran it until his death in 1839. Following that, his son, Mr. George Grainger, who is one of the current owners, took over and has continued the operations under the name “G. Grainger and Co.” up to today. Until 1850, the establishment exclusively produced porcelain, known for its excellent quality in both material and decoration. In that year, however, Mr. George Grainger created a new material he called “semi-porcelain.” This new product was first presented at the Great International Exhibition of 1851 and drew significant attention due to its unique qualities of durability, hardness, and resistance to cracking from heat. The surface of semi-porcelain exhibits all the characteristics of the finest china and can be matched in color, painting, and gilding; however, it has the added benefit of being fully vitrified, which means that if it gets chipped or broken, the inside retains its original whiteness. It is particularly suited for dinnerware because it doesn't crack or break with heat as easily as regular china, and it retains heat for much longer. It is also exported quite widely to both France and India. Mr. Grainger produces a large quantity of this material for chemical vessels, batteries, telegraph wire insulators, etc., and its superiority is acknowledged by leading scientific experts. These insulators (in an unglazed form), after being soaked in acid for many hours, successfully withstood a test involving a battery of two hundred Daniel’s cells—a very tough test—demonstrating impressive strength and resistance, which would be further enhanced when glazed.[256]
The mark of the present firm is as follows:—
 Another has simply the words “Chemical Porcelain, Grainger and Co., Manufactory,
Worcester.” Messrs. Grainger and Co. also produce some admirable vases,
excellent parian figures and ornaments. Another variety of goods is
the perforated parian ware, in which is made vases, &c., of remarkably
pure design and careful execution. Some of the best specimens of lace
drapery have been produced by this firm. At the Exhibition of 1862, the
last at which the firm exhibited, a medal was awarded them for this
“semi-” or “chemical porcelain,” which, undeniably, well deserved such
a distinction.
Another has simply the words “Chemical Porcelain, Grainger and Co., Manufactory,
Worcester.” Messrs. Grainger and Co. also produce some admirable vases,
excellent parian figures and ornaments. Another variety of goods is
the perforated parian ware, in which is made vases, &c., of remarkably
pure design and careful execution. Some of the best specimens of lace
drapery have been produced by this firm. At the Exhibition of 1862, the
last at which the firm exhibited, a medal was awarded them for this
“semi-” or “chemical porcelain,” which, undeniably, well deserved such
a distinction.
The mark of the current company is as follows:—
Another simply has the words “Chemical Porcelain, Grainger and Co., Manufactory, Worcester.” Grainger and Co. also create some beautiful vases, impressive parian figures, and decorations. Another type of product is the perforated parian ware, which is used to make vases, etc., with remarkably pure designs and careful craftsmanship. Some of the best examples of lace drapery have come from this company. At the 1862 Exhibition, the last one where the company participated, they received a medal for this “semi-” or “chemical porcelain,” which definitely deserved such recognition.

Fig. 579.
Fig. 579.
[257]
[257]
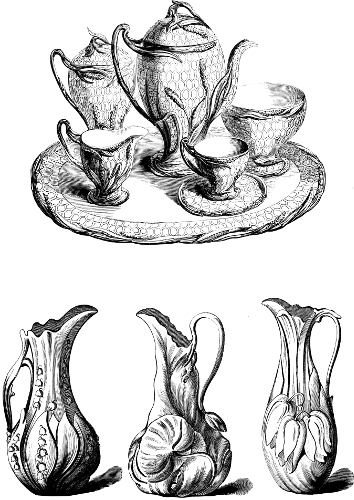
Figs. 580 to 583.
Figs. 580–583.
[258]
[258]
A new invention of Messrs. Grainger is their “Opalite,” a highly vitrified and very fine body, in which they have produced, with remarkably good effect, embossed tiles for external decorations in shop fronts, &c. A design of a celadon ground with the blackberry, conventionally treated, in relief, in white, with the stems relieved with burnished gold, burned into the body, is remarkably beautiful and effective.
A new invention by Messrs. Grainger is their "Opalite," a highly vitrified and very fine material, in which they have successfully created embossed tiles for exterior decorations in shop fronts, etc. A design featuring a celadon background with a conventionally treated blackberry in white relief, and stems highlighted with burnished gold embedded into the material, is strikingly beautiful and effective.
Mr. St. John’s Encaustic Tile Works.—After the removal of Messrs. Flight and Barr’s works to the present site of the Royal porcelain manufactory, on the amalgamation spoken of on a preceding page, Mr. Barr for a time continued making encaustic paving tiles on the old premises. In this he was joined by Mr. Fleming St. John, who was one of the managing directors of the Royal porcelain works, and some excellent patterns, and of good colour and material, were produced. The tile works were, however, in 1860, sold to Messrs. Maw, who continued to carry on the manufacture until 1852, when they removed to Broseley, where the manufacture is still continued (see “Broseley”). In 1853 the premises were purchased from Mr. Fleming St. John by Mr. Allcroft, one of the partners in the firm of Dent, Allcroft, and Co., and their business of glove-making was removed within the same year.
Mr. St. John’s Encaustic Tile Works.—After Messrs. Flight and Barr moved their operations to the current location of the Royal porcelain factory, as mentioned earlier, Mr. Barr continued to produce encaustic paving tiles at the old site for a while. He was joined by Mr. Fleming St. John, who was one of the managing directors of the Royal porcelain company, and together they created some excellent patterns with good colors and materials. However, in 1860, the tile works were sold to Messrs. Maw, who kept manufacturing tiles until 1852, when they relocated to Broseley, where production is still ongoing (see “Broseley”). In 1853, Mr. Fleming St. John sold the premises to Mr. Allcroft, one of the partners in the firm of Dent, Allcroft, and Co., and their glove-making business was moved to the same location later that year.
“Worcester Tileries,” Rainbow Hill.—These works were established in 1870 by Mr. H. C. Webb, their present proprietor. The tiles produced are in three series—1st, geometrical tiles in five colours, viz. black, red, buff, grey, and chocolate; 2nd, geometrical tiles in these colours with the addition of cream, fawn, blue, white, and green; 3rd, the whole of these, with encaustic or inlaid tiles added. The geometrical tiles are made of various sizes and of every necessary shape, and thus pavements of admirable and effective design and of endless variety are produced, which are equally suitable for small villas, cottages, schools, &c. The colours are clear and good, and the quality hard and durable. The mark used by Mr. Webb is the name HENRY C. WEBB, WORCESTER, in raised letters, in a small circle impressed in the clay.
“Worcester Tileries,” Rainbow Hill.—These facilities were established in 1870 by Mr. H. C. Webb, who is still the owner today. The tiles produced come in three series: 1st, geometrical tiles in five colors—black, red, buff, grey, and chocolate; 2nd, geometrical tiles in these colors plus cream, fawn, blue, white, and green; 3rd, all of these along with encaustic or inlaid tiles added. The geometrical tiles are made in various sizes and shapes, allowing for beautiful and diverse pavement designs that are perfect for small villas, cottages, schools, etc. The colors are vibrant and of high quality, and the tiles are hard and long-lasting. Mr. Webb's trademark is the name HENRY C. WEBB, WORCESTER, embossed in raised letters inside a small circle imprinted in the clay.
St. George’s Pottery Works.—These works were established by their present proprietor, Mr. D. W. Barker, formerly of Frome in Somersetshire, in 1869, for the manufacture of rustic ware, terra-cotta,[259] and patent bricks—the latter being the main production of the establishment. The works are situated on Gregory’s Bank, close to the canal, on the north side of Worcester, where they occupy a large area of ground. The kilns were erected from the designs of the patentees, Hoffman and Licht, of Berlin and Dantzic, and the machinery by the patentees, Bradley and Craven, of Wakefield. As these are said to be among the best constructed of modern brick and terra-cotta works, I quote the following particulars:—
St. George’s Pottery Works.—These works were established by the current owner, Mr. D. W. Barker, who is originally from Frome in Somerset, in 1869, for making rustic ware, terra-cotta, and patent bricks—the latter being the main focus of the business. The works are located on Gregory’s Bank, near the canal, on the north side of Worcester, where they cover a large piece of land. The kilns were built based on designs by the inventors Hoffman and Licht from Berlin and Dantzic, and the machinery was set up by the inventors Bradley and Craven from Wakefield. These are considered to be among the best-constructed modern brick and terra-cotta works, and I’d like to share the following details:—
“The kiln consists of a long railway-tunnel-shaped passage, forming a long annular channel or ring. This ring is divided into twelve compartments, which may be made to communicate or to be separated from each other by the raising or lowering of a partition or damper. To each compartment there is an entrance-doorway, which can be closed with temporary brickwork. Flues lead from the bed of each compartment to the central smoke-chamber, which communicates by a main flue with the chimney. The state and progress of the fire can be at any time easily seen through the apertures on the top, down which the fuel is passed; and as the draught is under perfect control, the heat can be at once raised or lowered as may be required. The low temperature at which the gases leave the kiln is indicated by the fact that a high chimney for getting up the draught is required. There is thus a perpetual current, so to say, of bricks, which is brought slowly to revolve against, and in the contrary direction to, a perpetually revolving draught. In the green stage of the bricks they thus come in contact with air at a comparatively low temperature, and then gradually advance towards higher temperatures until they are at last burnt. Each stack of bricks to be burnt is, therefore, most ingeniously made to combine successively—(1) the functions of a grate with bars; (2) of a Leimen’s regenerator, for heating the air to be burnt; (3) of a drying-room for themselves when green; and (4) of a cooling-room for themselves when burnt. It is impossible not to enjoy the examination of such an exemplification of the dominion of mind over matter. Each day one chamber is emptied of its burnt and cooled-down bricks, and another chamber is filled with green goods. Any repairs can also be at once done to any one of the chambers as it gets emptied in its turn. In every process of treating clay or marl, with a view to drying it in the open air or to burning it, it is absolutely necessary to carry out these operations gradually at the risk of cracking and splitting the goods. This kiln, from its very gradual action and absence of sudden changes of temperature, produces no “wasters” from these causes, and the bricks can also be burnt in a much more moist state than in ordinary kilns, as the heat is very gradually brought to bear upon them. The extraordinary and widespread success of the patent annular kilns, the beauty of the scientific principles they so ingeniously embody, and the many fresh applications of which they are capable, are well deserving a careful study. In all there are not less than five hundred of these kilns at work in different parts of the world—Europe, the United States, India, and Australia. In England and her colonies alone there are upwards of ninety in use, and the power of production, within merely England and Ireland, can be reckoned at nearly one million of bricks daily. Our Admiralty use five, the Indian Government already six. In the Patent Kiln there is an important source of saving in the fact that the moisture is driven into the chimney, and is never carried over the fuel, uselessly conveying away, as it would do, enormous amounts of latent heat. The chimney, which rises from the centre of the kiln, is of a circular form, about 160 feet in height, 21 feet 6 inches in diameter at the base, and 7 feet 6 inches at the top.”
“The kiln is shaped like a long railway tunnel, creating a lengthy circular channel or ring. This ring is split into twelve compartments, which can be connected or separated by raising or lowering a partition or damper. Each compartment has an entrance-doorway that can be closed with temporary brickwork. Flues extend from the base of each compartment to the central smoke chamber, which connects to the chimney via a main flue. The condition and progress of the fire can be easily monitored through openings on top, where the fuel is added; and since the draft is fully controllable, the heat can be quickly adjusted as needed. The low temperature of the gases leaving the kiln shows that a tall chimney for optimal draft is necessary. Thus, there’s a continuous flow of bricks that slowly rotate in the opposite direction of the constantly moving draft. During the green stage, the bricks interact with relatively cool air and then gradually move to higher temperatures until they are fully fired. Each stack of bricks intended for firing cleverly combines several functions—(1) acting as a grate with bars; (2) functioning like a Leimen's regenerator to heat the air; (3) serving as a drying room for the green bricks; and (4) acting as a cooling room for the burnt bricks. It's hard not to appreciate such a demonstration of the mind's control over materials. Each day, one chamber is emptied of its cooled bricks while another is filled with green bricks. Repairs can also be promptly made to any chamber as it is emptied in turn. In every process of treating clay or marl for drying in the open air or for burning, it’s crucial to carry out these tasks gradually to avoid cracking and splitting the products. This kiln, with its gradual operation and lack of abrupt temperature changes, doesn’t produce any “waste” from these issues, and the bricks can be fired in a much wetter state than in conventional kilns, since the heat is applied slowly. The remarkable and widespread success of the patented annular kilns, the elegance of the scientific principles they incorporate, and their various new applications are truly worthy of careful study. There are at least five hundred of these kilns operating worldwide—in Europe, the United States, India, and Australia. In England and her colonies alone, there are over ninety in use, with production capacity in England and Ireland nearing one million bricks daily. The Admiralty uses five, and the Indian Government has already adopted six. The Patent Kiln offers a significant saving as moisture is channeled into the chimney and never passes over the fuel, preventing the wasteful loss of substantial amounts of latent heat. The chimney, which rises from the center of the kiln, is circular, about 160 feet high, with a diameter of 21 feet 6 inches at the base and 7 feet 6 inches at the top.”
The analysis of the clay, as reported by Dr. Arthur E. Davis, is as follows:—silica, 56·74; alumina, 31·66; oxide of iron, 6·96; lime, 3·43; magnesia, trace; alkaline salts, 0·53; loss in analysis, 0·68; total, 100·00.
The analysis of the clay, as reported by Dr. Arthur E. Davis, is as follows:—silica, 56.74; alumina, 31.66; iron oxide, 6.96; lime, 3.43; magnesia, trace; alkaline salts, 0.53; loss in analysis, 0.68; total, 100.00.
The rustic terra-cotta ware produced at these works is of a very[260] superior quality, and the designs are so true to nature as to be faultless in every respect. In this ware garden-seats, flower-pots, and flower-vases, mignonette and other boxes, spill-cases, and a variety of other articles have been made, and all are equally good in design. Among the rustic flower-pots and stands some are excellent representations of the gnarled root of a tree; the small branches of trees nailed to the sides of the vessel; and the bole of a tree beautifully modelled, and apparently hollowed out to receive the plant. In these cases the grain of the wood is well copied. Mr. Barker’s great forte in these designs seems to have been the accurate and truthful copying of nature in the barks and peculiarities of growth of various trees.
The rustic terracotta items made at this workshop are of very
superior quality, and the designs are so realistic that they are faultless in every way. This pottery includes garden seats, flower pots, flower vases, mignonette boxes, spill cases, and a variety of other items, all of which have equally good designs. Among the rustic flower pots and stands, some are excellent representations of twisted tree roots; small branches of trees attached to the sides of the vessel; and the trunk of a tree beautifully shaped and seemingly hollowed out to hold the plant. In these cases, the wood grain is well captured. Mr. Barker's strength in these designs appears to lie in his meticulous and truthful representation of nature in the bark and growth characteristics of various trees.
Mr. Barker manufactures the ceramic part of Beckitt’s patent photographic apparatus—an apparatus consisting of an earthenware cylinder and a series of troughs of the same material, in which the cylinder is made to revolve by means of a handle; the troughs being intended for the hyposulphate bath, the gold solution, and wash, respectively.
Mr. Barker produces the ceramic component of Beckitt’s patented photographic device—this device consists of a clay cylinder and a set of troughs made from the same material. The cylinder spins using a handle, while the troughs are designed for the hyposulphate bath, the gold solution, and washing, respectively.
Ordinary flower-pots and other horticultural ware, of good quality and excellent material, are extensively made, and form a staple branch of the St. George’s trade.
Ordinary flower pots and other gardening tools, made from good quality materials, are produced in large quantities and are a key part of the St. George’s trade.
Stourbridge.
The Lye Works have the reputation of being the oldest in this district, having been established in 1750. Its present proprietors are Messrs. William King Perrens, of Wilmcote Hall, and George King Harrison, of Hagley. They are makers of fire-bricks of all kinds, blast furnaces, glass-house furnaces, gas retorts, gas ovens, &c., and are proprietors of best Glasshouse pot-clay.
The Lye Works is known to be the oldest in this area, having been founded in 1750. Its current owners are Messrs. William King Perrens from Wilmcote Hall and George King Harrison from Hagley. They produce all types of fire bricks, blast furnace components, glasshouse furnaces, gas retorts, gas ovens, etc., and they own the finest Glasshouse pot-clay.
The other makers at Stourbridge are—
The other creators at Stourbridge are—
| F. T. Rufford | Hungary Hill. |
| Hickman & Co. | Haygreen and Brettell Lane Works. |
| Perrens & Harrison | The Lye and Brettell Lane Works. |
| E. H. J. Pearson | The Delph and Tintern Abbey Works. |
| Jas. B. Fisher & Co. | The Hayes. |
| Mobberley & Bayley | The Thorns and Cradley. |
| King Brothers | Netherend. |
| Harris & Pearson | Amblecote. |
| Edward Bowen | Clattershall. |
| John Hall | Amblecote and Bug Hole. |
| Trotter, Haines & Corbett | Brettell Lane. |
| AND | |
| John Walker | Kingswinford, near Dudley. |
| The Himley Fire Brick Company | Near Dudley. |
[261]
[261]
I am indebted to Mr. George King Harrison, of the “Lye Works,” Stourbridge, for the following interesting particulars respecting Stourbridge clay. He says—
I am grateful to Mr. George King Harrison, of the “Lye Works,” Stourbridge, for sharing the following interesting facts about Stourbridge clay. He states—
“The earliest account I have been able to obtain respecting Stourbridge fire-clay shows that, in the year 1566, a lease was granted for the purpose of getting and digging Glasshouse pot-clay. It is probable at that time it had only recently been discovered, and that its peculiar properties and purity, with the well-known abundance of fuel in the neighbourhood, were the causes of the establishment of the glass manufacture, which was introduced by refugees from Lorraine about 1557. It is believed that one of the first glasshouses was erected in a field (near to Stourbridge Station), and which is known by the name of the Glasshouse Field at the present time; an old plan shows the position of the works, foundations of furnaces, and portion of old furnace.”
“The earliest account I could find about Stourbridge fire-clay indicates that in 1566, a lease was granted to extract and dig Glasshouse pot-clay. It’s likely that it had only just been discovered then, and that its unique properties and purity, along with the plentiful fuel available in the area, led to the establishment of glass manufacturing, which was brought over by refugees from Lorraine around 1557. It’s believed that one of the first glasshouses was built in a field (near Stourbridge Station), which is currently known as Glasshouse Field; an old plan shows the layout of the works, the foundations of furnaces, and part of an old furnace.”
Dr. Plot, in his “History of Staffordshire,” date about 1686, says—
Dr. Plot, in his “History of Staffordshire,” dated around 1686, says—
“The most preferable clay of any is that of Amblecote, of a dark blewish colour, whereof they make the best pots for the glasshouses of any in England; nay, so very good is it for this purpose that it is sold in the place for 7d. the bushel, whereof Mr. Gray (an ancestor of the present Earl of Stamford and Warrington) has 6d. and the workman 1d., and so very necessary to be had that it is sent as far as London, some time by waggon and some time on pack horses to Bewdley, and so down the Severn to Bristol, and thence to London.” “The goodness of which clay and cheapness of coal hereabouts no doubt has drawn the glasshouses both for vessels and broad glass into these parts, there being divers set up in different forms here at Amblecote, Oldwynford, Hollowaysend, and Coburnbrook.”
“The best clay around is from Amblecote, which has a dark bluish color. They use it to make the finest pots for the glasshouses in England. It's so good for this purpose that it sells locally for 7d. per bushel, with Mr. Gray (an ancestor of the current Earl of Stamford and Warrington) getting 6d. and the worker 1d. It's in such high demand that it's transported all the way to London, sometimes by wagon and other times on pack horses to Bewdley, then down the Severn to Bristol, and from there to London. The quality of this clay, along with the low cost of coal in the area, has certainly attracted glasshouses for both tableware and sheet glass to this region, with several established in various forms in Amblecote, Oldwynford, Hollowaysend, and Coburnbrook.”
Stourbridge clay (properly so called) is found only in a comparatively small district, say within a circle of not more than two miles, taking the valley of the Stour at the Lye as the centre, and at depths varying from three or four yards from the surface to one hundred and eighty yards; its position in the strata is in all cases below the thick coal, at distances varying from twelve to twenty-five yards; and it is generally overlaid by a shaly, friable kind of coal, called “batts,” from twelve to twenty-four inches thick. The thickness of the seam varies very much, rarely exceeding thirty-six to forty-two inches, and sometimes thinning down to five or six inches when close to faults or small disturbances in the measures. The quality is very variable, in some instances as hard as stone, having to be blasted with powder, and in others soft and easily workable. There is a great variation in its component parts, arising principally in the proportion of silica; a clay containing only about fifty per cent. of silica being very inferior, and contracting very much on exposure to intense heat. In order to show this difference in a practical form I have had eight clays from as many mines in the Stourbridge district, prepared under precisely similar circumstances, subjected to the same heat, and all burnt in the kiln at one time.[262] The result showing the great variation and power of resisting heat, since, in the eight samples, hardly two are of the same weight and size. The eight bricks all made in one mould.
Stourbridge clay (commonly referred to) is found only in a relatively small area, within a circle no larger than two miles, centered around the valley of the Stour at Lye, and at depths ranging from three or four yards below the surface to one hundred eighty yards deep. Its position in the layers is always beneath the thick coal, at distances ranging from twelve to twenty-five yards; it's usually covered by a soft, crumbly type of coal called “batts,” which is between twelve to twenty-four inches thick. The thickness of the seam varies quite a bit, seldom exceeding thirty-six to forty-two inches, and at times getting as thin as five or six inches near faults or small disturbances. The quality varies greatly; in some cases, it's as hard as stone and requires blasting with powder, while in others, it's soft and easy to work with. There's a significant variation in its components, mainly in the amount of silica; clay with only about fifty percent silica is quite poor and shrinks significantly when exposed to high heat. To demonstrate this difference practically, I had eight samples of clay from different mines in the Stourbridge area prepared under identical conditions, exposed to the same heat, and all fired in the kiln at the same time.[262] The results highlighted the considerable variation and heat resistance, as among the eight samples, hardly two were the same weight or size. All eight bricks were made from one mold.

The usual treatment of clay for glass-house purposes is as follows. After having been carefully selected, it is broken into small pieces by women accustomed to its appearance, who throw on one side all pieces of discoloured and irregular clay; it is finely ground by heavy edge-runners, and mixed with a certain proportion of ground potsherds (old broken burnt pots); the proportion of burnt clay varies according to the purpose for which the clay is to be used; it is then mixed with water, and tempered with the foot, and allowed to lie a considerable time—which should not be less than six or seven weeks—when it should acquire great tenacity before being made into pots.
The standard way to treat clay for glass-house purposes is as follows. After careful selection, it is broken into small pieces by women who are familiar with its appearance, discarding any discolored or irregular pieces. It is then finely ground using heavy edge-runners and mixed with a specific amount of ground potsherds (old broken burnt pots); the amount of burnt clay varies depending on the purpose for which the clay will be used. Next, it is combined with water and kneaded with the foot, then allowed to sit for a considerable time—at least six or seven weeks—so that it gains significant strength before being shaped into pots.
These pots are built up by hand gradually, great care being taken that the last layer of clay is not allowed to become hard or dry, or it will not unite properly; neglect in this respect causing the pot to give way in the furnace. The pots are dried very gradually, and are seldom fit for use under six to eight months.
These pots are made by hand over time, with great care taken to ensure that the last layer of clay doesn't harden or dry out, or it won't bond properly; neglecting this can cause the pot to break in the kiln. The pots are dried very slowly, and they are usually not ready for use for at least six to eight months.
The clay, after the selection of the best pot-clay, is allowed to lie in large heaps, subjected to the action of the atmosphere, and is then used in the manufacture of gas-retorts, fire-bricks, &c. The quantity of bricks made annually in the Stourbridge district is about fifty millions.
The clay, after choosing the best pot clay, is left in large piles to be exposed to the air, and then it's used to make gas retorts, fire bricks, etc. About fifty million bricks are produced each year in the Stourbridge area.
[263]
[263]
CHAPTER IX.
Salopian Wares—Uriconium—Caughley Works—Thomas Turner—Introduction of “Willow Pattern”—Worcester Works—Close of Caughley Works—Marks—Transfer Printing—Hancock and Holdship—Coalport Works—Jackfield—John Rose—Swansea and Nantgarw—Productions of the Coalport Works—Marks—“Willow Pattern” and “Broseley Blue Dragon,” &c.—Broseley Pipes—Coalbrookdale Iron Works—Terra Cotta—Madeley—Martin Randall’s China—Jackfield Pottery—Maurice Thursfield—“Black Decanters”—China—Craven Dunnill & Co.’s Tile Works—Broseley—Benthall—Maw’s Tile Works—Broseley Tileries—Benthall Potteries—Coalmoor.
Salopian Wares—Uriconium—Caughley Works—Thomas Turner—Introduction of “Willow Pattern”—Worcester Works—Close of Caughley Works—Marks—Transfer Printing—Hancock and Holdship—Coalport Works—Jackfield—John Rose—Swansea and Nantgarw—Productions of the Coalport Works—Marks—“Willow Pattern” and “Broseley Blue Dragon,” &c.—Broseley Pipes—Coalbrookdale Iron Works—Terra Cotta—Madeley—Martin Randall’s China—Jackfield Pottery—Maurice Thursfield—“Black Decanters”—China—Craven Dunnill & Co.’s Tile Works—Broseley—Benthall—Maw’s Tile Works—Broseley Tileries—Benthall Potteries—Coalmoor.
In the midst of one of the most historically interesting districts of the kingdom—a district abounding in spots rendered famous in various ages by the events which have occurred within its boundaries, and full of associations as varied as they are interesting—within a few miles of Boscobel, and Tong, and numberless other places possessing a sad interest as connected with the wanderings and the painful vicissitudes of King Charles II.,—within a short distance of those two glorious monastic ruins, Buildwas Abbey and Wenlock Priory—not far from the “English Nineveh,” Uriconium, and within easy distance of Shrewsbury and Ludlow,—is a group of manufactories whose simple history is as interesting as that of many of these places.
In one of the most historically fascinating areas of the kingdom—an area rich with locations made famous over the years by the events that took place there, and filled with associations that are as diverse as they are intriguing—just a few miles from Boscobel, Tong, and countless other sites tied to the struggles and hardships of King Charles II.—close to the stunning ruins of Buildwas Abbey and Wenlock Priory—not far from the “English Nineveh,” Uriconium, and a short distance from Shrewsbury and Ludlow—lies a collection of factories whose straightforward history is just as captivating as that of many of these places.
Broseley, whose pipe manufactories two hundred and fifty years ago were as famed as they are now, and whose makers then got rid of their goods without advertising the emphatic words, “When you ask for a Broseley pipe, see that you get it!”—Jackfield, famed of old for its earthenware, and where it is still to some little extent made;—Caughley, formerly a successful rival of Worcester in the excellence of its porcelains;—Coalport, a rival of all other works at the present day;—Horsehay, with its discontinued pot works;—Benthall, where “yellow ware” works are in constant operation, and where the magnificent encaustic and enamelled tile and mosaic works of Messrs. Maw are situated;—Ironbridge, with its famous one-arch bridge, the first iron bridge erected in England, from which it takes its name, spanning the Severn:—Madeley, with its[264] extensive iron furnaces;—Benthall Edge, with its limestone works;—Coalbrookdale, whose iron works are known throughout the world, and where terra cotta is manufactured,—and a score of other busy hives of industry, are here gathered together, and demand careful attention. To the history of some of these I therefore devote this chapter.
Broseley, known for its pipe factories that were as famous 250 years ago as they are today, and where the makers used to sell their products without the catchy phrase, “When you ask for a Broseley pipe, make sure you get it!”—Jackfield, once famous for its earthenware, and where it’s still produced to some extent;—Caughley, which used to compete successfully with Worcester for the quality of its porcelain;—Coalport, now a competitor with all other manufacturers;—Horsehay, which has shut down its pottery works;—Benthall, where yellow ware is continuously produced, and where the impressive encaustic and enamelled tiles and mosaics from Messrs. Maw are found;—Ironbridge, famous for its single-arch bridge, the first iron bridge built in England, which spans the Severn;—Madeley, known for its large iron furnaces;—Benthall Edge, with its limestone production;—Coalbrookdale, whose ironworks are renowned worldwide, and where terra cotta is made,—and a number of other bustling centers of industry, are all gathered here and require careful attention. I am dedicating this chapter to the history of some of these places.
Like those of Worcester and Derby, the Salopian manufactory of porcelain dates from the middle of last century; and, like them, has continued from its first introduction to the present time without interruption. Indeed, it may be said of the district that an almost—if not an entirely—unbroken historical chain may be traced from the Romano-British period down to the present day; for, as I have already shown, the same beds of clay which, fifteen hundred years ago, produced some of the fictile ware of the Roman occupiers of the soil, have been worked in the intermediate ages, and still produce, more largely than ever, articles of daily use for every class of the people of England. The same beds which supplied the magnificent city of Uriconium with jugs, mortaria, bowls, and colanders of white ware, still supply the neighbourhood with innumerable articles of daily use.
Like those in Worcester and Derby, the porcelain factory in Shrewsbury started in the middle of the last century and has continued without interruption since it was first established. In fact, it can be said that the region has an almost—if not completely—unbroken historical connection that stretches from the Romano-British period to today. As I've already pointed out, the same clay deposits that produced some of the pottery used by the Romans fifteen hundred years ago have been worked throughout the ages and now produce, more than ever, everyday items for all classes of people in England. The same deposits that once supplied the great city of Uriconium with jugs, mortaria, bowls, and colanders of white pottery still provide countless daily-use items for the local community.
Caughley.
The Worcester porcelain works, as I have shown, were established in the year 1751; and the commencement of those in Shropshire must have been, if not coeval, at all events closely subsequent to that event. Indeed, the two works may be almost said to have sprung into existence at the same time. The site of the first Salopian china works was at Caughley, about a mile from the present manufactory, and on the opposite or south side of the river Severn. The works were situated on the hill overlooking the valley of the Severn, as it flowed on to Bridgnorth, and commanding a magnificent view of the surrounding country. On this spot, it is said, a small pottery was begun by a Mr. Browne, of Caughley Hall, and after his death managed by a gentleman named Gallimore, who was a relative, to whom, in 1754, a lease of the place was granted for the term of sixty-two years. This Mr. Gallimore does not appear to have been long connected with the works; for the only name, as proprietor, which I have at present been able to establish, is that of Mr. Thomas Turner, who married Dorothy, daughter of Mr. Gallimore and niece to Mr. Browne, and carried on the manufactory.
The Worcester porcelain factory, as I’ve mentioned, was established in 1751; and the beginning of the one in Shropshire must have been, if not exactly simultaneous, very close to that event. In fact, it’s fair to say the two factories almost came into existence at the same time. The first Salopian china factory was located at Caughley, about a mile from the current factory, on the south side of the river Severn. The site was on a hill overlooking the Severn valley as it flowed toward Bridgnorth, offering a stunning view of the surrounding area. It’s said that a small pottery was started on this site by Mr. Browne of Caughley Hall, and after his death, it was managed by a relative named Gallimore, who was given a 62-year lease in 1754. Mr. Gallimore doesn’t seem to have been associated with the factory for long; the only name I’ve been able to confirm as the owner is Mr. Thomas Turner, who married Dorothy, the daughter of Mr. Gallimore and niece of Mr. Browne, and continued the operation of the factory.
[265]
[265]
Mr. Thomas Turner was the son of Dr. Richard Turner, of Magdalene Hall, Oxford, rector of Cumberton, vicar of Elmly Castle and Norton, all in Worcestershire, in 1754, and who was also chaplain to the Countess of Wigtoun. This Dr. Turner, who took his degree at Magdalene Hall, Oxford, was the author of several works on astronomy, gauging, trigonometry, education, history, &c., and, in 1765, was a “teacher of geometry, astronomy, and philosophy” at Worcester. He died in 1791, and was buried at Norton-juxta-Kempsey, near Worcester. Besides his son Thomas, he had two other sons, Richard, LL.D., and Edward, the first of whom also published some works on geography, &c., and the latter was a general in the army in India, where he died; and two daughters, Elizabeth, married to Abraham Wyke, of Broseley, surgeon, and Sarah, married to Dr. William Hancock Roberts, rector of Broadwas and minor canon of Worcester Cathedral. Mr. Thomas Turner, by his first wife, Dorothy Gallimore, who died in 1793, had issue two children who died in infancy; and by his second wife, Mary, daughter of Thomas Milner, of Dothill, and widow of Henry Alsop, had issue one son, George Thomas Turner, of High Broughton, near Manchester, who died at Scarborough March 17, 1869, without issue, and one daughter, Catherine Georgiana Cecilia, who married John Jacob Smith, of St. James’s Priory, Bridgnorth, for more than half a century town clerk of that borough, by whom he had issue the present Hubert Smith, Esq., of St. Leonards, Bridgnorth, the gifted author of “Tent Life with English Gipsies in Norway,” who is the lineal and only representative of the main line of the Turner family. Mr. Turner was born in 1749, and is said to have been brought up as a silversmith at Worcester; but this is an error, as, for the purpose of obtaining the freedom of the city, he was, as a matter of legal form only, apprenticed to his father. It seems pretty certain that he was, at an early period, connected with the Worcester china works, and it is an established fact that he was an excellent chemist, and had thoroughly studied the various processes relating to porcelain manufacture. He was also a skilful draftsman and designer, and occasionally engraved: he was also a clever musician. He became a county magistrate for Shropshire, and was a freeman of the city of Worcester and the boroughs of Wenlock and Bridgnorth. He was also chairman of the Court of Equity for the three counties, which he had been mainly instrumental in establishing. In 1772, he succeeded his father-in-law, Mr. Gallimore, at the Caughley[266] works (Mr. Gallimore having leased them from Mr. Browne in 1754), and carried them on until 1799, when he sold out all interest in the works and retired from business. He died at his residence at Caughley in 1809, aged sixty, and was buried in the family vault at Barrow, where, later, his daughter, Mrs. Smith, was also buried. After his death the commissioners of Oldbury Court presented his widow with a memorial silver cup of large size, bearing on one side the arms of Turner, and on the other an appropriate inscription. This is in possession of his representative, Mr. Hubert Smith.
Mr. Thomas Turner was the son of Dr. Richard Turner from Magdalene Hall, Oxford. In 1754, Dr. Turner served as the rector of Cumberton and the vicar of Elmly Castle and Norton, all located in Worcestershire, and he was also the chaplain to the Countess of Wigtoun. Dr. Turner, who earned his degree at Magdalene Hall, was the author of several works on astronomy, gauging, trigonometry, education, and history. In 1765, he was a "teacher of geometry, astronomy, and philosophy" in Worcester. He passed away in 1791 and was buried at Norton-juxta-Kempsey, near Worcester. In addition to his son Thomas, he had two other sons: Richard, LL.D., who published works on geography, and Edward, a general in the army in India, where he died. He also had two daughters: Elizabeth, who married Abraham Wyke, a surgeon from Broseley, and Sarah, who married Dr. William Hancock Roberts, the rector of Broadwas and a minor canon of Worcester Cathedral. Mr. Thomas Turner had two children who died in infancy with his first wife, Dorothy Gallimore, who passed away in 1793. With his second wife, Mary, the daughter of Thomas Milner from Dothill and a widow of Henry Alsop, he had one son, George Thomas Turner from High Broughton, near Manchester, who died at Scarborough on March 17, 1869, without children, and one daughter, Catherine Georgiana Cecilia, who married John Jacob Smith of St. James's Priory, Bridgnorth, who was the town clerk of that borough for over fifty years. They had one son, Hubert Smith, Esq., of St. Leonards, Bridgnorth, the talented author of "Tent Life with English Gipsies in Norway," who is the direct and only descendant of the Turner family line. Mr. Turner was born in 1749 and is believed to have been trained as a silversmith in Worcester; however, this is incorrect as he was merely apprenticed to his father for legal purposes to gain citizenship in the city. It seems likely that he was involved with the Worcester china works early on, and it is well established that he was a skilled chemist who thoroughly studied porcelain manufacturing processes. He was also a talented draftsman and designer and occasionally worked as an engraver, as well as being a good musician. He became a county magistrate for Shropshire and was a freeman of the city of Worcester and the boroughs of Wenlock and Bridgnorth. He served as chairman of the Court of Equity for the three counties, which he played a significant role in establishing. In 1772, he took over the Caughley[266] works from his father-in-law, Mr. Gallimore, who had leased them from Mr. Browne in 1754, and he operated them until 1799 when he sold all his interest in the works and retired. He died at his home in Caughley in 1809 at the age of sixty and was buried in the family vault at Barrow, where his daughter, Mrs. Smith, would later be buried as well. After his passing, the commissioners of Oldbury Court presented his widow with a large memorial silver cup, featuring the Turner family arms on one side and an appropriate inscription on the other. This cup is now held by his descendant, Mr. Hubert Smith.
Mr. Turner had a partner named Shaw. They had a warehouse in London, and, as was usual in those days with other works, had periodical sales by auction of their goods. In my own possession is a bill of this firm, dated January 24th, 1794, and headed “Salopian China Warehouse. Bought of Turner and Shaw.” The lots in this bill were bought “at public sale,” and consisted of “jugs,” “bakings,” “china dishes,” and other “sundry pieces;” the lots were “put up at half price” at the sale. In 1795, Mr. Turner’s manager at Caughley was one Thomas Blase; and I have a letter of his, dated 20th February in that year, concerning a painter, named Withers, at that time employed there, but who had wrongfully left his employment at the Derby china works, where he was “Mr. Deusbury’s articled servant.”
Mr. Turner had a partner named Shaw. They owned a warehouse in London, and, like many others at the time, held regular auction sales of their goods. I have a bill from this firm, dated January 24th, 1794, titled “Salopian China Warehouse. Bought from Turner and Shaw.” The items listed in this bill were purchased “at public sale” and included “jugs,” “bakings,” “china dishes,” and various “sundry pieces;” the items were “put up at half price” during the auction. In 1795, Mr. Turner’s manager at Caughley was Thomas Blase; I have a letter from him, dated February 20th of that year, regarding a painter named Withers, who was employed there at the time but had improperly left his position at the Derby china works, where he was “Mr. Deusbury’s articled servant.”
No doubt the incentive to the establishment of the Caughley works were the experiments long carried on at Worcester by Dr. Wall, and the knowledge that at this spot the two principal materials wanting in a pottery of this kind could be had at a trifling cost. With abundance of coal within twenty feet of the surface, with clunch of the best quality for the making of seggars overlying the coal, and with the navigable river at hand for bringing the materials and for carrying away the finished goods, the inducements were strong for the fixing on this spot the manufactory which was destined ultimately to grow into such enviable importance. To Worcester, of course, coal and clunch and other materials had to be conveyed at great cost; but here they were ready to hand, and indeed were cropping out in every direction, inviting to be used. In 1756 the works had attained a considerable degree of excellence; and an example is in existence, bearing that date, which gives most satisfactory evidence of the excellence of the body at that time—a body, however, which speedily became greatly improved. In the[267] early years of the Caughley manufactory, the ware was not many degrees removed from earthenware; but it gradually assumed a finer and more transparent character. Like the early Worcester examples, the patterns were principally confined to blue flowers, &c., on a white ground; and in this style and colour the Caughley works excelled, in many respects, their competitors. An excellent example of the body, as made in 1776, is exhibited in a mug, bearing that date, now in the possession of a family at Coalport. This interesting mug, here engraved, is white, with blue and gold flowers, and bears the words “Francis Benbow, 1776,” surmounted by an anchor; the Francis Benbow, for whom it was made, being a barge-owner.
No doubt the reason for establishing the Caughley works was the long-running experiments at Worcester by Dr. Wall, along with the fact that the two main materials needed for this type of pottery were available at a low cost. With plenty of coal just twenty feet underground and high-quality clay for making seggars right above the coal, plus a navigable river nearby to transport materials and finished products, it made perfect sense to set up the factory here, which would eventually grow to be of great importance. At Worcester, coal, clay, and other materials had to be transported at high costs, but here they were readily accessible and literally popping up everywhere, ready to be used. By 1756, the works had reached a significant level of quality, and an example from that year still exists, showing how good the material was back then—a material that quickly improved even further. In the early years of the Caughley factory, the ware was quite similar to earthenware, but over time it developed into a finer, more transparent product. Much like the early Worcester pieces, the designs were mainly blue flowers, etc., on a white background; and in this style and color, the Caughley works often surpassed their competitors. An excellent example of the body made in 1776 is a mug from that year, currently owned by a family in Coalport. This interesting mug, shown here, is white with blue and gold flowers and has the words “Francis Benbow, 1776,” topped with an anchor; Francis Benbow, for whom it was made, was a barge owner.
Fig. 584.
Fig. 584.

Fig. 585.—Arms of Turner.
Fig. 585.—Turner Family Crest.
In 1772, as I have shown, Mr. Turner succeeded Mr. Gallimore in these works, and set about enlarging them. In 1775 we read, “The porcelain manufactory erected near Bridgnorth, in this county, is now quite completed, and the proprietors have received and completed orders to a very large amount. Lately we saw some of their productions, which in colour and fineness are truly elegant and beautiful, and have the bright and lively white of the so much extolled oriental.” In 1780 he visited France, for the purpose of “picking up knowledge” on the porcelain manufactures of Paris and other places. He is said to have been an excellent draughtsman, and this added to his chemical knowledge—for he had a regular laboratory fitted up at the top of his house—must have been a great advantage to him while in that country of beautiful and chaste designs. On his return from France he brought with him some skilled workmen, and at once entered with increased spirit into the manufacture of porcelain in his own works at Caughley. One of the men whom he had brought over appears to have been a clever architect; and from his design a very tasty and elegant château, which he called “Caughley Place,” and where he[268] resided, was built for Mr. Turner, near the works. This building being of a novel design in England—more especially in the sequestered neighbourhood of Caughley—attracted much attention; and its peculiarities of construction and arrangement are still often talked about by the old inhabitants of the place. This house and Caughley Hall, after Mr. Turner’s death, came into the hands of Lord Forester, and were pulled down in 1820 or 1821; part of the materials being used for making additions to the present works at Coalport. At the present time no vestiges of the house or works remain at Caughley, with the exception of traces of foundations, and here and there a spring flower or two which still make their appearance where once the elegantly laid out gardens existed.
In 1772, as I mentioned, Mr. Turner took over from Mr. Gallimore in these projects and started expanding them. By 1775, we read, “The porcelain factory built near Bridgnorth, in this county, is now fully completed, and the owners have received and fulfilled a large number of orders. Recently, we saw some of their products, which in color and quality are truly elegant and beautiful, and have the bright and lively white of the highly praised oriental porcelain.” In 1780, he traveled to France to “gain knowledge” about the porcelain production in Paris and other locations. He was said to be an excellent draftsman, and combined with his chemical expertise—since he had a fully equipped laboratory at the top of his house—this must have greatly benefited him while in that country known for its beautiful and refined designs. Upon returning from France, he brought back skilled workers and immediately threw himself into increasing the production of porcelain at his own factory in Caughley. One of the workers he brought over turned out to be a talented architect, and from his design, a very stylish and elegant château, which he named “Caughley Place,” was built for Mr. Turner near the factory, where he lived. This building, with its unique design for England—especially in the quiet area of Caughley—attracted a lot of attention, and its distinctive features are still often discussed by the older residents of the area. After Mr. Turner’s death, this house and Caughley Hall were taken over by Lord Forester and were torn down in 1820 or 1821; some of the materials were used to add on to the current works at Coalport. Today, there are no remnants of the house or factory left at Caughley, except for some traces of foundations and a few spring flowers that still appear where the elegantly landscaped gardens once thrived.
In 1780 Mr. Turner introduced the making of the famous “Willow Pattern”—the first made in England—at Caughley, and about the same time the “Broseley Blue Dragon” pattern. The willow pattern is still commonly known in the trade as “Broseley pattern.”
In 1780, Mr. Turner introduced the creation of the famous “Willow Pattern”—the first one made in England—at Caughley, and around the same time, the “Broseley Blue Dragon” pattern. The willow pattern is still commonly referred to in the industry as the “Broseley pattern.”
Fig. 586.
Fig. 586.
An excellent example of dated Caughley ware is the puzzle-jug in the possession of Mr. Edmund Thursfield, here engraved. It is eight inches in length, and is formed of the usual body of these works. It is decorated with blue sprigs, and bears on its front the name, in an oval border, of “John Geary Cleak of the old Church Brosley 1789.” On the bottom is written in blue, “Mathew the v & 16,” though one would fail to see any allusion in the text here referred to either to the vessel or to its purpose. In Mr. Smith’s possession is a fine Caughley mug; white, with blue flowers of bold character: it bears the words, “Wm. Haslewood, 1791,” and has the mark S on the bottom. This William Haslewood was the representative of an old family of that name in this neighbourhood, and his property passed to the Mr. J. J. Smith already spoken of.
An excellent example of outdated Caughley ware is the puzzle jug owned by Mr. Edmund Thursfield, shown here. It measures eight inches long and is made from the typical material of these pieces. It features blue sprigs and displays the name “John Geary Cleak of the old Church Brosley 1789” within an oval border on its front. The bottom has the inscription in blue, “Mathew the v & 16,” although it’s hard to find any connection to either the jug or its use in that text. Mr. Smith has a beautiful Caughley mug; it’s white with bold blue floral designs. It has the words “Wm. Haslewood, 1791,” and the letter S marked on the bottom. This William Haslewood was part of an old family with that name in the area, and his property eventually went to Mr. J. J. Smith, who has already been mentioned.
In 1788 Mr. Robert Chamberlain commenced his china works at Worcester, and for some time bought his ware at Caughley, had it sent down by barge to Worcester, and there painted and finished it. The same thing was also done when Grainger’s works were first started at Worcester. The number of hands employed[269] at Caughley must have been somewhat large, as the premises were extensive, and the quantity of goods required by Mr. Turner, for his own trade and for Worcester, was considerable. In 1798 or 1799, in consequence of the increase of the trade of Mr. Rose, who had been apprenticed to Mr. Turner, and afterwards commenced on his own account, by which the Caughley business was much injured, the works were disposed of to Mr. Rose and his partner; Mr. Turner entirely retiring from the concern. The Caughley works were then carried on by Messrs. Rose and Co., in conjunction with their own. The coal at Caughley beginning to work out, and the cost of carrying the unfinished ware from thence down the hill and across the water to Coalport was so great,—the unfinished ware being carried on women’s heads the whole distance,—that Mr. Rose determined to remove the works to Coalport, which he did at different times, gradually drafting off the workmen, until about 1814 or 1815, when they were finally removed, the kilns and rooms taken down, and the materials used for the enlargement of the works at Coalport. The last of the buildings, with the house, were not, however, destroyed until 1821, when the materials were brought to Coalport to build the present burnishing-shops and some workmen’s cottages.
In 1788, Mr. Robert Chamberlain started his china business in Worcester. For a while, he purchased his products from Caughley, which were transported by barge to Worcester, where he painted and finished them. A similar approach was used when Grainger's factory opened in Worcester. The number of workers at Caughley must have been fairly large, given the spacious premises and the significant amount of goods Mr. Turner required for his trade and for Worcester. In 1798 or 1799, due to the growing business of Mr. Rose, who had apprenticed under Mr. Turner and then started his own venture, the Caughley operation suffered considerably. As a result, the works were sold to Mr. Rose and his partner, with Mr. Turner completely stepping away from the business. The Caughley operations were then managed by Messrs. Rose and Co. alongside their own. As the coal at Caughley began to run out, the expenses of transporting the unfinished goods downhill and across the water to Coalport became prohibitively high, especially since the unfinished items were carried on women's heads the whole way. Consequently, Mr. Rose decided to move the operations to Coalport, doing so gradually over time by reducing the workforce, until around 1814 or 1815, when the factory was finally relocated, the kilns and rooms dismantled, and the materials repurposed to expand the facilities at Coalport. However, the last buildings, including the house, weren’t demolished until 1821, when the materials were brought to Coalport to construct the current burnishing shops and some workers' cottages.
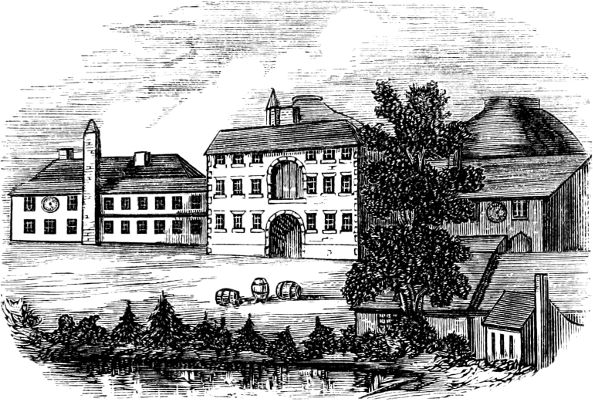
Fig. 587.—The Caughley China Works, taken down in 1815.
Fig. 587.—The Caughley China Works, demolished in 1815.
The works were built in form of a quadrangle, with an entrance gateway surmounted by an inscribed stone. Of these historical works I am enabled, through the courtesy of my friend Mr. Hubert Smith, to give an engraving from an original drawing in his possession.[270] The entrance building, it will be seen, was three stories in height, the remainder two stories, and the kilns were of large size.
The structures were designed as a quadrangle, featuring an entrance gate topped with an engraved stone. Thanks to my friend Mr. Hubert Smith, I can provide an illustration from an original drawing he owns.[270] As you'll notice, the entrance building had three stories, while the rest were two stories high, and the kilns were quite large.
The marks used at Caughley and Coalport have been very few, but they are very important, and require careful attention at the hands of the collector. In my account of the Worcester works I have given several varieties of the crescent as a mark of that establishment, and have also stated that it was used at Caughley. I believe the first mark used at Caughley to have been the crescent alone, and that it was, as I have before stated, intended to have the signification of a C for Caughley, and that its connection with the Worcester works may, in a great measure, be traced to the fact of the goods on which it appears being printed, not at that city, but at Caughley. I have seen examples of this mark on undoubted Worcester body, and also on equally undoubted Caughley make, bearing precisely the same printed patterns. The following are some of the varieties of the crescent occurring on Caughley specimens, and show pretty clearly its transition from a common “half-moon” (I have often heard it called “half-moon china”) to the finished and engraved C.
The marks used at Caughley and Coalport are quite few, but they're very significant and need careful attention from collectors. In my description of the Worcester works, I've included several variations of the crescent mark from that establishment and mentioned that it was also used at Caughley. I believe the first mark used at Caughley was just the crescent, which, as I've mentioned before, was meant to represent a C for Caughley. Its connection to the Worcester works largely comes from the fact that the items it appears on were printed not in that city, but at Caughley. I've seen examples of this mark on confirmed Worcester pieces and also on certain Caughley items, both featuring the same printed patterns. The following are some variations of the crescent found on Caughley specimens, clearly showing its evolution from a basic “half-moon” (which I've often heard referred to as “half-moon china”) to the polished and engraved C.

C C’ C C c
C C’ C C c
Figs. 588 to 592.
Figs. 588–592.
Another mark said to have been used at Caughley, but of which at
present I have met with no example, is the accompanying,
 which is very
similar to the mark ascribed to the Leeds manufactory.
which is very
similar to the mark ascribed to the Leeds manufactory.
Another mark that is said to have been used at Caughley, but of which I haven't found any examples so far, is the one shown here,
which is quite similar to the mark attributed to the Leeds factory.
Another distinctive mark of the Salopian works was the capital letter S, of which the following are varieties:—
Another unique feature of the Salopian works was the capital letter S, of which the following are variations:—

S S Sx Sx So S S
S S Sx Sx So S S
Figs. 594 to 600.
Figs. 594–600.
When the S was introduced it is difficult to say; but, at all events, it appears on the dated example alluded to above in 1776, and it was used at the same time as the C for a considerable period. On many of the engraved plates still in existence, indeed, both the C and the S occur, and this leads me to suspect that the one was used to mark the goods sent to Caughley to be printed, and the other those made [271]and printed for their own market. I have seen precisely similar articles in pattern, bearing each of these letters. Occasionally the S and crossed daggers occur.
When the S was first introduced is hard to pin down; however, it shows up on the dated example mentioned earlier from 1776, and it was used alongside the C for quite some time. Many of the engraved plates that still exist actually feature both the C and the S, which leads me to believe that one was used to mark the goods sent to Caughley for printing, while the other marked those made [271]and printed for their own market. I've seen exactly the same items in design, each with these letters. Sometimes the S and crossed daggers are found together.
Vol. I.
Vol. 1.
Plate III.
Plate III.



ORIGINAL COPPER-PLATES—CAUGHLEY AND COALPORT.
Original copper plates—Caughley and Coalport.
Another circumstance is also worthy of note. On two mugs printed from the same engraved plate, which I have seen, the one bears the S, and the other the accompanying curious mark (Fig. 598), which is evidently of the same character as the examples of assimilated Chinese ones, which are occasionally ascribed to Worcester, but which are in reality, I believe, those of Caughley. Of these I give the following as examples; many of these are disguised figures.
Another thing is worth mentioning. On two mugs printed from the same engraved plate that I've seen, one has the S, and the other has an unusual mark (Fig. 598), which clearly resembles examples of similar Chinese ones. These are sometimes attributed to Worcester, but I believe they actually belong to Caughley. Here are some examples; many of these are disguised figures.

Figs. 601 to 606.
Figs. 601-606.
Following the C and S, two impressed marks, bearing the word “Salopian,” were used. These are as follows:—
Following the C and S, two impressed marks, featuring the word “Salopian,” were used. These are as follows:—

Figs. 607 and 608.
Figs. 607 and 608.
and it is worthy of remark that, on some examples of plates bearing
this impressed mark, the blue printed S also appears; as, on others,
does also the crescent. Others, probably merely workmen’s marks, are
and it's worth noting that, on some examples of plates with this impressed mark, the blue printed S also shows up; just like on others, the crescent does too. Some marks are likely just workmen’s marks.
The subject of printing upon porcelain, to which I have already alluded under “Worcester,” is one so intimately and intricately connected with the Caughley and Coalport works, that it will be necessary to consider the period of its introduction at some length. I have already shown that transfer-printing was used as early as 1757 on Worcester porcelain (p. 229, ante); and I have little doubt that quite as early, if not a few years before that period, it was practised at Caughley. Indeed, in the early years of the manufactory, the two works, Caughley and Worcester, seem to have been closely connected, and to have worked “in and in,” if I may be allowed the use of so unscientific an expression, and I believe, with ample reason, that a great proportion of the printed goods bearing the Worcester mark were printed at Caughley. Indeed, it is known that the ware[272] was sent up from Worcester by barge to be printed at Caughley, and returned, when finished, by the same mode of conveyance. I have closely examined the style of engraving and the patterns of a large number of examples, and I am clearly of opinion that they are the work of the same hands.
The topic of printing on porcelain, which I already mentioned under “Worcester,” is closely and intricately linked to the Caughley and Coalport factories, so it's necessary to discuss when it was first introduced in detail. I’ve already shown that transfer-printing was used as early as 1757 on Worcester porcelain (p. 229, ante); and I’m pretty sure that it was being done at Caughley around the same time, if not a few years earlier. In the early days of the factory, it seems that Caughley and Worcester were closely connected and collaborated closely, if I may use such a casual expression, and I believe, with good reason, that a significant number of the printed items with the Worcester mark were actually printed at Caughley. In fact, it’s known that the ware[272] was transported by barge from Worcester to be printed at Caughley and then sent back by the same method once completed. I have thoroughly examined the engraving style and patterns of many examples, and I’m convinced they were created by the same artisans.
I do not, by this, claim for Caughley the honour of inventing the art of transfer-printing on to porcelain; but I feel assured that that art must have been there practised at quite as early a period as the dated example of Worcester make; and I am led to this belief partly from the fact that the Robert Hancock whose beautiful productions I have before spoken of, and to whom the engraving of the dated example is ascribed, also engraved for the Caughley works. And I have an impression of a plate, of an identical pattern with the famous tea group, which bears his monogram on the Worcester specimens, on which his name, R. Hancock fecit, occurs in full at Caughley. Collectors, therefore, in a case of this kind, must not be too hasty in ascribing, from appearance alone, examples to either one or the other make, but must be guided, in a great measure, by the body on which the engraving occurs.
I don’t claim that Caughley invented the art of transfer-printing on porcelain; however, I am convinced that this technique was likely used there just as early as the dated example from Worcester. I believe this partly because Robert Hancock, whose beautiful works I mentioned earlier and who is credited with engraving the dated example, also did engravings for Caughley. I have an impression of a plate with the same pattern as the famous tea group, which has his monogram on the Worcester pieces, and on the Caughley piece, his name appears as "R. Hancock fecit." Therefore, collectors should be careful not to jump to conclusions about assigning examples to either maker based solely on appearance but should mainly consider the body on which the engraving is found.
It cannot be wondered that an art, then such an important secret, should have been followed at Caughley,—a place so perfectly retired from the world, situated in the midst of woods and wilds, almost unapproachable to strangers, and with every facility for keeping the workmen away from all chance of imparting the secret to others,—in place of in Worcester, where secrecy would be almost impossible, and where the information would ooze out from the workmen, at the ale-house or elsewhere, and be greedily caught up by those interested in the process. At Caughley every possible precaution seems to have been taken to secure secrecy; and the workmen—the engravers and printers—were locked up and kept apart from every one else. Who the engravers were I cannot satisfactorily say. It is, however, certain, that Hancock engraved for the works; and it is said that Holdship, of whom I have before spoken, was also employed. Among the other engravers was a man named Dyas, who was apprenticed as an engraver at Caughley about the year 1768, and who continued at the works until his death, at the ripe age of eighty-two. It is also worthy of note that Mr. Minton, the father of Mr. Herbert Minton, was in his early days employed as an engraver at these works. It is not too much to say, that the style of engraving adopted at so early a period was remarkably good, and [273]of really high character. Indeed, some specimens which I have seen of the plates used at Caughley are far superior to most of the productions of the period.
It’s not surprising that such an important art secret was developed at Caughley—a place so completely secluded from the world, surrounded by woods and wilderness, almost inaccessible to outsiders, and with every means to keep the workers from sharing the secret with others—instead of in Worcester, where keeping things secret would be nearly impossible, and where information would leak out from workers, either at the pub or elsewhere, and be eagerly picked up by those interested in the process. At Caughley, every possible measure seems to have been taken to maintain secrecy; the workers—the engravers and printers—were locked up and kept apart from everyone else. I can’t say for certain who the engravers were. However, it’s known that Hancock worked at the factory; it’s also said that Holdship, whom I mentioned earlier, was involved. Among the other engravers was a man named Dyas, who was apprenticed as an engraver at Caughley around 1768 and continued working there until his death at the age of eighty-two. It's also worth mentioning that Mr. Minton, the father of Mr. Herbert Minton, was employed as an engraver at these works in his early days. It’s not an overstatement to say that the engraving style used at such an early time was impressively good and of truly high quality. In fact, some examples I've seen of the plates used at Caughley are far superior to most works from that period.
Vol. I
Vol. 1
Plate IV.
Plate IV.





ORIGINAL COPPER-PLATES—CAUGHLEY AND COALPORT.
Original copper plates—Caughley and Coalport.
Of the painters employed at Caughley, it will be sufficient to say that amongst those apprenticed there were John Parker, Thomas Fennell, and Henry Boden, famous for their skill in flowers; and that Muss, Silk, and others, excelled in landscapes and figures—some sepia landscapes being remarkable for their pure artistic treatment; while among the gilders, a most important art, and one to which special attention has always been directed at these works, were men of the names of Rutland, Marsh, and Randall who were considered proficients. Of the latter, a nephew, who is the author of pleasant little volumes on the “Severn Valley” and “The Willey Country,” is still employed at the Coalport works, principally on birds.
Of the painters working at Caughley, it’s worth mentioning that among those who apprenticed there were John Parker, Thomas Fennell, and Henry Boden, known for their talent in painting flowers. Muss, Silk, and others stood out in landscapes and figures, with some sepia landscapes being notable for their pure artistic style. In the important field of gilding, which has always been given special attention in these works, there were skilled individuals named Rutland, Marsh, and Randall, who were regarded as experts. Of the latter, a nephew, who has written charming little books on the “Severn Valley” and “The Willey Country,” is still working at the Coalport factory, mainly focusing on birds.
I have named above that Robert Hancock engraved for Caughley as well as
for Worcester, or at all events that plates of his were printed from at
the former place possibly for the latter. His name appears on one of
the plates as follows:—
 and other plates
are evidently the work of his hand, though without name. I engraved
a curious mark, the monogram RH, anchor, and name of Worcester, in
the account of those works. This I reproduce on Fig. 611, and give
another which occurs on a plate from Caughley, with the anchor and the
word Derby, which I introduce for the purpose of comparison, and to
suggest the probability that the place which produced the one with the
word Derby (for whatever reason that may have been done), which was
undoubtedly Caughley, also produced the one with the word Worcester.
The engraved plate, with the anchor and Derby, is a curious one (for a
mug), and represents a landscape—a river, with trees on either side,
swans sailing in the foreground, behind them two fishermen in a boat
drawing a net, beyond them a boat with sails, and in the background a
bridge, and church with ruins to the left, and a tall gabled building
on the right, over which are the words “Sutton Hall,” whilst above the
whole picture is “English Hospitality.”
and other plates
are evidently the work of his hand, though without name. I engraved
a curious mark, the monogram RH, anchor, and name of Worcester, in
the account of those works. This I reproduce on Fig. 611, and give
another which occurs on a plate from Caughley, with the anchor and the
word Derby, which I introduce for the purpose of comparison, and to
suggest the probability that the place which produced the one with the
word Derby (for whatever reason that may have been done), which was
undoubtedly Caughley, also produced the one with the word Worcester.
The engraved plate, with the anchor and Derby, is a curious one (for a
mug), and represents a landscape—a river, with trees on either side,
swans sailing in the foreground, behind them two fishermen in a boat
drawing a net, beyond them a boat with sails, and in the background a
bridge, and church with ruins to the left, and a tall gabled building
on the right, over which are the words “Sutton Hall,” whilst above the
whole picture is “English Hospitality.”
I mentioned earlier that Robert Hancock engraved for Caughley as well as for Worcester, or at least that plates of his were printed in the former place possibly for the latter. His name appears on one of the plates as follows:—
and other plates are clearly his work, even though they're not signed. I engraved a distinctive mark, the monogram RH, an anchor, and the name of Worcester, as part of those works. I reproduce it on Fig. 611, and show another one from a plate at Caughley, featuring the anchor and the word Derby, which I include for comparison, suggesting that the place that made the one with the word Derby (for whatever reason that may have been), which was definitely Caughley, also made the one with the word Worcester. The engraved plate, showing the anchor and Derby, is quite interesting (for a mug) and depicts a landscape—a river with trees on either side, swans swimming in the foreground, behind them two fishermen in a boat pulling a net, further back a boat with sails, and in the distance a bridge and church with ruins to the left, and a tall gabled building on the right, above which are the words “Sutton Hall,” while above the entire scene is “English Hospitality.”

Figs. 611 and 612.
Figs. 611 and 612.
Fig. 613.—Coalport China Works, from a painting by Muss.
Fig. 613.—Coalport China Works, from a painting by Muss.
Coalport.
One of the most flourishing, most important, and most successful in art-productions of any in the kingdom are the Coalport works, at[274] one time also known as “Coalbrook Dale,” to whose history I now devote a few pages. The founder of these works was Mr. John Rose, a man of wondrous skill and enterprise, to whom the ceramic art is indebted for many important improvements. Mr. Rose, who was the son of a farmer in the neighbourhood of Caughley, was apprenticed to Mr. Thomas Turner, of the Caughley China Works, by whom he was taken into the house, and taught the art of china making in all its branches. Here he remained for several years; but ultimately, from causes which it is not necessary to enter upon, a difference arose between them, and Mr. Rose left Mr. Turner, and commenced a small business on his own account at Jackfield, in the immediate neighbourhood. Here he did not remain long, but removed his works to Coalport, on the opposite bank of the Severn, where he fixed himself in some buildings which had previously been a small pottery belonging to a Mr. Young, a mercer of Shrewsbury, and in these buildings in part they have continued to the present day. Mr. John Rose had not long established himself at Coalport, it appears, before he met with opposition; for other[275] works were started on the opposite side of the canal, and only a few yards distant, by his brother, Mr. Thomas Rose, and partners, who commenced business under the style of “Anstice, Horton, and Rose.” These works, however, did not continue long, but passed into the hands of Mr. John Rose and his partners, who, with other additions, formed them into one establishment. In the space of three or four years from the establishment of the Coalport works by Mr. Rose, he had so successfully carried on his business that the Caughley works of Mr. Turner had become greatly reduced, and were gradually beaten out of the market. In 1799 Mr. Turner, of the Caughley works, gave up the business and sold the concern to Messrs. Rose & Co., who thus became proprietors of both works, as well as of those commenced by the brother of Mr. Rose. Both manufactories were then continued by them, thus giving a great increase to the establishment, and rendering it one of the most extensive in the kingdom.
One of the most thriving, significant, and successful art productions in the kingdom is the Coalport works, formerly known as “Coalbrook Dale,” to whose history I now dedicate a few pages. The founder of these works was Mr. John Rose, a man of remarkable skill and initiative, to whom the ceramic art owes many important advancements. Mr. Rose, who was the son of a farmer near Caughley, was apprenticed to Mr. Thomas Turner of the Caughley China Works, where he was brought into the business and trained in all aspects of china making. He stayed there for several years, but ultimately, due to reasons that aren't necessary to discuss, a disagreement arose between them, and Mr. Rose left Mr. Turner to start a small business on his own in Jackfield, right nearby. He didn't stay there long and moved his operations to Coalport, across the Severn, setting up in some buildings that had previously been a small pottery owned by Mr. Young, a mercer from Shrewsbury. These buildings still partially serve their purpose today. It seems that not long after establishing himself at Coalport, Mr. John Rose faced opposition; his brother, Mr. Thomas Rose, and his partners launched a business just a few yards away on the opposite side of the canal under the name “Anstice, Horton, and Rose.” However, this venture didn't last long and ended up in the hands of Mr. John Rose and his partners, who combined it with their operation, creating one larger establishment. Within three or four years of founding the Coalport works, Mr. Rose had successfully expanded his business to the point where the Caughley works of Mr. Turner had significantly diminished and were gradually pushed out of the market. In 1799, Mr. Turner of the Caughley works shut down and sold the business to Messrs. Rose & Co., making them the owners of both works, as well as those started by Mr. Rose's brother. Both manufactories were then continued by them, greatly increasing the scale of the establishment and making it one of the largest in the kingdom.
In 1803 Messrs. Blakeway, Rose, and Horton having become bankrupt, a question as to the ownership of the remainder of the Caughley manufactory arose and was submitted to arbitration. The following is the award, for which I am indebted to my friend Mr. Hubert Smith:—
In 1803, Mr. Blakeway, Mr. Rose, and Mr. Horton went bankrupt, leading to a dispute over the ownership of the remaining Caughley manufactory, which was sent to arbitration. Below is the award, which I owe to my friend Mr. Hubert Smith:—
“To all to whom these presents shall come we Ralph Wedgwood of Bransford in the county of Worcester Gentleman and William Horton of Coalport in the county of Salop Gentleman send greeting Whereas by articles of agreement in writing bearing date the Thirteenth day of December last past and made between Thomas Turner of Caughley in the county of Salop Esquire of the one part and Timothy Yate of Madeley in the county of Salop Charles Guest and Elias Prestwich of Broseley in the county of Salop Gentlemen of the other part Reciting that by a Memorandum of an Agreement bearing date the Twelfth day of October One thousand seven hundred and ninety nine and made between the said Thomas Turner of the one part and Edward Blakeway John Rose and Richard Rose of Coalport in the said county of Salop porcelain manufacturers of the other part The said Thomas Turner did agree to assign amongst other things all his interest in a Lease from Mr. Browne to him of the several works buildings and erections called Caughley China Works and also the colliery then held under lease by him from Mr. Browne to the said Edward Blakeway John Rose and Richard Rose The said Thomas Turner also agreed to assign to the said Edward Blakeway and Co. the unglazed stock of goods then in and about the said manufactory and all the materials implements fixtures moulds copper plates and machinery belonging to the said manufactory and colliery And it was agreed that the said Edward Blakeway and Company should have and be entitled to the same liberties and privileges so far as respected the said manufactory and colliery as the said Thomas Turner was entitled to and that the said colliery should be worked in a fair and workmanlike manner and that the clod and middle coals so far as they were getable together or separate to be got so that the best coals should not be got without the clod and middle coals The said Edward Blakeway and Company to pay Mr. Turner Five hundred pounds per annum for the residue of the term and interest in his lease by half-yearly payments as herein mentioned provided the said coals so to be got should not be sufficient for the use of the said manufactory and the best coals should be exhausted the said Edward Blakeway and Company should be at liberty to give up the said works and[276] premises to the said Thomas Turner at the end of any half year during the remainder of the term by which the same premises were held upon giving him six months notice in writing for that purpose and leaving the materials implements fixtures moulds copper plates and machinery then employed thereat not diminishing the same in the mean time But if the said Edward Blakeway and Company should be desirous of continuing the said works and premises till the expiration of the said term the said Thomas Turner agreed to make an allowance of Two hundred pounds per annum out of the said sum of Five hundred pounds per annum from the time the said best coals should be exhausted if the quantity of best coals used had not exceeded upon the average eighteen tons per week, each ton containing forty eight hundred and it was thereby further agreed that in case any dispute or question should arise between the said parties touching any clause article matter or thing therein contained the same was to be referred to and settled by two indifferent persons one to be chosen by each party and in case they should not agree as to the same then by an umpire to be named by the said two persons whose determination should be final And further reciting that the said Edward Blakeway and John Rose together with Robert Winter their partner who then lately held the said works and premises had lately been declared Bankrupt and the said Timothy Yate Charles Guest and Elias Prestwich chosen assignees of their estate and effects and that they the same assignees had lately contracted to sell all their right title and interest to and in the said Caughley China Works Colliery and Premises unto Cuthbert Johnson and William Clarke Esquires And further reciting that a doubt or question had arisen whether the said materials implements fixtures moulds copper plates and machinery were to be the property of the said Thomas Turner at the end of the said term or whether they were to become his property in the event only of the said Agreement being determined before the expiration of the said term And that the same parties had therefore mutually agreed to refer the said doubt or question to the decision of the said Ralph Wedgwood and William Horton and in case they could not agree then to such person as they should name umpire in the premises And that the said Thomas Turner had agreed to sell and the said Timothy Yate Charles Guest and Elias Prestwich had agreed to purchase all the right and interest of the said Thomas Turner of and in the said materials implements fixtures moulds copper plates and machinery at such a price or sum of money as should be fixed thereon by the said Ralph Wedgwood and William Horton or their umpire to be named as aforesaid And further reciting that a dispute had arisen between the said Thomas Turner and the said Timothy Yate Charles Guest and Elias Prestwich respecting the manner in which the said colliery or coalwork had been managed and carried on which dispute or any other difference which might arise pending that reference as a consequence of the investigation of the claims of the respective parties the said parties had agreed should be adjusted and settled by the said Ralph Wedgwood and William Horton or their said umpire to be appointed by them in manner aforesaid It is by the Articles of Agreement now in recital witnessed that as well the said Thomas Turner as also the said Timothy Yate Charles Guest and Elias Prestwich did thereby for themselves severally and respectively and for their several and respective Heirs Executors and Administrators covenant promise and agree to and with each other and to and with his and their Executors and Administrators that they the said parties respectively their respective Executors and Administrators should and would well and truly stand to abide by perform fulfil and keep this award order or determination which the said Ralph Wedgwood and William Horton or their said umpire should make between them as well concerning the said doubt or question concerning the right and interest of the said Thomas Turner of and in the said materials implements fixtures moulds copper plates and machinery and the price or sum of money to be paid him for the same as also concerning the dispute which had arisen or which pending the said reference might arise between the said parties respecting the manner in which the said colliery or coalwork had been managed and carried on so as the award or umpirage be made in writing under the hands of the said Ralph Wedgwood and William Horton or their said umpire within twelve weeks from the date thereof But it was thereby agreed that that Agreement or any clause therein contained or the said award or umpirage to be made in pursuance thereof should not alter or extend to alter the rent and royalty reserved and made payable by the therein recited Agreement but that the same should remain payable upon the terms and conditions therein mentioned And for the true performance of that Agreement each of the said parties bound himself and themselves his and their Executors and Administrators to the other of them his Executors and Administrators[277] mutually and reciprocally in the penalty of One thousand pounds As by the said recited Agreement reference being thereunto had will appear Now know ye that we the said Ralph Wedgwood and William Horton having duly examined and considered the said Agreement and the proofs and allegations of the said parties to the said reference and all such accounts documents and evidence as have been produced to us relating to the said materials implements fixtures moulds copper plates and machinery and also the said colliery coal-mines and premises do hereby award order decide and determine that the said materials implements fixtures copper plates moulds and machinery were by the said Agreement to be the property of the said Blakeway Rose and Rose at the end of the term mentioned in the said agreement and not the property of the said Thomas Turner but in the event only of the said Agreement being determined before the expiration thereof by six months notice being given in the manner in the said Agreement specified And we do further award order decide and determine that the said Timothy Yate Charles Guest and Elias Prestwich as such assignees as aforesaid shall pay unto the said Thomas Turner his Executors Administrators or Assigns for all his contingent or present right and interest of and in the said materials implements fixtures moulds copper plates and machinery the sum of One hundred pounds on or before the Twenty first day of May next And we do further award order decide and determine that the said colliery or coalwork hath been worked and carried on in a fair and workmanlike manner and according to the spirit of the said Agreement of the Twelfth day of October One thousand seven hundred and ninety nine and that therefore the said Thomas Turner not having been injured is not entitled to any compensation or damage from the said Blakeway Rose and Co. or their said Assignees in respect thereof Given under our hands this Sixth day of March One thousand eight hundred and four.
To everyone receiving this we, Ralph Wedgwood of Bransford in the county of Worcester, and William Horton of Coalport in the county of Salop, send our greetings. Whereas, according to a written agreement dated the Thirteenth of December last, made between Thomas Turner of Caughley in the county of Salop, Esquire, on one side, and Timothy Yate of Madeley, Charles Guest, and Elias Prestwich of Broseley, Gentlemen, on the other side, it is stated that, per a Memorandum of an Agreement dated the Twelfth of October seventeen ninety-nine, made between the said Thomas Turner and Edward Blakeway, John Rose, and Richard Rose, porcelain manufacturers from Coalport, the said Thomas Turner agreed to assign, among other things, all his interest in a lease from Mr. Browne concerning the Caughley China Works and the colliery he leased from Mr. Browne to the said Edward Blakeway, John Rose, and Richard Rose. Additionally, Thomas Turner agreed to assign to Edward Blakeway and Company the unglazed stock of goods at the manufactory, as well as all materials, implements, fixtures, molds, copper plates, and machinery belonging to the manufactory and the colliery. It was agreed that Edward Blakeway and Company would have the same rights regarding the manufactory and colliery as Thomas Turner had, and that the colliery would be operated fairly and professionally. The colliery's clod and middle coals were to be extracted together or separately, ensuring that the best coals wouldn’t be mined without the clod and middle coals. Edward Blakeway and Company would pay Mr. Turner five hundred pounds annually for the remaining term of his lease, divided into half-yearly installments, provided that the coals extracted were insufficient for the manufactory; if the best coals were depleted, Edward Blakeway and Company could relinquish the works and premises back to Thomas Turner at the end of any half-year during the remaining term, given six months' written notice, while returning the materials, implements, fixtures, molds, copper plates, and machinery used there, without depleting them in the meantime. If Edward Blakeway and Company wished to keep operating the works and premises until the lease expired, Thomas Turner agreed to reduce the five hundred pounds annually by two hundred pounds starting when the best coals were exhausted, provided that the average quantity of best coals used hadn't exceeded eighteen tons per week, with each ton weighing forty-eight hundred. It was also agreed that any disputes arising between the parties relating to any clause, article, or matter mentioned would be referred to two impartial individuals, one chosen by each party, and if they couldn’t agree, an umpire would be appointed by those two to make a final decision. Further, it was recounted that Edward Blakeway, John Rose, and Robert Winter, their partner, had recently been declared bankrupt, and that Timothy Yate, Charles Guest, and Elias Prestwich had been appointed as trustees for their estate. The trustees had recently agreed to sell their rights and interests in the Caughley China Works, colliery, and premises to Cuthbert Johnson and William Clarke, Esquires. A question arose about whether the materials, implements, fixtures, molds, copper plates, and machinery would belong to Thomas Turner at the end of the term, or only if the Agreement were terminated before the term expired. The parties agreed to refer this question to Ralph Wedgwood and William Horton, and if they could not agree, to another individual they would name as umpire. Thomas Turner agreed to sell, and Timothy Yate, Charles Guest, and Elias Prestwich agreed to purchase all of Thomas Turner’s rights and interests in the materials, implements, fixtures, molds, copper plates, and machinery at a price determined by Ralph Wedgwood and William Horton or their appointed umpire. Furthermore, a dispute arose between Thomas Turner and Timothy Yate, Charles Guest, and Elias Prestwich concerning the management of the coalwork, which needed to be resolved by Ralph Wedgwood and William Horton or their appointed umpire. It is hereby stated that both Thomas Turner and Timothy Yate, Charles Guest, and Elias Prestwich indemnified each other and their heirs, executors, and administrators, promising to abide by and fulfill the award made by Ralph Wedgwood and William Horton regarding the rights in question and the payment for the materials, as well as any existing or future disputes concerning the management of the colliery, provided that the award is made in writing within twelve weeks from the date thereof. It was agreed that this Agreement or any clause within, or the award made pursuant to it, would not change the rent and royalties specified in the Agreement, which would remain due as mentioned. Each party mutually bound themselves and their heirs in the amount of one thousand pounds as a penalty for the adherence to this Agreement. Now know that we, Ralph Wedgwood and William Horton, have carefully reviewed the Agreement and the parties' claims, as well as all accounts, documents, and evidence presented regarding the materials, implements, fixtures, molds, copper plates, machinery, and the colliery. We hereby award, order, decide, and determine that the materials, implements, fixtures, copper plates, molds, and machinery, according to the Agreement, belong to Blakeway, Rose, and Rose at the end of the term stated in the Agreement, and not Thomas Turner unless the Agreement is terminated beforehand by a six-month notice as specified in the Agreement. Furthermore, we determine that Timothy Yate, Charles Guest, and Elias Prestwich, as the assignees, shall pay Thomas Turner, his executors, administrators, or assigns, the sum of one hundred pounds for his present or contingent rights in the materials, implements, fixtures, molds, copper plates, and machinery by the twenty-first of May next. We also find that the colliery has been operated fairly and according to the principles of the Agreement from the Twelfth of October seventeen ninety-nine; therefore, Thomas Turner, having suffered no loss, is not entitled to any compensation or damages from Blakeway, Rose, and Co. or their Assignees. Given under our hands this sixth day of March, eighteen hundred and four.
“Witness
"Witness"
Jn. Pritchard
Jn. Pritchard
- Ra Wedgwood
- Willm Horton
On the 23rd October, 1799, an event occurred in connection with the works at Coalport which was most sad in its results. At that time a considerable number of the work-people and painters employed at the works resided at Broseley, and were in the habit of passing backwards and forwards across a ferry near the works. On this night, thirty-two persons, including the best artists, went on board the ferry-boat, which, about midwater, owing to the intoxicated state of the ferryman, was capsized, and twenty-nine were drowned. The principal painter at this time was an artist named Walker, and an unfinished piece of work of his—the piece he left in progress only a few minutes before he lost his life—is still preserved, with almost religious care, in the factory.
On October 23, 1799, a tragic event happened at Coalport that had devastating consequences. A significant number of workers and painters employed there lived in Broseley and frequently crossed a nearby ferry. That night, thirty-two people, including some of the top artists, boarded the ferry, which capsized in the middle of the water due to the ferryman being drunk, resulting in twenty-nine people drowning. At the time, the main painter was an artist named Walker, and an incomplete piece of his—left unfinished just minutes before his death—is still kept with great care in the factory.
Soon after this time considerable additions were made at Coalport, and since then the manufactory has been constantly and considerably enlarged, and now occupies, I am told, considerably more ground than any other porcelain works in the kingdom.
Soon after this time, significant expansions were made at Coalport, and since then, the factory has been continuously and significantly enlarged, now covering, I’ve been told, much more ground than any other porcelain works in the country.




Figs. 614 to 617.—Coalport Vases.
Figs. 614 to 617.—Coalport Vases.

Painted by Hartshorne.
Painted by Hartshorne.

Painted by Cook.
Painted by Cook.

Painted by Randall.
Painted by Randall.

Painted by Cook.
Painted by Cook.
Figs. 618 to 621.—Coalport Vases.
Figs. 618 to 621.—Coalport Vases.
The view of the Coalport China Works given on page 274 will show its extensive character in the early part of the present century, and its pleasant situation on the banks of the Severn. The view is copied from an interesting painting by Muss, who, before his successful artistic career in London, was employed as one of the[280] painters at this establishment. Since the period when Muss made this painting, the works have been constantly increased, and at the present time are about doubled in extent.
The view of the Coalport China Works shown on page 274 demonstrates its expansive nature in the early part of this century and its nice location along the banks of the Severn. The view is based on an intriguing painting by Muss, who, before his successful art career in London, worked as one of the[280] painters at this facility. Since the time Muss created this painting, the works have continuously expanded and are currently about twice as large.

Fig. 622.
Fig. 622.

Fig. 623.
Fig. 623.
The commercial style of the firm has been, ever since its establishment at Coalport, and still is, “Messrs. John Rose and Company,” although many changes in the proprietary have taken place. These changes have been as follows:—“Rose and Blakeway;” “Rose, Blakeway, and Rose;” “Rose, Johnson, and Winter;” “Rose, Johnson, Clarke, and Winter;” “Rose, Winter, and Clarke;” “Rose, Clarke, and Maddison;” “Maddison, Pugh, Rose, and Rose;” “W. Pugh and W. F. Rose;” and the present sole proprietor is “William Pugh;” but the firm is still known by its old style of “John Rose and Co.” Mr. John Rose died in 1841, and was buried at Barrow. He was succeeded by his nephew, Mr. W. F. Rose, of Rock House, Coalport, who retired from the firm in the autumn of 1862, and died in London in 1864, having in the meantime started some small works at Hanley, where he shortly afterwards[282] failed, and unsuccessfully attempted to commence others in Derbyshire. He was a man of the most generous disposition and kindly nature, and his losses were a subject of deep sorrow to myself and his other many friends.
The commercial name of the company has been—and still is—“Messrs. John Rose and Company” since it was founded in Coalport, despite many changes in ownership. These changes included: “Rose and Blakeway;” “Rose, Blakeway, and Rose;” “Rose, Johnson, and Winter;” “Rose, Johnson, Clarke, and Winter;” “Rose, Winter, and Clarke;” “Rose, Clarke, and Maddison;” “Maddison, Pugh, Rose, and Rose;” “W. Pugh and W. F. Rose;” and currently, the sole owner is “William Pugh;” yet the company is still referred to by its former name “John Rose and Co.” Mr. John Rose passed away in 1841 and was buried in Barrow. He was succeeded by his nephew, Mr. W. F. Rose, from Rock House, Coalport, who left the firm in the autumn of 1862 and died in London in 1864. In the meantime, he had started some small businesses in Hanley, where he soon went bankrupt, and he also tried unsuccessfully to start new ones in Derbyshire. He was a very generous person with a kind nature, and his losses were a source of great sadness for me and his many friends.

Fig. 624.
Fig. 624.

Fig. 625.
Fig. 625.
It will be seen from what I have said, that the Coalport works had already, before the commencement of the present century, absorbed those of Caughley, of Jackfield, and of the opposition establishment of Messrs. Anstice, Horton, and Rose. Some years later, the Swansea Porcelain Works, which had risen somewhat into repute, were discontinued, and the moulds, &c, bought by Mr. Rose, who removed them, along with the workmen,[283] to Coalport, about the year 1820. Another famed manufactory, though small, that of Nantgarw, established by Billingsley, the famous flower painter, of Derby, and his son-in-law, Walker, also of Derby, in 1816 (under the assumed name of Beeley and Walker), and which produced, perhaps, the finest examples of porcelain with granulated fracture ever made, also soon afterwards was merged into the Coalport establishment. Billingsley and Walker, on discontinuing the works at Nantgarw, removed to Coalport, with all their moulds and processes, and continued employed there until Billingsley’s death, which took place in 1828. Walker was a remarkably[284] clever workman, and did much during the time of his continuance at Coalport to improve the art of china-making. He removed thence to America, where he established a pottery, which, I believe, he still continues to work. The Nantgarw porcelain was very expensive to make, but was remarkably fine in its body and texture. The original recipes for this peculiar body are in the possession of Messrs. Rose & Co.; and it can be made at Coalport of as fine a quality as ever. I have carefully examined specimens made at Nantgarw with others made by Billingsley and Walker when they first came to Coalport, and these again with examples made by Messrs. Rose in 1860, and they appear all to be of equal excellence of body. It is, however, too expensive a process to be followed to any extent, and is never manufactured there now.
It’s clear from what I’ve shared that the Coalport factory had already absorbed those of Caughley, Jackfield, and the rival business of Messrs. Anstice, Horton, and Rose before the start of this century. A few years later, the Swansea Porcelain Works, which had gained some recognition, shut down, and Mr. Rose bought the molds and other equipment, relocating them, along with the workers, to Coalport around 1820. Another well-known but small factory, Nantgarw, founded by the famous flower painter Billingsley from Derby and his son-in-law Walker, also from Derby, in 1816 (using the name Beeley and Walker), produced some of the finest examples of porcelain with granulated fracture ever made, and it soon merged into the Coalport business. After shutting down the Nantgarw factory, Billingsley and Walker moved to Coalport with all their molds and processes, continuing their work there until Billingsley passed away in 1828. Walker was an exceptionally skilled worker who greatly contributed to improving china-making while he was at Coalport. He later moved to America, where he started a pottery that, I believe, he still operates. Nantgarw porcelain was very costly to produce, but it was exceptionally fine in body and texture. The original recipes for this unique material are owned by Messrs. Rose & Co., and it can still be made at Coalport with the same quality as ever. I’ve carefully compared pieces made at Nantgarw with those made by Billingsley and Walker when they first arrived at Coalport, and then with examples created by Messrs. Rose in 1860, and they all appear to be equally excellent in quality. However, the process is too expensive to replicate on a larger scale, and it’s no longer produced there.
In 1820 Mr. John Rose received the gold medal of the Society of Arts for his improvements in the manufacture of china. The prize, which was offered for the best porcelain glaze produced without lead, was competed for by Copelands, Davenports, and all the principal manufacturers, as well as by Mr. Rose, but was honourably gained by him. It bears the inscription—“To Mr. John Rose, MDCCCXX., for his improved glaze for porcelain.”
In 1820, Mr. John Rose was awarded the gold medal from the Society of Arts for his advancements in china manufacturing. The prize, which was for the best lead-free porcelain glaze, attracted competitors like Copelands, Davenports, and all the major manufacturers, along with Mr. Rose, but he won it honorably. The medal has the inscription—“To Mr. John Rose, 1820., for his improved glaze for porcelain.”
The history of the works has been one of complete success from their first establishment to the present day; and this success has been attained by untiring and unflagging energy on the part of the proprietary, and by a determination to make their manufactory second to none in existence in extent and in beauty and purity of work. The porcelain trade owes much to the ability and energy of Mr. John Rose; and this skill, ability, and energy is equally the characteristic of the present proprietor, Mr. Pugh.
The history of the works has been one of complete success from their founding to today, and this success has come from the tireless and relentless effort of the owners, along with a commitment to making their factory the best in the world in terms of size, beauty, and quality of work. The porcelain industry owes a lot to the talent and drive of Mr. John Rose, and this same skill, talent, and drive is also a hallmark of the current owner, Mr. Pugh.
Both at the Great Exhibition in 1851 and that of 1862, as well as at the French Exhibition in 1855, Messrs. Rose & Co. carried off medals for their productions; and these recognitions of excellence have been continued at the later International Exhibitions. At the first a magnificent dessert service in the difficult but truly beautiful Rose du Barry colour, which the firm had succeeded in restoring in all its beauty to the ceramic art, was exhibited, and excited considerable interest. This service, considered by competent judges to equal the original Sèvres in evenness of colour, was purchased by Lord Ashburton. At the second, Messrs. Rose exhibited a large number of exquisite examples of their make; and services were purchased by the Emperor of the French, by M. Fould, and by the[285] principal savans of Paris. At the third, the selection of vases and other decorative pieces was of the finest possible character.
Both at the Great Exhibition in 1851 and 1862, as well as at the French Exhibition in 1855, Messrs. Rose & Co. won medals for their creations; these acknowledgments of quality continued at later International Exhibitions. At the first, they showcased a stunning dessert service in the challenging yet truly beautiful Rose du Barry color, which the firm had successfully restored to its original glory in ceramic art, generating significant interest. This service, regarded by experts as comparable to the original Sèvres in color consistency, was bought by Lord Ashburton. At the second exhibition, Messrs. Rose displayed a wide range of exquisite examples of their craftsmanship; services were purchased by the Emperor of the French, M. Fould, and leading savans of Paris. At the third, the selection of vases and other decorative items was of the highest quality.

Figs. 626 to 628.
Figs. 626-628.
At the present hour the productions of the Coalport works take a foremost rank among the best porcelain of the kingdom; many of the specialities of this firm being marvels of beauty; the colours pure and full, and of extreme richness. Sardinian green—a colour for the extreme depth and richness of which these works are celebrated—is introduced with remarkable effect both in services and otherwise. One of the finest pieces of this colour is a tripod wine goblet, with flowers in tablets, and raised and jewelled gold borders. A lighter shade of this fine green is introduced, with tablets of flowers and Westbourne birds, with great effect on two-handled goblets, &c. Rose du Barry has always been a speciality of the Coalport works, and a colour on the excellence of which its proprietors, especially the late clever and enlightened Mr. W. F. Rose, have always prided themselves. This is used as a ground in every conceivable variety of decoration, and when enriched with raised dead and[286] burnished gold, and with the exquisite painting by which it is usually accompanied, has a remarkably rich and chaste effect. A new jardinière, with pierced key top and Sèvres fruit and flowers, is one of the prettiest examples of this colour, combined with raised gold and flowers, which has been produced. One of the finest and most massive pieces in this colour is a claret jug, with raised gold vine-leaves and grapes and other decorations, and splendidly painted on one side with the head of a bacchante and on the other a bunch of grapes. A pink, or light Rose du Barry, is also much used as a ground for pilgrims’ bottles, vases, services, &c., where, for some kinds of decoration, it harmonizes better than the full colour would. A blue with a slightly purplish cast, which gives it an additional richness and fulness, has been introduced, and forms a splendid ground for Japanese decoration in vases, pilgrims’ bottles, &c., in which style of now very fashionable decoration the Coalport artists excel. In these Japanese patterns some of the designs are unusually elaborate and intricate, and the workmanship is characterized by extreme precision and regularity, while the gilding and colour, especially the deep reds and blues, are rich and full in the extreme. Some of the vases in this style vie with those of the native art of the Japanese, and are not excelled by any other house. The principal artists employed at the present time at the works are Mr. Charles Palmere, Mr. Cooke, Mr. John Randall, Mr. Birbeck, Mr. A. Bowdler, Mr. J. Hartshorne, and Mr. Jabez Aston; and among those formerly engaged here was Mr. R. F. Abraham, a student of Antwerp and Paris and a successful follower of the school of Etty. Modellers of a very high class in their respective branches are also employed, and the excellence of their work is apparent in all the higher class productions of this establishment.
At this time, the products from the Coalport factory rank among the best porcelain in the country; many of this company's specialties are stunningly beautiful, with colors that are pure, vibrant, and extremely rich. Sardinian green—a color for which this factory is especially renowned for its depth and richness—is used very effectively in both tableware and other items. One of the finest pieces in this color is a tripod wine goblet adorned with flowers in panels, along with raised and jeweled gold borders. A lighter shade of this beautiful green features flower panels and Westbourne birds, creating a stunning effect on two-handled goblets, etc. Rose du Barry has always been a hallmark of the Coalport works, with its owners, especially the late talented and visionary Mr. W. F. Rose, taking great pride in its quality. This color is used as a base for an endless variety of decorations, and when enhanced with raised and burnished gold, along with the exquisite painting it typically accompanies, it creates a remarkably rich and elegant appearance. A new jardinière with a pierced key top and Sèvres fruit and flowers exemplifies this color beautifully, paired with raised gold and flowers. One of the grandest pieces in this shade is a claret jug featuring raised gold vine leaves and grapes, adorned with a beautifully painted bacchante head on one side and a bunch of grapes on the other. A light pink, or soft Rose du Barry, is also commonly used as a base for pilgrim bottles, vases, table sets, etc., where it works better for certain decorations than the deeper color would. A blue with a slight purplish hue, adding richness and depth, has been introduced, serving as a stunning backdrop for Japanese decorations on vases, pilgrim bottles, etc., in which the Coalport artists excel. Some designs in these Japanese patterns are unusually detailed and intricate, showcasing exceptional precision and consistency. The gilding and colors, especially the deep reds and blues, are exceedingly rich. Some vases in this style compete with those of authentic Japanese art and surpass those made by any other company. The main artists currently working at the factory are Mr. Charles Palmere, Mr. Cooke, Mr. John Randall, Mr. Birbeck, Mr. A. Bowdler, Mr. J. Hartshorne, and Mr. Jabez Aston; among those who previously worked here was Mr. R. F. Abraham, a student of Antwerp and Paris and a successful follower of Etty’s school. Highly skilled modellers in their respective fields are also on staff, and the quality of their work is evident in the higher-end products from this establishment.

C C’ C C C S S Sx Sx So S S
C C’ C C C S S Sx Sx So S S
Figs. 629 to 640.
Figs. 629–640.
The marks used by the Caughley works have already been fully
described.[84] After the removal of these works to Coalport, the same
letters, both C and S, for many years were used. At Coalport, however,
marks have been adopted, perhaps, more sparingly than at any other
works; and the great bulk of the goods have been[287] manufactured, from
the first down to the present time, without any mark at all. On some
examples of the early part of the present century, the written name of
“Coalport,” thus—Coalport
 —appears; but these
are of very rare occurrence. Another mark, adopted somewhat later,
though only used very sparingly, was simply the letters
—appears; but these
are of very rare occurrence. Another mark, adopted somewhat later,
though only used very sparingly, was simply the letters
 for Coalbrookdale, or the same two letters
conjoined thus—
for Coalbrookdale, or the same two letters
conjoined thus—
 sometimes
also Coalbrookdale appears in full, and at others the contraction “C
Dale,” in similar writing letters.
sometimes
also Coalbrookdale appears in full, and at others the contraction “C
Dale,” in similar writing letters.
The marks used by the Caughley works have already been fully described.[84] After these works moved to Coalport, they continued to use the same letters, both C and S, for many years. However, at Coalport, marks have been adopted perhaps more sparingly than at any other works, and most of the goods have been[287] made from the beginning to the present without any mark at all. On some examples from the early part of this century, the written name “Coalport” appears like this—Coalport
—though these are very rare. Another mark that was adopted somewhat later, but used very sparingly, was simply the letters
for Coalbrookdale, or the same two letters combined like this—
Sometimes, Coalbrookdale appears in full, and at other times, the abbreviation “C Dale” appears in similar lettering.
Another mark, adopted in 1820, was of large size, and will, perhaps, be as well understood by description as engraving. It is a circle of nearly two inches diameter, in which is a wreath of laurel encircling the words, “Coalport Improved Felt Spar Porcelain,” in four lines across. Surrounding the wreath are the words, “Patronised by the Society of Arts. The Gold Medal awarded May 30, 1820;” while beneath, and outside the circle, is the name “I. Rose and Co.” This mark was adopted consequent on Mr. John Rose obtaining the Society of Arts’ gold medal for “his improved glaze for porcelain” to which I have before alluded, and the articles on which it appears are of extremely good material and very perfect glaze.
Another mark, introduced in 1820, was quite large and can probably be better understood through description than engraving. It consists of a circle nearly two inches in diameter, surrounded by a wreath of laurel that encloses the words, “Coalport Improved Felt Spar Porcelain,” written in four lines. Around the wreath are the words, “Patronized by the Society of Arts. The Gold Medal awarded May 30, 1820;” and below, outside the circle, is the name “I. Rose and Co.” This mark was adopted because Mr. John Rose received the Society of Arts’ gold medal for “his improved glaze for porcelain,” which I have mentioned before, and the items it appears on are made of high-quality materials with a very perfect glaze.
Other marks adopted by this firm, although but seldom used (the great
bulk of the goods, as I have said before, being sent out without
any mark at all), are the following:—
 The first of these is a monogram of the letters C B D, for
Coalbrookdale, so joined together as to produce a very characteristic
and distinctive mark. The second, the same monogram, surrounded by a
garter bearing the name of “Daniell, London”—a firm for many years,
like Mortlocks and other leading houses, connected with Coalport or
Coalbrookdale, who have had that mark used for some especial orders.
The third and last is the most recent mark, and is almost the only one
now used by the Coalport works: it embraces the initials of the various
manufactories which have from time to time been incorporated with,
or merged into, the Coalport establishment. Thus the scroll—which
at first sight may, to the uninitiated, look like a short “and”
(&)—will, on examination, be seen to be a combination of the writing
letters, C and S, for Coalport and Salopian,[288] enclosing
within its bows the three letters, C, S, and N, denoting respectively
Caughley, Swansea, and Nantgarw.
The first of these is a monogram of the letters C B D, for
Coalbrookdale, so joined together as to produce a very characteristic
and distinctive mark. The second, the same monogram, surrounded by a
garter bearing the name of “Daniell, London”—a firm for many years,
like Mortlocks and other leading houses, connected with Coalport or
Coalbrookdale, who have had that mark used for some especial orders.
The third and last is the most recent mark, and is almost the only one
now used by the Coalport works: it embraces the initials of the various
manufactories which have from time to time been incorporated with,
or merged into, the Coalport establishment. Thus the scroll—which
at first sight may, to the uninitiated, look like a short “and”
(&)—will, on examination, be seen to be a combination of the writing
letters, C and S, for Coalport and Salopian,[288] enclosing
within its bows the three letters, C, S, and N, denoting respectively
Caughley, Swansea, and Nantgarw.
Other marks used by this company, although rare (most goods, as I mentioned earlier, are sent out without any marks at all), are as follows:—
The first one is a monogram of the letters C B D, representing Coalbrookdale, arranged in a way that creates a very recognizable and distinctive mark. The second is the same monogram, surrounded by a garter displaying the name “Daniell, London”—a firm that has been associated with Coalport or Coalbrookdale for many years, like Mortlocks and other prominent companies, which has used that mark for special orders. The third and final mark is the most recent one and is almost the only one currently used by the Coalport works: it includes the initials of various manufacturers that have merged with or become part of the Coalport establishment over time. Thus, the scroll—which at first glance might seem like a short “and” (&)—will, upon closer inspection, reveal itself to be a combination of the written letters, C and S, representing Coalport and Salopian,[288] enclosing the three letters, C, S, and N, which stand for Caughley, Swansea, and Nantgarw.
Having now passed through the history of these famed works, and shown their connection with others, both in manufacture and in printing, it only remains to say a few words on the varieties of goods for which the Salopian works have been famed, both in times past and at present. First and foremost, then, of course, come the blue painted and printed wares copied from Chinese patterns, for which both it and the early Worcester works were remarkable. The first painted, as well as printed, wares were close imitations of the foreign; but groups of flowers of original design, &c., were also introduced, and designs based, perhaps, on foreign models were adopted. Groups of figures, in the characteristic costume of the period, were also executed with great taste and ability. Of the Chinese patterns, the two most famous—the well-known “willow pattern” (known generally among the trade as the “Broseley pattern”) and the “blue dragon” (also known as the “Broseley blue dragon”)—owe their first introduction to the Caughley works; and this fact alone is sufficient to entitle them to more than ordinary notice. The willow pattern has undoubtedly been the most popular, and had the most extensive sale of any pattern ever introduced. It has, of course, been made by most houses, but the credit of its first introduction belongs to Caughley; and early examples, bearing the Caughley mark—the cups without handles, and ribbed and finished precisely like the foreign—are rare. The dragon, known still as “the Broseley blue dragon” or “Broseley blue Canton,” was also a most successful imitation of the Chinese, and almost rivalled the “willow” in popularity. A special form of jug, considered in those days to be very far advanced in art, known technically as the “cabbage-leaf jug,” was also first made at the Caughley works.
Having now gone through the history of these famous works and shown their connections with others, both in manufacturing and printing, we just need to mention a few things about the variety of products for which Salopian works have been known, both in the past and now. First and foremost, we have the blue painted and printed ceramics that were inspired by Chinese designs, which were remarkable for both this and the early Worcester works. The initial painted and printed wares closely imitated the foreign styles, but original floral designs and others inspired, perhaps, by foreign models were also added. Groups of figures dressed in the typical costumes of the time were executed with great taste and skill. Among the Chinese patterns, two stand out—the famous "willow pattern" (known generally in the industry as the "Broseley pattern") and the "blue dragon" (also known as the "Broseley blue dragon")—both of which were first introduced at the Caughley works; this fact alone is enough to give them special consideration. The willow pattern has undoubtedly been the most popular and has had the widest sales of any design ever introduced. While it has been produced by many manufacturers, the credit for its initial introduction goes to Caughley, and early examples that bear the Caughley mark—like the handleless cups, which were ribbed and finished just like the foreign versions—are quite rare. The dragon, still referred to as "the Broseley blue dragon" or "Broseley blue Canton," was also a very successful imitation of Chinese designs and almost matched the "willow" in popularity. Additionally, a special type of jug, which was considered very advanced for its time and is technically called the "cabbage-leaf jug," was also first produced at the Caughley works.
Later on, the “worm sprig” pattern, the “tournay sprig,” and other equally successful patterns were here introduced from the Dresden, as were also the celebrated Dresden raised flowers and the “Berlin chain edge” pattern. About 1821 a peculiar marone-coloured ground, which is much sought after, was introduced at Coalport, by Walker, of Nantgarw, of whom I have before spoken; and at this time many marked improvements were made in the different processes of manufacture.
Later on, the “worm sprig” pattern, the “tournay sprig,” and other popular designs were introduced here from Dresden, along with the famous Dresden raised flowers and the “Berlin chain edge” pattern. Around 1821, a unique maroon-colored background, which is highly desired, was introduced at Coalport by Walker from Nantgarw, whom I've mentioned before; and during this time, many significant improvements were made in the various manufacturing processes.
Fig. 641.—Willow Pattern.
Fig. 641.—Willow Design.

Fig. 642.
Fig. 642.
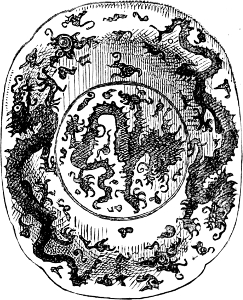
Fig. 643.—Broseley Blue Dragon.
Fig. 643.—Broseley Blue Dragon.
The copies, both in embossing, in body, in colour, and oiliness of[290] the glaze, and in style of painting of birds and flowers, of the Dresden at this period were perfect, and, as the Dresden mark was (perhaps injudiciously) introduced as well, were capable of deceiving even the most knowing connoisseur. It may be well to note that at this period an impressed anchor was sometimes used. This must not be taken to be anything more than a workman’s mark. Very successful copies of the Sèvres and Chelsea have also been at one time or other produced, and on these the marks of those makers have been also copied. Collectors of “old Chelsea,” especially of the famous green examples, must be careful, therefore, not to take everything for granted as belonging to that place on which the gold anchor is found.
The copies, in terms of embossing, composition, color, and oiliness of the glaze, as well as the style of painting of birds and flowers, from the Dresden period were flawless. The Dresden mark was (perhaps unwisely) added, making them capable of fooling even the most knowledgeable connoisseur. It's important to point out that during this time, an impressed anchor was occasionally used. This should only be considered a workman's mark. There have also been very successful copies of Sèvres and Chelsea produced at various times, complete with the marks of those manufacturers. Therefore, collectors of “old Chelsea,” especially the famous green pieces, need to be cautious and not assume everything with the gold anchor belongs to that brand.
Fig. 644.
Fig. 644.
The egg-shell china produced at Coalport is much finer than any other which has come under my notice, from the fact that the body is pure porcelain, being composed of one stone and one clay alone, unmixed with bone or any other material whatever.
The egg-shell china made at Coalport is significantly finer than anything else I've seen because its body is pure porcelain, made from just one type of stone and one type of clay, without any bone or other materials mixed in.
Broseley.
Broseley Pipe Works.—Broseley is perhaps more universally known as a seat of the manufacture of tobacco-pipes than in any other way; for in this particular it has “held its own” against other localities for about three centuries, and seems still likely to do so for three centuries more, should the habit of smoking continue so long. As a few words must in the course of this work be said upon this branch of ceramic art, it may be well here to introduce it; and I cannot do better than give, in an abridged and altered form, what, some years ago, I drew up for the pages of the Reliquary.[85]
Broseley Pipe Works.—Broseley is probably better known for making tobacco pipes than for anything else; it has successfully competed with other regions in this industry for about three hundred years, and it seems likely to keep going for another three hundred years, as long as smoking remains popular. Since I need to discuss this area of ceramic art in this work, it’s a good idea to introduce it here. I can provide an updated version of what I wrote for the Reliquary several years ago.[85]
[291]
[291]
The period at which the introduction of tobacco into England took place is a vexed question, which it is not necessary here to attempt to solve. To Sir Walter Raleigh, Mr. Ralph Lane (his governor of Virginia, who returned to England in 1586), Sir John Hawkins (1565), Captain Price, Captain Keat, and others, have respectively been assigned the honour of its introduction and of its first use in this country. But, at whatever period tobacco was introduced, it must not, I think, be taken for granted that to that period the commencement of the habit of smoking must be ascribed. It may reasonably be inferred, from various circumstances, that herbs and leaves of one kind or other were smoked medicinally, in this country, long before the period at which tobacco is generally believed to have been first brought to England. Coltsfoot, yarrow, mouse-ear, and other plants are still smoked by the people, for various ailments, in rural districts, and are considered highly efficacious, as well as pleasant; and I have known them smoked through a stick from which the pith had been removed, the bowl being formed of a lump of clay rudely fashioned at the time, and baked at the fireside. I have no doubt that pipes were in use before “the weed” was known in our country, and that it took the place of other plants, but did not give rise to the custom of smoking.
The timing of when tobacco was introduced to England is a debated topic that doesn’t need to be solved here. Sir Walter Raleigh, Mr. Ralph Lane (his governor of Virginia who returned to England in 1586), Sir John Hawkins (1565), Captain Price, Captain Keat, and others have all been credited with bringing it to this country. However, even if we knew when tobacco was introduced, we shouldn't assume that the smoking habit started at that time. It’s reasonable to think that various herbs and leaves were smoked for medicinal purposes in this country long before tobacco is believed to have arrived in England. In rural areas, people still smoke coltsfoot, yarrow, mouse-ear, and other plants for different ailments, finding them both effective and pleasant. I've seen them smoked through a stick with the pith removed, with the bowl made from a lump of clay shaped and baked by the fire. I'm certain that pipes were used before "the weed" became known here and that tobacco replaced other plants, but it didn't start the practice of smoking.
It is difficult to assign dates to these early pipes, but the one represented in Fig. 645 is probably Elizabethan. It bears on its spur a rose. Mr. Crofton Croker considered that the smaller the pipe, the more distant its date, and therefore he assigned the diminutive example shown on Fig. 648, of its full size, to an early period. This idea, which originated in the knowledge that tobacco was an extremely expensive luxury when first imported, and as it gradually decreased in value allowed a larger indulgence to the smoker, will not, I think, hold good, for dated examples show that some of the later specimens are far less capacious than others which are of an undoubtedly earlier period. The form of the pipe is generally a better criterion of age than its size, though even this cannot always be depended upon. Adopting Mr. Croker’s arrangement as to periods, the following series of examples, partly selected from pipes in my own possession, will be useful to the collector, and enable him pretty accurately to appropriate any specimens which may come under his notice. The engravings are, of course, of a reduced size. Fig. 649 is of similar form to the one above; it is probably Elizabethan.
It's hard to assign specific dates to these early pipes, but the one shown in Fig. 645 is likely from the Elizabethan era. It has a rose design on its spur. Mr. Crofton Croker believed that the smaller the pipe, the further back in time it was made, which is why he dated the tiny example in Fig. 648 to an earlier period. This idea comes from the fact that tobacco was a very expensive luxury when it was first imported, and as its cost went down, smokers could indulge more, but I don't think this theory holds up because dated examples show that some later pipes are actually smaller than those from an undoubtedly earlier time. The shape of the pipe is usually a better indicator of its age than its size, although this can't always be relied upon. Following Mr. Croker’s timeline, the series of examples below, partly taken from my own collection, will be helpful for collectors and will allow them to accurately identify any pipes they come across. The engravings are, of course, reduced in size. Fig. 649 has a similar shape to the one above and is probably from the Elizabethan period.
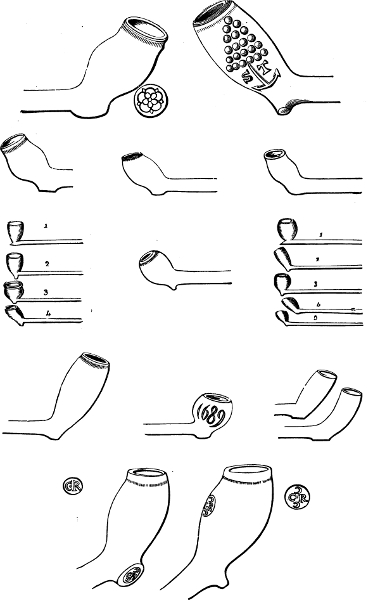
Figs. 645 to 665.—Old English Clay Pipes.
Figs. 645 to 665.—Old English Clay Pipes.
The next example Mr. Croker assigned to the period of James I.[293] or Charles I. It does not differ very materially in shape from the preceding specimens. Of pipes of this period, a large variety of shapes might be adduced. These forms may be understood from the figures in the accompanying group, copied from engravings of the period. The dates are, No. 1, 1630; 2, 1632; 3, 1640; 4, 1641. The latter example is of the same shape as those known to have been in use in the reign of Elizabeth, and is pretty nearly similar to Mr. Croker’s example. The same form is found in use through several reigns. The usual shape of the period, however, will be seen on Figs. 1, 2, and 3.
The next example Mr. Croker gave is from the time of James I. or Charles I. It doesn’t differ much in shape from the previous examples. There was a wide variety of shapes for pipes during this period. You can understand these forms by looking at the figures in the accompanying group, which are copied from engravings of that time. The dates are: No. 1, 1630; 2, 1632; 3, 1640; 4, 1641. The last example has a shape that is known to have been used during Elizabeth’s reign and is almost identical to Mr. Croker’s example. This same form was used across several reigns. However, the typical shape of the period can be seen in Figs. 1, 2, and 3.
The barrel-shaped pipe, engraved as an example of the period comprising the Commonwealth and the reign of Charles II., is from Devonshire, and may be taken as the usual type of that era. Of this period, the examples given are chosen principally from Traders’ tokens. One (2) will be seen to be of the form usually ascribed to William III.’s reign. The dates of these specimens are 1, 1650; 2, 1666 (Dunstable); 3, 1688 (Chipping Norton); 4, probably same year (Southwark); 5, 1669 (Leeds). Pipes were made at Leeds from a peculiar vein of clay found there.
The barrel-shaped pipe, engraved as an example from the period of the Commonwealth and the reign of Charles II, comes from Devonshire and represents a typical style from that time. The examples from this period are mainly taken from traders’ tokens. One (2) appears to fit the form usually linked to William III’s reign. The dates on these specimens are: 1, 1650; 2, 1666 (Dunstable); 3, 1688 (Chipping Norton); 4, probably the same year (Southwark); 5, 1669 (Leeds). Pipes were manufactured in Leeds using a unique type of clay found there.
Mr. Croker considered the pipes of the reign of William III. to have had bowls of the elongated form (Figs. 662 and 663), and it would appear probable that this is correct, for at the places where his Dutch troops were stationed, the pipes of this and the accompanying form are most abundant. Barrel-shaped bowls were, however, still in use, and I have copied one from Mr. Fairholt’s book, on which the date 1689 is incised. That these long pipes were not imported in very large quantities, may be gleaned from the following highly interesting notice, which I quote from Houghton:—
Mr. Croker believed that the pipes from the reign of William III. had elongated bowls (Figs. 662 and 663), and it seems likely that he was right. The pipes of this and the similar design are most common in the areas where his Dutch troops were stationed. However, barrel-shaped bowls were still in use, and I’ve copied one from Mr. Fairholt’s book that has the date 1689 engraved on it. The fact that these long pipes weren’t imported in large numbers can be understood from this very interesting notice, which I’ll quote from Houghton:—
“The next are tobacco-pipes, of which came from Holland, gross one hundred and ten, chests four. I have seen some very long ones and also small from thence, that truly are very fine. If there comes no more, they’ll do us no great hurt. I think they must be permitted to be patterns to set our people on work, and if our smoakers would use none but fine ones, I question not but we should make as fine as anybody.”[86]
“The next items are tobacco pipes, which came from Holland, totaling one hundred and ten and four chests. I’ve seen some that are really long and also some smaller ones from there, which are truly quite nice. If no more arrive, it won’t hurt us much. I believe we should allow these to be examples to inspire our workers, and if our smokers only used the finer ones, I have no doubt we could make pipes just as good as anyone.”[86]
From this it appears that, in 1694, only 110 gross, or four chests, of Dutch pipes were imported, and this included both sorts—the “very long ones and also small.” It is worthy of note, for comparison’s sake, that in the same year from Holland 12,000, and from Germany 23 tons, of “marbles for boys to play with,” were imported.
From this, it seems that in 1694, only 110 gross, or four chests, of Dutch pipes were brought in, which included both types—the “very long ones and the small ones.” It's interesting to compare this with the same year when 12,000 tons of “marbles for boys to play with” were imported from Holland and 23 tons from Germany.
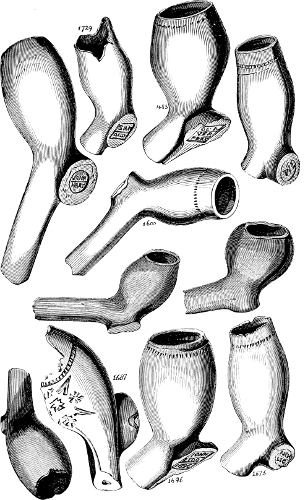
Figs. 666 to 676.—Old Broseley Clay Pipes.
Figs. 666 to 676.—Old Broseley Clay Pipes.
The long-bowled pipes continued in use to the middle of last[295] century, and representations of them may be found on engravings of the period, thus showing that they gradually merged from the bulbous into the elongated form of the time of William III., and so passed on to the wide-mouthed shape of the present day. The heel or spur also changed from the flat form—made to rest the pipe upon during or after use—to the long pointed one now so common, and which took its rise probably from the Dutch. It must be remembered, however, that the Dutch were originally indebted to England for the introduction of pipe-making into that country.
The long-bowled pipes continued to be used until the middle of last[295] century, and you can find images of them in engravings from that time, showing how they gradually evolved from a bulbous shape to the elongated form popular during the time of William III., and then eventually to the wide-mouthed shape we see today. The heel or spur also changed from the flat design—used to rest the pipe on during or after smoking—to the long pointed style that’s common now, which probably originated from the Dutch. It's worth noting, though, that the Dutch originally learned pipe-making from England.
Usually the old pipes were perfectly plain, with the general exception of a milled border, impressed by hand, not in the mould, running round the mouth. It is also worthy of remark, that the bowls of many of the older pipes are scraped into form after having been moulded. Sometimes ornamented examples are met with, but they are of extremely rare occurrence. Mr. Croker had one which he considered to have been of foreign make, but which I think there is little doubt is of English manufacture: and the one in my own possession (Fig. 646) presents some very interesting features; in form it closely resembles one of the examples of James I. and Charles I., and I have no doubt, from the form of the letters, that I am right in appropriating it to that period.
Typically, the old pipes were quite simple, except for a hand-carved border around the rim. It's also worth noting that the bowls of many of the older pipes are scraped into shape after being molded. Occasionally, you’ll come across some decorative examples, but they’re extremely rare. Mr. Croker had one that he thought was made abroad, but I believe it's more likely to be of English origin: and the one I have (Fig. 646) showcases some very interesting features; its shape closely resembles those from the James I and Charles I periods, and I’m pretty sure, based on the lettering style, that it belongs to that time.
It is not very easy to localise pipes, for but little is known of places where they were made, and the manufacture was of course of so small an extent that it is difficult to trace it. In November, 1601, Mr. Secretary Cecil alludes, in a speech, to a then existing patent of monopoly enjoyed by tobacco-pipe makers; and in 1619 the craft of pipemakers were incorporated, their privileges, according to Stowe, extending through the cities of London and Westminster, the kingdom of England, and dominion of Wales. They were governed by a master, four wardens, and about twenty-four assistants. These privileges were confirmed by subsequent monarchs. At Derby several generations of pipemakers have uninterruptedly carried on business, and it was in one of these ovens that the first pieces of Derby china were fired. The pipes made at Winchester were, in Ben Jonson’s time, great favourites; they were said to be the best then made, and far superior to those of Vauxhall and other places. In the neighbourhood of Bath, pipes were apparently made in the beginning of the seventeenth century, the makers’ names being Thomas Hunt, Henry Putley, Rich. Greenland, Rich. Tyler, and Jeffry Hunt; and some of the examples bear a shield with[296] a branch of the tobacco-plant. At Lichfield they were made to a large extent, as also at Newcastle-under-Lyme, and indeed they were produced in most parts of the country.
It’s not very easy to locate pipes since not much is known about where they were made, and the production was so limited that tracing it is tough. In November 1601, Mr. Secretary Cecil mentioned, in a speech, a patent for monopoly held by tobacco-pipe makers; and in 1619, the pipemakers' craft was incorporated, with their privileges, according to Stowe, extending throughout London and Westminster, across England, and into Wales. They were managed by a master, four wardens, and about twenty-four assistants. Subsequent monarchs confirmed these privileges. In Derby, several generations of pipemakers have continuously operated, and it was in one of these kilns that the first pieces of Derby china were fired. The pipes made in Winchester were very popular during Ben Jonson's time; they were said to be the best available then and much better than those from Vauxhall and other places. In the Bath area, pipes were apparently made in the early seventeenth century, with makers like Thomas Hunt, Henry Putley, Rich. Greenland, Rich. Tyler, and Jeffry Hunt; some examples feature a shield with[296] a branch of the tobacco plant. They were produced extensively in Lichfield, Newcastle-under-Lyme, and indeed in most parts of the country.
From the smallness of size of these early pipes has, I presume, arisen their common name of “Fairy Pipes,” varied sometimes into “Elfin Pipes,” “Mab Pipes,” “Danes Pipes,” etc. They are also sometimes called “Celtic” and “Old Man’s Pipes,” and I have heard them designated by the characteristic name of “Carls Pipes,” a name indicative of a belief in their ancient origin.[87] In Ireland, they are believed to have belonged to the Cluricanes, a kind of wild, mischievous fairy-demon, and when found are at once broken up by the superstitious “pisantry.” In England, they are said to have belonged to the fairies or “old men,” but, unlike their Irish brethren, our peasantry usually preserve them, and in some districts believe that a certain amount of good luck attends their possession. I have known one of these pipes carried about the person for years, and have heard its owner—a Peak-man—declare in his native dialect, on being asked to part with it, “Nay, a’d part wi’ a towth sowner!” A quantity of these “fairy pipes” were found in the parish of Old Swinford, Worcestershire, some few years ago, “and the country folks there had a tradition that it was a favourite spot for the resort of Queen Mab and her court, and that among other appendages of royalty was a fairy-pipe manufactory, of which these were the remains.”
The small size of these early pipes has likely led to their common name, “Fairy Pipes,” which sometimes varies to “Elfin Pipes,” “Mab Pipes,” “Danes Pipes,” and so on. They’re also referred to as “Celtic” and “Old Man’s Pipes,” and I’ve heard them called “Carls Pipes,” reflecting a belief in their ancient origins. In Ireland, they’re thought to have belonged to the Cluricanes, a type of wild, mischievous fairy-demon, and when found, they are immediately broken by the superstitious “pisantry.” In England, they’re believed to have belonged to fairies or “old men,” but unlike in Ireland, our peasantry usually keeps them, and in some areas, they believe that owning one brings good luck. I’ve known a person who carried one of these pipes for years, and he—a man from the Peak District—once said in his local dialect when asked to part with it, “No way, I’d part with a tooth!” A number of these “fairy pipes” were discovered in the parish of Old Swinford, Worcestershire, a few years ago, and the locals there had a tradition that it was a favorite spot for Queen Mab and her court, and that among other royal accessories was a fairy-pipe workshop, of which these were the remnants.
Broseley has been so long famous for its tobacco-pipes, that a “Broseley” is a term familiar to smokers all over the world. That this locality should have been chosen as the place par excellence for their manufacture, is to be accounted for by the excellent clay of the district.
Broseley has been well-known for its tobacco pipes for such a long time that a "Broseley" is a term recognized by smokers everywhere. The fact that this area was selected as the ideal location for their production can be attributed to the high-quality clay found in the region.
The white pottery found at Wroxeter is made of clay from the Severn Valley, and this shows that the Broseley or other clays were worked at a very early period of our history. The Shirlot clay, of which a few pipes were made at Shirlot and Much-Wenlock, is of a coarse texture, and very inferior to the Devon pipeclay, of which most are now made. This might lead us to suppose that the earliest manufacturers of pipes at first used the clay found in the neighbourhood, but discarded it for the purer clays which they obtained from Devonshire; but I feel assured the Shirlot and Wenlock pipes are[297] not of very ancient date. In the late Mr. Thursfield’s collection were many with marks on the spur. Some of these marks exhibit the maker’s name in full, some abbreviated, others initials only, and one has a gauntlet on the bowl, with S. D. (probably the initials of Samuel Decon, who was alive in 1729) on the spur; three bowls alone only bear dates, viz., Richard Legg, 1687; John Legg, 1687; and John Legg, 1696. These three are engraved on page 293. “I have carefully examined the Broseley parish register,” Mr. Thursfield informed me, “which dates back as early as 1572, and find in 1575, 17th Elizabeth (ten years before Sir Walter Raleigh introduced tobacco), that Richard Legg had a daughter baptized. I therefore consider him to be the father of Broseley pipemakers, for even at the present day some of his descendants follow the trade in this place—from various causes no longer as masters—and still bear the family names of Richard and John Legg. A stone slab let into the front of a substantial cottage, with the words ‘Richard Legg built this, 1716,’ testifies to the well-to-do position held by the family in the early part of the eighteenth century.” The name of Ben Legg also occurs on a pipe found in Worcestershire. The names of the pipemakers at Broseley, judging from the examples I have seen, appear to commence first as follows:—Clarke in 1647, Roden in 1681, Legg 1575, Darbey 1700, Decon 1608, Evans 1615, Hughes 1641, Hartshorne 1620, James 1600, Jones 1590, Price 1608, Partridge 1718, Overton 1700, Smith 1709, Shaw 1630, Wilksone 1733, and Ward 1700. Other names (Brown, Bradley, Dry, Hart, Harper, Overley, and Roberts, for instance) occur as pipemakers here in the olden time.
The white pottery found at Wroxeter is made from clay sourced from the Severn Valley, indicating that Broseley or other clays were used very early in our history. The Shirlot clay, from which a few pipes were made at Shirlot and Much-Wenlock, has a rough texture and is much inferior to the Devon pipeclay, which is what most pipes are made from today. This could make us think that the first pipe manufacturers initially used local clay but later switched to the purer clays from Devonshire. However, I’m convinced that the Shirlot and Wenlock pipes are[297] not very old. In the late Mr. Thursfield’s collection, there were many with marks on the spur. Some of these marks show the full maker’s name, some are abbreviated, others are just initials, and one features a gauntlet on the bowl with S. D. (likely the initials of Samuel Decon, who was alive in 1729) on the spur; only three bowls have dates: Richard Legg, 1687; John Legg, 1687; and John Legg, 1696. These three are engraved on page 293. “I have carefully examined the Broseley parish register,” Mr. Thursfield told me, “which dates back to 1572, and in 1575, the 17th year of Elizabeth's reign (ten years before Sir Walter Raleigh introduced tobacco), Richard Legg had a daughter baptized. Therefore, I believe he is the father of Broseley pipemakers, as even today some of his descendants continue the trade here—though for various reasons no longer as masters—and still carry the family names of Richard and John Legg. A stone slab set into the front of a substantial cottage says, ‘Richard Legg built this, 1716,’ which shows the family's well-off status in the early part of the 18th century.” The name Ben Legg also appears on a pipe found in Worcestershire. Based on the examples I've seen, the names of the pipemakers at Broseley seem to begin as follows: Clarke in 1647, Roden in 1681, Legg in 1575, Darbey in 1700, Decon in 1608, Evans in 1615, Hughes in 1641, Hartshorne in 1620, James in 1600, Jones in 1590, Price in 1608, Partridge in 1718, Overton in 1700, Smith in 1709, Shaw in 1630, Wilksone in 1733, and Ward in 1700. Other names (such as Brown, Bradley, Dry, Hart, Harper, Overley, and Roberts) also show up as pipemakers here in the past.
More than a hundred years ago, the pipemakers began to stamp their names and residences on the stems of the pipes instead of the spurs, the stems being, in many instances, 16 or 18 inches or more in length. They likewise made a small twist or bead mid stem, at such a length from the bowl, that when held between the fingers at that spot, the pipe was balanced.
More than a hundred years ago, pipemakers started stamping their names and addresses on the stems of the pipes instead of the spurs, with the stems often being 16 or 18 inches or longer. They also created a small twist or bead in the middle of the stem, positioned at a length from the bowl so that when held between the fingers at that spot, the pipe was balanced.
A pipe-maker, named Noah Roden, brought the long pipes to great perfection, and supplied most of the London clubs and coffee-houses of that day; he died about 1829, and his business was carried on by the late William Southorn, who made great strides in improving the manufacture, and whose eldest son is now carrying on the famed business of maker of the patent and genuine “Real Broseleys.”
A pipe-maker named Noah Roden perfected the long pipes and supplied most of the London clubs and coffeehouses of his time. He died around 1829, and his business was taken over by the late William Southorn, who made significant improvements in the manufacturing process. Now, his eldest son is continuing the well-known business of making the patent and genuine “Real Broseleys.”
[298]
[298]
About the middle of last century, and since, the Rodens were famous makers of pipes at Broseley, and to them is due the introduction of “churchwardens” and “London straws,” and they were succeeded in the early part of this century by Mr. Southorn, father of the present well-known maker, Mr. Edwin Southorn. The works at present carried on by Mr. Edwin Southorn were established about 1830 by Noah Roden. In 1856 they passed into the hands of Mr. Southorn, and from that time forward their progress has been of marked improvement in every branch of the manufacture. In 1860 Mr. Southorn introduced the process of transfer printing upon pipes, the same as practised in other branches of ceramics. By this means the crests or armorial bearings, names, mottoes, or monograms of his patrons, trade marks or initials of firms, and signs and names of hotels and inns are produced, as are also other devices in colours. In 1868 Mr. Southorn introduced steam-power into his manufactory, and has rendered it available to all parts of his works; he is thus enabled to produce an enormous quantity, counting at the present time about 10,500 gross or 1,500,000 pipes in the course of a year. The “Broseleys” thus, not only in quantity but in quality—for they are the finest produced both in form, in quality of clay, in beauty of surface, and in manipulation of any made—surpass all others. In 1851, Mr. Southorn received honourable mention as “superior tobacco-pipes” at the Exhibition in that year. Mr. Southorn has also introduced the plan of dipping, or “tipping,” his pipes at the mouth-piece with green or any other coloured glaze, which is one of the most marked improvements of modern days.
Around the middle of last century and since then, the Rodens became well-known pipe makers in Broseley, credited with creating “churchwardens” and “London straws.” They were followed in the early years of this century by Mr. Southorn, the father of the current prominent maker, Mr. Edwin Southorn. The works operated today by Mr. Edwin Southorn were established around 1830 by Noah Roden. In 1856, they came under the ownership of Mr. Southorn, and since then, they've experienced significant advancements in all areas of production. In 1860, Mr. Southorn introduced transfer printing on pipes, similar to techniques used in other ceramics. This allowed for the creation of crests, armorial bearings, names, mottos, monograms, trademarks, initials of businesses, and signs from hotels and inns, as well as other colorful designs. In 1868, Mr. Southorn incorporated steam power into his factory, making it accessible throughout his operations; as a result, he's able to produce an astonishing amount—around 10,500 gross or 1,500,000 pipes each year. The “Broseleys” excel not just in quantity but also in quality, as they are the finest in shape, clay quality, surface beauty, and craftsmanship. In 1851, Mr. Southorn was awarded honorable mention for “superior tobacco-pipes” at that year's Exhibition. He also pioneered the method of dipping or “tipping” his pipes at the mouthpiece with green or other colored glazes, which is one of the most significant modern improvements.
The variety of pipes produced at these works is somewhat remarkable. Among these are “large bowls,” 21 inches long; “long plain,” 22 inches long; “long Broseley straws,” or “aldermen,” 27 inches long, “fit for an alderman or a king;” “long straws,” or “churchwardens,” 25 inches long, which Dr. Richardson, at the Bath meeting of the British Association, says are unquestionably the best of pipes; “London straws,” 16 inches; “Raleigh straws,” “Lord Crewes,” 27 inches long; “long Dutch straws,” 28 inches long; “short Broseley straws,” “short tips,” “plain tips,” “S. D. straws,” “dhudeens,” “peg-top straws,” “ovarium straws,” “billiard,” “cutty,” “yachting,” “Broseley meerschaums,” and a score of other kinds. One of the specialities, however, of Mr. Southorn’s productions is his “patent Broseley Narghilé.” In this “the pipe,[299] which is formed of clay noted for its fineness and remarkably porous qualities, is enclosed for a portion of its length in a glass tube, which is filled with water; and the action of the water is to draw away the colouring matter and narcotic poison from the smoke before reaching the smoker’s mouth. The proof of this is in the gradual colouring of the water; which may be readily discharged and the tube refilled. A further effect is coolness of the extremity. The glass tubes are supplied from the Broseley pipe works in every variety of style, and we have never seen so much fine art taste combined with utility as in these, some of them vieing with the ancient Venetian glass in the combination of opaque and clear, &c. It is to be understood that by the ‘Narghilé’ is meant the attachment, or tube containing water, which is removable at the pleasure of the holder; a title that serves to recall the luxurious and costly water-pipes of Turkey, to which, in all their best qualities, this patent completely answers. The ‘patent’ Broseley pipe is manufactured specially for the Narghilé, and is the only clay pipe for which it is adapted. It is evident that a clay, either more or less porous than are these tobacco-pipes, would be equally unsuitable; and what is very remarkable, and shows the perfection to which the manufacture has been carried, these pipes are uniform in porousness, in part due to their being manufactured of the very finest and purest clay.”
The variety of pipes made at these factories is quite impressive. They include “large bowls,” 21 inches long; “long plain,” 22 inches long; “long Broseley straws,” or “aldermen,” 27 inches long, “suitable for an alderman or a king;” “long straws,” or “churchwardens,” 25 inches long, which Dr. Richardson claimed at the Bath meeting of the British Association are undoubtedly the best pipes; “London straws,” 16 inches; “Raleigh straws,” “Lord Crewes,” 27 inches long; “long Dutch straws,” 28 inches long; “short Broseley straws,” “short tips,” “plain tips,” “S. D. straws,” “dhudeens,” “peg-top straws,” “ovarium straws,” “billiard,” “cutty,” “yachting,” “Broseley meerschaums,” and many other types. One of the standout products from Mr. Southorn’s line is his “patent Broseley Narghilé.” In this design, the pipe, made from clay known for its fine texture and high porosity, is enclosed for a part of its length in a glass tube filled with water. The water helps to filter out the coloring and the narcotic substances from the smoke before it reaches the smoker’s mouth. This is proven by the gradual coloring of the water, which can easily be emptied and refilled. Another benefit is a cooler smoking experience. The glass tubes, supplied from the Broseley pipe works, come in a wide range of styles, and we’ve never seen such a combination of fine art and practicality as in these, some of which rival the ancient Venetian glass in their mix of opaque and clear features. It should be noted that the ‘Narghilé’ refers to the attachment, or tube containing water, which can be removed at the holder’s discretion; a term that evokes the luxurious and expensive water pipes of Turkey, to which this patent is fully comparable in all its best aspects. The ‘patent’ Broseley pipe is specially made for the Narghilé and is the only clay pipe suitable for it. Clearly, a clay that is either more or less porous than these tobacco pipes would not work; and it’s especially noteworthy that the quality of manufacturing has achieved such perfection that these pipes are consistent in porosity, largely due to being made from the very finest and purest clay.
Many of the forms adopted by Mr. Southorn are adaptations of mediæval examples, and others are of the most artistic and elegant outline. The mark used by him is usually the name “E. SOUTHORN, BROSELEY,” impressed on the stem. Sometimes his name with the royal arms appears printed on the bowl.
Many of the styles used by Mr. Southorn are adapted from medieval examples, while others have a very artistic and elegant design. The mark he typically uses is the name "E. SOUTHORN, BROSELEY," stamped on the stem. Sometimes his name along with the royal arms is printed on the bowl.
The other pipemakers at Broseley at the present day are Mr. William Southorn, of the late firm of William Southorn and Co.; and Richard Tomkis; but of these it is not necessary to speak.
The other pipemakers in Broseley today are Mr. William Southorn, from the former company William Southorn and Co.; and Richard Tomkis; but there's no need to discuss them further.
Coalbrookdale.
The terra cotta works belonging to the world-famed “Coalbrookdale Iron Company” were established in 1861. The beds of clay belonging to this company being peculiarly adapted for the finest and best kinds of terra cotta, they, in conjunction with others in the neighbourhood, undertook to prepare and send, for the Exhibition[301] of 1862, examples of goods made from the various clays of the Shropshire coal fields. The result of this determination was the establishment of this branch of the company’s manufacture, and, so far as it has been carried out, it has proved eminently successful. The colour of the terra cotta is a peculiarly light buff of a pleasing and soft tint; and the quality is of the highest order both for firmness, fineness, hardness, and durability. In it the company produce vases, tazzas, pedestals, brackets, pendants, flower-pots and boxes, chimney-pots, and every variety of architectural decoration. With their well-known skill in design, and with the talented artists they employ for their metal work, it may well be supposed that this company would produce striking and beautiful patterns in their vases and other ornamental goods; and such is the case. There is a peculiar sharpness and beauty in the details of many that is far superior to that produced by some other firms. Some of the designs will be seen in the accompanying engravings.
The terracotta works of the world-renowned “Coalbrookdale Iron Company” were founded in 1861. The clay deposits owned by this company were particularly suited for the finest types of terracotta, so they, along with others in the area, decided to prepare and send examples of goods made from various clays of the Shropshire coal fields for the Exhibition[301] of 1862. This commitment led to the establishment of this branch of the company's manufacturing, which has proven to be highly successful. The color of the terracotta is a uniquely light buff with a pleasing, soft hue; and its quality is top-notch in terms of firmness, fineness, hardness, and durability. The company produces vases, tazzas, pedestals, brackets, pendants, flower pots and boxes, chimney pots, and various architectural decorations. With their well-known design expertise and the talented artists they employ for metalwork, it’s no surprise that this company creates striking and beautiful patterns in their vases and other decorative items; and indeed, this is the case. The detail in many of the designs is exceptionally sharp and beautiful, far surpassing what is produced by some other companies. Some of these designs are showcased in the accompanying engravings.



Figs. 677 to 680.—Coalbrookdale Terra Cotta.
Figs. 677 to 680.—Coalbrookdale Terra Cotta.

Fig. 681.—Coalbrookdale Terra Cotta.
Fig. 681.—Coalbrookdale Terracotta.
At Lightmoor, in the same neighbourhood, the Coalbrookdale Company have extensive works for the manufacture of moulded and other bricks in white, blue, and red clays; ornamental and plain roofing tiles, many of which are of very effective shapes; garden edgings and ridge tiles of every style of design, from a[302] simple bead to an elaborate Tudor ornament; paving tiles, &c. Nothing could better show the variety, the importance, and the high quality of the clays of this locality than do these varieties. The colour of the red quarries is rich, and improves with washing and wear, while their hardness is beyond any others. The roof tiles of this company are very extensively used (for instance, the Charterhouse Schools, near Godalming, are covered with them), and they have the reputation of being among the hardest and best produced.
At Lightmoor, in the same neighborhood, the Coalbrookdale Company has large facilities for making molded and various types of bricks in white, blue, and red clays; decorative and standard roofing tiles, many of which have very striking shapes; garden edgings and ridge tiles in every design style, from a simple bead to an intricate Tudor ornament; paving tiles, etc. Nothing showcases the variety, significance, and high quality of the clays in this area better than these products. The color of the red quarries is rich and improves with washing and wear, while their hardness is unmatched. The roof tiles from this company are widely used (for example, the Charterhouse Schools near Godalming are covered with them), and they are known for being among the hardest and best available.

Fig. 682.—Coalbrookdale Terra Cotta.
Fig. 682.—Coalbrookdale Terracotta.
Madeley.
A small manufactory of china was established and carried on for about a quarter of a century at Madeley, by Mr. Martin Randall, who served his apprenticeship at the Coalport works; his elder brothers, Edward and William Randall, having been apprenticed at Caughley. From Coalport Martin Randall went to the Derby China Works, where he remained for some time, and became the friend of two of their famed painters, Phillip Cleve and William Pegg. From Derby he removed to London, and entered into business with a Mr. Robins, at Islington. Upon a dissolution of partnership he came down to Madeley, and fixed himself in Park Place, where for a few years he confined himself to re-decorating Sèvres china, which was procured by agents; chiefly of Baldock and Garman, in Paris. White china was obtained where feasible; but when that could not be had, dessert, tea, and breakfast services, vases, wine coolers, jardinières, and other articles, ornamented simply with blue and gold lines, dots, or sprigs of flowers, were purchased; the latter of which were removed by fluoric acid, the glaze being so blended with the body that it gave back a new surface on being passed through the enamelling kiln. The gold was so thick on the pieces that it was usually peeled off with a knife, and was then sent to London to be again reduced by acid. At first Randall used a box[303] kiln, with charcoal; but afterwards erected an enamelling kiln, which he heated with billets of wood.
A small china factory was set up and operated for about 25 years in Madeley by Mr. Martin Randall, who did his apprenticeship at the Coalport works. His older brothers, Edward and William Randall, had apprenticed at Caughley. After Coalport, Martin Randall moved to the Derby China Works, where he spent some time and became friends with two of their famous painters, Phillip Cleve and William Pegg. From Derby, he relocated to London and went into business with Mr. Robins in Islington. When their partnership ended, he returned to Madeley and settled in Park Place, where for a few years he focused on redecorating Sèvres china, which was sourced through agents, mainly Baldock and Garman in Paris. White china was obtained whenever possible; but when that wasn’t available, he purchased dessert, tea, and breakfast services, vases, wine coolers, jardinières, and other items simply decorated with blue and gold lines, dots, or sprigs of flowers. The latter were stripped using fluoric acid, as the glaze was so integrated with the body that it created a new surface when passed through the enameling kiln. The gold layer was so thick on the pieces that it was usually scraped off with a knife and sent to London to be refined with acid. Initially, Randall used a box[303] kiln fueled by charcoal, but later he built an enameling kiln that he heated with wood billets.
Mr. Randall soon afterwards removed from Park Lane to a larger house at the bottom of Madeley, where he erected enamelling kilns, and also a kiln which served for biscuit and glaze. His potters were Thomas Wheeler, who was thrower and turner; Francis Brewer, modeller; William Roberts, presser; and David Morris, fire-man. Mr. John Randall, nephew of Mr. T. M. Randall, was an apprentice to the painting, and Mr. Francis Brewer, now of the Tamworth Potteries, was an apprentice to the modelling. Mr. Randall took the decorating department, but he also employed as figure painter Mr. Philip Ballard, a son of Mr. S. Ballard, solicitor, Worcester, and brother to Mr. T. Ballard, R.A. Mr. R. B. Gray, artist, now of Dorking, and father of Mr. George Gray, A.R.A., and his son Robert were flower painters; and the late Mr. Enos Raby was ground-layer, colour-maker, and gilder. Mr. Randall’s want of experience in the processes of making led to frequent errors and losses, the latter being the greater from his constant desire to produce a body which should equal Nantgarrw and Sèvres. “Too much beer” on the part of a fire-man sometimes brought down the entire kiln of ware, so that the saggers disappeared below the trial-hole, and the pieces bulged like wax, till they became fast to each other, and assumed the most fantastic forms. Too much flint in the clay, at another time, produced a chalky absorbent body, that drank up so much glaze that when fired it would fly off in the form of small daggers whilst cooling, and continue to do so for weeks. Mr. Randall, however, kept his temper like a philosopher; and at length succeeded in producing the nearest approach to the old Sèvres of any at that time made in this kingdom. It had all the mellow transparency and richness, and the same capability of receiving the colours into the glaze, of that famous ware, and had this to such an extent that the most experienced connoisseurs found it impossible to distinguish between them, excepting by the mark, which no bribe would induce him to imitate; being a strict quaker, he had a conscientious objection to doing so. From Madeley, Mr. Randall removed his business to Shelton; and here it was that the late Mr. Herbert Minton was so struck with the beauty of his productions that he made overtures to him to join his firm, which, however, he did not do; and he soon afterwards retired from business, and went to live at Barlaston, near Trentham, where he[304] died, and was buried in a spot he had chosen for himself. Mr. Randall, who was uncle to Mr. John Randall, F.G.S., one of the celebrated painters of the Coalport works, used no mark.
Mr. Randall soon after moved from Park Lane to a larger house at the bottom of Madeley, where he set up enameling kilns, as well as a kiln for biscuits and glaze. His potters were Thomas Wheeler, who handled throwing and turning; Francis Brewer, who modeled; William Roberts, who pressed; and David Morris, who managed the firing. Mr. John Randall, nephew of Mr. T. M. Randall, was an apprentice in painting, and Mr. Francis Brewer, now of the Tamworth Potteries, apprenticed in modeling. Mr. Randall oversaw the decorating department, but he also hired Mr. Philip Ballard, a son of Mr. S. Ballard, solicitor from Worcester, and brother to Mr. T. Ballard, R.A., as a figure painter. Mr. R. B. Gray, an artist now based in Dorking and father of Mr. George Gray, A.R.A., along with his son Robert, worked as flower painters; and the late Mr. Enos Raby was responsible for ground-layering, color-making, and gilding. Mr. Randall’s lack of experience in the manufacturing processes led to frequent mistakes and losses, the latter being more significant due to his constant ambition to create a product that would rival Nantgarrw and Sèvres. “Too much beer” on the part of a fireman sometimes caused the entire kiln of ware to collapse, resulting in saggers disappearing below the trial-hole while pieces bulged like wax until they fused together and took on bizarre shapes. At another time, excessive flint in the clay created a chalky, absorbent material that soaked up so much glaze that when fired, it would chip off in the form of small daggers while cooling and keep doing so for weeks. However, Mr. Randall remained composed like a philosopher and eventually succeeded in creating a product that was the closest imitation of the old Sèvres to be made in the kingdom at that time. It had the same rich transparency and depth, along with the ability to absorb colors into the glaze, to such an extent that even the most experienced connoisseurs found it impossible to tell them apart, except by the mark, which he refused to replicate; as a strict Quaker, he had a principled objection to forging. From Madeley, Mr. Randall moved his business to Shelton; it was here that the late Mr. Herbert Minton was so impressed by the beauty of his works that he approached him about joining his firm, which he ultimately declined; he soon afterward retired from business and moved to Barlaston, near Trentham, where he[304] died and was buried in a place he had chosen for himself. Mr. Randall, who was the uncle of Mr. John Randall, F.G.S., one of the renowned painters of the Coalport works, did not use a mark.
Jackfield.
The Jackfield Pottery was one of the oldest in Shropshire, and is believed to have been worked for centuries. The potters had, at different times, probably from being expert hands, migrated into Staffordshire; and I am informed that, as early as 1560, several entries occur in the parish registers of Stoke-upon-Trent of people (potters, of course) as “from Jackfield.” A few years ago a coal-pit at Jackfield, which was known not to have been entered for nearly two centuries, was opened, and in it was found a small mug of brown earthenware, bearing the date 1634. The works were, probably not long after this period, carried on by a person of the name of Glover, who used the old salt glaze for his ware. He was succeeded by Mr. John Thursfield, son of Mr. John Thursfield of Stoke-upon-Trent, about the year 1713. This John Thursfield had married a daughter of Captain Webb, who had been in the wars under Marlborough and Prince Eugene, and had, while in the Low Countries, married a Dutch lady. In 1729 John Thursfield married a lady named Eleanor Morris, of Ferney Bank, who is curiously described in the Broseley register as a “sojoinner.” He died in 1751, leaving two sons—John, who built the works at Benthall; and Morris, who succeeded his father at Jackfield. The kind of ware made at Jackfield was a white stoneware, very similar to the Staffordshire make, and on some examples flowers and other ornaments were incised and coloured, that is, the outlines were cut in while the clay was soft, and the flowers and other ornaments touched afterwards with colour. Tiles of the kind usually known as “Dutch tiles” were also made. In 1763 Mr. Simpson carried on the pottery at Jackfield, and made yellow ware, and a ware the body of which was pipeclay and glazed with salt. This he sent down the Severn to the Bristol Channel for export to America—a trade which the American war of independence put an end to. Maurice Thursfield made at Jackfield a very superior black ware, highly vitrified and glazed; indeed, so highly glazed was it that it had all the outward appearance of glass. The forms, and the potting of these articles, locally known as “black decanters,” were remarkably good, and on some specimens which I have seen ornaments have been judiciously introduced. On[305] one, in the possession of the late Richard Thursfield, Esq., of Broseley, a head and wreath are executed in gold and colour; and on others, paintings in oils, both portraits and views, and raised ornaments, are introduced. Some good examples are preserved in the Museum of Practical Geology. Maurice Thursfield died in America, where he had, it appears, considerable business connections.
The Jackfield Pottery was one of the oldest in Shropshire and is believed to have been in operation for centuries. The potters, likely skilled craftsmen, at various times migrated to Staffordshire. I’ve been told that as early as 1560, several entries in the parish registers of Stoke-upon-Trent mention people (mostly potters) as “from Jackfield.” A few years ago, a coal pit at Jackfield, which hadn’t been accessed for almost two centuries, was opened, and inside was found a small mug made of brown earthenware, dated 1634. The pottery was likely run shortly after this by someone named Glover, who used the traditional salt glaze for his items. He was followed by Mr. John Thursfield, son of Mr. John Thursfield of Stoke-upon-Trent, around the year 1713. This John Thursfield had married a daughter of Captain Webb, who served in wars under Marlborough and Prince Eugene and had married a Dutch woman during his time in the Low Countries. In 1729, John Thursfield married a woman named Eleanor Morris from Ferney Bank, who is interestingly described in the Broseley register as a “sojoinner.” He passed away in 1751, leaving behind two sons—John, who built the pottery works at Benthall, and Morris, who took over at Jackfield. The type of ware produced at Jackfield was white stoneware, quite similar to Staffordshire pottery, with some pieces featuring incised and colored flowers and ornaments— the outlines cut into the soft clay and painted afterward. They also made tiles commonly known as “Dutch tiles.” In 1763, Mr. Simpson operated the pottery at Jackfield, making yellow ware and a type with a body of pipe clay and a salt glaze. He exported this down the Severn to the Bristol Channel for sale in America, a trade that the American War of Independence disrupted. Maurice Thursfield produced excellent black ware at Jackfield, which was highly vitrified and glazed; indeed, it appeared almost glass-like. The designs and shaping of these items, locally referred to as “black decanters,” were impressively done, and in some pieces I’ve seen, decorations were thoughtfully added. In one piece, owned by the late Richard Thursfield, Esq., of Broseley, a head and wreath are rendered in gold and color, while others feature oil paintings, both portraits and landscapes, along with raised embellishments. Good examples can be found in the Museum of Practical Geology. Maurice Thursfield died in America, where he seemingly had significant business ties.
In these works Mr. Rose, in conjunction with a Mr. Blakeway, soon after the death of Maurice Thursfield, began making china. The works were not, however, carried on long, but were removed to Coalport, on the opposite side of the Severn, where they were begun in some buildings which had formerly been a pottery (I believe belonging to a Mr. Young, a mercer of Shrewsbury), and where they have continued uninterruptedly to the present day.
In these works, Mr. Rose, along with Mr. Blakeway, started making china shortly after Maurice Thursfield passed away. However, the works didn't last long and were relocated to Coalport, across the Severn River, where they began in some buildings that used to be a pottery (I believe it belonged to a Mr. Young, a mercer from Shrewsbury), and they have been operating continuously ever since.
In the early part of this century a pottery—spoken of in 1836 as the “new pottery”—was established here by Mr. John Myatt, for brown and yellow stone-wares. Here, too, at the same time, near the Calcuts, extensive brick and tile-works were then and still are carried on.
In the early part of this century, a pottery referred to in 1836 as the “new pottery” was set up here by Mr. John Myatt, focusing on brown and yellow stoneware. At the same time, near the Calcuts, large brick and tile works were established and continue to operate today.
Jackfield Encaustic Tiles.—Many years ago Mr. Peter Stephan (still at this date a modeller at Coalport), son of Stephan the potter, who was a Frenchman, and at one time at Derby and afterwards of Jackfield, where he had a small pottery, produced some strikingly good arabesque patterns in blue printing. His mark was an anchor with cable, impressed in the body of the ware; and also the crest of an anchor on an heraldic roll, with his name above (see Figs. 683 and 684), and printed in blue on the bottom of the ware. His pieces are of rare occurrence. He also made encaustic tiles. These were the first made in this district.
Jackfield Encaustic Tiles.—Many years ago, Mr. Peter Stephan (still a modeller at Coalport today), the son of Stephan the potter, who was French and had worked in Derby before moving to Jackfield, where he ran a small pottery, created some impressively good arabesque patterns using blue printing. His mark was an anchor with a cable, stamped into the ceramic, along with the crest of an anchor on a heraldic roll, and his name above it (see Figs. 683 and 684), all printed in blue on the bottom of the pieces. His items are quite rare. He also produced encaustic tiles, which were the first of their kind made in this area.

Figs. 683 and 684.
Figs. 683 and 684.
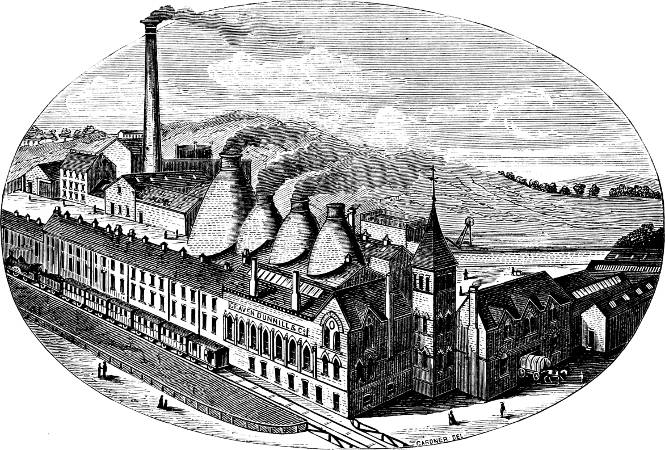
Fig. 685.—The Jackfield Works.
Fig. 685.—The Jackfield Factory.
The Jackfield Works.—The site of the present works carried on by Craven, Dunnill, & Co., for the manufacture of Encaustic and Geometrical tiles, is that of the above old pottery in Jackfield, in which Hargreaves and Craven for several years made geometrical tiles by the clay-dust process, and encaustic tiles from plastic clay; but the buildings being old and dilapidated, Mr. H. P. Dunnill formed a limited liability company, consisting of seven shareholders,[306] for rebuilding and carrying on the concern. The old buildings were taken down, a considerable extent of land added to the premises, and on this land the present handsome new works were erected. They now cover an extent of nearly two acres of ground, and are fitted with machinery and arrangements specially adapted to the requirements of the trade, each department succeeding the other in perfect rotation; so that the clay goes into the blunging-house at one point, from thence into the slip-kilns, mill-room, damping-houses, press-shops, encaustic rooms, drying-stove, seggar-house, firing and glaze-kilns, sorting-house, warehouses, packing-room, and finally, having in the various processes gone the circuit of the manufactory, passes into the railway lurries to be conveyed to various parts of the kingdom and abroad. The fine clays of Jackfield and Broseley are largely used in the manufacture, and within the grounds of the works there is a pit in which, from a depth of thirty-five yards, is brought up by steam-power a beautiful red clay, of very fine tone of colour. The firm justly pride themselves on the colour and quality of their plain tiles; and the hardness of their buff tiles—a point much desired by the trade—is very noticeable. The colour and hardness of body of their dove tiles are also very apparent. In encaustic tiles many beautiful designs by Waterhouse,[307] Goldie, Gibbs, Bentley, and other architects are produced. At the instance of one of the firm, Mr. A. H. Brown, M.P. for Wenlock, a noticeable arrangement has been made in the interest of the work-people. Any profit made after ten per cent. paid to the proprietors is equally divided between them and the work-people, and the latter have thus a direct interest to do their work in the best manner, so as to add to the reputation of the firm. Glazed tiles for hearths, of great variety and beauty of pattern, are made here, and also glazed wall tiles in white, cream, celadon, and other tones. The company also produce majolica tiles of the richest class, with an endless variety of printed, painted, and art tiles for decorative purposes. The quality of the tiles is remarkably good; the colours are pure and clear, the body hard and durable, and the glaze firm. Many of the patterns are of extreme beauty and excellence. The marks adopted, impressed on the back of the tiles, are—
The Jackfield Works.—The current operations run by Craven, Dunnill, & Co. for producing Encaustic and Geometrical tiles take place at the old pottery site in Jackfield, where Hargreaves and Craven once manufactured geometrical tiles using the clay-dust process and encaustic tiles from plastic clay. However, since the original buildings were old and falling apart, Mr. H. P. Dunnill established a limited liability company with seven shareholders,[306] to rebuild and continue the business. The old structures were demolished, additional land was acquired, and new, impressive facilities were constructed on this land. Now, they cover nearly two acres and are equipped with machinery and setups specifically designed for the industry, with each department flowing seamlessly into the next. The clay enters the blunging-house at one point and then moves through the slip-kilns, mill-room, damping-houses, press-shops, encaustic rooms, drying-stove, seggar-house, firing and glaze-kilns, sorting-house, warehouses, packing-room, and finally, after going through the entire manufacturing process, it is loaded onto railway lorries to be shipped throughout the UK and overseas. The excellent clays from Jackfield and Broseley are heavily utilized in production, and within the works, there's a pit that extracts a beautiful red clay, rich in color, from a depth of thirty-five yards using steam power. The company takes pride in the color and quality of their plain tiles, and the durability of their buff tiles—a highly valued feature in the trade—is obvious. The color and durability of their dove tiles are also striking. In encaustic tiles, they create many stunning designs by Waterhouse,[307] Goldie, Gibbs, Bentley, and other architects. Following a suggestion from one of the partners, Mr. A. H. Brown, M.P. for Wenlock, a noteworthy system has been implemented for the benefit of the workers. After paying the proprietors ten percent, any profits are equally shared between them and the employees, thus giving the latter a direct incentive to perform their jobs well and enhance the company’s reputation. A wide array of beautifully patterned glazed tiles for hearths are produced here, along with glazed wall tiles in white, cream, celadon, and other shades. The company also makes high-quality majolica tiles with endless varieties of printed, painted, and artistic tiles for decorative use. The quality of the tiles is exceptional; the colors are pure and vivid, the bodies are hard and durable, and the glaze is robust. Many of the designs are extraordinarily beautiful and of high quality. The markings used, which are impressed on the back of the tiles, are—
HARGREAVES
&
CRAVEN
Hargreaves & Craven
HARGREAVES CRAVEN
DUNNILL & CO
JACKFIELD
NR IRONBRIDGE SALOP
HARGREAVES CRAVEN DUNNILL & CO JACKFIELD NR IRONBRIDGE SALOP
CRAVEN DUNNILL & CO
LIMITED
JACKFIELD
NR IRONBRIDGE SALOP
CRAVEN DUNNILL & CO
LIMITED
JACKFIELD
NR IRONBRIDGE, SHROPSHIRE
HARGREAVES
CRAVEN DUNNILL & CO
JACKFIELD
HARGREAVES CRAVEN DUNNILL & CO JACKFIELD
CRAVEN
DUNNILL & CO
JACKFIELD
SALOP
CRAVEN
DUNNILL & CO
JACKFIELD
SALOP
CRAVEN
& CO
CRAVEN
& CO
Benthall Works.—The manufactory of encaustic tiles, mosaics, and majolica, which has for the last twenty-two years been carried on by Messrs. Maw, at the Benthall works, near Broseley, was initiated at Worcester (as named in my account of the works of Mr. St. John in that city) in the year 1850, where Messrs. Maw commenced experimenting on the processes of manufacture on the premises formerly occupied by the Worcester Porcelain Manufactory, when under the hands of Messrs. Flight and Barr, and afterwards used for the production of encaustic tiles by my late friend Mr. Fleming St. John and his partners, by whom the moulds, &c., which had been used by them in the manufacture of encaustic tiles were sold to Messrs. Maw. These gentlemen at once saw that a much wider field was open to them in the production of tiles than had previously been attempted at Worcester. In 1852, Messrs. Maw, feeling the necessity for carrying on the manufacture[309] in a neighbourhood which would produce both the coal and the clay, abandoned the works at Worcester, and removed their moulds, plant, &c., to the Benthall works, near Broseley, where another seven years was spent by them in a series of costly experiments with no immediate profit except the experience gained by which they have subsequently built up the business. Their first effort was to thoroughly investigate and experiment upon the clays of the Shropshire coal-field, as well as the plastic materials found throughout the kingdom, many of which no one had before attempted to turn to economic account.
Benthall Works.—The factory that makes encaustic tiles, mosaics, and majolica has been run by Messrs. Maw at the Benthall Works near Broseley for the past twenty-two years. It started in Worcester (as mentioned in my account of Mr. St. John's work in that city) in 1850, where Messrs. Maw began experimenting with manufacturing processes at the site once operated by the Worcester Porcelain Manufactory, which was then managed by Messrs. Flight and Barr. Later, my late friend Mr. Fleming St. John and his partners used the premises to produce encaustic tiles, selling their molds, etc., to Messrs. Maw. These gentlemen quickly realized that there was a much broader market for tiles than had previously been explored in Worcester. In 1852, recognizing the need to manufacture in an area that supplied both coal and clay, they left the Worcester site and relocated their molds and equipment to the Benthall Works near Broseley. They spent another seven years there conducting a series of expensive experiments without immediate profit, gaining invaluable experience that helped them build the business. Their first task was to thoroughly investigate and test the clays from the Shropshire coalfield, as well as various plastic materials found across the country, many of which had never been used for economic purposes before.



Figs. 686 to 693.—Examples of Messrs. Maw’s Tiles.
Figs. 686 to 693.—Examples of Maw's Tiles.
The results of these experiments have been illustrated in an extensive series of specimens of the clays or plastic slates of Great Britain presented by Mr. Geo. Maw, F.S.A., to the Government Museum of Practical Geology, in Jermyn Street, and printed in the supplement to the catalogue by Sir H. De La Beche and Mr. Trenham Reeks. In 1857, after all these years of patient labours, the manufacture was commenced on a commercial scale, which for several years barely paid its expenses; but from that time to the present continual additions have been made to the works to meet the increasing demand for their productions. In 1871 supplementary works were commenced at the Tuckies, about two miles from the Benthall works, celebrated as the spot where the late Lord Dundonald carried on his experiments in the manufacture of coal-gas.
The results of these experiments have been shown in a comprehensive collection of clay and plastic slate samples from Great Britain, presented by Mr. Geo. Maw, F.S.A., to the Government Museum of Practical Geology on Jermyn Street, and included in the supplement to the catalog by Sir H. De La Beche and Mr. Trenham Reeks. In 1857, after all these years of hard work, production began on a commercial scale, which for several years barely covered its costs; but from then until now, there have been ongoing expansions to the facilities to meet the growing demand for their products. In 1871, additional facilities were started at the Tuckies, about two miles from the Benthall works, known as the site where the late Lord Dundonald conducted his experiments in coal-gas manufacturing.
Fig. 694.
Fig. 694.
Messrs. Maw have from the first laid themselves out for applying the very highest art and architectural talents to their manufactures, and, in 1856, commissioned Mr. M. D. Wyatt to design a series of patterns of geometrical mosaic, which were issued as a small lithographed volume of fourteen pages. This little book, which first established their reputation as art manufacturers, was subsequently superseded by a much larger volume, published in 1867, including the designs of Digby Wyatt, George[310] Goldie, J. P. Seddon, George E. Street, J. Burgess, and others, as well as the reproduction of all the best obtainable examples of ancient tiles, geometrical, and Roman mosaic, majolica, &c.
Messrs. Maw have always aimed to bring the best artistic and architectural skills to their products, and in 1856, they hired Mr. M. D. Wyatt to create a series of geometric mosaic patterns, which were published as a small lithographed book of fourteen pages. This little book, which initially established their reputation as art manufacturers, was later replaced by a much larger volume published in 1867. This new edition featured designs from Digby Wyatt, George[310] Goldie, J. P. Seddon, George E. Street, J. Burgess, and others, along with reproductions of the best examples of ancient tiles, geometric patterns, Roman mosaics, majolica, etc.
Fig. 695.
Fig. 695.
[311]
[311]
In 1851 Messrs. Maw began the manufacture of plain tiles, geometrical mosaic, and the ordinary encaustic tiles of two colours, to which their productions were for several years limited: but since 1857 their progress has been marked by the continual grafting on of specialities, the yearly production of new colours, and new phases of ceramic art applied to tiles. In 1861 they commenced the manufacture of very small tesseræ for the formation of pictorial mosaics, and produced for the Exhibition of 1862 their well-known mosaic of “The Seasons,” here engraved (Fig. 695), and which is now in the South Kensington Museum, from a design expressly made for them by Digby Wyatt. The result was so successful that Mr. Wyatt commissioned Messrs. Maw to execute a mosaic frieze for the inner quadrangle of the New India Office.
In 1851, Maw & Co. started making plain tiles, geometric mosaics, and standard two-color encaustic tiles, which were the focus of their production for several years. However, since 1857, they've continually expanded their offerings, introducing new colors and different styles of ceramic art applied to tiles each year. In 1861, they began producing very small tesseræ to create pictorial mosaics and unveiled their famous mosaic “The Seasons” at the 1862 Exhibition, which is now housed in the South Kensington Museum and was designed specifically for them by Digby Wyatt. The result was so impressive that Mr. Wyatt asked Maw & Co. to create a mosaic frieze for the inner courtyard of the New India Office.
The production of coloured enamels for the surface decoration of majolica tiles next occupied their attention, and after years of experimenting, all the colours employed in the ancient tiles of Spain or Italy were successfully reproduced, as well as others which were unknown to the mediæval and Moorish manufacturers.
The production of colored enamels for decorating majolica tiles then took their focus, and after years of experimentation, they successfully reproduced all the colors used in the ancient tiles of Spain and Italy, along with others that were unknown to medieval and Moorish makers.
A stone chimney-piece, enriched with tiles executed for the International Exhibition of 1862, was their first attempt in the application of enamels and majolica in architectural work. Shortly afterwards the successful decoration of ceilings was carried out in the corridors of the India Office. And now the production of majolica tiles and enamelled terra cotta for all kinds of internal and external decoration forms an important branch of Messrs. Maw’s manufacture. Among the more important of their works in enamelled terra cotta may be mentioned the beautiful staircase executed for Sir D. Majoribanks, a portion of which was exhibited in the International Exhibition of 1871, and the chimney-pieces manufactured for the board-room of the South Kensington Museum, and the Museum of Science and Art, at Edinburgh. Messrs. Maw were the first in this country to produce the transparent celeste, or turquoise blue, employed in ancient Chinese enamels, specimens of which were exhibited in the Paris Exhibition of 1867.
A stone chimney piece, decorated with tiles made for the International Exhibition of 1862, was their first attempt at using enamels and majolica in architectural design. Soon after, they successfully decorated ceilings in the corridors of the India Office. Now, making majolica tiles and enamel-coated terra cotta for all types of interior and exterior decoration is a key part of Messrs. Maw’s production. Among their notable works in enamelled terra cotta are the stunning staircase created for Sir D. Majoribanks, part of which was showcased at the International Exhibition of 1871, and the chimney pieces produced for the boardroom of the South Kensington Museum and the Museum of Science and Art in Edinburgh. Messrs. Maw were the first in the country to create the transparent celeste, or turquoise blue, used in ancient Chinese enamels, with examples displayed at the Paris Exhibition of 1867.
Among their more recent productions may be mentioned tesseræ for mosaic work, decorated with rich enamels; embossed tiles; “sgrafito,” a ware the decoration of which is produced by the cutting away of superimposed layers of different coloured clays, after the fashion of cameo carving; “slip painting,” the production of a pattern by the painting of liquid clay on a ground of another[312] colour, and the whole glazed over, after the first burning, with transparent coloured enamels; “pâte sur pâte,” tiles in which the design in high relief is superimposed on a ground of a different colour; mixed coloured glasses and enamels for the decoration of pottery, by which the most subtle and brilliant effects are produced; terra cotta and Parian plant-markers, forming an economical and indestructible substitute for the old wooden and iron name tallies. On these the names of trees and shrubs are written in a permanent black enamel and burnt in.
Among their more recent products are tiles for mosaic work, featuring rich enamels; embossed tiles; “sgrafito,” a technique where the decoration comes from cutting away layers of different colored clays, like cameo carving; “slip painting,” which involves creating a pattern by painting liquid clay on a base of another color, then glazing it with transparent colored enamels after the first firing; “pâte sur pâte,” where the high-relief design is layered on a base of a different color; mixed colored glasses and enamels for decorating pottery, which produce subtle and brilliant effects; and terra cotta and Parian plant-markers, providing a cost-effective and durable alternative to old wooden and iron name tags. Names of trees and shrubs are permanently inscribed in black enamel on these markers and fired in.
The special processes employed by Messrs. Maw have been made the subject of a number of patents, among which may be mentioned their mill machinery, used in the preparation of clay for the manufacture of tiles by Prosser’s process; the steam blunger, by which the rough clay is levigated, sifted, and refined ready for drying on the slip-kilns, without the intervention of manual labour; the manufacture of encaustic tiles out of pulverised nearly dry clay, and their patent press worked by steam power for the pressing of tiles, which is the only successful application of steam power to screw presses which has yet been attained.
The special processes used by Messrs. Maw have been patented, including their mill machinery for preparing clay to make tiles using Prosser’s method; the steam blunger, which levigates, sifts, and refines rough clay for drying on slip-kilns without manual labor; the production of encaustic tiles from nearly dry pulverized clay; and their steam-powered patent press for pressing tiles, which is the only successful use of steam power in screw presses achieved so far.
The geometric and tesselated pavements produced by Messrs. Maw are of the most elegant, elaborate, and beautiful character, and the tesseræ and tiles of which they are composed are made with the utmost mechanical accuracy, and of the finest quality both in body, in colours, and in glaze. The patterns they have prepared are of exquisite beauty and of endless variety, and suitable for every possible purpose both for public and private buildings.
The geometric and tiled pavements made by Messrs. Maw are incredibly elegant, intricate, and beautiful. The tesseræ and tiles that make them up are crafted with the highest mechanical precision and are of exceptional quality in terms of material, color, and finish. The patterns they offer are stunningly beautiful and come in countless varieties, making them ideal for any use in both public and private buildings.

Fig. 696 to 699.
Fig. 696-699.
Figs. 700 to 701.
Figs. 700–701.
The encaustic, or figured tiles, for pavements, are also a great speciality of Messrs. Maw’s works, and are, like those of other makers, produced in immense variety and in large quantities. They are made in two, three, four, or more colours combined, the colours used being buff or yellow, red, black, blue, chocolate, white, cream, fawn, green, &c., and of various sizes, the usual dimensions being 6 and 4¼ inches square. The patterns are, in many instances, taken from the best remaining ancient examples, and in others have been specially designed for Messrs. Maw by Sir Digby Wyatt, Owen Jones, and the best authorities of the day; and many of the pavements thus produced are matchless both in design, in general effect, and in beauty and brilliancy of colour. Messrs. Maw are not content with producing simple quarries, to be arranged in the usual varieties of ways, but they have introduced[315][314] entire pavements, over which is spread one grand design covering its entire surface; many entire patterns occupying not the usual old numbers of 4, 9, 12, 16, or 24 tiles, but 144 and other numbers. These are peculiarly rich and effective, and particularly well adapted for halls, vestibules, corridors, &c.
The encaustic or patterned tiles for floors are also a major specialty of Maw’s works, and like those from other manufacturers, they come in a huge variety and large quantities. They are made in two, three, four, or more colors combined, with colors like buff or yellow, red, black, blue, chocolate, white, cream, fawn, green, etc., and in various sizes, the typical dimensions being 6 and 4¼ inches square. Many of the patterns are inspired by the best remaining ancient examples, while others have been specifically designed for Maw by Sir Digby Wyatt, Owen Jones, and leading experts of the time; many of the floors produced are unmatched in design, overall impact, and the beauty and brilliance of their colors. Maw doesn’t just produce simple tiles to be arranged in standard layouts; they have also introduced entire floor designs that cover the whole surface with one grand pattern; many of these complete designs consist of not just the usual old numbers of 4, 9, 12, 16, or 24 tiles, but 144 and other quantities. These are especially rich and effective, making them particularly well-suited for halls, entryways, corridors, etc.
Fig. 702.
Fig. 702.
Fig. 703.
Fig. 703.
The marks used by Messrs. Maw are—
The marks used by Mr. Maw are—
MAW & CO
BENTHALL
WORKS
BROSELEY
SALOP
MAW & CO
BENTHALL
WORKS
BROSELEY
SALOP
MAW & CO
BROSELEY
MAW & CO
BROSELEY
MAW & CO
BENTHALL
BROSELEY
MAW & CO
BENTHALL
BROSELEY
MAW & CO
BROSELEY
SALOP
MAW & CO BROSELEY SHROPSHIRE
MAW & CO
MAW & CO
The enamelled hearth-pavements and wall-tiles are another[316] great speciality of these works, and are of unsurpassable richness and beauty, as are also their majolica tiles and fire-place linings. These are produced in every possible variety, and are remarkable not only for the richness and delicacy of the colours which are used, and for their purely artistic and masterly combination, but for the excellence of both body and glaze, and the scrupulous accuracy of forms for fitting together. The same remark applies to the embossed and indented tiles, and also to those which are partially pierced for open work. They are all equally good, and bear evidence of that thorough appreciation of art which pervades all the productions of the Benthall works. The engravings (Figs. 702 and 703) show two of their majolica chimney-pieces. The first is of the finest majolica, with a fire-place lining of encaustic, or enamel, tiles, which would also be used for the hearth. The decorations are in high and bold relief, and being coloured with pure artistic taste, have a charming and very striking effect. It is 4 feet 8 inches in height, and 7 feet in width, and is, of course, furnished with a marble shelf at the top—which, however, is not shown in the illustration.
The enamelled hearth pavements and wall tiles are another[316] incredible feature of these works, showcasing unmatched richness and beauty, along with their majolica tiles and fireplace linings. They come in every imaginable variety and are notable not only for the richness and delicacy of the colors but also for their artistic and skillful combinations. The quality of both the body and glaze is excellent, and the precision of the shapes for fitting together is meticulous. The same can be said for the embossed and indented tiles, as well as those that are partially pierced for openwork. All of them are equally impressive and demonstrate a deep appreciation for art that permeates all the Benthall works. The engravings (Figs. 702 and 703) display two of their majolica chimney pieces. The first one features the finest majolica, with a fireplace lining of encaustic, or enamel, tiles, which would also be used for the hearth. The decorations are in high and bold relief, and their colors, chosen with pure artistic taste, create a charming and striking effect. It stands 4 feet 8 inches tall and 7 feet wide, and comes with a marble shelf at the top, which, however, is not shown in the illustration.

Fig. 704.
Fig. 704.
The next shows another of these chimney-pieces entirely complete;[317] it is, like the other, of majolica. The ornaments are in bold relief, set off with an excellent arrangement of groundwork and colour; the hearth is formed of encaustic, or enamelled, or mosaic tiles; and the fender is of majolica.
The next one shows another finished fireplace;[317] it’s, like the other, made of majolica. The decorations have a strong 3D effect, highlighted by a great combination of background and color; the hearth is made of encaustic, enamelled, or mosaic tiles; and the fender is also made of majolica.
Another branch of ceramics—that of “Art Pottery”—has recently been added to Messrs. Maw’s manufactory. This is the production of vases, &c., in majolica, a branch which they are eminently qualified to bring to perfection. In this branch vases, tazzas, and other articles, more or less decorated with raised or surface ornamentation, are produced. They are of excellent design, the body light but compact, and the decorations of remarkably good and artistic character.
Another area of ceramics—called “Art Pottery”—has recently been added to Messrs. Maw’s factory. This involves making vases, etc., in majolica, a field in which they are highly skilled. In this area, they produce vases, tazzas, and other items, each more or less decorated with raised or surface ornamentation. They feature excellent designs, with a body that is both lightweight and sturdy, and the decorations are of remarkable quality and artistry.
Broseley.
The Broseley Tileries, at Broseley, are said to be the oldest brick and tile works in the district, and they have for more than a century been in the hands of the family of the present proprietor, Mrs. Penelope Jane Thorn. They are now under the management of Mr. H. M. Bathurst. The goods produced are encaustic and geometrical glazed and unglazed tiles, ornamental ridge tiles, roofing and pavement tiles of various kinds, sanitary pipes, &c.
The Broseley Tileries in Broseley are said to be the oldest brick and tile works in the area, and for over a century, they have been owned by the family of the current owner, Mrs. Penelope Jane Thorn. They are now managed by Mr. H. M. Bathurst. The products made include encaustic and geometrical glazed and unglazed tiles, decorative ridge tiles, various types of roofing and pavement tiles, sanitary pipes, etc.
Benthall Potteries.—These works, carried on by the “Benthall Pottery Company,” under the management of Mr. Allen, produce the ordinary yellow and other common wares.
Benthall Potteries.—These operations, run by the “Benthall Pottery Company,” managed by Mr. Allen, produce standard yellow and other typical ceramics.
Coalmoor.
At Coalmoor, near Horsehay, a pottery of common coarse ware formerly existed. The hovels are still standing, but converted to other purposes.
At Coalmoor, near Horsehay, there used to be a pottery that made everyday coarse ware. The buildings are still there but have been repurposed for other uses.
[318]
[318]
CHAPTER X.
Plymouth—William Cookworthy—The Divining Rod—Discovery of Petuntse and Kaolin—Productions of the Plymouth Works—Patent—Specification—Marks—Sale to Champion—Transference to Bristol—Death of Cookworthy—Plymouth Earthenware Works—Watcombe—Terra-Cotta Works—Honiton—Exeter—Bovey Tracey Pottery—Indiho Pottery—Bovey Pottery—Folley Pottery—Bideford Pottery—Framington Pottery—Aller Pottery.
Plymouth—William Cookworthy—The Divining Rod—Discovery of Petuntse and Kaolin—Productions of the Plymouth Works—Patent—Specification—Marks—Sale to Champion—Transfer to Bristol—Death of Cookworthy—Plymouth Earthenware Works—Watcombe—Terra-Cotta Works—Honiton—Exeter—Bovey Tracey Pottery—Indiho Pottery—Bovey Pottery—Folley Pottery—Bideford Pottery—Framington Pottery—Aller Pottery.
One of the names most intimately connected with the early history of the porcelain manufactures of this kingdom is that of William Cookworthy, to whom that art is indebted for the discovery of the two most important of its ingredients, the native kaolin and the petuntse, and to whose successful experiments and labours its excellence was and is in a great measure to be attributed. At the time when he first made his experiments—although Dwight had patented his invention for making transparent porcelain, although Van Hamme and others had also secured their rights for similar purposes, although Chelsea and other places made their china (it is said) of Chinese materials, and although many experiments had been made on the nature and properties of the earths supposed to be employed for its manufacture—the art of china-making from native materials was unknown; and Cookworthy pursued his course of study unaided by the experience of others, and, though beset with difficulties at every turn, brought it to a perfectly successful and satisfactory issue. The history of these experiments, and the life of this man, are the history of the Plymouth works. The one is inseparable from the other. The history of the works is the story of the life of Cookworthy, and the story of that life is the origin, the success, and the close of those works. The narrative of William Cookworthy, then, must be the thread of my present history.
One of the names most closely associated with the early history of porcelain manufacturing in this country is William Cookworthy. He is credited with discovering two of the most essential ingredients: native kaolin and petuntse. Much of the success and quality of porcelain can be attributed to his experiments and efforts. When he first started his experiments—despite Dwight having patented his method for making transparent porcelain, and Van Hamme and others also securing rights for similar techniques, and even though Chelsea and other locations were reportedly using Chinese materials for their china, along with numerous experiments on the nature and properties of the clays thought to be used for production—making china from native materials was still unknown. Cookworthy pursued his studies without the benefit of others' experiences and, even though he faced challenges at every turn, he ultimately achieved a successful and satisfying outcome. The history of these experiments and Cookworthy’s life is essentially the history of the Plymouth works. They are intertwined. The story of the works reflects Cookworthy’s life, and his life story encapsulates the origins, achievements, and eventual closure of those works. Therefore, the narrative of William Cookworthy must serve as the focal point of my current history.
William Cookworthy was born at Kingsbridge, not many miles from Plymouth, on the 12th of April, 1705, his parents being William and Edith Cookworthy, who were Quakers. His father was a weaver, and died, leaving his family but ill provided for, in 1718. Thus young Cookworthy, at the age of thirteen, and with[319] six younger brothers and sisters—for he was the eldest of the family of seven—was left fatherless. His mother entered upon her heavy task of providing for and maintaining her large family with true courage, and appears to have succeeded in working out a good position for them all. She betook herself to dressmaking, and as her little daughters grew old enough to handle the needle, they were taught to aid her, and thus she maintained them in comparative comfort. In the following spring, at the age of fourteen, young Cookworthy was apprenticed to a chemist in London, named Bevans; but his mother’s means being too scanty to admit of his being sent to the metropolis in any other way, he was compelled to walk there on foot. This task, no light one in those days, a hundred and fifty years ago, or now, for a boy of fourteen, he successfully accomplished.
William Cookworthy was born in Kingsbridge, not too far from Plymouth, on April 12, 1705. His parents were William and Edith Cookworthy, and they were Quakers. His father was a weaver and passed away in 1718, leaving the family in a tough situation. At just thirteen, young Cookworthy became the eldest of seven, with six younger siblings to care for. His mother took on the difficult challenge of providing for her large family with great determination and seemed to have managed to secure a decent life for them all. She started dressmaking, and as her daughters grew old enough to sew, they helped her, allowing her to keep the family relatively comfortable. The following spring, at the age of fourteen, Cookworthy was apprenticed to a chemist in London named Bevans. Since his mother couldn't afford to send him to the city any other way, he had to walk there. This was no small feat, especially for a boy of fourteen, but he accomplished it successfully.
Fig. 705.—Portrait and Autograph of William Cookworthy.
Fig. 705.—Portrait and Signature of William Cookworthy.
His apprenticeship he appears to have passed with extreme credit, and on its termination returned into Devonshire, not only with the good opinion, but with the co-operation of his late master, and commenced business in Nutt Street, Plymouth, as wholesale chemist and druggist, under the name of Bevans and Cookworthy. Here he gradually worked his way forward, and became one of the little knot of intelligent men who in those days met regularly together at each other’s houses, of whom Cookworthy, Dr. Huxham, Dr. Mudge, and the elder Northcote, were among the most celebrated. Here he brought his mother to live under his roof, and she became by her excellent and charitable character a general favourite among the leading people of the place, and was looked up to with[320] great respect by the lower classes whom she benefited. In 1735 Cookworthy married a young Quaker lady of Somersetshire, named Berry. This lady, to whom he seems to have been most deeply attached, lived only ten years after their marriage, and left him with five little daughters; and Cookworthy remained a widower for the remaining thirty-five years of his life.
His apprenticeship seems to have gone extremely well, and when it ended, he returned to Devonshire not only with his former master’s good opinion but also with his support. He started a business in Nutt Street, Plymouth, as a wholesale chemist and druggist, under the name of Bevans and Cookworthy. There, he gradually made a name for himself and became part of a close group of smart men who regularly met at each other’s homes, including notable figures like Cookworthy, Dr. Huxham, Dr. Mudge, and the elder Northcote. He brought his mother to live with him, and she became a beloved figure in the community due to her kind and charitable nature, earning great respect from the lower classes she helped. In 1735, Cookworthy married a young Quaker woman from Somersetshire named Berry. He was deeply attached to her, but she only lived for ten years after their wedding, leaving him with five young daughters. Cookworthy remained a widower for the next thirty-five years of his life.
In 1745 his attention seems first to have been seriously directed to experimenting in the manufacture of porcelain—at all events, in this year the first allusion to the matter which is made in his letters and papers occurs, and this only casually. In the following letter, written to his friend and customer, “Richard Hingston, Surgeon, in Penryn,” and dated May 5th, 1745, this allusion will be found.
In 1745, he appears to have first focused seriously on experimenting with making porcelain—at least, this is the first time a reference to it shows up in his letters and documents, and it's mentioned only casually. In the following letter, written to his friend and customer, “Richard Hingston, Surgeon, in Penryn,” dated May 5, 1745, you'll find this reference.
“Plymouth, 30th, 5th mo., 1745.
Plymouth, May 30, 1745.
“Dear Richard,
“Hey Richard,
“My Eastern and South-Ham journeys have kept me of late so much abroad that I have not had opportunities of writing to thee equal to my inclination.
“My trips to the East and South-Ham have kept me away so much lately that I haven't had as many chances to write to you as I've wanted.”
“Thy last order went a few days since by Wm. Johns’ barge for Falmouth, which is the first opportunity that hath offered since we received it. I am sorry for the damage which happened to the pill-boxes and party-gold, but am apt to believe it was taken in the passage, as we always keep the pill-boxes in a garrett where no moisture can affect them.
“Your last order was sent a few days ago via Wm. Johns' barge to Falmouth, which was the first opportunity that came up since we received it. I'm sorry about the damage to the pill-boxes and party-gold, but I believe it was likely damaged during transport, since we always keep the pill-boxes in a loft where no moisture can reach them.”
“Amos hath, I understand, answered thy question about the beds, which I believe he was very capable of doing effectually, having been formerly concerned in filling them at brother Fox’s. I hope his answer is fully satisfactory.
“Amos has, I understand, answered your question about the beds, which I believe he was very capable of doing effectively, having previously been involved in filling them at brother Fox’s. I hope his answer is completely satisfactory.”
“We have of late been very barren in news. But, a few days since, we had certain advice that Admiral Martin’s squadron had taken a very rich ship from the Havannah, though the captain from whom Chas. de Voigne hath received a letter says she came from St. Domingo. ’Tis allowed, however, that she hath a good deal of money on board, and so ’tis likely she may have been at both places.
“We haven’t had much news lately. But a few days ago, we heard that Admiral Martin’s squadron captured a very rich ship from Havana, although the captain who wrote to Chas. de Voigne claims she was coming from Santo Domingo. It’s generally accepted, though, that she has a lot of money on board, so it’s likely she could have been to both places.”
“Chas. de Voigne tells me that Cape Breton is of such consequence to the French that they cannot do without it, and we may depend on their exerting their utmost endeavour to retake it; and if they should be unsuccessful, would never make peace without its reddition. We had lately a very considerable sale here for the cargoes of the prizes taken by Martin’s squadron some time since, and that of the Elephant. J. Colsworthy was at it, and bought a very large quantity of sugars on commission, as well as another Friend from London, whose name is Jonathan Gurnell. We must not be at all surprised at this, it being by what I can find grown a settled maxim that Friends may deal in prize goods. For on my attacking F. Jewel for being concerned in the purchase of the Mentor, which he bought in partnership with Dr. Dicker and Lancelot Robinson, he pleaded in his justification that Friends at London were clearly of opinion there is no harm in it; and that Jno. Hayward, a preacher, had given him a commission to buy prize Havannah snuffs. And brother Fox, who has done something in this way too for the good of his family, acquaints me that Friend Wilson, when here, seemed to be quite ignorant of anything wrong in the practice, and only advised in general that Friends should not act against their convictions. I am not at present disposed to make reflections, and therefore shall only say that I hope I shall be kept clear of it, as I believe it would bring a cloud over my mind.
“Chas. de Voigne tells me that Cape Breton is so important to the French that they can't do without it, and we can count on them putting in every effort to reclaim it; if they fail, they wouldn't consider peace without getting it back. We recently had a significant sale here for the cargoes of the prizes taken by Martin’s squadron a while back, and that of the Elephant. J. Colsworthy was involved and bought a large quantity of sugars on commission, along with another Friend from London named Jonathan Gurnell. We shouldn’t be surprised by this, as it seems to have become a settled belief that Friends can deal in prize goods. When I confronted F. Jewel about his involvement in the purchase of the Mentor, which he bought in partnership with Dr. Dicker and Lancelot Robinson, he justified himself by saying that Friends in London believe there’s no harm in it; and that Jno. Hayward, a preacher, had given him a commission to buy prize Havannah snuffs. Brother Fox, who has also participated in this for his family's benefit, informed me that Friend Wilson, when he was here, seemed completely unaware of anything wrong with the practice and only advised generally that Friends should not act against their convictions. I’m not currently in the mood to reflect on this, so I'll just say that I hope to stay clear of it, as I think it would cloud my mind.”
“I purpose next second day to set out for the west, and hope to be with thee about the 22nd proximo. But I shall not be able to stay as usual, as I must hasten to Looe, to ‘squire Sally to Redruth yearly meeting, from whence she purposes to go to Wadebridge, to pay a visit to her cousins. She talks as if she should not be able to spare time to see you at Penryn. But I believe she will be mistaken.
“I plan to head out west the day after tomorrow and hope to be with you around the 22nd of next month. However, I won’t be able to stay as long as usual because I need to rush to Looe to take Sally to the Redruth yearly meeting, after which she intends to go to Wadebridge to visit her cousins. She seems to think she won’t have time to see you in Penryn, but I think she will be wrong.”
“I had lately with me the person who hath discovered the china-earth. He had several[321] samples of the chinaware of their making with him, which were, I think, equal to the Asiatic. ’Twas found in the back of Virginia, where he was in quest of mines; and having read Du Halde, discovered both the petunse and kaulin. ’Tis the latter earth, he says, is the essential thing towards the success of the manufacture. He is gone for a cargo of it, having bought the whole country of the Indians where it rises. They can import it for £13 per ton, and by that means afford their china as cheap as common stone ware. But they intend only to go about 30 per cent. under the company. The man is a Quaker by profession, but seems to be as thorough a Deist as I ever met with. He knows a good deal of mineral affairs, but not funditùs.
“I recently spent time with the person who discovered china clay. He had several[321] samples of the chinaware they make, which I think are comparable to the Asian ones. It was found in the back country of Virginia while he was looking for mines, and after reading Du Halde, he found both petuntse and kaolin. He says the latter is the key ingredient for successful manufacturing. He’s gone to get a shipment of it after buying the entire land from the Indians where it’s found. They can import it for £13 per ton, allowing them to offer their china at prices similar to regular stoneware. However, they plan to sell it for about 30 percent less than the company. The man is a Quaker by trade, but seems to be as much of a Deist as I’ve ever encountered. He knows a lot about minerals, but not funditùs.
“I have at last hearkened to thy advice, and begun to commit to black and white what I know in chemistry—I mean so far as I have not been obliged to other folks. Having finished my observations on furnaces, I intend to continue it as I have leisure, as it may be of use after my death.
“I have finally listened to your advice and started putting down in writing what I know about chemistry—as much as I haven’t had to do for others. Now that I’ve completed my observations on furnaces, I plan to keep working on this when I have free time, as it could be helpful after I’m gone.
“Farewell, dear Richard, and if I am to have an answer, let it be by next post, or it will not come to hand before my leaving home.
“Goodbye, dear Richard, and if I'm going to get a reply, I need it by the next mail or I won’t receive it before I leave home.
“Thine affectionately,
"Yours affectionately,
“W. C.
“W. C.
The letter is addressed “For Richard Hingston, Surgeon, in Penryn,” and is followed by an invoice of goods sent by “Bevans and Cookworthy.”
The letter is addressed “For Richard Hingston, Surgeon, in Penryn,” and is followed by an invoice of goods sent by “Bevans and Cookworthy.”
At this time the business was still carried on under the style of “Bevans and Cookworthy.” The death of his wife, which took place within a few months of the writing of this letter, entirely took away his attention from business, and his researches into china clays were thrown aside. He retired into seclusion at Looe, in Cornwall, where he remained for several months, and, on his return to business, took his brother Philip, who, it appears, had lately returned from abroad, into partnership, and carried it on, with him under the style of “William Cookworthy & Co.” This arrangement enabled Cookworthy to devote his time to the scientific part of the business, and to the prosecution of his researches, while his brother took the commercial management of the concern. Left thus more to the bent of his scientific inclinations, he pursued his inquiries relative to the manufacture of porcelain, and lost no opportunity of searching into and experimenting upon the properties of the different natural productions of Cornwall; and it is related of him that, in his journeys into that county, he has passed many nights sitting up with the managers of mines, obtaining information on matters connected with mines and their products. In the course of these visits he first became acquainted with the supposed wonderful properties of the “Divining Rod,” or “Dowsing Rod,” as it was[322] called by the Cornish miners, in the discovery of ore of various kinds.
At this time, the business was still operating under the name “Bevans and Cookworthy.” The death of his wife, which happened just a few months after this letter was written, completely distracted him from business, and he set aside his research into china clays. He withdrew into seclusion in Looe, Cornwall, where he stayed for several months. When he returned to the business, he brought in his brother Philip, who had recently come back from abroad, as a partner, and they continued under the name “William Cookworthy & Co.” This arrangement allowed Cookworthy to focus on the scientific aspects of the business and pursue his research, while his brother managed the commercial side. With more time to follow his scientific interests, he continued his investigations into porcelain manufacturing and seized every opportunity to explore and experiment with the various natural resources of Cornwall. It’s said that during his trips to the county, he spent many nights discussing with mine managers to gather information about mining and its products. Through these visits, he first learned about the so-called amazing properties of the “Divining Rod” or “Dowsing Rod,” as the Cornish miners referred to it, in locating different types of ore.
In the magic properties of this rod he was an ardent believer, and he wrote an elaborate dissertation upon its uses, which has been published. It is entitled “Observations on the Properties of the Virgula Divina,” and contains, from beginning to end, such a series of statements as would do well to go side by side with the tales of spririt-rapping in our day, and which make one wonder at the amount of credulity that a clever man may occasionally exhibit. So ardent a believer was he in the value of this rod, that he did not hesitate to uphold it in the presence of men of high scientific attainments, and to carry on experiments occasionally to prove to them its correctness. As might be expected, on most occasions these experiments failed, but the operator had always some good reason ready to be assigned for the mishap. On one occasion, after having warmly descanted on its properties to Dr. Mudge and Dr. Johnson, he agreed to try in his own garden the experiment as to whether any metal was to be found beneath its surface, affirming that if metal, whether large or small in quantity, and at whatever depth, existed, the rod would immediately indicate its whereabouts. The doctors having previously taken the precaution to have one of Cookworthy’s large iron mortars, used in his laboratory, buried in one corner of the garden, unknown to him, the examination with the rod was gravely made, and resulted in Cookworthy triumphantly affirming that no metal existed on the spot. The learned doctors then, in his presence, dug out the mortar to prove that he was wrong, and had signally failed in his trial. Cookworthy, nothing disconcerted, however, immediately exclaimed, “Ah, that’s an amalgam! my rod has no sympathy with amalgams,” and thus spoiled their joke, and kept his own position at the same time.
In the magical properties of this rod, he was a firm believer, and he wrote an extensive paper on its uses, which has been published. It’s titled “Observations on the Properties of the Virgula Divina,” and it contains a series of claims from beginning to end that could easily be compared to today’s stories of spirit-rapping, making one question how much gullibility a smart person can sometimes show. He believed so strongly in the value of this rod that he didn’t hesitate to support it in front of highly educated individuals and even performed experiments to prove its accuracy. As you might expect, most of these experiments failed, but he always had some excuse ready to explain the mishap. One time, after enthusiastically describing its properties to Dr. Mudge and Dr. Johnson, he agreed to test in his own garden whether there was any metal buried beneath the surface, claiming that if any metal, regardless of size or depth, was there, the rod would immediately show its location. The doctors had previously buried one of Cookworthy’s large iron mortars, used in his lab, in a corner of the garden without him knowing. The test with the rod was conducted seriously, and Cookworthy confidently declared that no metal was present at that spot. The doctors then dug up the mortar in front of him to prove he was wrong and had utterly failed in his trial. Unfazed, Cookworthy immediately exclaimed, “Ah, that’s an amalgam! My rod doesn’t react to amalgams,” thus ruining their joke and maintaining his own credibility at the same time.
His journeys into Cornwall, however, were productive of much more important results than the fabulous properties of the divining rod, for it was in these journeys that he succeeded in discovering, after much anxious inquiry and research, the materials for the manufacture of genuine porcelain. The information given him by the “Quaker” in 1745 had never been lost sight of, and he prosecuted inquiries wherever he went. After many searchings and experiments, he at length discovered the two materials, first in Tregonnin Hill, in Germo parish; next in the parish of St. Stephen’s; and again at Boconnoc, the family seat of Thomas Pitt, Lord Camelford.[323] There is a kind of traditionary belief that he first found the stone he was anxious to discover in the tower of St. Columb Church, which is built of stone from St. Stephen’s, and which thus led him to the spot where it was to be procured. At this time he lodged at Carlogges, in St. Stephen’s parish, with a Mr. Yelland, and was in the habit of going about the neighbourhood with his “dowsing rod,” in search of mineral treasures. This discovery would probably be about 1754 or 1755.
His trips to Cornwall, however, yielded much more significant results than the mythical properties of the divining rod, because it was during these travels that he managed to discover, after considerable searching and research, the materials needed to create real porcelain. The information he received from the “Quaker” in 1745 had never been forgotten, and he pursued inquiries wherever he went. After many searches and experiments, he finally found the two materials, first at Tregonnin Hill in Germo parish; then in the parish of St. Stephen’s; and again at Boconnoc, the family home of Thomas Pitt, Lord Camelford.[323] There’s a kind of traditional belief that he initially found the stone he was looking for in the tower of St. Columb Church, which is made from stone from St. Stephen’s, leading him to the location where it could be obtained. At this time, he was staying at Carlogges, in St. Stephen’s parish, with a Mr. Yelland, and he would often walk around the area with his “dowsing rod,” searching for mineral treasures. This discovery likely happened around 1754 or 1755.
Having made this important discovery, Cookworthy appears to have determined at once to carry out his intention of making porcelain, and to secure the material to himself. To this end he went to London to see the proprietors of the land, and to arrange for the royalty of the materials. In this he succeeded; and ultimately Lord Camelford joined him in the manufacture of china, and, as appears from a letter of that nobleman to Polwhele, the historian of Cornwall, the two expended about three thousand pounds in prosecuting the work. The letter of Lord Camelford, which is dated “Boconnoc, Nov. 30, 1790,” is as follows:—
Having made this important discovery, Cookworthy immediately decided to pursue his goal of making porcelain and to secure the materials for himself. To achieve this, he traveled to London to meet with the landowners and negotiate the royalty for the materials. He was successful in this endeavor, and eventually, Lord Camelford partnered with him in the production of china. According to a letter from that nobleman to Polwhele, the historian of Cornwall, the two invested about three thousand pounds into the project. The letter from Lord Camelford, dated "Boconnoc, Nov. 30, 1790," is as follows:—
“With regard to the Porcelain Manufactory that was attempted to be established some years ago, and which was afterwards transferred to Bristol, where it failed, it was undertaken by Mr. Cookworthy, upon a friend of his having discovered on an estate of mine, in the parish of St. Stephen’s, a certain white saponaceous clay, and close by it a species of granite, or moor-stone, white, with greenish spots, which he immediately perceived to be the two materials described by the missionary Père D’Entrecolles, as the constituent parts of Chinese porcelain, the one giving whiteness and body to the paste, the other vitrification and transparency. The difficulties found in proportioning properly these materials, so as to give exactly the necessary degree of vitrification and no more, and other niceties with regard to the manipulation, discouraged us from proceeding in this concern, after we had procured a patent for the use of our materials, and expended on it between two and three thousand pounds. We then sold our interest to Mr. Champion, of Bristol.”
“With regard to the porcelain factory that was attempted a few years ago and later moved to Bristol, where it ultimately failed, Mr. Cookworthy took it on after a friend of his discovered a type of white, soapy clay on my estate in the parish of St. Stephen’s. Nearby, there was a type of granite, or moor-stone, that was white with greenish spots. He immediately recognized these as the two materials described by the missionary Père D’Entrecolles, which are the main components of Chinese porcelain—the clay providing whiteness and substance to the paste, while the granite gives it vitrification and transparency. The challenges in properly balancing these materials to achieve just the right level of vitrification and other delicate aspects of the process discouraged us from continuing with the venture after we secured a patent for our materials and spent between two and three thousand pounds on it. We then sold our interest to Mr. Champion from Bristol.”
It will be seen that Lord Camelford in this letter says that the discovery was made by a friend of Cookworthy’s. Whether this were so or not is matter of little consequence, but it is due to Cookworthy, who was strictly conscientious and scrupulously honest and straightforward in all his transactions, to say that he has left it on record that he himself made the discovery, as will be seen by the following highly interesting paper written by him, but unfortunately without date:—
It will be noted that Lord Camelford in this letter claims that the discovery was made by a friend of Cookworthy’s. Whether this is true or not doesn't really matter, but it’s important to acknowledge Cookworthy, who was truly conscientious and remarkably honest and straightforward in all his dealings. He has recorded that he himself made the discovery, as will be evident in the following intriguing paper written by him, though unfortunately without a date:—
“It is now near twenty years since I discovered that the ingredients used by the Chinese in the composition of their porcelain, were to be got, in immense quantities, in the county of Cornwall; and as I have since that time, by abundance of experiments, clearly proved this to the entire satisfaction of many ingenious men, I was willing this discovery might be preserved to posterity, if I should not live to carry it into a manufacture; and, with this view, I have thought proper to put in writing, in a summary way, all I have discovered about this matter.
“It’s been nearly twenty years since I found out that the ingredients used by the Chinese to make their porcelain were available in huge quantities in Cornwall. Since then, I’ve conducted numerous experiments that have clearly proven this to the complete satisfaction of many clever individuals. I wanted this discovery to be preserved for future generations, in case I don’t live long enough to start a manufacturing process. With that in mind, I thought it would be appropriate to write down, in a brief summary, everything I’ve learned about this topic.”
[324]
[324]
“The account of the materials used by the Chinese is very justly given by the Jesuit missionaries, as well as their manner of preparing and mixing them into the China-ware paste. They observe, the Chinese have two sorts of bodies for porcelain; one prepared with Petunse and Caulin, the other with Petunse and Wha She or Soapy Rock. The Petunse they describe to be prepared from a quarry stone of a particular kind, by beating it in stamping-mills, and washing off and settling the parts which are beaten fine. This ingredient gives the ware transparency and mellowness, and is used for glazing it. The stone of this Petunse is a species of the granite, or, as we in the west call it, the moor-stone.
“The description of the materials used by the Chinese is accurately provided by the Jesuit missionaries, as well as their method of preparing and mixing them into the porcelain paste. They note that the Chinese have two types of bodies for porcelain: one made with Petunse and Caulin, and the other with Petunse and Wha She or Soapy Rock. The Petunse is said to be prepared from a specific type of quarry stone, by crushing it in stamping mills and washing off the finer particles. This ingredient gives the ware its transparency and smoothness, and is used for glazing. The stone used for Petunse is a type of granite, or what we in the West call moor-stone."
“I first discovered it in the parish of Germo, in a hill called Tregonnin Hill; the whole country in depth is of this stone. It reaches, east and west, from Breag to Germo, and north and south, from Tregonnin Hill to the sea. From the cliffs some of this stone hath been brought to Plymouth, where it was used in the casemates of the garrison; but I think the best quarries are in Tregonnin Hill. The stone is compounded of small pellucid gravel, and a whitish matter, which, indeed, is Caulin petrified; and as the Caulin of Tregonnin Hill hath abundance of mica in it, this stone hath them also. If the stone is taken a fathom or two from the surface, where the rock is quite solid, it is stained with abundance of greenish spots, which are very apparent when it is wetted. This is a circumstance noted by the Jesuits, who observe that the stones which have the most of this quality are the most proper for the preparation of the glaze; and I believe this remark is just, as I know that they are the most easily vitrifiable, and that a vein of this kind in Tregonnin Hill is so much so that it makes an excellent glaze without the addition of vitrescent ingredients. If a small crucible is filled up with this stone, or a piece of it put in it, and exposed to the most violent fire of a good wind furnace for an hour, the stone will be melted into a beautiful mass; all its impurities will be discharged, one part of it will be almost of a limpid transparency, and the other appear in spots as white as snow. The former is the gravel, the other the Caulin, reduced by fire to purity. If the fire is not continued long enough to effect this, the upper part and middle of the mass will be of a dirty colour, and the bottom and parts of the sides fine.
“I first discovered it in the parish of Germo, on a hill called Tregonnin Hill; the entire area is rich in this stone. It stretches east and west from Breag to Germo, and north and south from Tregonnin Hill to the sea. Stone from the cliffs has been taken to Plymouth, where it was used in the protective walls of the garrison; however, I believe the best quarries are on Tregonnin Hill. The stone consists of small, clear gravel and a whitish substance, which is actually petrified Caulin; since the Caulin from Tregonnin Hill has a lot of mica, this stone does too. If the stone is extracted a fathom or two below the surface, where the rock is completely solid, it shows many greenish spots that become very visible when wet. This detail has been noted by the Jesuits, who state that stones with this quality are most suitable for making glaze; I think this observation is accurate, as I know they are the easiest to turn into glass, and there’s a vein like this in Tregonnin Hill that can produce an excellent glaze without needing any other glass-forming materials. If you fill a small crucible with this stone or put a piece of it in, and expose it to the intense fire of a good wind furnace for an hour, the stone will melt into a beautiful mass; all its impurities will be removed, one part will be nearly perfectly clear, and the other will have spots as white as snow. The clear part is the gravel, while the white part is the Caulin, purified by heat. If the fire isn't maintained long enough to achieve this, the top and middle of the mass will be a dirty color, while the bottom and parts of the sides will be fine.”
“CAULIN.
"CAULIN."
“This material, in the Chinese way of speaking, constitutes the bones, as the Petunse does the flesh, of china ware. It is a white talcy earth, found in our granite countries, both in the counties of Devon and Cornwall. It lies in different depths beneath the surface. Sometimes there shall be a fathom or more of earth above it, and at other times two or three feet. It is found on the sides of hills, and in valleys; in the sides, where, following the course of the hills, the surface sinks, or is concave, and seldom, I believe, or never where it swells, or is convex. By what I have observed, it is by no means a regular stratum, but is rather in bunches or heaps, the regular continuance of which is frequently interrupted by gravel and other matters. At times there are veins of it among the solid rocks, when it is constantly very pure from gravel. I have a piece by me of this kind, very fine.
“This material, in the Chinese way of speaking, forms the bones, just like the Petunse makes up the flesh, of china ware. It is a white, talc-like earth found in our granite regions, particularly in Devon and Cornwall. It exists at varying depths below the surface. Sometimes there's a fathom or more of soil above it, and at other times just two or three feet. It's found on the sides of hills and in valleys; in areas where the landscape dips or is concave, and rarely, if ever, where it rises or is convex. From what I’ve observed, it's not a consistent layer but rather appears in clusters or piles, with the regularity often disrupted by gravel and other materials. Occasionally, you’ll find veins of it among solid rocks, where it’s typically very pure and free from gravel. I have a piece of this type with me that is very fine.”
“There are inexhaustible stores of this Caulin in the two western counties. The use it’s commonly put to is in mending the tin furnaces and the fire-places of the fire-engines, for which ’tis very proper. The sort I have chiefly tried is what is got from the side of Tregonnin Hill, where there are several pits of it. As the stone hath a pretty large quantity of Caulin in it, so the Caulin hath a large mixture of the same sort of gravel as enters into the composition of the stone. It contains, besides, mica in abundance.
“There are endless supplies of this Caulin in the two western counties. It's commonly used for repairing tin furnaces and the fireplaces of fire-engines, which it’s very suitable for. The kind I've mainly tried comes from the side of Tregonnin Hill, where there are several pits of it. Since the stone has a fairly large amount of Caulin, the Caulin also has a significant mixture of the same type of gravel found in the stone. Additionally, it contains plenty of mica.”
“In order to prepare the Caulin for porcelain, nothing more is necessary but pouring a large quantity of water on it, so that it may not, when dissolved, be of so thick a consistence as to suspend the mica. Let it settle about ten minutes, and pour off the dissolved clay into another vessel. Let it settle, pour off the water, and dry it. I will observe here, that care ought to be taken about the water used in washing off both the Petunse and Caulin. It ought to be pure, without any metallic or calcareous mixture. Our rivers in the west afford excellent water for this purpose, as they arise, the most of them, and run through a granite country. The Caulin of Tregonnin Hill is very unvitrifiable, and exceedingly apt to take stains from the fire. I know no way to burn it clean but the following:—Form it into cakes of the thickness of two or three crown pieces, and beat some of the stone to a very coarse powder; cover the bottom of the crucible with this powder; then put in a cake of the Caulin; cover this the thickness of one-third of an inch with the powder of stone; fill the crucible in this way, ending with a layer of[325] the stone; cover the crucible, and treat it as in the process for melting the stone before described. If the stone is burned to purity, the Caulin will be as white as snow; if but partially calcined, so far as the stone is pure, the Caulin will be so; and when that is of a dirty colour, the Caulin will be of the same hue.
“To prepare the Caulin for porcelain, all you need to do is pour a large amount of water on it, so it doesn’t dissolve into a thick consistency that can suspend the mica. Let it settle for about ten minutes, then pour the dissolved clay into another container. Let it settle, pour off the water, and dry it. I want to point out that you should be careful about the water used to wash off both the Petunse and Caulin. It should be pure, free from any metallic or chalky substances. Our rivers in the west have excellent water for this purpose since most of them arise and flow through granite areas. The Caulin from Tregonnin Hill is very difficult to vitrify and tends to take on stains from the fire. I know of no other way to burn it clean except the following:—Shape it into cakes as thick as two or three crown coins, and crush some of the stone into a very coarse powder; cover the bottom of the crucible with this powder; then place a cake of the Caulin in it; cover this with about a third of an inch of the stone powder; fill the crucible this way, finishing with a layer of the stone; cover the crucible, and treat it as explained in the process for melting the stone previously described. If the stone is burned until it is pure, the Caulin will be as white as snow; if it's only partially calcined, as far as the stone is pure, the Caulin will be too; and if the stone has a dirty color, the Caulin will have the same tint.”
“I have lately discovered that, in the neighbourhood of the parish of St. Stephen’s, in Cornwall, there are immense quantities both of the Petunse stone and the Caulin, and which, I believe, may be more commodiously and advantageously wrought than those of Tregonnin Hill, as, by the experiments I have made on them, they produce a much whiter body, and do not shrink so much, by far, in baking, nor take stains so readily from the fire. Tregonnin Hill is about a mile from Godolphin House, between Helston and Penzance. St. Stephen’s lies between Truro, St. Austel, and St. Columb; and the parish of Dennis, the next to St. Stephen’s, I believe, hath both the ingredients in plenty in it. I know of two quarries of the stone—one is just above St. Stephen’s, the other is called Caluggus, somewhat more than a mile from it, and appears to be the finer stone.
“I recently found out that near the parish of St. Stephen’s in Cornwall, there are huge amounts of both Petunse stone and Caulin, which I think can be worked more easily and beneficially than those from Tregonnin Hill. From my experiments, they yield a much whiter product, don’t shrink as much during baking, and are less prone to taking on stains from the fire. Tregonnin Hill is about a mile from Godolphin House, located between Helston and Penzance. St. Stephen’s is situated between Truro, St. Austell, and St. Columb; and the parish of Dennis, adjacent to St. Stephen’s, also seems to have plenty of both materials. I know of two quarries for this stone—one is just above St. Stephen’s, and the other is called Caluggus, which is just over a mile away and appears to be the better quality stone.”
“Having given this sketch of the natural history of the materials, ’tis needless to say much about the composition. Pottery being at present in great perfection in England, our potters’-mills prepare the Petunse much better than stamping mills, and excuse one from the trouble of washing it off, it being fit to be used as it comes from the mill. I would further observe that the mills should be made of the Petunse granite, it being obvious that, in grinding, some of the mill-stones must wear off and mix with the Petunse. If those stones should be of a nature disagreeable to the body, this mixture must, in some degree, be hurtful to it; whereas, whatever wears off from mill-stones of the same stone, cannot be so in the least degree. I have generally mixed about equal parts of the washed Caulin and Petunse for the composition of the body, which, when burnt, is very white, and sufficiently transparent. The Caulin of St. Stephen’s burns to a degree of transparency without the addition of Petunse. The materials from this place make a body much whiter than the Asiatic, and, I think, full as white as the ancient chinaware, or that of Dresden.
“After providing this overview of the natural history of the materials, it's unnecessary to elaborate much on the composition. Pottery is currently of exceptional quality in England, and our potters’ mills prepare Petunse much better than stamping mills, which means you won’t have to deal with the hassle of washing it off—it’s ready to use straight from the mill. I would also point out that the mills should be made from Petunse granite, as it’s clear that during grinding, some of the millstones will wear down and mix with the Petunse. If those stones are made from a material that is not suitable for the mixture, this could be harmful to the final product; however, any wear from millstones made of the same stone won’t pose such an issue. I typically mix about equal parts of washed Caulin and Petunse for the body composition, which, when fired, turns out very white and sufficiently transparent. The Caulin from St. Stephen’s becomes translucent without needing any Petunse. The materials from this location produce a body that is significantly whiter than what is made in Asia, and I believe it is just as white as the ancient chinaware or that from Dresden.”
“The stones I have hitherto used for glazing are those with the green spots of Tregonnin Hill. These, barely ground fine, make a good glaze. If ’tis wanted softer, vitrescent materials must be added. The best I have tried are those said to be used by the Chinese, viz., lime and fern-ashes, prepared as follows:—The lime is to be slacked by water, and sifted. One part of this, by measure, is to be mixed with twice its quantity of fern-ashes, and calcined together in an iron pot, the fire to be raised till the matter is red hot. It should not melt, and for that reason should be kept continually stirred. When it sinks in the pot, and grows of a light ash colour, ’tis done. It then must be levigated in the potter’s mill to perfect smoothness. It may be used in proportion of one part to ten, and so on to fifteen or twenty of the stone, as shall be found necessary. We found one to fifteen of the stone a very suitable proportion. Our manner of mixing was to dilute both the stones and the ashes to a proper degree for dipping, and then to mix them as above. On mixing, the whole grows thicker. If ’tis too thick for dipping, more water must be added. Our method of dipping was just the same as is used by the delft-ware people. We first baked our ware to a soft biscuit, which would suck, then painted it with blue, and dipped them with the same ease; and the glazing grows hard and dry, as soon as it does in the delft-ware. Large vessels may be dipped raw, as the Chinese are said to do it. But the proper thickness of the glaze is not so easily distinguished this way, as when the ware is biscuited; for, the raw body being of the same colour and consistence with the glaze, when the latter is dry, ’tis hardly possible to determine the limits of either; a thing very easy to be done when the body is hardened by biscuiting. Our chinaware makers in general deny it to be possible to glaze on a raw body or soft biscuit. And so it is with their glaze; which, abounding in lead and other fluxing materials, melts soon and runs thin, and, melting before the body closes, penetrates it, and is lost in the body, whereas our stone is almost as hard to melt as the body is to close; and, not melting thin, neither runs nor penetrates the body. I insist on the truth of this observation, and ’tis necessary to be insisted on, as scarcely any of our potters, misled by too slavish dependence on their own too partial experience, will allow it. I have said above that the Jesuits observe that the Chinese paint and glaze their ware on the raw body. I know this can be done, for I have done it; and so may anyone else who pleases to try it. I have now by me the bottom of a Chinese punch-bowl, which was plainly glazed, when it was raw, or a soft biscuit; for the ware wants a great deal of being burnt, it being of the colour of coarse whited-brown paper. But the same body, when exposed[326] to a proper degree of fire, turns to a chinaware of a very good colour—a demonstration that it had not, as our ware in England hath, the great fire before the glaze was laid on. I don’t point out the advantages of painting and glazing on a soft biscuit, as they are very obvious to anyone, ever so little used to pottery.
“The stones I've used for glazing so far are the ones with the green spots from Tregonnin Hill. When they're ground fine, they create a decent glaze. If a softer glaze is needed, you'll need to add some glass-like materials. The best ones I've found are those purportedly used by the Chinese, namely lime and fern ashes, prepared as follows: First, slake the lime with water and sift it. Mix one part of this lime with twice as much fern ash by measure, and calcine them together in an iron pot, raising the fire until it’s red hot. It shouldn't melt, so keep it stirred continuously. Once it sinks in the pot and turns a light ash color, it’s done. It should then be ground in a potter’s mill until it's perfectly smooth. You can use it in a ratio of one part to ten, and up to fifteen or twenty parts of stone, as needed. We found one to fifteen of stone to be quite suitable. Our mixing method involved diluting both the stones and ashes to the right consistency for dipping, and then mixing them together as described. Upon mixing, the mixture thickens. If it gets too thick for dipping, just add more water. We dip in the same way as the delftware makers do. First, we biscuit our ware until it's soft, which allows it to absorb, then we paint it with blue and dip it easily; the glaze hardens and dries as quickly as it does for delftware. Large pieces can be dipped raw, similar to how the Chinese do it. However, it's harder to determine the right glaze thickness this way compared to when it's biscuited; the raw body has the same color and texture as the glaze, making it almost impossible to see the boundaries when the glaze dries. This is much easier to notice when the body has been hardened through biscuiting. Generally, our chinaware makers argue that glazing on a raw or soft biscuit is impractical. Their glaze, which is full of lead and other fluxing agents, melts quickly and runs thin, penetrating the body before it hardens. In contrast, our stone is almost as hard to melt as the body is to close, and since it doesn’t melt thin, it doesn’t run or penetrate the body. I stand by this observation as essential, as many of our potters, relying too heavily on their limited experience, refuse to accept it. I've mentioned that the Jesuits say the Chinese paint and glaze their ware on the raw body. I know this can be done because I've done it myself, and anyone else can try as well. I currently have the base of a Chinese punch bowl, which was clearly glazed when it was raw or a soft biscuit; it hasn't been fired much, resembling coarse brown paper. However, that same body, when fired correctly, turns into very nice chinaware—a clear indication that it didn’t, unlike our ware in England, undergo intense firing before the glaze was applied. I won’t elaborate on the benefits of painting and glazing on a soft biscuit, as they are obvious to anyone with even a little pottery experience.”
“In regard to burning, I have to remark, that by all the experiments we have made, the north of England kilns, where the fire is applied in mouths on the outside of the kilns, and the fuel is coal, will not do for our body, at least when it is composed of the materials of Tregonnin Hill.
“In regard to burning, I must point out that based on all the experiments we've conducted, the kilns in northern England, where the fire is applied in openings on the outside of the kilns and the fuel used is coal, are not suitable for our body, at least when it’s made from the materials found at Tregonnin Hill."
“In those kilns especially, when bags are used, there is no passage of air through the middle of the kiln; and a vapour, in spite of all the care that can be taken, will either transpire through the bags, or be reflected from the crown, which will smoke and spoil our ware, though it doth not appear to affect other compositions. How true this remark may be, with regard to the St. Stephen’s materials I cannot determine, as they have not yet been tried in a kiln. The only furnace or kiln which we have tried with any degree of success, is the kiln used by the potters who make brown stone. It is called the 36-hole kiln. Wood is the fuel used in it. They burn billets before and under it, where there is an oven or arch pierced by 36-holes, through which the flame ascends into the chamber which contains the ware, and goes out at as many holes of the same dimensions in the crown of the furnace. The safeguards at bottom stand on knobs of clay, which won’t melt, about two inches square, and two inches and a half or three inches high; by which means more of the holes are stopped by the bottoms of the safeguard, but the air and flame freely ascend, and play round every safeguard; by which means those tingeing vapours, which have given us so much trouble, are kept in continual motion upward, and hindered from penetrating and staining the ware.
“In those kilns, especially when bags are used, there is no airflow through the center of the kiln; and vapor, despite all the precautions taken, will either seep through the bags or bounce off the crown, which causes smoke and ruins our products, even though it doesn’t seem to affect other mixtures. I can't say how accurate this observation is regarding the St. Stephen’s materials since they haven't been tested in a kiln yet. The only furnace or kiln we’ve had any success with is the one used by potters who create brown stone. It’s called the 36-hole kiln. Wood is the fuel used here. They burn logs in front of and below it, where there’s an oven or arch with 36 holes, through which the flame rises into the chamber that holds the products, and escapes through an equal number of holes of the same size in the top of the furnace. The supports at the bottom rest on clay knobs, which don’t melt, about two inches square, and two and a half to three inches high; this setup allows more of the holes to be blocked by the bottoms of the supports, while still letting air and flame rise freely and circulate around each support. This keeps those staining vapors, which have caused us so much trouble, in continuous motion upward, preventing them from seeping in and discoloring the products.”
“Experience must determine the best form and way of using this kiln. ’Tis the only desideratum wanting to the bringing of the manufacture of porcelain, equal to any in the world, to perfection in England.
“Experience must determine the best way to use this kiln. It’s the only thing needed to make porcelain manufacturing in England as perfect as anywhere else in the world.”
“Caulin pipeclay and a coarse unvitrifiable sand make excellent safeguards.”
“Caulin pipe clay and a rough non-fusable sand make great protective materials.”
The experiments on the Cornish materials having been perfectly successful, Cookworthy established himself as a china manufacturer at Plymouth. The works were at Coxside, at the extreme angle which juts into the water at Sutton Pool. Some parts of the buildings still exist, and are used as a shipwright’s yard. They are still known by the name of the “China House,” and it is really pleasant to find that a memory of these once celebrated works is yet retained on the spot where they were carried on. It is strange, however, to think that the same building which was used for the fabricating of the finest and most delicate and fragile articles, should now be used for the constructing of huge seaworthy vessels, which can withstand the force of the waves, and bear heavy burthens in safety across the seas, whether in calm or storm.
The experiments with the Cornish materials were completely successful, so Cookworthy set up a china manufacturing operation in Plymouth. The factory was located at Coxside, right at the tip that juts into the water at Sutton Pool. Some parts of the building still stand today and are used as a shipyard. They are still known as the “China House,” and it’s nice to see a reminder of these once-famous works is still present at the site where they operated. It’s odd to think that the same building, once used for creating the finest and most delicate items, is now employed for building large, seaworthy vessels that can endure the power of the waves and safely carry heavy loads across the sea, whether it’s calm or stormy.
In these works Cookworthy prosecuted his new art with great success, and was soon enabled to enter the market with Englishmade hard-paste china, composed of native materials alone. The early examples are, as is natural to expect, very coarse, rough, and inferior, but they evidence, nevertheless, considerable skill in mixing, though not so much, perhaps, in firing. And they are also remarkable for their clumsiness, as well as for their bad colour, their uneven[327] glazing, and their being almost invariably disfigured by fire cracks—if nowhere else, almost invariably at the bottom. On many of the pieces the colour (blue) on which the pattern was drawn, has “run” in the glazing, and thus disfigured the pieces. As examples of the early make of Plymouth, an inkstand belonging to Mrs. Lydia Prideaux, of Plymouth, is an excellent specimen. It was for many years the office inkstand of her father, who died in 1796, and was got by him from the son of a workman in the china factory. It is very clumsy in make, of coarse body, rough in the glaze, uneven in colour, and is, perhaps, one of the best and most characteristic existing specimens of the early make of Plymouth. It is circular, nearly five and a half inches in diameter; around the top is a border in blue, and round the hollowed sides are octagonal spaces with Chinese figures and landscapes, connected together by a diapered band, all in blue. The inkstand bears the usual Plymouth mark on the bottom, in blue.
In these works, Cookworthy advanced his new craft with great success, quickly allowing him to enter the market with English-made hard-paste china made entirely from local materials. The early examples are, as you'd expect, quite rough, coarse, and not very good, but they still show a fair amount of skill in mixing, even if not much in firing. They are also notable for being clumsy, having poor color, uneven glazing, and almost always sporting fire cracks—typically at the bottom. On many pieces, the blue color used for the pattern has "run" during glazing, which adds to their imperfections. A great example of early Plymouth china is an inkstand owned by Mrs. Lydia Prideaux of Plymouth. This inkstand was used as the office inkstand by her father, who passed away in 1796, and he obtained it from the son of a worker at the china factory. It's quite clumsy in design, made of a rough body, has a coarse glaze, and uneven color, making it one of the best and most characteristic remaining examples of early Plymouth china. It is circular, nearly five and a half inches in diameter, featuring a blue border around the top, and octagonal sections along the hollowed sides with Chinese figures and landscapes, all connected by a blue diapered band. The inkstand has the usual Plymouth mark in blue on the bottom.
Another early example worthy of note is a pounce-pot, formerly in the possession of the late Mr. James, of Bristol. Like the inkstand and other early examples, it is coarse in texture, rough on the surface, and imperfect in the glaze. It is painted with flowers in blue, and has the mark also in blue on the bottom.
Another early example worth mentioning is a pounce pot, which used to belong to the late Mr. James from Bristol. Like the inkstand and other early pieces, it's coarse in texture, rough on the surface, and imperfectly glazed. It's decorated with blue flowers and has a blue mark on the bottom as well.
As on the earliest productions of all the old china works, the decorations on the Plymouth examples are invariably blue; the blue at first being of a heavy, dull, blackish shade, but gradually improving, until, on some specimens which I have seen, it had attained a clear brilliance. Cookworthy, being a good chemist, paid considerable attention to the producing of a good blue, and was the first who succeeded in this country in manufacturing cobalt blue direct from the ore. Before this time the colour was prepared by grinding foreign imported zaffres with slab and muller; but after a series of experiments he succeeded in producing a fine and excellent blue from the cobalt ore, and prepared it by a better process. It is said that Cookworthy himself painted some of the earlier blue and white productions of his manufactory, and this is not at all improbable.
As with the earliest products from all the old china factories, the decorations on the Plymouth pieces are always blue; initially, the blue was a heavy, dull, blackish shade, but over time it improved until, on some examples I've seen, it reached a clear brilliance. Cookworthy, being a skilled chemist, focused on creating a good blue and was the first in this country to produce cobalt blue directly from the ore. Before this, the color was made by grinding imported zaffres using a slab and muller, but after a series of experiments, he managed to create a fine and excellent blue from cobalt ore and developed a better process for it. It's said that Cookworthy himself painted some of the earlier blue and white pieces from his factory, which is quite plausible.
Examples of the finer and more advanced class of blue and white are, like the earlier and more primitive attempts, scarce.
Examples of the more refined and sophisticated blue and white pieces are, like the earlier and more basic attempts, rare.
Fig. 706.
Fig. 706.

Fig. 707.
Fig. 707.

Fig. 708.
Fig. 708.
The white porcelain of Plymouth is one of its notable features, for in it some remarkably fine works exist in different collections. These mostly consist of salt-cellars, pickle-cups, and toilet-pieces,[328] formed of shells and corals, beautifully, indeed exquisitely, modelled from nature. The shells and corals, and other marine objects which compose these pieces, are remarkably true to nature, and their arrangement in groups is very artistic and good. As a rule these pieces are not marked. Some of the forms of these shell groups are shown in the accompanying engravings. The accidental arrangement of the small shells, sea-weeds, and coral, are very characteristic of Plymouth manufacture, and evince a high degree of artistic excellence. The salt-cellars of this description, in the Museum of Practical Geology, are good examples, and useful for reference. In[329] white, too, Cookworthy produced figures, birds, and animals, both singly and in groups, which bore no mark. Amongst the most successful and important productions of the Plymouth works, in white, are busts, of which one or two excellent examples are in existence. The finest of these is a bust, of large size, of King George II., in possession of the late Dr. Cookworthy, of Plymouth, the great-nephew of William Cookworthy, the founder of the works, from whom it has passed in succession to its present owner, who is now the sole representative of the family. The bust, which is remarkably fine, and exquisitely modelled, evidences a very advanced state of Art, and shows great skill, both in modelling, in body, and in firing. Its height is seventeen inches, and its extreme width thirteen inches. Dr. Cookworthy also possessed some remarkably fine allegorical figures, groups for candlesticks, &c., all, although unmarked, said to be authenticated as Plymouth manufacture. An elephant said to be probably of Plymouth manufacture is in the Museum of Practical Geology, as are also Figs. 708 and 713.
The white porcelain from Plymouth is one of its standout features, as it includes some exceptionally fine works found in various collections. These mostly consist of salt cellars, pickle cups, and decorative pieces, shaped like shells and corals, beautifully and intricately crafted from nature. The shells, corals, and other marine materials used in these pieces are strikingly lifelike, and their arrangement into groups is very artistic and well done. Generally, these pieces are unmarked. Some forms of these shell groups are illustrated in the accompanying engravings. The random arrangement of small shells, seaweed, and coral is very characteristic of Plymouth's manufacturing style and displays a high level of artistic excellence. The salt cellars of this kind in the Museum of Practical Geology are good examples and useful for reference. In white, Cookworthy also created figures, birds, and animals, both individually and in groups, which were unmarked. Among the most successful and significant works from Plymouth in white are busts, of which one or two excellent examples still exist. The finest of these is a large bust of King George II, owned by the late Dr. Cookworthy of Plymouth, the great-nephew of William Cookworthy, the founder of the factory. It has since passed down to its current owner, who is now the sole representative of the family. This bust is notably stunning and exquisitely crafted, reflecting a highly advanced state of art, showcasing great skill in both modeling and firing. Its height is seventeen inches, and its maximum width is thirteen inches. Dr. Cookworthy also owned some exceptionally fine allegorical figures, groups for candlesticks, etc., all said to be confirmed as Plymouth creations, even though they are unmarked. An elephant, thought to be likely made in Plymouth, is in the Museum of Practical Geology, along with Figs. 708 and 713.
Fig. 709.
Fig. 709.
The prosecution of the new works having progressed satisfactorily, Cookworthy in 1768 took out a patent for the manufacture of “a kind of porcelain newly invented by me, composed of moor-stone or growan, and growan clay.” The patent was dated the 17th of March, 1768, and contained the usual proviso that full specification should be lodged and enrolled within four months of that date. This specification was duly enrolled, and I am happy to be able to give it in extenso to my readers. It is a most interesting document, and contains a great deal of valuable information; it is as follows:—
The prosecution of the new works went well, so Cookworthy applied for a patent in 1768 for the production of “a type of porcelain I newly invented, made from moor-stone or growan, and growan clay.” The patent was dated March 17, 1768, and included the standard requirement that a complete specification be submitted and registered within four months of that date. This specification was duly registered, and I'm pleased to share it in extenso with my readers. It's a fascinating document that includes a lot of valuable information; here it is:—
“To all people to whom these presents shall come, I, William Cookworthy, of Plymouth, in the County of Devon, Chemist, send greeting.
“To all people to whom these presents shall come, I, William Cookworthy, of Plymouth, in the County of Devon, Chemist, send greeting.
“Whereas His Most Gracious Majesty King George the Third, by Letters Patent bearing date at Westminster the Seventeenth day of March now last past, did give and grant unto me, the said William Cookworthy, my executors, administrators, and assigns, his especial license, full power, sole privilege and authority, that I, the said William Cookworthy, my executors, administrators, and assigns, and every of us, by myself and themselves, and by mine and their deputy or deputys, servants or agents, or such others as I, the said William Cookworthy, my executors, administrators, or assigns, should at any time agree with, and no others, from time to time, and at all times thereafter during the term of years therein expressed, should and lawfully might make, use, exercise, and vend ‘a kind of Porcellain newly invented by me, compos’d of Moor-stone or Growan, and Growan Clay,’ within that part of His Majesty’s kingdom of Great Britain called England, his dominion of Wales, and town of[330] Berwick-upon-Tweed, in such manner as to me, the said William Cookworthy, my executors, administrators, and assigns, or any of us, should in our discretion seem meet, and that I, the said William Cookworthy, my executors, administrators, and assigns, should and lawfully might have and enjoy the whole profit, benefit, commodity, and advantage from time to time coming, growing, accruing, and arising by reason of the said invention, for and during the term of years therein mentioned, to have, hold, exercise, and enjoy the said license, powers, privileges, and advantages thereinbefore granted unto me, the said William Cookworthy, my executors, administrators, and assigns, for and during and unto the full end and term of fourteen years from the date of the said Letters Patent, next and immediately ensuing, and fully to be compleat and ended according to the statute in such case made and provided; in which said Letters Patent there is contained a provisoe as or to the effect following (viz.), that if I, the said William Cookworthy, should not particularly describe and ascertain the nature of my said invention, and in what manner the same was to be performed, by an instrument in writing under my hand and seal, and cause the same to be inrolled in His Majesty’s High Court of Chancery within four calendar months next and immediately after the date of the said Letters Patent; that then the said Letters Patent and all libertys and advantages whatsoever thereby granted should utterly cease, determine, and become void, as in and by the said Letters Patent (relation being thereunto had) more fully and at large it doth and may appear.
“Whereas His Most Gracious Majesty King George the Third, through Letters Patent dated at Westminster on the Seventeenth day of March this year, granted me, William Cookworthy, my executors, administrators, and assigns, a special license, full authority, sole privilege, and power, that I, William Cookworthy, my executors, administrators, and assigns, and each of us, either personally or through our deputies, servants, or agents, or others agreed upon by me, should from time to time, and at all times during the specified term of years, lawfully make, use, exercise, and sell ‘a type of porcelain I just invented, made from Moor-stone or Growan, along with Growan Clay,’ within that part of His Majesty’s kingdom of Great Britain known as England, his dominion of Wales, and the town of[330] Berwick-upon-Tweed, in such manner as I, William Cookworthy, my executors, administrators, and assigns, or any of us, deem appropriate. I, William Cookworthy, my executors, administrators, and assigns, should lawfully have and enjoy all profits, benefits, and advantages arising from this invention during the specified term of years, to hold, exercise, and enjoy the said license, powers, privileges, and advantages granted to me, William Cookworthy, my executors, administrators, and assigns, for a full term of fourteen years from the date of the Letters Patent, to be fully completed and ended according to the statute made for such cases; wherein it is specified that if I, William Cookworthy, do not clearly describe and define the nature of my invention and how it is to be performed, in a written instrument signed and sealed by me, and have it enrolled in His Majesty’s High Court of Chancery within four calendar months immediately following the date of the Letters Patent, then the Letters Patent and all rights and advantages granted thereby shall completely cease, terminate, and become void, as made clear in the Letters Patent itself.”
“Now know ye that I, the said William Cookworthy, in pursuance of the said recited provisoe, do, by this my Deed in writing, declare and make known the nature of my said invention, and the quality of the materials, and manner in which the same is performed, which is as followeth (that is to say):—
“Now you should know that I, the undersigned William Cookworthy, in accordance with the mentioned provisions, do hereby declare and reveal the nature of my invention, the quality of the materials, and the way in which it is carried out, as follows:”
“The materials of which the body of the said porcellain is composed are a stone and earth, or clay. The stone is known in the countys of Devon and Cornwall by the names of Moor-stone and Growan, which stones are generally composed of grains of stone or gravel of a white or whitish colour, with a mixture of talky shining particles. This gravel and these talky particles are cemented together by a petrified clay into very solid rocks, and immense quantities of them are found in both the above-mentioned countys. All these stones, exposed to a violent fire, melt without the addition of fluxes into a semi-transparent glass, differing in clearness and beauty according to the purity of the stone. The earth, or clay, for the most part lies in the valleys where the stone forms the hills. This earth is very frequently very white, tho’ sometimes of a yellowish or cream colour. It generally arises with a large mixture of talky micæ, or spangles, and a semi-transparent or whitish gravel. Some sorts have little of the micæ, or spangles, but the best clay for making porcellain always abounds in micæ, or spangles. The stone is prepared by levigation in a potter’s mill, in water in the usual manner, to a very fine powder. The clay is prepared by diluting it with water untill the mixture is rendered sufficiently thin for the gravell and micæ to subside; the white water containing the clay is then poured, or left to run off from the subsided micæ and gravell into proper vessells or reservoirs; and after it has settled a day or two, the clear water above it is to be then poured or drawn off, and the clay, or earth, reduced to a proper consistence by the common methods of exposing it to the sun and air, or laying it on chalk. This earth, or clay, gives the ware its whiteness and infusibility, as the stone doth its transparency and mellowness: they are therefore to be mix’d in different proportions, as the ware is intended to be more or less transparent; and the mixture is to be performed in the method used by potters, and well known (viz., by diluting the materials in water, passing the mixture through a fine sieve, and reducing it to a paste of a proper consistence for working in the way directed for the preparation of the clay). This paste is to be form’d into vessells, and these vessells, when biscuited, are to be dipp’d in the glaze, which is prepared of the levigated stone, with the addition of lime and fern-ashes, or an earth called magnesia alba, in such quantity as may make it properly fusible and transparent when it has received a due degree of fire in the second baking.
“The materials that make up the body of the porcelain are a type of stone and earth, or clay. The stone is known in the counties of Devon and Cornwall as Moor-stone and Growan, and these stones are mostly made up of grains of stone or gravel that have a white or whitish color, mixed with some shiny, talc-like particles. This gravel and those talc particles are cemented together by petrified clay, forming very solid rocks, with huge amounts found in both of these counties. When exposed to a strong fire, all these stones melt without the need for fluxes into a semi-transparent glass, with the clarity and beauty depending on the stone's purity. The earth, or clay, mostly lies in the valleys while the stone makes up the hills. This earth is often very white, though sometimes it can be yellowish or cream-colored. It usually has a lot of shiny mica or spangles, along with semi-transparent or whitish gravel. Some types have little mica or spangles, but the best clay for making porcelain always has a lot of mica or spangles. The stone is prepared by grinding it in a potter’s mill with water in the usual way, reducing it to a very fine powder. The clay is prepared by mixing it with water until it's thin enough for the gravel and mica to settle. The white water containing the clay is then poured off or allowed to run off from the settled mica and gravel into appropriate vessels or reservoirs; after it has settled for a day or two, the clear water on top is poured or drawn off, and the clay or earth is thickened through common methods, such as exposing it to the sun and air or spreading it on chalk. This earth or clay gives the ware its whiteness and infusibility, while the stone provides its transparency and softness: therefore, they need to be mixed in different proportions depending on whether the ware is intended to be more or less transparent. The mixing should be done in the way potters usually do it, by diluting the materials in water, straining the mixture through a fine sieve, and thickening it to the right consistency for working, just like in the preparation of the clay. This paste should be formed into vessels, and once the vessels have been bisque fired, they should be dipped in glaze made from the ground stone, with added lime and fern ashes, or an earth called magnesia alba, in just the right amounts to make it properly fusible and transparent during the second firing.”
“In witness whereof I, the said William Cookworthy, have hereunto sett my hand and seal this Eleventh day of July, in the Eighth year of the reign of our Sovereign Lord George the Third, by the grace of God of Great Britain, France, and Ireland, King, Defender of the Faith, and so forth, and in the year of our Lord One Thousand Seven Hundred and Sixty-eight.
“In witness whereof I, the said William Cookworthy, have hereunto set my hand and seal this 11th day of July, in the 8th year of the reign of our Sovereign Lord George the Third, by the grace of God of Great Britain, France, and Ireland, King, Defender of the Faith, and so forth, and in the year of our Lord 1768.”
“William (l. s.) Cookworthy.
“William (l. s.) Cookworthy.”
“Signed, sealed, and delivered by the within-named William Cookworthy, in the presence of
“Signed, sealed, and delivered by the undersigned William Cookworthy, in the presence of
- “George Leach,
- “J. Stove.
[331]
[331]
“And be it remembered that on aforesaid Eleventh day of July, in the year above-mentioned, the aforesaid William Cookworthy came before our said Lord the King in his Chancery, and acknowledged the Specification aforesaid, and all and everything therein contained and specified in form above written. And also the Specification aforesaid was stampt according to the tenor of the statute made in the sixth year of the reign of the late King and Queen William and Mary of England, and so forth.
“And let it be noted that on the aforementioned Eleventh day of July, in the year mentioned above, the said William Cookworthy appeared before our Lord the King in his Chancery and acknowledged the above Specification, including everything contained and specified in the written form. Additionally, the above Specification was stamped in accordance with the requirements of the statute established in the sixth year of the reign of the late King and Queen William and Mary of England, and so on."
“Inrolled the Fourteenth day of July, in the year above written.
“Inrolled on the 14th day of July, in the year written above.
“Samuel Champion, a Master Extraordinary.”
“Samuel Champion, a Master Extraordinary.”
It is natural to suppose that the finest and best goods of the Plymouth Works were produced in the six years which intervened between the enrolling of this specification and the removal of the Works to Bristol, previous to their sale to Champion. The progress of the manufactory had hitherto been great and satisfactory, but continuing at the same rate of improvement, the perfection to which the best productions arrived could only have been attained a very short time before its close.
It’s reasonable to think that the highest quality products from the Plymouth Works were made during the six years between the registration of this specification and the move to Bristol, before they were sold to Champion. The factory had made significant and impressive advancements up to that point, but if the rate of improvement continued, the level of perfection in the best products could only have been reached shortly before it ended.
Cookworthy determined to make his porcelain equal to that of Sèvres and Dresden, both in body, which he himself mixed, and in ornamentation, for which he procured the services of such artists as were available. To this end he engaged a Mon. Saqui, or Soqui, from Sèvres, who was a man of rare talent as a painter and enameller, and to whose hands, and those of Henry Bone, a native of Plymouth, who there is reason to suppose was apprenticed to Cookworthy, and afterwards became very celebrated, the best painted specimens may be ascribed. Besides these several other artists were employed, but they were principally engaged in painting in blue, while Saqui and Bone painted the high-class birds and flowers.
Cookworthy set out to make his porcelain as good as that of Sèvres and Dresden, both in the material he mixed himself and in the decoration, for which he brought in available artists. To achieve this, he hired a Mon. Saqui, or Soqui, from Sèvres, a man with exceptional skill as a painter and enameller. The best-painted pieces can be credited to him and to Henry Bone, a Plymouth native who is believed to have apprenticed with Cookworthy and later became quite famous. In addition to these, several other artists were brought on board, but they mainly focused on painting in blue, while Saqui and Bone worked on the more sophisticated birds and flowers.
In a town like Plymouth, where Art has always found a home, and whose sons have so greatly distinguished themselves, it is not to be wondered that the paintings and decorations on china should assume a high character for design and treatment. In a neighbourhood which has the honour of having given birth to Sir Joshua Reynolds, to James Northcote, to Haydon, to Sir Charles Eastlake, to Opie, to William Cooke, and to a score others, it would be strange indeed if the Art part of the manufacture had not been prominently good, and had not produced artists, like Henry Bone, of more than local excellence.
In a town like Plymouth, where art has always thrived and its residents have achieved great recognition, it's no surprise that the paintings and decorations on china are highly regarded for their design and quality. In a community that proudly embraces figures like Sir Joshua Reynolds, James Northcote, Haydon, Sir Charles Eastlake, Opie, William Cooke, and many others, it would be quite unusual if the artistic aspect of production wasn't outstanding and didn't produce artists, like Henry Bone, who are recognized beyond the local scene.
The ware made at Plymouth consisted of dinner services, tea and coffee services, mugs and jugs; vases, trinket and toilet stands, busts, single figures and groups, animals, “Madonnas,” and other[332] figures after foreign models, candlesticks with birds, flowers, &c., &c. The large mug (Fig. 712) is an excellent example of the higher, and, of course, later, productions of Cookworthy’s manufactory. It is a quart mug, remarkably well potted, clear in its colour and glaze, and exquisitely painted by Saqui on the one side with peacock and pheasant and landscapes, and on the other with a group of flowers. Mugs of this form, and different sizes, painted with birds and flowers, are to be found in different collections, and are usually marked in red or blue. The peculiarity of the specimen here engraved is, that besides being remarkably good in its painting, it is marked with the usual sign, but instead of being in colour, is incised before glazing. The bottom is also disfigured, as so frequently occurs, with a fire crack. The incised mark on this mug is engraved (Fig. 710). Some very good mugs of the form and style of this one were shown in the Exhibition of 1851, in Mr. Phillips’s case, illustrating the raw material and productions of the clay district. They were marked in red, and belonged to Mr. George Pridham, of Plymouth. On the same engraving with the mug I have given a representation of a teapot, which is beautifully painted with groups of flowers in pink. That Cookworthy endeavoured to procure good artists is evident by the following advertisement in 1770:—
The pottery produced at Plymouth included dinner sets, tea and coffee sets, mugs, and jugs; vases, trinket and toiletry stands, busts, individual figures and groups, animals, “Madonnas,” and other[332] figures modeled after foreign designs, along with candlesticks featuring birds, flowers, etc. The large mug (Fig. 712) exemplifies the higher-quality, and of course, later, products from Cookworthy’s factory. It is a quart mug, exceptionally well-made, clear in color and glaze, and beautifully painted by Saqui on one side with a peacock and pheasant amidst landscapes, and on the other with a floral arrangement. Mugs of this shape and various sizes, painted with birds and flowers, can be found in different collections, typically marked in red or blue. What sets this particular specimen apart is that, in addition to its remarkable painting, it features the usual mark, but instead of being colored, it's incised before glazing. The bottom is also marred, as often happens, by a fire crack. The incised mark on this mug is depicted (Fig. 710). Some excellent mugs similar in form and style to this one were displayed in the 1851 Exhibition, in Mr. Phillips’s case, showcasing the raw materials and products of the clay region. They were marked in red and belonged to Mr. George Pridham of Plymouth. Alongside the engraving of the mug, I included a depiction of a teapot, which is beautifully painted with groups of pink flowers. Cookworthy's effort to find skilled artists is evident in the following advertisement from 1770:—

Fig. 710.
Fig. 710.

Figs. 711 to 713.
Figs. 711-713.
“China painters wanted, for the Plymouth new invented Patent Porcelain Manufactory.—A number of sober, ingenious artists, capable of painting in enamel or blue, may hear of constant employ by sending their proposals to Thomas Frank, in Castle Street, Bristol.”
“China painters wanted for the new Patent Porcelain Factory in Plymouth. A group of serious, skilled artists who can paint in enamel or blue can get regular work by sending their proposals to Thomas Frank, Castle Street, Bristol.”
Among the busts and statuettes are an admirable bust of[333] George II., after the statue by Ruysbranch, in Queen’s Square, Bristol; Woodward, the actor; Mrs. Clive; a shepherd; and shepherdess, &c., which show that excellent modellers must have been employed.
Among the busts and statuettes is an impressive bust of[333] George II, based on the statue by Ruysbranch in Queen’s Square, Bristol; Woodward, the actor; Mrs. Clive; a shepherd; and a shepherdess, etc., which indicate that skilled sculptors must have been involved.
One of the finest productions of the Plymouth Works, and evidently of the latest, is a pair of splendid vases and covers, sixteen inches high, in the possession of Mr. Francis Fry, of Bristol. One of these is here engraved (Fig. 714). It is hexagonal, and is enriched with festoons of beautifully-modelled raised flowers, and with painted butterflies, leaves, borders, &c. These vases are of precisely the same general form as some unique examples of Bristol make, which I shall have to describe when writing on those works, from which, however, they differ in ornament and detail, and they are evidently the production of the same artists. They are marked with the usual sign in red.
One of the best products from the Plymouth Works, and apparently the most recent, is a stunning pair of vases with covers, standing sixteen inches tall, owned by Mr. Francis Fry from Bristol. One of these is shown here (Fig. 714). It has a hexagonal shape and is adorned with festoons of beautifully shaped raised flowers, along with painted butterflies, leaves, borders, etc. These vases share the same general shape as some unique pieces made in Bristol, which I will describe later when discussing those works; however, they differ in decoration and detail, and they clearly come from the same artists. They are marked with the usual red sign.

Fig. 714.
Fig. 714.
In Lord Mount Edgcumbe’s possession, too, is a pair of vases of very similar character (but more nearly resembling Mr. Fry’s specimens of Bristol), on which the Plymouth mark has, at a later period, been added. Many good examples of Plymouth still remain in the hands of families resident in Plymouth and its neighbourhood, and in the cabinets of most collectors.
In Lord Mount Edgcumbe’s possession is also a pair of vases that are quite similar (though they look more like Mr. Fry’s examples from Bristol), which later had the Plymouth mark added. Many fine examples of Plymouth remain with families living in Plymouth and nearby, as well as in the collections of most collectors.
In the Museum of Practical Geology some characteristic examples of Plymouth ware may be seen. Among these are a pair of shell-salts (Fig. 708); a pair of figures, “Europe” and “Asia,” and some other figures; some remarkably good mugs, jugs, and sauce boats; one or two cups and saucers; and other pieces. There are also two plates (one of which is shown on Fig. 715), described as “in earthenware, with thick white enamel, painted,”[334] the one with flowers, and the other “in green, with flowers on the border and crest of the Parker family in the centre. Unmarked.”
In the Museum of Practical Geology, you can see some notable examples of Plymouth ware. These include a pair of shell salts (Fig. 708); two figures representing “Europe” and “Asia,” along with some other figurines; some beautifully crafted mugs, jugs, and sauce boats; a couple of cups and saucers; and other items. There are also two plates (one shown in Fig. 715), described as “made of earthenware, with thick white enamel, painted,”[334] one featuring flowers, and the other “in green, with flowers around the edge and the crest of the Parker family in the center. Unmarked.”
Fig. 715.
Fig. 715.
The mark of the Plymouth china is usually painted in red or blue on the bottom of the pieces. No mark has yet, however, come under my notice on the white examples. On the early blue and white the mark appears invariably to be in blue, and somewhat thick and clumsy in its drawing. On the later and more advanced goods it is more neatly drawn in red or blue. It varies a little in form, according to the different “hand” by which it was affixed. The mark is the chemical sign for tin or mercury, ꝝ, and was doubtless chosen by Cookworthy, the chemist, to denote that the materials from which it was made, and which he had discovered, were procured from the stanniferous district of Cornwall. The following are varieties of the mark selected from different specimens:—
The Plymouth china mark is usually painted in red or blue on the bottom of the pieces. However, I haven't seen any marks on the white examples. On the early blue and white pieces, the mark is typically blue and looks somewhat thick and clumsy. In contrast, the later and more refined items have a neater mark in red or blue. The design varies slightly depending on who applied it. The mark represents the chemical symbol for tin or mercury, ꝝ, and was likely chosen by Cookworthy, the chemist, to indicate that the materials he discovered came from the tin-producing region of Cornwall. Below are various examples of the mark taken from different pieces:—

Figs. 716 to 724.
Figs. 716-724.
On some other examples the sign with the addition of the Bristol mark of the cross beneath it occurs; and on others a number, as if to denote the number of the pattern (or possibly of the workman), occurs. These two marks, the simple sign and the sign with the number, occur on pieces belonging to the same set.
On some other examples, the sign appears with the Bristol mark of the cross beneath it; and on others, there is a number, possibly indicating the pattern (or maybe the worker). These two marks, the simple sign and the sign with the number, can be found on pieces from the same set.
Mr
Wm Cookworthy’s
Factory Plymo
1770
Mr
Wm Cookworthy’s
Factory Plymo
1770
In Mr. Skardon’s possession is a pair of small sauce boats, embossed and painted with birds and flowers in colours; they each bear the name, painted on the bottom, as here shown. In Dr. Ashford’s[335] possession is an example bearing a very similar mark, but in writing letters, thus:—
In Mr. Skardon's collection, there’s a pair of small sauce boats, decorated and painted with birds and flowers in vibrant colors; they each have the name painted on the bottom, as shown here. In Dr. Ashford's[335] collection, there is a similar piece that has a very similar mark, but in written letters, like this:—
Mr
W. Cookworthy’s
Factory Plymouth
1770
Mr. W. Cookworthy’s Factory Plymouth 1770
Another curious example, formerly in the possession of Mr. C. W. Reynolds, bears the word “Plymouth,” the arms of the borough, some illegible letters, and the date “March 14 1768 C F.”
Another interesting example, which was previously owned by Mr. C. W. Reynolds, features the word “Plymouth,” the borough's coat of arms, some unreadable letters, and the date “March 14 1768 C F.”
However beautiful and satisfactory the productions of the Plymouth works might be as china, they were not, it would appear, remunerative commercially. The clay and the stone Cookworthy had within easy distance, but his material was difficult and expensive to make, his experiments produced frequent failures and losses, and therefore he was unable to keep pace with other manufactories, and to compete with them. Add to this that he was far from being a young man—being then in his seventieth year—it is not surprising that he should determine on giving up the works, especially when Lord Camelford, who was one of his partners, says between two and three thousand pounds had been sunk in their prosecution.
However beautiful and satisfying the products from the Plymouth factory might be as china, they apparently weren't profitable commercially. Cookworthy had clay and stone nearby, but his materials were difficult and expensive to work with, his experiments often led to failures and losses, and thus he couldn't keep up with other manufacturers or compete with them. On top of that, he was far from young—being in his seventieth year—so it’s not surprising that he decided to give up the factory, especially when Lord Camelford, one of his partners, mentioned that between two and three thousand pounds had been lost in their efforts.
On the 6th of May, 1774, therefore, William Cookworthy (who, it would appear probable, had already removed the manufacture to Bristol), for considerations set forth in the deed of assignment, sold the business and patent-right to Richard Champion, merchant, of Bristol, who had been connected pecuniarily with the works at Plymouth, and who had previously, “under license from the patentee” (William Cookworthy), commenced the manufacture of china in Bristol, under the style of “W. Cookworthy & Co.,” and they were transferred to that city.[89] Champion appears to have been a connection of Cookworthy’s—a cousin of the latter, Phillip Debell Tuckett, marrying, in August, 1774, a sister of the former (Esther Champion), about the time when the affairs for the transfer of the works were finally completed; and the arrangements appear to have been completed entirely to Cookworthy’s satisfaction. The[336] following letter, highly characteristic of Cookworthy’s style, relates to the settlement of the transfer. Though without date, it evidently was written only a short time prior to the 6th of May, 1774. It is addressed to his cousin, Anna Cookworthy, of Plymouth:—
On May 6, 1774, William Cookworthy (who probably had already moved the production to Bristol) sold the business and patent rights to Richard Champion, a merchant from Bristol, for reasons outlined in the deed of assignment. Champion had financial ties to the works in Plymouth and had previously started making china in Bristol under the name “W. Cookworthy & Co.”, with a license from Cookworthy. The operations were then moved to that city. Champion seems to have been related to Cookworthy—his cousin Phillip Debell Tuckett married Esther Champion, Cookworthy's sister, in August 1774, around the time the transfer of the works was finalized. The arrangements appear to have completely satisfied Cookworthy. The following letter, typical of Cookworthy's style, discusses the transfer settlement. Although it is undated, it was clearly written shortly before May 6, 1774, and is addressed to his cousin, Anna Cookworthy, in Plymouth:—
“Bristol, 4th day, 10 o’clock.
Bristol, 4th, 10 AM.
“My Dear Cousin,
“Dear Cousin,
“When I wrote my last to thy father, I hoped to have left this city, last second day; but such hath been the nature of the affair which detains me here, that though I have endeavoured, to the utmost of my power, to get it completed, I cannot yet succeed. The attorney assures me that we shall have everything ready by next fifth day; and, if he is as good as his word, we shall finish our matters that evening, or the next day at farthest. And then, if health permits, I shall set out in the machine second day morning, and reach Plymouth on fourth day.[90]
“When I wrote my last letter to your father, I hoped to leave this city last Sunday; but the situation keeping me here is such that even though I've done everything I can to get it resolved, I still haven't succeeded. The lawyer assures me that we’ll have everything ready by Thursday, and if he keeps his promise, we should finish our business that evening or by the next day at the latest. Then, if I’m well enough, I plan to leave on the train Monday morning and arrive in Plymouth by Wednesday.”
“I am heartily disposed to show every mark of respect to a niece so sincerely and justly esteemed by me; and it hath been one source of anxiety and vexation to me that I have been so long detained here; but there is really a necessity for my closing our affair before I leave this city. When this is done, I shall set my face towards Plymouth with great pleasure. Not that I have any reason to complain of Bristol; for, though I have had the load of important and difficult affairs on my mind, and have gone through a real fit of the gout besides, I have been helped through all in the enjoyment of calm spirits and inward satisfaction.
“I genuinely want to show every bit of respect to a niece I admire so much; it has been a source of worry and frustration for me that I've been stuck here for so long. However, I really need to wrap up our business before I leave this city. Once that's taken care of, I'll look forward to heading to Plymouth. It's not that I have any reason to complain about Bristol; even though I've had a lot of important and challenging things on my mind and have also dealt with a bad case of gout, I've managed to get through it all with a sense of calm and inner satisfaction.”
“I have a budget full of interesting matter for your entertainment at my return. I have not had the least reason to complain of R. Champion’s behaviour; and all my acquaintance at Bristol have shown me much kindness and respect; and, on the whole, my time hath been spent agreeably amongst them, all things considered. For, considering my attention to china-wares, the closing of my business with R. Champion, the settling the lovers’ matters, which were in a much worse situation than we imagined; all this, and the attending meetings, have made the last month the busiest one to me that I have known for many years. But quiet dependence is sufficient to carry us, safely and well, through all those things in which Providence engages us. Let this be an encouragement to my dear niece through every difficulty she may meet with. Let us but determine in all things to do our duty, depending only on Him who is mighty to help, and nothing that can befall us can be hurtful to us. Let us learn to despise the superficial judgment of a world that looks only at things that are seen; which renders all its spacious wisdom foolishness in reality. Let the attainment and possession of a conscience void of offence, regulate us in all our views and pursuits; and let us implore the help of the Great Father, and steadily wait for it, through the whole course of our conduct; and we shall know that blessing which maketh rich, and addeth no sorrow with it to rest on our hearts and houses.
“I have a budget full of interesting stuff for your entertainment when I get back. I haven't had any reason to complain about R. Champion’s behavior; and all my friends in Bristol have shown me a lot of kindness and respect. Overall, I've spent my time there quite pleasantly, considering everything. Given my focus on china-wares, the conclusion of my business with R. Champion, and resolving the lovers’ issues, which were in a far worse state than we thought; all this, along with attending meetings, has made the last month the busiest I've had in many years. But quiet trust is enough to see us safely through all the things that Providence has in store for us. Let this be an encouragement to my dear niece in every challenge she may face. If we commit to doing our duty in all things, relying only on Him who is powerful enough to help, nothing that happens to us can truly harm us. Let’s learn to disregard the shallow judgments of a world that only values what it can see; this makes all its supposed wisdom foolishness in reality. Let the pursuit of a clear conscience guide us in all our thoughts and actions; and let’s ask for help from the Great Father and patiently wait for it throughout our lives. We will then know the blessings that enrich us without bringing sorrow to our hearts and homes.”
“Farewell, my dear cousin; and, farewell, all my dear friends. I am hastening to meeting.
“Goodbye, my dear cousin; and goodbye, all my dear friends. I’m on my way to the meeting.
“W. Cookworthy.”
“W. Cookworthy.”
The works having been transferred to Bristol, were carried on by Richard Champion, who having incurred considerable expense without a proportionate return, petitioned in the same year for a further term of fourteen years patent-right to be extended to him, which was accordingly done by Act of Parliament passed in the session which commenced the 29th of November in the same year[337] (1774). This Act and others will be found noticed in my account of the Bristol china works.
The operations moved to Bristol and were managed by Richard Champion, who, after spending a lot of money without seeing equivalent returns, asked that same year for an extension of his patent rights for another fourteen years. This request was granted by an Act of Parliament passed in the session that began on November 29 of that year[337] (1774). This Act and others are mentioned in my overview of the Bristol china works.
Thus ended, after the brief period of nineteen or twenty years from the first discovery of the material to its close, the manufacture of porcelain in Plymouth—a manufacture which was an honour to the locality, a credit to all concerned in it, and which has given it, and Cookworthy its founder, an imperishable name in the ceramic annals of this country.
Thus ended, after a short span of nineteen or twenty years from the initial discovery of the material to its conclusion, the production of porcelain in Plymouth—an endeavor that brought honor to the area, credit to everyone involved, and which has given it, along with its founder Cookworthy, a lasting reputation in the ceramic history of this country.
Having passed through the history of the works, so far as scantiness of material will allow, it only remains to turn back for a few minutes to the thread of the life of Cookworthy with which I started, and to follow it, so far as may be necessary, to its close.
Having gone through the history of the works, as much as the limited material permits, it’s time to briefly return to the life of Cookworthy that I began with, and to trace it, as needed, to its conclusion.
During the time he was engaged on the manufacture of chinaware, his ever-active mind seems to have been busied with other things as well, and he appears to have been sought, and much esteemed, by the savans of the day. Smeaton, the builder of the Eddystone Lighthouse, was an inmate of his house while the lighthouse was in progress, and they were constant companions in examining the dove-tailed blocks of stone as they were prepared on the Hoe for shipping; Wolcot—“Peter Pindar”—was a frequent visitor for days together at his house; Sir Joseph Banks, Captain Cook, and Dr. Solander, were his guests just before the famous “Voyage Round the World” and on their return, when their protégé, Omai the Otaheitan, was also his guest; Earl St. Vincent, then Captain Jervis, was his attached friend, and he was looked up to by all as a man of such large understanding, such varied and extensive knowledge, and such powers of intellectual conversation, that, as Lord St. Vincent is said often to have remarked, “whoever was in Mr. Cookworthy’s company was always wiser and better for having been in it.” He carried on considerable experiments to discover a method by which sea-water might be distilled for use on board ship. He was a disciple of Swedenborg, some of whose works he translated, and was also an accomplished astronomer, and an ardent disciple of “good old Izaac Walton.” As a preacher among the Society of Friends he seems to have been most highly esteemed, and to have been a man looked up to by the whole of that body.
While he was busy making chinaware, his constantly active mind was also working on other projects, and he was sought after and highly respected by the scholars of his time. Smeaton, the builder of the Eddystone Lighthouse, lived in his home while the lighthouse was under construction, and they spent a lot of time together examining the dovetailed stone blocks prepared on the Hoe for shipping. Wolcot—“Peter Pindar”—was a frequent visitor at his house for days at a time; Sir Joseph Banks, Captain Cook, and Dr. Solander were his guests just before their famous “Voyage Round the World” and again upon their return, when their protégé, Omai from Otaheiti, stayed with him too. Earl St. Vincent, then Captain Jervis, was a close friend, and he was respected by all as a man of great wisdom, diverse and extensive knowledge, and excellent conversational skills. As Lord St. Vincent often remarked, “whoever was in Mr. Cookworthy’s company was always wiser and better for having been in it.” He conducted significant experiments to find a way to distill seawater for use on ships. He was a follower of Swedenborg and translated some of his works, and he was also a skilled astronomer and a devoted admirer of “good old Izaac Walton.” As a preacher among the Society of Friends, he was extremely well-regarded and seen as a leader by the entire community.
In 1780, Cookworthy, then seventy-five, died in the same house in Nutt Street, Plymouth, which he had occupied from the time of his first starting in life, and a touching “testimony” to his[338] character was given by the “monthly meeting.” He was interred with every mark of respect at Plymouth, and his memory is still warmly cherished in the locality.
In 1780, Cookworthy, who was seventy-five at the time, passed away in the same house on Nutt Street, Plymouth, where he had lived since he first started out in life. A heartfelt “testimony” to his[338] character was given by the “monthly meeting.” He was buried with great respect in Plymouth, and his memory is still fondly remembered in the area.
Plymouth Earthenware.—The manufacture of chinaware having ceased in Plymouth in 1774 this useful and elegant art was lost to the town. Some years later rough common brown and yellow earthenware was made here. In addition to these, manufactories of fine “Queen’s Ware,” and painted, printed, and enamelled ware, were established in 1810.
Plymouth Earthenware.—The production of chinaware in Plymouth ended in 1774, and this valuable and graceful craft was lost to the town. Several years later, basic brown and yellow earthenware were produced here. Along with these, factories for fine “Queen’s Ware,” as well as painted, printed, and enamelled ware, were set up in 1810.
In 1815 there were three separate manufactories in Plymouth. The proprietors of these various potteries were Mr. Fillis, Mr. Algar, and Mr. Hellyer.
In 1815, there were three different factories in Plymouth. The owners of these potteries were Mr. Fillis, Mr. Algar, and Mr. Hellyer.
Plymouth Pottery Company.—Mr. Wm. Alsop (who made coarse ware near the Gas Works) built a manufactory for fine earthenware of the ordinary commoner quality, but afterwards removed to Swansea, his works passing into the hands of Messrs. Bryant, Burnell, and James. Subsequently Mr. Alsop returned from Swansea and formed a Limited Liability Company for the carrying on of this concern, and produced large quantities of the common classes of pottery and printed goods. On the death of Mr. Alsop a Mr. Bishop, from the Staffordshire pottery district, took the management of the works, but the manufacture gradually died out, and about 1863 the plant was sold off and the place disposed of to the Gas Company. The mark used by this company was the Queen’s Arms, with the words “P.P. COY. L. (Plymouth Pottery Company Limited.) Stone China.” The quality of the ware was of the commonest description of white earthenware, blue printed in various patterns. There is at the present time a manufactory of common brown ware, carried on by Mr. Hellyer.
Plymouth Pottery Company.—Mr. Wm. Alsop (who produced rough pottery near the Gas Works) started a factory for fine earthenware of average quality, but later moved to Swansea, with his factory being taken over by Messrs. Bryant, Burnell, and James. Eventually, Mr. Alsop returned from Swansea and established a Limited Liability Company to continue this business, producing large amounts of everyday pottery and printed items. After Mr. Alsop passed away, Mr. Bishop, from the Staffordshire pottery area, took over the management, but production gradually declined, and around 1863 the equipment was sold and the location was handed over to the Gas Company. The mark used by this company was the Queen’s Arms, along with the words “P.P. COY. L. (Plymouth Pottery Company Limited.) Stone China.” The quality of the pottery was of the simplest type of white earthenware, decorated with blue prints in various patterns. Currently, there is a factory producing basic brown ware, run by Mr. Hellyer.

Fig. 725.
Fig. 725.
Watcombe.
Watcombe Pottery.—The works at Watcombe, St. Mary Church, about two miles from Torquay, in Devonshire, were established in 1869, and have made more rapid progress in the time than any other manufactory on record. Their establishment owes its origin to the discovery a few years ago, by G. T. Allen, Esq., of Watcombe House, of a bed of the finest plastic clay, of considerable extent and depth.
Watcombe Pottery.—The factory at Watcombe, St. Mary Church, about two miles from Torquay in Devon, was set up in 1869 and has grown faster than any other business on record. Its creation came about after G. T. Allen, Esq., of Watcombe House, discovered a large and deep deposit of high-quality plastic clay a few years ago.
[339]
[339]
This discovery was made while excavating behind his residence, and Mr. Allen, who is a gentleman of great learning and of refined taste, and who is son of Dr. Allen, Bishop of Ely, and was the last Master of Dulwich College before the late changes made in that institution, took immediate steps to have its qualities for ceramic purposes tested. A company was immediately afterwards formed for the getting and sale of the terra-cotta clay to various potters; but, after experiments had been made, and its unique beauty, when worked, discovered, it was wisely resolved to erect a pottery on the spot, and to convert the clay immediately from the pits into Art-manufactures and architectural enrichments. Shortly afterwards, the company were fortunate enough to secure the services of Mr. Charles Brock, of Hanley, in Staffordshire—a gentleman of the most enlightened taste, and of the most extensive practical knowledge—to become the manager and Art-director of the concern. Mr. Brock at once turned his attention to the development of the resources of the clay thus fortunately discovered; and having brought together a number of skilled workmen and workwomen from the Staffordshire potteries, and procured the best possible models and modellers, soon produced Art-works which are quite unequalled in this country, in works of this character and material. At the present time about one hundred persons are employed at the Watcombe works, and there can be but little doubt that, as they are yet quite in their infancy, that number will be considerably increased as their resources become more developed. The Watcombe clay is remarkably fine, clean, and pure; and, with skilful manipulation, and the requisite degree of heat in firing, has a warmth, delicacy, and pureness of colour, and an evenness of tint, that is very gratifying to the eye; while the surface in the “turned” specimens is fine, smooth, and almost velvety to the touch. It is capable of being modelled into raised flowers and other ornaments,[340] and is eminently adapted for most decorative purposes. Many of the borders and pressed ornaments have almost the sharpness, as they have quite the general effect, of those made of jasper body; indeed, many of the productions bear a very strong and marked general resemblance, in appearance, to those of jasper ware; and they are superior in many respects to the much-vaunted terra cotta of France and Germany.
This discovery was made while digging behind his house, and Mr. Allen, a man of considerable knowledge and refined taste, who is the son of Dr. Allen, Bishop of Ely, and was the last Master of Dulwich College before the recent changes in that institution, quickly took steps to test its qualities for ceramic uses. A company was then formed to extract and sell the terra-cotta clay to various potters; however, after conducting experiments and uncovering its unique beauty when crafted, it was wisely decided to establish a pottery on site and transform the clay directly from the pits into art pieces and architectural enhancements. Soon after, the company was fortunate to secure the services of Mr. Charles Brock from Hanley, Staffordshire—a man with a sharp eye for design and extensive hands-on experience—to become the manager and Art director of the operation. Mr. Brock immediately focused on developing the resources of the clay that had been discovered; bringing together a team of skilled workers from the Staffordshire potteries and acquiring top models and modellers, he quickly produced art pieces that are unmatched in the country for this type of work and material. Currently, about one hundred people are employed at the Watcombe works, and it's clear that, since they are still quite new, that number will greatly increase as their resources are further developed. The Watcombe clay is exceptionally fine, clean, and pure; with skilled handling and the right firing temperature, it achieves a warmth, delicacy, and purity of color, along with an even tone, that is very pleasing to the eye; meanwhile, the surface of the “turned” pieces is fine, smooth, and almost velvety to the touch. It can be shaped into raised flowers and other ornaments,[340] making it highly suitable for various decorative uses. Many of the borders and pressed ornaments have an almost sharp quality, as they do have the overall effect, similar to those made of jasper body; indeed, many of the products strongly resemble jasper ware in appearance; and they surpass, in many ways, the much-praised terra cotta from France and Germany.
Fig. 726.
Fig. 726.



Figs. 727 to 733.—Watcombe Terra Cotta.
Figs. 727 to 733.—Watcombe Terra Cotta.
The Art-productions of the Watcombe pottery are extremely varied, and show how capable this local clay is of being turned to good account in a variety of ways. Among the more notable productions are statuettes and busts, for which the clay is peculiarly suitable. Of these, the difficult figure of “The Disc Thrower” is one of the most successful, both in modelling, in firing, and in all the other manipulative processes. Another artistic statuette is a sweetly pretty figure of a country girl, bare-footed and reclining. Her right hand holds up her apron filled with flowers, while in her left she holds an open book, which she is intently reading. The conception of the figure, simple and graceful in the highest degree, is remarkably good, and the execution is free and artistic. In others, a charming effect is produced by leaving the figure itself of the natural red of the body, and introducing a lighter tinted clay for the drapery in which they are partly enveloped; this, again, being lighted up and relieved here and there with a slight touch of colour. Among the busts are a pair of Byron and Scott—two of the most popular subjects that could be produced—and of full life-size, being about two feet six inches in height, and two feet in width. In modelling, these busts are among the most easy, graceful, and life-like we have ever seen, either in marble, in parian, or in any other material, while as productions in warm-tinted terra-cotta they surpass anything yet produced. They are not only life-like portraits of these two great and widely-different types of men, as regards features and figure and pose, but they convey an actual reflex of the mind of each in the expression which the modeller has caught and perpetuated. The tint of the[342] Watcombe terra-cotta is a delicate rich warm red, with what may be truly called a “bloom” overspreading its surface. It is, therefore, on that account, as well as for its matchless fineness and purity, eminently adapted for busts and statuary; and, for such large size busts as the pair we are writing about, it is infinitely superior to any other material. The vases, which are made in endless variety, are characterized by extreme chasteness and elegance of outline, and by excellent taste in decoration, whether that decoration consists in festoons of hand-modelled flowers, in pressed work, in milling, in printing, or in painting. Many of them in form and in ornamentation, although of so different a body, bear comparison with the better specimens of Wedgewood-ware, and exhibit a purity of taste which is quite refreshing. For tea or déjeuné services, the insides of the teapots and cream-ewers are simply, but judiciously glazed; while the cups are, as in some old oriental examples, lined with celeste, which colour is also occasionally introduced with good taste, on the handles and mouldings. Brackets, of charming design, candlesticks, jugs, medallions, tobacco-jars, spill-cases, flower-stands—and, indeed, all the articles produced—bear the same stamp of care and elegance. The turning is done with admirable precision; the moulding with a refreshing delicacy of finish; and the gilding and enamelling—only sparsely introduced, by the way, and then only as an accessory to the general design—executed with a pure taste and by a master mind. Besides these, it is necessary to mention that architectural decorations and enrichments, statues, garden and flower-vases, pedestals, and garden edgings, besides other articles, are made; the commoner strata of clay being remarkably well adapted, from its hardness and durability, for these purposes. Our engravings convey but a very poor idea of the beauty and elegance of form of the vases, &c., here produced; the purest taste characterizes the various articles. The works are carried on by a company, under the style of “The Watcombe Terra Cotta Clay Company,” consisting of seven proprietors. They are situate about two miles from Torquay, on the Teignmouth Road, near to the picturesque rocks and downs of Watcombe. Large show-rooms have been erected, and everything done to make the Watcombe works attractive and useful. They have been visited by, and received the patronage of, many distinguished persons. The marks used by the company are simply impressed in the body of the ware, or printed on its surface. The usual mark is simply the[343] words “Watcombe, Torquay,” or “Watcombe;” but another, and very picturesque mark has also been adopted—it is a woodpecker on a branch of a tree, with a distant landscape and ship on the sea, within a garter, on which are the words, WATCOMBE TORQUAY.
The art productions of Watcombe pottery are incredibly diverse and demonstrate how effectively this local clay can be used in various ways. Among the more notable creations are statuettes and busts, for which the clay is particularly well-suited. One of the standout pieces is the challenging figure of “The Disc Thrower,” which excels in modeling, firing, and all other handling processes. Another artistic statuette features a lovely country girl, barefoot and reclining. Her right hand lifts her apron filled with flowers, while her left holds an open book that she is deeply engrossed in reading. The concept of this figure, simple yet highly graceful, is exceptionally well-executed, and the craftsmanship is both free and artistic. In some pieces, a charming effect is created by leaving the body of the figure in its natural red color, while a lighter tinted clay is used for the drapery partially covering them, which is occasionally brightened with touches of color. Among the busts are two of Byron and Scott—some of the most popular figures imaginable—both life-size, standing about two feet six inches tall and two feet wide. In terms of modeling, these busts are some of the most easygoing, graceful, and lifelike we have ever seen, whether in marble, parian, or any other material, and as warm-tinted terra-cotta pieces, they are unmatched. They not only portray lifelike images of these two great men—showing different features, figures, and poses—but also reflect their minds through the expressions captured and preserved by the artist. The color of the Watcombe terra-cotta is a rich warm red, with what can be described as a “bloom” covering its surface. Because of this, along with its unmatched fineness and purity, it is ideally suited for busts and statuary; for larger busts, like the pair we are discussing, it is far superior to any other material. The vases, which come in countless varieties, are known for their extreme elegance in shape and excellent taste in decoration, whether that involves festoons of hand-modelled flowers, pressed work, milling, printing, or painting. Many of them in shape and decoration, despite the different material, can be compared to the better pieces of Wedgewood-ware, showcasing a refreshing purity of taste. For tea or breakfast services, the insides of the teapots and creamers are simply, yet smartly, glazed; while the cups are lined with celeste, a color also tastefully used on the handles and embellishments. Brackets with charming designs, candlesticks, jugs, medallions, tobacco jars, spill cases, and flower stands—all the produced items—carry the same mark of care and elegance. The turning is executed with impressive precision, the molding has a refreshing delicacy, and the gilding and enameling—which are used sparingly and only as an accessory to the overall design—are done with pure taste and a masterful touch. In addition to these items, it’s important to mention that architectural decorations, statues, garden and flower vases, pedestals, and garden edges, among other things, are made; the more common types of clay are surprisingly well-suited for these tasks due to their hardness and durability. Our engravings hardly capture the beauty and elegance of the vases and other items produced here; pure taste is evident across all the various articles. The works are operated by a company called “The Watcombe Terra Cotta Clay Company,” made up of seven owners. They are located about two miles from Torquay, on the Teignmouth Road, near the picturesque rocks and downs of Watcombe. Large showrooms have been built, and everything has been done to make the Watcombe works appealing and practical. Many distinguished individuals have visited and patronized them. The marks used by the company are simply impressed into the body of the items or printed on their surface. The usual mark is simply the words “Watcombe, Torquay,” or “Watcombe;” however, a more artistic mark has also been adopted—a woodpecker perched on a tree branch, with a distant landscape and ship at sea, surrounded by a garter that reads, Watcombe, Torquay.
WATCOMBE,
TORQUAY.
Watcombe, Torquay.
Honiton.
A manufactory of common brown and red ware existed here in the early part of the present century, but has long been discontinued. Its productions were for ordinary domestic use—the common “cloam” of the country—and consisted of pans, pitchers, pancheons, porringers, &c.
A factory that made regular brown and red pottery was here in the early part of this century, but it has been out of business for a long time. The items produced were meant for everyday home use—the typical “clay” of the region—and included pans, pitchers, large bowls, bowls, etc.
Exeter.
In Felix Farley’s Bristol Journal of December 29th, 1764, is the following:—“We hear that a few gentlemen of fortune have undertaken to set up a new manufactory of china at Exeter.” Probably rumour was all, for as yet I have found nothing to lead to the inference that the works were ever established.
In Felix Farley’s Bristol Journal from December 29, 1764, it says:—“We’ve heard that some wealthy gentlemen are planning to start a new china factory in Exeter.” It's likely just a rumor, as I haven't found any evidence suggesting that the factory was ever actually set up.
Bovey Tracey.
The great source of Devonshire clay used in most of the potteries of the kingdom is the district near the estuary of the river Teign. This clay is known by various names—“Black clay,” “Ball clay,” “Devonshire clay,” “Kingsteignton clay,” or “Potter’s clay;” and is sent off in immense quantities to the various seats of earthenware manufacture. Yet in the whole of this district where the clay is raised, and one would expect to find earthenware extensively made, only one pottery exists, and that one not on a large scale. Coal, which is such an important item in the manufacture of earthenware, is wanting in the district; and it is found more economical and advantageous to take the clay to the coal, than to bring the coal to the clay. Although no true coal is found in this district (that is, coal of the Carboniferous formation), a lignite is found on Bovey Heath field. The beds of this lignite crop out in a line running east and west for about the length of half a mile in the vicinity of the present Bovey Tracey Pottery Works. In the middle of the last century these beds had been but little worked, and lignite could easily be obtained by open pits. In consequence of the sandy[344] and soft nature of the beds which alternate with the lignite, it has been found impossible to work underground on the plan adopted in ordinary coal-mines. The raising of Bovey lignite has, therefore, been almost given up—all the coal near the surface having been worked out. The existence of a cheap fuel in the proximity of the potters’ clay no doubt led to the establishment of potteries at Bovey Tracey. This lignite is a light bituminous coal which occurs in the Miocene formation, being the same geological formation in which the potters’ clay is found. This lignite is highly gaseous, but only possesses about a third of the heat-giving power of average English coal. It is the same as the Norwegian “Surturbrand,” and emits a disagreeable odour in burning. Large pieces of fir-trees are occasionally found perfect in it.
The main source of Devonshire clay used in most of the pottery across the country is the area near the Teign River estuary. This clay goes by several names—“Black clay,” “Ball clay,” “Devonshire clay,” “Kingsteignton clay,” or “Potter’s clay”—and is shipped in huge quantities to various pottery manufacturers. However, in the entire area where the clay is sourced, one would expect to see a thriving pottery industry, but only one exists, and it's not very large. The district lacks coal, which is essential for making pottery, making it more cost-effective to transport the clay to where the coal is rather than bringing the coal to the clay. Although true coal (from the Carboniferous period) isn't found in this area, there is lignite available at Bovey Heath field. These lignite deposits appear in a line running east and west for about half a mile near the Bovey Tracey Pottery Works. In the middle of the last century, these deposits had barely been tapped, and lignite could be easily accessed through open pits. However, because the sandy and soft layers of rock alternate with the lignite, it's been impossible to mine underground using methods typical for regular coal mines. As a result, the extraction of Bovey lignite has nearly ceased—all the surface coal has been depleted. The availability of cheap fuel nearby likely contributed to the establishment of potteries in Bovey Tracey. This lignite is a lightweight bituminous coal found in the Miocene formation, the same geological layer as the potters' clay. While it produces a lot of gas, it only has about a third of the heating power of average English coal. It’s similar to the Norwegian “Surturbrand” and gives off an unpleasant smell when burned. Occasionally, large pieces of fir trees can be found preserved in it.
Indiho Pottery.—About 1772 a pottery was established at Indiho, or Indio, or Indeo, in the parish of Bovey Tracey, and continued to be worked until 1841, when it was superseded by the Bovey Pottery, which had been established a few years previously to that time. The Indiho Pottery was a small manufactory, and is supposed to have been commenced by one George Tufnell, and was afterwards in the hands of proprietors of the names of Inglett and Steer. About the beginning of the present century a really good earthenware was made at Indio; the printed ware was of a superior class, and some tea and coffee cups of a brown body with an interior enamelled with white slip and painted outside with small sprigs are characteristic and pretty. Nothing remains of the buildings of the manufactory at Indio—a modern house, the seat of Charles Aldenburgh Bentinck, Esq., standing on its site.
Indiho Pottery.—Around 1772, a pottery was set up at Indiho, or Indio, or Indeo, in the parish of Bovey Tracey, and it operated until 1841, when it was replaced by the Bovey Pottery, which had been started a few years earlier. The Indiho Pottery was a small manufacturing plant, believed to have been founded by a man named George Tufnell, and later run by owners named Inglett and Steer. At the beginning of the current century, really good earthenware was produced at Indio; the printed ware was of a high quality, and some tea and coffee cups with a brown body, featuring a white slip interior and small painted sprigs on the outside, are characteristic and attractive. Nothing remains of the old pottery buildings at Indio—a modern house, the residence of Charles Aldenburgh Bentinck, Esq., now stands on its location.
Bovey Pottery.—The first pottery at Bovey Tracey was not on the site of the present pottery known under this name, but was carried on in some houses, which are parish property, near the modern railway station. The house is at present a carpenter’s shop, and is at a corner just where the road turns off to the Bovey Heathfield. Tradition states that this pottery had mills to grind materials close to Bovey Bridge, and the remains of a mill and water-wheel existed on the left bank of the stream up to 1844. These works were carried on by a family of the name of Ellis; they were probably commenced in the earlier half of the eighteenth century and certainly were in work in 1755, and lasted for thirty years after that[345] period. Nothing certain is known of the character of the ware of this first attempt at Bovey Tracey. Clay pipes are said to have been made, and jugs of a yellow body which are attributed to this period are to be found in houses in the neighbourhood.
Bovey Pottery.—The first pottery at Bovey Tracey wasn't located at the site of the current pottery by this name, but was instead operated in some parish-owned houses near the modern railway station. The building is now a carpenter’s shop and sits at a corner where the road turns toward Bovey Heathfield. According to tradition, this pottery had mills for grinding materials near Bovey Bridge, and remnants of a mill and water-wheel were on the left bank of the stream until 1844. The operation was run by a family named Ellis; it likely began in the early half of the eighteenth century, was definitely active in 1755, and continued for thirty years after that[345]. Nothing specific is known about the type of ware produced during this initial attempt at Bovey Tracey. It’s said that clay pipes were made, and jugs with a yellow clay attributed to this period can be found in local houses.
In 1842 the Bovey Pottery was purchased by two Devonshire gentlemen, Captain Buller and Mr. J. Divett, who enlarged the works, and obtained the lignite from underground workings. The supply of this substance, however, proving insufficient for the increased requirements of the manufacture, ordinary coal was substituted in its stead; and, after the opening of a railway to the works, Somersetshire coal has been used to the entire exclusion of the lignite. The works are still carried on by Messrs. Buller and Divett, under the style of the “Bovey Tracey Pottery Company.” In general character they are similar to those of the pottery district, and on the average five glost-ovens are fired each week. The quality of the ware is about equal to the ordinary and commoner classes of Staffordshire goods. It consists of all the ordinary services and articles in white, printed, and coloured wares, and is principally supplied to the home markets in the West of England, and to Mediterranean ports.
In 1842, the Bovey Pottery was bought by two gentlemen from Devonshire, Captain Buller and Mr. J. Divett. They expanded the operations and sourced lignite from underground. However, the supply of this material wasn’t enough for the increased production needs, so they switched to regular coal. After the railway opened to the site, they exclusively used coal from Somersetshire, completely replacing the lignite. The business is still operated by Messrs. Buller and Divett, under the name "Bovey Tracey Pottery Company." The setup is generally similar to that of other pottery regions, and on average, five glost-ovens are fired each week. The quality of the pottery is comparable to the standard and more common types of Staffordshire goods. It includes all the usual services and items in white, printed, and colored wares, primarily supplied to the domestic markets in the West of England and to Mediterranean ports.
The Folly Pottery.—Another pottery in Bovey Tracey parish was the “Folly Pottery.” This pottery may be looked upon as the origin of the present Bovey Tracey Pottery. No doubt the site was chosen for its proximity to the main outcrop of the lignite. Considerable uncertainty exists as to the date of this manufacture. It was probably commenced in the last years of the eighteenth or the first years of the nineteenth century by a man of the name of Mead. It was then for a considerable period contemporaneous with the Indio Pottery. The earthenware, however, seems hardly, at any time, to have equalled in quality that of the last-named pottery. In 1835 the works were carried on by Messrs. John and Thomas Honeychurch. It is thus described in an advertisement of sale:—“To be sold by public auction, as directed by the assignees of John and Thomas Honeychurch, bankrupts, at the Union Inn, Bovey Tracey, on the 2nd May, 1836, the Folly Pottery, situate in the parish of Bovey Tracey, in the county of Devon. This may be designated one of the largest and most complete potteries in the West of England, 14 miles from Exeter and 28 from Plymouth; its situation being in the land of clay, from which[346] nearly all the potteries in Staffordshire draw their supply, with coal-mine and railroad, &c.” The advertisement, after giving particulars regarding the processes, &c., speaks of a glost-kiln, and a biscuit-kiln, capable of containing 1,600 saggers of ware; flint kilns; a quantity of Cornish clay and flints, copper-plates, moulds, &c. No purchaser was found until 1842, when the concern was bought by Captain Buller and Mr. J. Divett, and converted into the “Bovey Tracey Pottery Company,” as last described.
The Folly Pottery.—Another pottery in the Bovey Tracey area was the “Folly Pottery.” This pottery can be seen as the predecessor of the current Bovey Tracey Pottery. It was likely chosen for its closeness to the main source of lignite. There is significant uncertainty about when this pottery started. It probably began in the late 18th century or early 19th century by a man named Mead. For a considerable time, it existed alongside the Indio Pottery. However, the earthenware never seemed to reach the same quality as that of the Indio Pottery. In 1835, the business was managed by John and Thomas Honeychurch. An advertisement for a sale describes it as follows:—“To be sold at public auction, as instructed by the assignees of John and Thomas Honeychurch, bankrupts, at the Union Inn, Bovey Tracey, on May 2, 1836, the Folly Pottery, located in the parish of Bovey Tracey, in Devon. This can be called one of the largest and most complete potteries in the West of England, 14 miles from Exeter and 28 from Plymouth; its location is on clay land, which is where[346] almost all potteries in Staffordshire get their supply, with coal mines and railroads, etc.” The advertisement, after detailing the processes, mentions a glost-kiln and a biscuit-kiln, capable of holding 1,600 saggers of ware; flint kilns; a supply of Cornish clay and flints, copper plates, molds, etc. No buyer was found until 1842, when Captain Buller and Mr. J. Divett purchased the business and transformed it into the “Bovey Tracey Pottery Company,” as last mentioned.
Bideford.
Pot works appear to have existed at Bideford ever since the fourteenth century, but nothing beyond the ordinary coarse earthenware has been produced. Nothing is known as to the early history of these works, but fragments of ware of mediæval character have not unfrequently been dug up. An interesting relic, a chimney-pot, is in the possession of Mr. Crocker. It is of square form, and bears the name “Bideford,” and the date “1668.”
Pottery production seems to have existed in Bideford since the fourteenth century, but only basic coarse earthenware has been made. There’s little known about the early history of these workshops, but pieces of medieval pottery have often been uncovered. An intriguing artifact, a chimney pot, belongs to Mr. Crocker. It has a square shape and features the name “Bideford” along with the date “1668.”
The Bideford Old Pottery, belonging to Mr. W. H. Crocker, has been in the possession of himself and his ancestors for more than a century, but of late years its productions, under the present proprietor, have received a marked improvement. The works were almost entirely rebuilt, and much extended, in 1870.
The Bideford Old Pottery, owned by Mr. W. H. Crocker, has been with him and his family for over a century, but in recent years, its products have greatly improved under the current owner. The facility was almost completely rebuilt and significantly expanded in 1870.
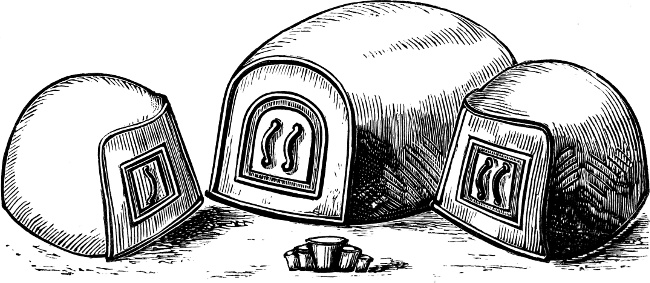
Fig. 734.—Earthenware Ovens.
Fig. 734.—Clay Ovens.
Ornamental goods are to some extent made, and consist of garden vases, edgings, jugs, and other articles. Flower-pots, sea-kale and rhubarb pots, chimney tops, &c., are also largely made.
Ornamental products are somewhat manufactured and include garden vases, borders, jugs, and other items. Flower pots, sea kale and rhubarb pots, chimney caps, etc., are also widely produced.
The great specialty, however, of the productions are the fire-clay[347] ovens, which are made in considerable numbers and of various sizes. They are of peculiar shape, and so constructed as to retain the heat for a considerable time. Their form may be said, in some measure, to approximate to the old couvre-feu, as will be seen by the engraving (Fig. 734). The bottom is flat, and the walls, which are of great strength and thickness, are arched, so that the heat is thrown upon the bread in every direction. In front is a loose fire-clay door made to fit with exactness; or, occasionally, a cast-iron door is fixed. These ovens are heated with gorse, or wood, and one bundle of either is said to be sufficient to thoroughly bake three pecks of dough. The ovens are, and for generations have been, in much repute in Devonshire and Cornwall, and in the Welsh districts, and the bread baked in them is said to have a sweeter and more wholesome flavour than when baked in ordinary ovens. They are ornamented in a primitive manner with impressed and incised lines, and the mark used is the proprietor’s name
The main highlight of the products are the fire-clay[347] ovens, which are made in large quantities and come in various sizes. They have a unique shape and are designed to hold heat for a long time. Their shape somewhat resembles the old couvre-feu, as shown in the engraving (Fig. 734). The bottom is flat, and the walls are strong and thick, arched to distribute heat evenly around the bread. In the front, there is a loose fire-clay door that fits precisely; sometimes, a cast-iron door is used instead. These ovens are heated with gorse or wood, and one bundle of either is said to be enough to bake three pecks of dough thoroughly. For generations, these ovens have been highly regarded in Devonshire and Cornwall, as well as in the Welsh regions, and the bread baked in them is said to taste sweeter and healthier than bread baked in regular ovens. They are decorated in a simple style with impressed and incised lines, featuring the proprietor’s name as the mark.
W. H. CROCKER
BIDEFORD
W. H. CROCKER
BIDEFORD
North Devon Pottery.—This pottery was established in 1848 by a company formed for the purpose. The productions are confined to stoneware pipes, and sanitary appliances of various kinds. The goods are made from the strong clay deposits of the northern side of Dartmoor—a clay of peculiar hardness and tenacity—and the articles are therefore what may be called “real vitrified stone ware,” as distinguished from the pipes and sanitary goods made in other districts from fire-clay. The works are under the management of Mr. Henry Jones.
North Devon Pottery.—This pottery was established in 1848 by a company created for this purpose. They specialize in stoneware pipes and various types of sanitary appliances. The products are made from the tough clay found on the northern side of Dartmoor—a clay known for its unique hardness and durability—and as a result, the items are considered “truly vitrified stoneware,” unlike the pipes and sanitary products made in other areas from fire-clay. The factory is managed by Mr. Henry Jones.
Fremington.
The manufacture of coarse brown ware has evidently been carried on for many generations at Fremington, near Barnstaple, for fragments of mediæval and later wares are constantly being turned up. About fifty years ago the remains of five old potteries, which could not have been worked for, at least, a century, existed near the present manufactory.
The production of rough brown pottery has clearly been happening for many generations in Fremington, near Barnstaple, as pieces of medieval and more recent pottery are regularly discovered. About fifty years ago, the remnants of five old potteries, which must not have been in operation for at least a century, were found near the current factory.
The Pottery, at Fremington, was established in the early part of the present century by Mr. George Fishley, who, in 1839, was succeeded by his son Edmund Fishley, who continued it until his[348] death in 1861, when it passed into the hands of his son, Mr. Edwin B. Fishley, the present proprietor.
The Pottery, in Fremington, was started in the early 1900s by Mr. George Fishley, who was followed in 1839 by his son Edmund Fishley. Edmund ran the business until his[348] death in 1861, after which it was taken over by his son, Mr. Edwin B. Fishley, who is the current owner.
The goods produced are of the ordinary glazed red ware, and consist principally of pitchers and jars; scalding-pans for milk, for producing the world-famed “Devonshire cream”; flower-pots and pans; washing pots, cauldrons, and ewe pans; baking dishes and bread pans; salting vessels and chimney pots, and many other articles. Some of the water pitchers bear the peculiar names of “Long Toms,” “Thirty Tales,” “Gullymouths,” &c. Yellow-ware jugs and other domestic vessels are also made.
The items produced are the standard glazed red pottery, mainly consisting of pitchers and jars; scalding pans for milk, used to make the famous “Devonshire cream”; flower pots and pans; washing pots, cauldrons, and ewe pans; baking dishes and bread pans; salting containers and chimney pots, along with many other items. Some of the water pitchers have unique names like “Long Toms,” “Thirty Tales,” “Gullymouths,” etc. Yellowware jugs and other household items are also made.
In ornamental wares some good designs in jars, beer jugs, and vases are produced. These are formed of a body of red clay, with figures and flowers in white clay. They are sometimes coloured, with good effect. The beer jugs, which are a speciality of the works, are generally white with drawings in red, of the same colour as the body.
In decorative items, some nice designs for jars, beer jugs, and vases are made. These are made from red clay, featuring figures and flowers in white clay. They are sometimes colored, which looks great. The beer jugs, a specialty of the factory, are usually white with red designs, matching the color of the clay body.
The great speciality of the Fremington Pottery, like that of Bideford, is the manufacture of fire-clay ovens. These are made of various sizes for baking from one peck up to twelve. Their general form will be best understood from Fig. 734. The material of which they are composed is remarkably firm, hard, and compact, and retains the heat for a considerable time. These ovens, which are a peculiarity of the West of England and of some of the Welsh districts, are simply enclosed in raised brickwork, leaving the mouth open to the front. They are heated in the inside with wood or gorse, and are remarkable for the small quantity of fuel that is required—two pennyworth of wood being said to be amply sufficient to bake seven or eight shillings’ worth of flour. The bread is stated to be of a peculiarly wholesome and sweet character. The mark used on the ovens, &c., is simply the proprietor’s name impressed in the clay while moist. On the ornamental ware the name is written on the bottom of the ware.
The unique feature of Fremington Pottery, similar to Bideford, is the production of fire-clay ovens. These come in various sizes for baking from one peck to twelve. Their shape is best illustrated in Fig. 734. The material used is incredibly strong, hard, and compact, retaining heat for a long time. These ovens, which are typical of the West of England and some areas of Wales, are simply enclosed in raised brickwork, with the front opening exposed. They are heated from the inside using wood or gorse, and they are known for requiring very little fuel—just two pennies' worth of wood is said to be enough to bake seven or eight shillings’ worth of flour. The bread is described as particularly wholesome and sweet. The mark used on the ovens and similar items is just the owner's name stamped into the clay while it's still wet. On decorative pieces, the name is written on the bottom.
E. B. FISHLEY,
FREMINGTON.
E. B. FISHLEY,
FREMINGTON.
Aller.
The Aller Pottery.—These works, near Newton Abbot, were commenced for the manufacture of common brown ware in 1865, and three years later came into the hands of Messrs. John Phillips & Co., by whom they are still carried on, for the production of architectural[349] pottery. The goods manufactured consist of flooring and roofing tiles, sanitary and sewage ware, garden edgings, ornamental chimney pots, decorative bricks, flower vases, &c., and various other kinds of fire-clay goods. The markets principally supplied are those of Devonshire, Somersetshire, and Cornwall.
The Aller Pottery.—These works, located near Newton Abbot, started producing basic brown pottery in 1865. Three years later, they were taken over by Messrs. John Phillips & Co., who still run the operation, focusing on architectural pottery. The products include flooring and roofing tiles, sanitary and sewage ware, garden edgings, decorative chimney pots, ornamental bricks, flower vases, and various other fire-clay items. The main markets served are in Devonshire, Somersetshire, and Cornwall.
The mark is a horse’s head, couped, with the Greek words ΦIΛΕΩ ΙΠΠΟΝ, being a playful allusion to the name of the proprietor, “Phillips.”
The mark is a horse’s head, cut off, with the Greek words ΦIΛΕΩ ΙΠΠΟΝ, which is a clever nod to the name of the owner, “Phillips.”
Pednandrea, Redruth.
Crucible Works.—These works at Pednandrea and at Fore Street, Redruth, were established about 1760 by John Juleff, and carried on by him until his decease, when he was succeeded by his son, John Juleff, by whom they were continued until 1875. In that year he died and the works passed into the hands of his two sons, by whom they are still carried on under the style of “John and David Juleff.” The firm are the only manufacturers of the original Cornish crucibles, which have always had, and still maintain, the reputation of being the best articles made for dry assaying and for standing intense heat. They are made to a large extent and sent to most parts of the world. The firm also make mufflers, scorifiers, special bricks and covers for assay furnaces, plumbago crucibles for tin assaying, plumbago brass melting pots, &c., of various shapes and sizes. Mr. Juleff received honourable mention for his goods at the 1861 Exhibition: there being no competition in these specialities, no medal could be awarded. The goods are usually marked with the name of the firm.
Crucible Works.—These operations at Pednandrea and Fore Street, Redruth, were founded around 1760 by John Juleff and managed by him until his passing. He was succeeded by his son, John Juleff, who continued the business until 1875. That year, he passed away, and the works were taken over by his two sons, who still run them under the name “John and David Juleff.” The company is the only manufacturer of the original Cornish crucibles, which have always had and continue to uphold the reputation as the best products for dry assaying and for withstanding extreme heat. They produce a large quantity and distribute them to various parts of the world. The firm also makes mufflers, scorifiers, specialty bricks and covers for assay furnaces, plumbago crucibles for tin assaying, plumbago pots for brass melting, etc., in various shapes and sizes. Mr. Juleff received honorable mention for his products at the 1861 Exhibition; since there was no competition in these specialties, no medal could be awarded. The products are typically marked with the firm's name.
[350]
[350]
CHAPTER XI.
Bristol—Delft Ware—Redcliffe Backs—Richard Frank—Ring—Flower—Bristol China—William Cookworthy—Richard Champion—Transference of Plymouth Works—Extension of Patent—Wedgwood’s Opposition—“Case” of the Manufacturers—Champion’s Specification—Champion’s Productions—Edmund Burke—Bristol Vases—Figures—Marks—Bristol Earthenware—Temple Backs—Potters’ Songs—Temple and St. Thomas’s Street Works—Temple Gate—Wilder Street—Bristol Glass—William Edkins—Salt Glaze—Brislington—Crews Hole—Westbury—Easton—Weston-super-Mare—Matthews’s Royal Pottery—Poole—Architectural Pottery Company—Bourne Valley—Branksea—Kinson.
Bristol—Delft Ware—Redcliffe Backs—Richard Frank—Ring—Flower—Bristol China—William Cookworthy—Richard Champion—Transfer of Plymouth Works—Extension of Patent—Wedgwood’s Opposition—“Case” of the Manufacturers—Champion’s Specification—Champion’s Productions—Edmund Burke—Bristol Vases—Figures—Marks—Bristol Earthenware—Temple Backs—Potters’ Songs—Temple and St. Thomas’s Street Works—Temple Gate—Wilder Street—Bristol Glass—William Edkins—Salt Glaze—Brislington—Crews Hole—Westbury—Easton—Weston-super-Mare—Matthews’s Royal Pottery—Poole—Architectural Pottery Company—Bourne Valley—Branksea—Kinson.
Bristol.
The first record of pot-making in Bristol appears to have been in the reign of Edward I., but it seems certain that vessels were made in the neighbourhood in Saxon and Norman times, as well as in the earlier Celtic and Romano-British periods. Mediæval earthenware vessels of different periods, and probably made in the locality, have now and then been found at Bristol, and during the reign of Elizabeth, there is no doubt, a manufactory of fictile vessels was in operation.
The first record of pottery making in Bristol seems to date back to the reign of Edward I, but it's likely that vessels were crafted in the area during Saxon and Norman times, as well as in the earlier Celtic and Romano-British periods. Medieval earthenware vessels from different times, probably made locally, have occasionally been discovered in Bristol, and during Elizabeth's reign, it’s clear that a pottery factory was in operation.
“Six hundred years ago,” says Mr. Owen, “the art of pottery was practised in Bristol, but in what form is beyond our speculation. The record, though authentic, is too terse to give more than the bare fact, and the imagination must be fertile indeed that can supply the details. The Governor of Bristol Castle, under Edward I., in his accounts, preserved in the Pipe Roll for the twelfth year of that reign (1284), has an item—‘pro terra fodienda ad vasa fictilia facienda’—which shows that this claim for high antiquity is well founded.” Fragments of some curious pitchers and other mediæval domestic vessels are engraved by Mr. Owen, and appear to be of about the period alluded to.
“Six hundred years ago,” says Mr. Owen, “pottery was made in Bristol, but we can only guess what it looked like. The records, although authentic, are too brief to provide more than the basic fact, and it takes a really imaginative mind to fill in the details. The Governor of Bristol Castle, during Edward I's reign, has a note in his accounts preserved in the Pipe Roll from the twelfth year of that reign (1284)—‘pro terra fodienda ad vasa fictilia facienda’—which indicates that this claim to ancient origins is legitimate.” Mr. Owen has engraved fragments of some interesting pitchers and other medieval domestic items, which seem to be from the period mentioned.
The Delft Works.—At the close of the seventeenth century, Delft
ware was made here, and continued to be produced until about[351] the
time when porcelain began to be produced in the city. Many specimens
of Bristol Delft ware have come under my notice, some of which are,
fortunately, dated. The earliest dated example I have seen is a plate
marked on the rim with the initials S · M · B,
and the date 1703, thus— . The ware is of a very nice
quality, with a good glaze, and the blue of good colour. The next dated
specimen, in chronological order, which has come under my notice is a
Delft high-heeled shoe, or choppine, which is dated on the sole 1722,
along with the initials M S—thus
. The ware is of a very nice
quality, with a good glaze, and the blue of good colour. The next dated
specimen, in chronological order, which has come under my notice is a
Delft high-heeled shoe, or choppine, which is dated on the sole 1722,
along with the initials M S—thus
 This very good example, which is said to be of Bristol make, was in
possession of the late Mr. James, of that city. It is beautifully
formed, has a buckle in front, and is flowered and bordered in blue.
Two of these Delft stands in the form of high-heeled shoes, formerly
belonging to Queen Charlotte, were sold at the Bernal sale. They were
of an earlier date, and marked M I 1705. Another example in the same
possession is a plate of the year 1740, bearing on its rim the initials
R · S · P, thus—
This very good example, which is said to be of Bristol make, was in
possession of the late Mr. James, of that city. It is beautifully
formed, has a buckle in front, and is flowered and bordered in blue.
Two of these Delft stands in the form of high-heeled shoes, formerly
belonging to Queen Charlotte, were sold at the Bernal sale. They were
of an earlier date, and marked M I 1705. Another example in the same
possession is a plate of the year 1740, bearing on its rim the initials
R · S · P, thus—
The Delft Works.—At the end of the seventeenth century, Delft ware was produced here, and it continued to be made until around [351] the time when porcelain started being made in the city. I have come across many examples of Bristol Delft ware, some of which are, thankfully, dated. The earliest dated piece I've seen is a plate marked on the rim with the initials S · M · B and the date 1703, like this—. The ware is of very nice quality, with a good glaze, and the blue has a rich color. The next dated piece I've encountered, in chronological order, is a Delft high-heeled shoe, or choppine, which is dated on the sole 1722, along with the initials M S—like this . This excellent example, said to be made in Bristol, was owned by the late Mr. James from that city. It is beautifully shaped, features a buckle in front, and is decorated with blue flowers and borders. Two of these Delft stands shaped like high-heeled shoes, previously owned by Queen Charlotte, were sold at the Bernal sale. They were dated earlier and marked M I 1705. Another piece in the same collection is a plate from the year 1740, which has the initials R · S · P on its rim, like this—.

Fig. 735.—Edkins’ Plate, belonging to Mr. Owen.
Fig. 735.—Edkins’ Plate, owned by Mr. Owen.
One of the latest dated examples I have seen is the plate engraved on Fig. 735, which forms part of a set belonging to a descendant of the artist who painted it, and has remained in the family from the time of its manufacture until it came into my hands. It is a plate painted in a somewhat peculiar style, in blue, with a Chinese figure, trees, cattle, and birds, and having on its under side the date 1760, and the initials M · B · E, as shown on Fig. 736. These are the initials of Michael and Betty Edkins, of Bristol, of whom I shall have more to say presently.
One of the latest examples I've come across is the plate shown in Fig. 735, which is part of a set owned by a descendant of the artist who created it. This plate has stayed in the family since it was made until it came into my possession. It's painted in a unique style, in blue, featuring a Chinese figure, trees, cattle, and birds, with the year 1760 and the initials M · B · E on the underside, as seen in Fig. 736. These initials belong to Michael and Betty Edkins from Bristol, who I will discuss further shortly.

Fig. 736.
Fig. 736.
It may be well to remark, en passant, that this mode of placing
initials, which is so usual on traders’ tokens, was the favourite[352]
way of arranging the initials of husband and wife, and they were so
understood without using the short &. The upper letter was the initial
of the surname, and those below of the Christian names of the husband
and wife. Thus
 would read M & B E, and stand for Michael and Betty Edkins.
would read M & B E, and stand for Michael and Betty Edkins.
It’s worth mentioning, en passant, that this method of placing initials, which is quite common on merchants’ tokens, was the preferred way to arrange the initials of a husband and wife. It was understood without needing to use the short &. The first letter represented the surname, while the letters below were the first names of the husband and wife. So, would read M & B E, standing for Michael and Betty Edkins.
The Delft ware works were situated on “Redcliffe Backs,” near to the glass works of Messrs. Little and Longman. The names of the first potters are, as usual, lost, but in the early part of last century the works belonged to a Mr. Richard Frank, who seems to have been a man of standing in the place, and who employed, along with other workmen, a Mr. Thomas Patience, and a family of the name of Hope. Richard Frank, who had also works at Brislington, was the son of Thomas Frank, “gallipot maker,” of Bristol, who was married in 1697; he, the “gallipot maker,” is therefore the earliest recorded potter of this place. The goods produced at Richard Frank’s manufactory—who, as well as his father, is described as a “gallipot maker” in 1734–9 and 1754—were principally plates, dishes, and “Dutch tiles” for fire-places, dairies, &c. In the Museum of Practical Geology is a slab composed of twenty-four tiles, on which is painted in blue a view of St. Mary Redcliffe Church, Bristol. These were made by Richard Frank, about 1738–50, and the arms of Bishop Butler appear upon one of them. The tiles were all, of course, painted by hand, and we have it on the authority of Michael Edkins, himself the actual painter of the plate, Fig. 735, that the brushes which he and the other workmen used were made by themselves from the hairs pulled from the nostrils and eyelids of cattle. Michael Edkins, the painter of Delft ware, was, it appears, from Birmingham, where he was apprenticed to a house painter. His master dying before his term expired, he was of course left to shift for himself, and made his way to Bristol, where, becoming acquainted with Patience and Hope, he got employed at Frank’s pottery, where he became a “pot painter,” and continued in that employment till the Delft pottery declined, “when (in 1761) he became a coach and general painter and decorator, and quickly rose to eminence, was employed about most public works in the city, assisted in painting the bas-reliefs to the altar-piece of St. Mary Redcliffe, and also assisted Hogarth in fixing his celebrated pictures in that altar-piece.” He was also a successful actor at the theatre. One branch of his business that[353] he now followed was “enamelling glass ware,” which he did for Little and Longmans, and their successors, Vigor and Stevens, whose glass house adjoined the Delft pottery on Redcliffe Backs. The works stood on what is now, at the time I write, Redcliffe Wharf, occupied by Mr. Cripps, general wharfinger, on the river Avon.
The Delft pottery was located on “Redcliffe Backs,” close to the glassworks of Messrs. Little and Longman. The names of the initial potters are lost to history, but in the early part of the last century, the factory belonged to a Mr. Richard Frank, who seems to have been a respected figure in the community. He employed, among others, a Mr. Thomas Patience and a family named Hope. Richard Frank, who also had operations at Brislington, was the son of Thomas Frank, a “gallipot maker” from Bristol, who got married in 1697; thus, the “gallipot maker” is the earliest documented potter of this location. The products from Richard Frank’s factory—who, along with his father, was noted as a “gallipot maker” in 1734–9 and 1754—primarily included plates, dishes, and “Dutch tiles” for fireplaces, dairies, etc. In the Museum of Practical Geology, there’s a slab made up of twenty-four tiles, featuring a blue painted view of St. Mary Redcliffe Church in Bristol. These were crafted by Richard Frank around 1738–50, and the arms of Bishop Butler can be found on one of them. All the tiles were hand-painted, and according to Michael Edkins, who was actually the painter of the plate, Fig. 735, the brushes he and the other workers used were made by themselves from hairs plucked from the nostrils and eyelids of cattle. Michael Edkins, known for painting Delft ware, was originally from Birmingham, where he apprenticed with a house painter. After his master died before his apprenticeship was over, he had to fend for himself and made his way to Bristol. There, after meeting Patience and Hope, he got a job at Frank’s pottery as a “pot painter,” and continued in that role until the Delft pottery business started to decline. In 1761, he transitioned to becoming a coach and general painter and decorator, achieving quick recognition and working on many public projects in the city. He contributed to painting the bas-reliefs for the altar-piece of St. Mary Redcliffe and also assisted Hogarth with installing his famous paintings in that altar-piece. He was also a successful actor at the theatre. One area of his business he pursued was “enameling glassware,” which he did for Little and Longman, and their successors, Vigor and Stevens, whose glasshouse was next to the Delft pottery on Redcliffe Backs. The factory was located where Redcliffe Wharf stands now, currently occupied by Mr. Cripps, a general wharfinger on the river Avon.
Fig. 737.—Election Plate, 1754.
Fig. 737.—Election Plate, 1754.
A plate bearing the words “Nugent only 1754,” was in all probability
made by Richard Frank, who was a supporter of Nugent at the general
election of that year. Another plate, commemorating the same year’s
election for Tewkesbury, is supposed to be from the same works; it
bears the words “Calvert and Martin For Tukesbury 1754 Sold by Webb.”
Among other dated examples of Bristol Delft are the following, which
may be from Frank’s pottery. A piece bearing the words “Ye 1st
Septr 1761 Bowen · fecit;” a pair of plates made for a member of the
family of Davis, with the letters
 , and others with the following
, and others with the following
A plate with the inscription “Nugent only 1754” was likely made by Richard Frank, who supported Nugent during the general election that year. Another plate celebrating the same year’s election for Tewkesbury is thought to come from the same workshop; it reads “Calvert and Martin For Tukesbury 1754 Sold by Webb.” Among other dated examples of Bristol Delft, there are the following pieces that may have originated from Frank’s pottery: one that says “Ye 1st Septr 1761 Bowen · fecit;” a pair of plates created for a member of the Davis family, featuring the letters
, and others that have the following

“Hannah Hopkins Born Sep 17 New Style 1752,” occurs on a christening bowl in the Edkins collection.
“Hannah Hopkins Born Sep 17 New Style 1752,” is inscribed on a christening bowl in the Edkins collection.
A fine plate, painted by Bowen, engraved on Fig. 738, is in possession of Mr. Willet, of Brighton, who also possesses a grand tile picture, consisting of seventy-two tiles, painted with Hogarth’s “March to Finchley.” Mr. Fry has two clever tile pictures of nine[354] tiles each, one representing a cat and the other a dog. On the collar of the latter are the words “Bristol, 1752.”
A beautiful plate, painted by Bowen and engraved in Fig. 738, belongs to Mr. Willet from Brighton, who also owns an impressive tile picture made up of seventy-two tiles depicting Hogarth’s “March to Finchley.” Mr. Fry has two clever tile pictures, each made of nine tiles—one featuring a cat and the other a dog. The collar of the dog has the words “Bristol, 1752.”
Later on Richard Frank took his son Thomas into partnership, and in 1777 the works were removed to Water Lane, to the manufactory which, in 1775, had been carried on by James Alsop, a brown stoneware potter. The following advertisement, of the year 1777, refers to this change: “Richard Frank & Son, Earthen and Stone Pot Works, are removed from Redcliffe Backs to Water Lane, where they continue the same business in all its branches.”
Later, Richard Frank took his son Thomas into the business, and in 1777, they moved to Water Lane, to the factory that had been run by James Alsop, a brown stoneware potter, in 1775. The following advertisement from 1777 mentions this change: “Richard Frank & Son, Earthen and Stone Pot Works, have moved from Redcliffe Backs to Water Lane, where they continue the same business in all its branches.”

Fig. 738.
Fig. 738.
In 1784, Joseph Ring, rectifier and vinegar maker, who had married Elizabeth, daughter of Richard Frank (and was father of Sarah, the wife of Frederick Cookworthy,[ ] nephew of William Cookworthy), purchased the business of Frank and Son for £669 1s. 3½d. Mr. Owen prints the following extracts from the valuation for this sale. It shows that Richard Frank and Son were general dealers in all kinds of ware, as well as Delft and stone ware makers. The inventory is headed, “The Stock & Utensils in Trade At the Pot House in Water Lane, Bristol, as Appraised as following.” The following are some of the items; the whole of the plant being valued at only ten pounds:—
In 1784, Joseph Ring, a rectifier and vinegar maker who married Elizabeth, the daughter of Richard Frank (and was the father of Sarah, who married Frederick Cookworthy, nephew of William Cookworthy), bought the business of Frank and Son for £669 1s. 3½d. Mr. Owen shares the following excerpts from the valuation for this sale. It shows that Richard Frank and Son were general dealers in various types of ware, as well as makers of Delft and stoneware. The inventory is titled, “The Stock & Utensils in Trade At the Pot House in Water Lane, Bristol, as Appraised as follows.” Here are some of the items; the total value of the entire plant was only ten pounds:—
| £ | s. | d. | |
| “Black Ware | 27 | 6 | 2½ |
| Red China Ware | 3 | 16 | 2 |
| Tortoishell Ware | 0 | 18 | 0 |
| Blue and White Sprig’d Ware | 14 | 15 | 6 |
| Blue and White Stone Staffordshire Ware | 2 | 18 | 9½ |
| Dutch Ware, 18 Jugs, one to ye Warp | 0 | 18 | 0 |
| Delph Ware | 7 | 5 | 0 |
| 21 Doz. and ½ Copperplate tiles | 4 | 4 | 0[355] |
| Best Nottingham Ware | 25 | 16 | 8½ |
| Blue China Glaz’d Ware | 11 | 3 | 2½ |
| Enamelled China Glaze Ware | 14 | 8 | 11½ |
| Common Enamelled Ware | 3 | 13 | 3 |
| Copperplate Ware | 2 | 0 | 0 |
| Cream Colour Ware | 90 | 13 | 4½ |
| White Stone Ware | 52 | 0 | 9 |
| Brown Stone Ware | 159 | 16 | 11½ |
| Materials, 27 tons Clay, 2/6 | 29 | 0 | 6 |
| 80 bags Sand, 1/2 | 4 | 13 | 4 |
| 11 Cut Salt, 5/6 | 3 | 0 | 6 |
| Tools, 324 Pot Boards, 3 Benches, 1 Pounding Trough, 1 Mixing Trough, 1 Clay Chest, 3 Compleat Wheel and Wheel Frames, with Working Benches, &c., Moulds and Drums for making Slugs, Kiln Ladder, Salting Boxes, Lignum Vitæ blocks and Hand Mill | 10 | 0 | 0 |
| Old Iron Pot, in the Yard | 0 | 4 | 6 |
Richard Frank died in 1785, aged about 73, and was buried in the Quaker’s ground at Redcliffe Pit. “Joseph Ring, successor to Richard Frank in the Pottery Business,” in his address stated that he “continues the manufactory of the Bristol Stone Ware, and sells all other sorts of Queen’s and other Ware wholesale and retail.” This last branch of his business he cultivated considerably, and appears to have traded with most of the manufacturers of the day. In 1786 Mr. Ring determined upon manufacturing Queen’s ware, and to that end engaged Anthony Hassel (or Hassells), a potter of Shelton, in Staffordshire, buying from him his stock and moulds, and removing them to Bristol.
Richard Frank died in 1785 at around 73 years old and was buried in the Quaker burial ground at Redcliffe Pit. “Joseph Ring, who took over Richard Frank's pottery business,” mentioned in his speech that he “continues the production of Bristol Stone Ware and sells all types of Queen’s and other Ware both wholesale and retail.” He significantly developed this last part of his business and seemed to have traded with most of the manufacturers of the time. In 1786, Mr. Ring decided to start making Queen’s ware, and to achieve this, he hired Anthony Hassel (or Hassells), a potter from Shelton in Staffordshire, purchasing his stock and molds and moving them to Bristol.

Fig. 739.
Fig. 739.
In 1788 Mr. Ring took two partners, Mr. Taylor and Mr. Carter, he bringing in a capital of £3,000, and Messrs. Taylor and Carter £1,500 jointly. “The Stock and Utensils in Trade at the Pot House in Water Lane, as per Inventory taken this day,” January 9th, 1788, were sold by Mr. Ring to himself and partners, “under the firm of Ring and Taylor,” for £2038 1s. 10d. The manufacture of Delft ware then came to a close.
In 1788, Mr. Ring took on two partners, Mr. Taylor and Mr. Carter. He contributed a capital of £3,000, while Messrs. Taylor and Carter put in a combined total of £1,500. “The stock and utensils in trade at the Pot House in Water Lane, according to the inventory taken this day,” January 9th, 1788, were sold by Mr. Ring to himself and his partners, “under the firm of Ring and Taylor,” for £2,038 1s. 10d. The production of Delft ware then came to an end.
Another Delft ware potter was Joseph Flower, who, in 1775[356] lived at No. 2 on the Quay, and in 1777 removed to 3 Corn Street, where he put a sign-board, painted black, with “Flower, Potter,” in gold letters, for the painting of which he paid Michael Edkins 10s. 6d. Flower’s ware, says Mr. Owen, is thinner and neater in make than most British Delft; the glaze good, and the colour clear and brilliant in tone—indeed, in no respect inferior to Dutch. Fig. 739 is a plate belonging to a dinner service made by Joseph Flower, and now in the possession of his descendant Mr. J. Flower Fussel. It is painted with a Chinese pattern, and bears initial and dates varying from 1742 to 1750. The plate here engraved bears the initials (Fig. 740). In the same hands is a plate dated 1741–2, painted with a view of the river Avon and the old Hotwells House; and two dishes bearing the plan of a battle, and the words “The taking of Chagre in the West Indies by Admiral Vernon.”
Another Delftware potter was Joseph Flower, who, in 1775[356], lived at No. 2 on the Quay, and in 1777 moved to 3 Corn Street, where he put up a sign painted black that read “Flower, Potter” in gold letters. He paid Michael Edkins 10s. 6d. for the painting. According to Mr. Owen, Flower’s ware is thinner and nicer in quality than most British Delft; the glaze is good, and the color is clear and vibrant—indeed, it is in no way inferior to Dutch. Fig. 739 is a plate from a dinner service made by Joseph Flower, and it is now owned by his descendant Mr. J. Flower Fussel. It features a Chinese pattern and has initials and dates ranging from 1742 to 1750. The plate shown here has the initials (Fig. 740). Also in the same collection is a plate dated 1741–2, painted with a view of the river Avon and the old Hotwells House; plus two dishes that depict a battle scene and the words “The taking of Chagre in the West Indies by Admiral Vernon.”

Fig 740.
Fig 740.
Bristol China.
The first mention of the making of china in Bristol occurs in a letter of Richard Champion, dated February 26, 1766. In July, 1765, a box of “porcelain earth” “from the internal part of the Cherokee nations, 400 miles from hence (Charles Town), on mountains scarcely accessible,” was consigned to him, by his brother-in-law, to be forwarded to the Worcester china works to be used there in experiments. The letter of advice was dated Charles Town, 1765. At the same time another box of this earth was sent to Champion for the Earl of Hyndford, who desired Champion to open it and try experiments, or give it to Thomas Goldney “who is a very curious gentleman.” In the letter of February 28th Champion, writing to Lloyd, by whom it was consigned, says Mr. Goldney has declined the clay. “I therefore,” he adds, “had it tried at a manufactory set up here some time ago on the principle of the Chinese porcelain; but not being successful is given up.” “The proprietors of the work in Bristol imagined they had discovered in Cornwall all the materials similar to the Chinese; but though they burnt the body part tolerably well, yet there were impurities in the glaze or stone, which were insurmountable even in the greatest fire they could give it, and which was equal to a glass-house heat.” These works he had personally, in November, 1765, spoken of as “a new work just established,” and[357] says, “this new work is from a clay and stone discovered in Cornwall, which answers the description of the Chinese; but in burning there is a deficiency, though the body is perfectly white within but not without, which is always smoaky. This clay is very much like, but not quite so fine as the Cherokee; however there can be no chance of introducing the latter as a manufacture when it can be so easily procured from Cornwall.”[91] This “new work” which had been tried and failed was doubtless connected with Cookworthy of Plymouth. In 1764 he is spoken of as “the first inventor of the Bristol china works.” Champion, at all events, it is clear from the letters, had nothing to do with it, and probably his first idea of making china was got from the fact of the box of porcelain earth being consigned to him for the Worcester works. In March, 1768, Cookworthy, the discoverer of the material, the mainspring in all those matters, and the first to try experiments and bring to a successful issue the manufacture of porcelain from the Cornish materials he had found, took out his patent.[92] Soon after this the manufacture of china was again commenced in Bristol by Richard Champion. In 1771 a china manufactory, carried on by “William Cookworthy & Co.,” appears to have been in operation in Castle Green—the “Co.,” there can be no reasonable doubt, being Richard Champion and others. In May, 1774, William Cookworthy assigned his patent right, &c., to Champion, and the Plymouth manufactory, which had probably been previously removed to Bristol, was finally closed; in the rate-books the firm being, from 1773 to 1780, “Richard Champion & Co.,” in 1781 “Richard Champion” only; and in the following year the premises are stated to have been occupied by a pipe-maker named J. Carey.
The first mention of making china in Bristol appears in a letter from Richard Champion, dated February 26, 1766. In July 1765, a box of “porcelain earth” “from the interior part of the Cherokee nations, 400 miles from here (Charleston), on mountains that are hardly accessible,” was sent to him by his brother-in-law to be forwarded to the Worcester china works for experiments. The letter of advice was dated Charleston, 1765. At the same time, another box of this earth was sent to Champion for the Earl of Hyndford, who asked Champion to either test it or give it to Thomas Goldney “who is a very curious gentleman.” In his letter on February 28, Champion writes to Lloyd, who sent it, that Mr. Goldney has declined the clay. “I therefore,” he adds, “had it tested at a factory set up here some time ago based on the Chinese porcelain principles; but after not being successful, it has been given up.” “The owners of the work in Bristol thought they had found all the materials in Cornwall similar to those used in China; but while they managed to fire the body decently, there were impurities in the glaze or stone that proved impossible to overcome, even in the hottest fire they could produce, which was similar to glass-house heat.” He had personally mentioned these works in November 1765 as “a new work just established,” and says, “this new work comes from clay and stone discovered in Cornwall, which matches the description of the Chinese; but in firing, there’s a shortcoming, even though the body is perfectly white on the inside but not on the outside, which is always smoky. This clay is somewhat similar, but not quite as fine as the Cherokee; however, there’s no chance of introducing the latter as a viable manufacture when it can be so easily sourced from Cornwall.” This “new work,” which had been attempted and failed, was likely linked to Cookworthy of Plymouth. In 1764, he is referred to as “the first inventor of the Bristol china works.” It’s clear from the letters that Champion had nothing to do with it, and he likely got his initial idea for making china from the fact that the box of porcelain earth was sent to him for the Worcester works. In March 1768, Cookworthy, the discoverer of the material and the key figure in all these matters, and the first to experiment successfully with manufacturing porcelain from the Cornish materials he discovered, obtained his patent. Soon after this, Richard Champion again started producing china in Bristol. In 1771, a china manufactory run by “William Cookworthy & Co.” seems to have been operating in Castle Green—the “Co.,” there can be no reasonable doubt, being Richard Champion and others. In May 1774, William Cookworthy assigned his patent rights, etc., to Champion, and the Plymouth manufactory, which had likely been previously moved to Bristol, was finally shut down; in the rate books, the firm was listed as “Richard Champion & Co.” from 1773 to 1780, as “Richard Champion” only in 1781; and the following year, it’s noted that the premises were occupied by a pipe-maker named J. Carey.
“Every circumstance investigated,” says Mr. Owen, in his valuable work “Ceramic Art in Bristol,” “proves that Champion first commenced china-making under licence from the patentee (Cookworthy). Mr. Edward Brice advanced £1,000 in aid of the work in February, 1768; the partnership in 1768 consisted of Richard Champion, Joseph Harford, and Thomas Winwood”—Harford contributing £3,000 to the capital. On the 1st February, 1769, the partnership was dissolved. Mr. Joseph Fry, without being a partner, is also stated to have contributed £1,500 to the scheme. In 1771 an advertisement of “Some beautiful dessert services, ornamental figures, candlesticks, and many other valuable articles of the Bristol manufactory,” were advertised to be on sale “on retail at Taylor’s Hall” in that city.
“Every situation examined,” says Mr. Owen in his important work “Ceramic Art in Bristol,” “shows that Champion first started making china under a license from the patent holder (Cookworthy). Mr. Edward Brice provided £1,000 to support the effort in February 1768; the partnership in 1768 included Richard Champion, Joseph Harford, and Thomas Winwood”—Harford contributed £3,000 to the capital. On February 1, 1769, the partnership was dissolved. Mr. Joseph Fry, while not a partner, is also noted to have contributed £1,500 to the project. In 1771, an advertisement for “Some beautiful dessert services, decorative figures, candlesticks, and many other valuable items from the Bristol factory,” was published for sale “at retail at Taylor’s Hall” in that city.
In 1772, as Mr. Owen incontestably shows, the china works were in full operation in Bristol. On August 15th of that year the following advertisement appeared:—
In 1772, as Mr. Owen clearly demonstrates, the china factories were fully operational in Bristol. On August 15th of that year, the following advertisement was published:—
[358]
[358]
“China. For Sale by Auction at the Taylors-Hall in Broad Street, on Tuesday the 1st of September and the following days, Useful and Ornamental China, The produce of the Bristol Manufactory, consisting of very elegant Figures, beautiful Vases, Jars, and beakers, with all kinds of useful China, blue and white and enamel’d. To be sold without Reserve. J. Stephens, auctioneer. The whole to be Viewed the Saturday and Monday preceding the Sale, from Ten in the morning till Two, and from Three till Six in the Afternoon. The Manufactory is still carried on in Castle Green, where all persons may be supplied with useful or ornamental China, Wholesale or Retail.”
“China. For Sale by Auction at the Taylors-Hall in Broad Street, on Tuesday, September 1st, and the following days, Useful and Ornamental China, produced by the Bristol Manufactory, including elegant figures, beautiful vases, jars, and beakers, along with all kinds of useful china, in blue and white and enamel. To be sold without Reserve. J. Stephens, auctioneer. The entire collection will be available for viewing on the Saturday and Monday before the sale, from 10 AM to 2 PM and from 3 PM to 6 PM. The Manufactory is still operating in Castle Green, where anyone can purchase useful or ornamental china, either wholesale or retail.”
In November, 1772, the following still more illustrative advertisement appeared:—
In November 1772, the following even more illustrative advertisement was published:—
“China. At the Manufactory in Castle Green, Bristol, are sold various kinds of The True Porcelain, Both Useful and Ornamental, consisting of a new assortment. The Figures, Vases, Jars, and Beakers are very elegant, and the useful ware exceedingly good. As this Manufactory is not at present sufficiently known, it may not be improper to remark that this Porcelain is wholly free from the Imperfections in Wearing which the English China usually has, and that its Composition is equal in fineness to the East Indian, and will wear as well. The enamell’d Ware, which is rendered nearly as cheap as the English blue and white, comes very near and in some Pieces equal to Dresden, which this work more Particularly imitates. N.B. There is some of the old Stock, which will be sold very cheap.—Two or three careful Boys wanted. ☞ Also at Cadell’s Tea and China Shop, No. 20, in Wine Street, is to be sold Retail, on the same Terms as at the Manufactory, a new and elegant Assortment of the above Porcelain.”
“China. At the factory in Castle Green, Bristol, you can find various types of True Porcelain, both functional and decorative, featuring a new collection. The figures, vases, jars, and beakers are very stylish, and the useful items are of excellent quality. Since this factory is not widely known yet, it's worth mentioning that this porcelain is completely free from the wear flaws that usually affect English china, and its quality is on par with East Indian porcelain, wearing just as well. The enamelled items, which are priced almost as low as the English blue and white, come very close to and in some pieces equal Dresden porcelain, which this collection particularly imitates. N.B. Some of the old stock will be sold at very low prices. —Two or three careful boys wanted. ☞ Also at Cadell's Tea and China Shop, No. 20, in Wine St., there’s a new and elegant selection of the above porcelain available for retail, on the same terms as at the factory.”
In January, 1773, as again shown by Mr. Owen, to whom the world is much indebted for many years’ laborious searchings into every available source of knowledge, and whom I have to thank for much information, another advertisement appeared as follows:—
In January 1773, as Mr. Owen has shown once again—someone who the world owes a lot to for his many years of diligent research into every possible source of knowledge, and to whom I am grateful for much of the information—I saw another advertisement that read as follows:—
“The True Porcelain, both useful and ornamental, Consisting of a large and elegant assortment (Particularly some beautiful Imitations of the Dresden) on any low Terms, to induce the Public to encourage a Manufactory the first of the kind introduced into England, and now brought to Great Perfection. Its texture not to be distinguished from East India China, and will wear equally well. Some of the old Stock selling remarkably cheap.”
“The True Porcelain, both functional and decorative, features a large and elegant selection (especially some lovely imitations of Dresden) at very affordable prices, encouraging the public to support a factory that is the first of its kind in England and has now reached great perfection. Its texture is indistinguishable from East India China and will last just as well. Some of the older stock is being sold at remarkably low prices.”
From these it is evident the Bristol works were carried on simultaneously with those of Plymouth in the last few years of those later works, and that, like Plymouth, “vases, jars, and beakers, very elegant,” were produced, as well as the ordinary classes of useful goods. In June, 1773, his prices are advertised as “Complete Tea Sets in the Dresden taste highly ornamented £7 0s. 0d. to £12 12s. 0d. and upwards. Tea Sets, 43 pieces, of various prices as low as £2 2s. 0d. Cups and Saucers from 3s. 6d. to 5s. 6d. per half-dozen, and all other sorts of useful Ware proportionately cheap.”
From this, it’s clear that the Bristol works were happening at the same time as those in Plymouth during the last few years of those later productions. Like Plymouth, they produced “very elegant” vases, jars, and beakers, in addition to the usual kinds of practical items. In June 1773, their prices were advertised as “Complete Tea Sets in the Dresden style, highly ornamented, priced from £7 0s. 0d. to £12 12s. 0d. and up. Tea Sets, 43 pieces, at various prices as low as £2 2s. 0d.. Cups and Saucers ranged from 3s. 6d. to 5s. 6d. per half-dozen, and all other types of useful ware were proportionately inexpensive.”
Whatever may have been the position of the manufactory at Bristol, and by whomever—whether “W. Cookworthy & Co.,” “R. Champion & Co.,” or “R. Champion” alone—it was carried on previous to that date, certain it is that (as I have stated) in 1774 Cookworthy[359] sold his patent right, &c., to Champion, closed his Plymouth works, and from that time forth ceased to have any connection with china making.
No matter what the state of the factory in Bristol was, and regardless of whether it was run by “W. Cookworthy & Co.,” “R. Champion & Co.,” or just “R. Champion” alone, it's clear that (as I've mentioned) in 1774, Cookworthy[359] sold his patent rights, etc., to Champion, shut down his Plymouth factory, and from then on, had no further involvement in making china.
In 1774, then, “Richard Champion, of Bristol, merchant,” became possessed of Cookworthy’s patent. The deed of assignment of the patent rights, &c., from Cookworthy to Champion, is dated May 6th, 1774, and among other “considerations” it was covenanted that whatever the amount of value of the raw material (the Cornish clay and stone which Cookworthy had discovered and brought into use) Champion used in the course of a year, an equal amount of money should be paid to Cookworthy. For example, if, in the course of a year, Champion paid £1000 for material in Cornwall, he would also have to pay another £1000 to Cookworthy for the privilege of using it, thus doubling the price of the material from that at which Cookworthy had himself worked it. Of this, however, more presently.
In 1774, “Richard Champion, a merchant from Bristol,” acquired Cookworthy’s patent. The deed transferring the patent rights from Cookworthy to Champion is dated May 6th, 1774, and included various “considerations.” One of the agreements was that for every value of the raw material (the Cornish clay and stone that Cookworthy had discovered and put to use) Champion used in a year, he would pay Cookworthy an equal amount of money. For instance, if Champion spent £1000 on material in Cornwall over the year, he would also owe another £1000 to Cookworthy for the right to use it, effectively doubling the price of the material from what Cookworthy had originally paid. More on this later.

Figs. 741 and 742.—Portraits of Richard Champion and Judith his wife.
Figs. 741 and 742.—Portraits of Richard Champion and his wife Judith.
Champion was, evidently, a man before his time in Bristol, enthusiastic in everything which could tend to improve that city commercially or otherwise, and ever ready to expend his energies and his money in furtherance of useful schemes and beneficial manufactures. He was, it will have been seen, just the kind of man to enter earnestly, and even enthusiastically, into the scheme of making porcelain on a principle that should employ native materials only, and which bid fair to be a great and lasting benefit, not only to his city, but to the community at large.
Champion was clearly ahead of his time in Bristol, passionate about anything that could help improve the city, both economically and otherwise. He was always willing to put in his energy and money into projects that were useful and beneficial. As we can see, he was exactly the kind of person to get deeply involved, even enthusiastically, in the plan to create porcelain using only local materials, which promised to be a significant and lasting advantage, not just for his city but for the community as a whole.
I have shown, then, that Richard Champion, in 1774, by deed of assignment from Cookworthy, dated May 6th in that year, became the sole proprietor of the patent right, and everything connected with the china works, for which he covenanted, among other things, to pay to Cookworthy, his heirs, executors, &c., a profit equal to the first cost of the raw material used in his manufactory. The[360] first arrangement was that this royalty was to be perpetual, but it was afterwards restricted to ninety-nine years—the time of the lease for the raw materials. Having thus become proprietor of the concern which had at one time been carried on jointly by Cookworthy, Lord Camelford, and himself (and probably others), he, on the 22nd of the following February, 1775, presented a petition to the House of Commons, praying for the term of patent right to be enlarged for a further period of fourteen years to himself. His petition was referred to a committee, which began its sittings on the 28th of April. The following is the report of the committee of the House of Commons upon the petition:—
I have demonstrated that Richard Champion, in 1774, through a deed of assignment from Cookworthy, dated May 6th of that year, became the sole owner of the patent rights and everything related to the china works. He agreed to pay Cookworthy, as well as his heirs, executors, etc., a profit equal to the initial cost of the raw materials used in his factory. The first arrangement stated that this royalty would be forever, but it was later limited to ninety-nine years—the duration of the lease for the raw materials. Having taken ownership of the enterprise, which had previously been jointly operated by Cookworthy, Lord Camelford, and himself (and possibly others), he presented a petition to the House of Commons on February 22nd, 1775, requesting an extension of the patent rights for an additional fourteen years. His petition was forwarded to a committee, which began its sessions on April 28th. The following is the committee's report from the House of Commons regarding the petition:—
“To prove the Allegations of the said petition, His present Majesty’s Letters Patent, dated 17th March, 1768, granted to William Cookworthy, of Plymouth, Chymist, for the sole use and Exercise of a Discovery of Materials, of the same Nature as those of which the Asiatic and Dresden Porcelain are made, were produced to your Committee and read.
“To support the claims in the petition, His current Majesty’s Letters Patent, dated March 17, 1768, awarded to William Cookworthy of Plymouth, Chemist, for the exclusive use and application of a discovery of materials similar to those used in Asiatic and Dresden porcelain, were presented to your Committee and reviewed.”
“That an Assignment of the said Letters Patent from the said William Cookworthy to the petitioner, dated 6th May, 1774, were also Produced and read; and
“That an Assignment of the said Letters Patent from the said William Cookworthy to the petitioner, dated May 6, 1774, was also produced and read; and
“Mr. John Britain being examined, said That he has great Experience in several China Manufactures, and has made several Trials upon all those which had been manufactured in England, and finds that all of them, except that of Bristol, were destroyed in the same fire which brings the same Bristol to Perfection.
“Mr. John Britain was examined and stated that he has extensive experience in various China manufacturing processes. He has tested all the products made in England and found that all of them, except for those from Bristol, were destroyed in the same fire that perfected the Bristol manufacturing.”
“And he produced to your committee several samples of the said kinds of China, which shewd the effect upon china severally, and said that they had not been able to bring the Bristol China to a marketable commodity so as to furnish an order until within the last Six Months, but that sometimes they succeeded and at other times not; but that now they can execute any order.
“And he presented several samples of the mentioned types of china to your committee, showing the effects on each kind, and stated that they hadn't been able to make Bristol china a marketable product until the last six months. He mentioned that sometimes they were successful and other times not, but now they can fulfill any order.”
“That they have lately made considerable Improvements in the said manufacture, and particularly are endeavouring to perfect the Blue, in which as yet they have not entirely succeeded, though they have now a Gentleman who has succeeded in a small way, in which they have been at a considerable expence; that the witness thinks the manufacture is capable of further improvements; that they can afford it at a price equal to Foreign China of equal goodness; and that they have made some Specimens equal to good Dresden; that he had not seen any Dresden ornamental China equal to the Vases produced to your committee, nor anything equal to the Biscuit in those Vases and other Ornaments; that the Gilding stands well; that Seve China differs from this—the Ornamental is more of a cream colour, but the glaze is so soft that it will not bear using; that he believes the Enamell of the Bristol China is as hard as the Dresden and harder than the Chinese; that they can make it of any degree of thickness required; that there is the difference between the Bristol China and the Seve and several other kinds, that when they are broke they seem as dry as a Tobacco Pipe; that this is the case of all the English China; but the Dresden, the Bristol, and the Asiatic China have when broke a moist and Lucid appearance, in proof of which he produced Fragments of the several kinds. That the Bristol China will stand hot water without splitting; that he has never known an instance of it splitting, though he has known several pieces of the Asiatic split; that the gold does not come off the Bristol; that there are some china which frequent use turns brown and cracks, which the Witness thinks arises from there not being a proper Union between the Body and the glaze; that the Manufacturers have their Glaze made into a glass previous to its being applied to the Body, but that that is not the case with the Bristol. That they can make plates, but have had great Difficulties. That they have not hitherto much attended to that object, but have applied themselves to perfecting the body as a Body and the Glaze as a glaze; that they can render this China in most Articles as cheap as the Asiatic, and much cheaper than the Dresden.
“They have recently made significant improvements in the manufacture, especially in perfecting the blue color, where they haven't fully succeeded yet. However, they now have a gentleman who has had some success in a limited way, and they've spent quite a bit on it. The witness believes the manufacture can be improved further and that they can price it competitively, matching the quality of foreign china. They've even produced some specimens that are comparable to good Dresden. He hasn't seen any Dresden ornamental china that is as good as the vases produced for your committee, nor anything comparable to the biscuit in those vases and other ornaments. The gilding holds up well. Seve china is different; its ornamental pieces have more of a cream color, but the glaze is so soft that it can't endure regular use. He believes the enamel of Bristol china is just as hard as that of Dresden and harder than the Chinese variety. They can create it at any required thickness. There's a difference between Bristol china and Seve and several other types: when they break, they seem as dry as a tobacco pipe. This is true for all English china, but Dresden, Bristol, and Asiatic china appear moist and translucent when broken, which he demonstrated with fragments of various types. Bristol china can withstand hot water without cracking; he has never seen it split, though he’s seen several pieces of Asiatic china that have. The gold doesn't come off Bristol. Some types of china turn brown and crack with frequent use, which the witness believes is due to a lack of proper union between the body and the glaze. The manufacturers create their glaze into a glass before applying it to the body, but that isn’t the case with Bristol. They can make plates but have faced considerable challenges. They have not focused much on this yet, instead concentrating on perfecting the body and the glaze separately. They can offer this china for most items at a price comparable to Asiatic and much lower than Dresden.
“Then the Witness produced to your committee Specimens of the Asiatic and Chinese[361] materials, and said he found no difference except that the materials of the Asiatic shrunk in the Burning One 42d Part more than those of Bristol, and judges the Bristol materials to be better. Then,
“Then the Witness showed your committee samples of the Asiatic and Chinese[361] materials, and said he found no difference except that the materials from the Asiatic shrank in the Burning One 42nd Part more than those from Bristol, and he believes the Bristol materials are better. Then,
“Mr. Samuel Hardensydes Produced to your committee several pieces of China which he had lately tried Experiments on in London; and being examined, said that he had put India, Dresden, Bristol, and other English China into the fire in the same Crucible; that the India, Dresden, and Bristol came out in the same state they were put in; the Bristol was tried three times and stood it; the Fire moved the Gilding into Grains, but had no other Effect upon it; in other respects it was rather better for the Fire.
“Mr. Samuel Hardensydes presented several pieces of China to your committee that he had recently experimented with in London. When asked about it, he explained that he had placed India, Dresden, Bristol, and other English China into the same crucible. He noted that the India, Dresden, and Bristol came out unchanged, while the Bristol was tested three times and endured the heat. The fire caused the gilding to break apart into grains but had no other effect; in fact, it seemed to improve the overall condition of the piece."
“Ordered, That leave be given to bring in a Bill for enlarging the Letters patent.
Ordered, That permission be granted to introduce a Bill to expand the Letters patent.
“And that Mr. Frederick Montagu, Mr. Cruger, Mr. Harris, Mr. Cooper, the Lord Clare, and Mr. Eden, do appear and bring in the same.”
“And that Mr. Frederick Montagu, Mr. Cruger, Mr. Harris, Mr. Cooper, the Lord Clare, and Mr. Eden, come forward and present the same.”
By this time he had prepared and produced some remarkably fine specimens of china made at his works, for examination by the committee, and it is not too much to say that at this period his productions were of the highest rank. The result of his application was the ultimate passing of an Act of Parliament, by which the patent was accordingly enlarged. This Act, which contains a vast deal of valuable and interesting information, I give in extenso, for the benefit of my readers.[93] It was passed in 1775 (15 Geo. III., cap. 52), and is entitled, “An Act for enlarging the term of Letters Patent granted by his present Majesty to William Cookworthy, of Plymouth, Chymist, for the sole use and exercise of a discovery of certain materials for making Porcelain, in order to enable Richard Champion, of Bristol, merchant (to whom the said Letters Patent have been assigned), to carry the said discovery into effectual execution for the benefit of the public.” It is as follows:—
By this time, he had prepared and produced some truly excellent pieces of china from his workshop for the committee to review, and it’s fair to say that at this stage, his work was of the highest quality. His efforts led to the eventual passing of an Act of Parliament, which expanded his patent. This Act, which includes a wealth of valuable and interesting information, I provide in extenso for the benefit of my readers.[93] It was passed in 1775 (15 Geo. III., cap. 52), and is titled, “An Act for enlarging the term of Letters Patent granted by his present Majesty to William Cookworthy, of Plymouth, Chymist, for the sole use and exercise of a discovery of certain materials for making Porcelain, in order to enable Richard Champion, of Bristol, merchant (to whom the said Letters Patent have been assigned), to carry the said discovery into effective execution for the benefit of the public.” It is as follows:—
“Whereas his present Majesty King George the Third has been graciously pleased to grant his Royal Letters Patent under the Great Seal of Great Britain unto William Cookworthy, Chymist, in the words, or to the effect, following; that is to say: George the Third by the grace of God of Great Britain, France, and Ireland, King, Defender of the Faith, and so forth, to all to whom these presents shall come, greeting: Whereas, William Cookworthy, of Plymouth, in the County of Devon, Chymist, has by his petition humbly represented unto us that he hath by a series of experiments discovered that materials of the same nature as those of which the Asiatic porcelain is made are to be found in immense quantities in our island of Great Britain, which ingredients are distinguished in our two counties of Devon and Cornwall by the names of moor stone, and growan, and growan clay; that the ware which he hath prepared from these materials hath all the character of the true porcelain in regard to grain, transparency, colour, and infusibility, in a degree equal to the Chinese or Dresden ware: whereas, all the manufactures of porcelain hitherto carried on in Great Britain have been only imitations of the genuine kind, wanting the beauty of colour, and the smoothness and lustre of grain, and the great characteristic of genuine porcelain sustaining the most extreme degree of fire without melting; that this discovery hath been attended with great labour and expense, and, to the best of his knowledge and belief in regard to this kingdom, is new and his own, the materials being, even at this time, applied to none of the uses of pottery but by him and those under his direction; and that he verily believes this invention will be of great advantage to the public. He, therefore, most humbly prayed us that we should be pleased to grant him our Royal Letters[362] Patent for the sole making and vending of this new invented porcelain, composed of moor stone or growan, and growan clay, within that part of our kingdom of Great Britain called England, our dominion of Wales, and the town of Berwick-upon-Tweed, for the space of fourteen years, according to the statute in that case made and provided: we, being willing to give encouragement to all arts and inventions which may be for the public good, are graciously pleased to condescend to the petitioner’s request. Know ye, therefore, that we, of our especial grace, certain knowledge, and meet motion, have given and granted, and for these presents our heirs and successors do give and grant unto the said William Cookworthy, his executors, administrators, and assigns, our special licence, full power, sole privilege and authority, that he, the said William Cookworthy, his executors, administrators, and assigns, and every of them, by himself and themselves, or by his or their deputy or deputies, servants, or agents, or such others as the said William Cookworthy, his executors, administrators, and assigns shall at any time agree with, and no others, from time to time, and at all times hereafter during the term of years herein expressed, shall, and lawfully may make, use, exercise, and vend his said invention within that part of Great Britain called England, our dominion of Wales, and the town of Berwick-upon-Tweed, and in such a manner as he, the said William Cookworthy, his executors, administrators, and assigns, or any of them, in their discretions seem meet; and that the said William Cookworthy, his executors, administrators, and assigns shall, and lawfully may, enjoy the whole profit, benefit, commodity, and advantage from time to time coming, growing, accruing, and arising by reason of the said invention for and during the term of years herein mentioned, to have, hold, exercise, and enjoy the said licence, privileges, and advantages hereinbefore granted, or mentioned to be granted, to the said William Cookworthy, his executors, administrators, and assigns, for and during and to the full end of the term of fourteen years from the date of these presents next and immediately ensuing, and fully to be completed and ended according to the statute in such case made and provided, and to the end that he, the said William Cookworthy, his executors, administrators, and assigns, and every of them, may have and enjoy the full benefit and the sole use and exercise of the said invention, according to our gracious intention hereinbefore declared; we do by these presents, for us, our heirs and successors, require and strictly command all and every person and persons, bodies politic and corporate, and all other our subjects whatsoever, of what estate, quality, degree, name, or condition soever they be, within that said part of Great Britain called England, our dominion of Wales, and our town of Berwick-upon-Tweed aforesaid, that neither they nor any of them, at any time during the continuance of the said term of fourteen years hereby granted, either directly or indirectly, do make, use, or practise the said invention or any part of the same so attained unto by the said William Cookworthy as aforesaid, nor in anywise counterfeit, imitate, or resemble the same, nor shall make, or cause to be made, any addition thereunto, or substraction from the same, whereby to pretend himself or themselves to be the inventor or inventors, deviser or devisers thereof, without the licence, consent, or agreement of the said William Cookworthy, his executors, administrators, or assigns, in writing under his or their hands and seals, first had and obtained in that behalf, upon such pains and penalties as can or may be justly inflicted on such offenders for their contempt of this our Royal command; and further, to be answerable to the said William Cookworthy, his executors, administrators, and assigns according to law for his and their damages thereby occasioned; and moreover, we do by these presents, for us, our heirs, and successors, will and command all and singular the justices of the peace, mayors, sheriffs, bailiffs, constables, head boroughs, and all other officers and ministers whatsoever, of us, our heirs, and successors for the time being, that they, or any of them, do not, nor shall at any time hereafter during the said term hereby granted the said William Cookworthy, his executors, administrators, or assigns, or any of them, or his or their deputies, servants, or agents, in anywise molest, trouble, or hinder the said William Cookworthy, his executors, administrators, and assigns, or any of them, or his or their deputies, servants, or agents, in or about the due and lawful use or exercise of the aforesaid invention or anything relating thereto: Provided always, and these our Letters Patent are and shall be upon this condition, that if at any time during the said term here granted, it shall be made to appear to us, our heirs, or successors, or any six or more of our or their Privy Council, that this our grant is contrary to law, or prejudicial or inconvenient to our subjects in general, or that if the said invention is not a new invention as to the public use and exercise thereof, in that part of our kingdom of Great Britain called England, our dominion of Wales, and town of Berwick-upon-Tweed aforesaid, or not invented or found out by the said William Cookworthy as aforesaid,[363] then, upon signification or declaration thereof, to be made by us, our heirs and successors, under our or their signet or Privy Seal, or by the lords of our or their Privy Council, or any six or more of them under their hand, these our Letters Patent shall forthwith cease, determine, and be utterly void to all intents and purposes, anything hereinbefore contained in anywise notwithstanding. Provided also, that these our Letters Patent, or anything herein contained, shall not extend to or be construed to extend to the privileges of the said William Cookworthy, his executors, administrators, or assigns, or any of them, to use or imitate any invention or work whatsoever which has heretofore been found out or invented by any other of our subjects whatsoever, or publicly used or exercised in that part of our kingdom of Great Britain called England, our dominion of Wales, and town of Berwick-upon-Tweed aforesaid, unto whom, the like Letters Patent or privileges have already been granted for the sole use, exercise, and benefit thereof, it being our will and pleasure that the said William Cookworthy, his executors, administrators, and assigns, and all and every person or persons to whom the like Letters Patent or privileges have already been granted as aforesaid, shall distinctly use and practice their several inventions by them invented and found out, according to the true intent and meaning of the said Letters Patent and of these presents. Provided, likewise, nevertheless, and these our Letters Patent are upon this express condition, that the said William Cookworthy, his executors, administrators, or assigns, or any person or persons which shall or may be at any time or times hereafter, during the continuance of this grant, have or claim any right, title, or intent, in law or equity, or of, in, or to the power, privilege, and authority of the sole use of the said benefit hereby granted, shall make any transfer or assignment, or pretended transfer or assignment, of the said liberty and privilege, or any share or shares for the benefit or profit thereof, or shall declare any trust thereof to or for any number of persons exceeding the number of five, or shall open, or cause to be opened, any book or books for public subscriptions to be made by any number of persons exceeding the number of five for such or the like intents or purposes, or shall presume to act as a corporate body, or shall divide the benefit of these our Letters Patent, or the liberty and privileges hereby by us granted, into any number of shares exceeding the number of five, or shall commit or do, or shall procure to be committed or done, any act, matter, or thing whatsoever, during the time such person or persons shall have any right or title, either in law or equity, in or to the said premises which shall be contrary to the true intent and meaning of a certain Act of Parliament, made in the sixth year of the reign of our late royal greatgrandfather King George the First, entituled, ‘An Act for the better securing certain powers and privileges, intended to be granted by his Majesty by two charters, for the Insurance of Ships and Merchandize by Sea, and for laying money out upon bottoming, and for restraining several extravagant and unwarrantable practices therein mentioned,’ or in case the said privilege or authority shall at any time hereafter become vested in, or in trust for, any number of more than five persons or their representatives (reckoning executors or administrators as for the single person whom they represent, as to such interest as they are or shall be entitled to in right of such testator or intestate), that then, and in any of the said cases, these our Letters Patent, and all liberties and advantages whatsoever hereby granted, shall utterly cease and become void, anything hereinbefore contained to the contrary thereof, anywise, notwithstanding. Provided also, if the said William Cookworthy shall not particularly describe and ascertain the nature of his invention, and in what manner the same is to be performed, by an instrument in writing, under his hand and seal, and cause the same to be enrolled in our High Court of Chancery within four calendar months next and immediately after the date of these our Letters Patent, that then these our Letters Patent, and all liberties and advantages whatsoever hereby granted, shall utterly cease, determine, and become void, anything hereinbefore contained to the contrary thereof in anywise notwithstanding. And, lastly we do by these presents, for us, our heirs and successors, grant unto the said William Cookworthy, his executors, administrators, and assigns, that these, our Letters Patent, or the enrollment of the exemplification thereof, shall be in and by all things good, firm, valid, sufficient, and effectual in the law, according to the true intent and meaning thereof, and shall be taken, construed, and adjudged in the most favourable and beneficial sense for the best advantage of the said William Cookworthy, his executors, administrators, and assigns, as well in all our Courts of Record as elsewhere, and by all and singular the officers and ministers whatsoever of us, our heirs, and successors in that part of the said kingdom of Great Britain called England, our dominion of Wales, and town of Berwick-upon-Tweed aforesaid, and amongst all and every the subjects of us, our heirs, and successors whatsoever and wheresoever, notwithstanding the not full and[364] certain describing the nature or quality of the said invention, or of the materials thereto conducing and belonging, in witness whereof we have caused these our Letters to be made patent: witness ourself, at Westminster, the seventeenth day of March, in the eighth year of our reign.
“Whereas His Majesty King George the Third has kindly decided to grant his Royal Letters Patent under the Great Seal of Great Britain to William Cookworthy, Chemist, in the following words or to the effect: George the Third by the grace of God, King of Great Britain, France, and Ireland, Defender of the Faith, to all whom these presents shall come, greetings: Whereas, William Cookworthy, of Plymouth, in the County of Devon, Chemist, has humbly petitioned us, representing that through a series of experiments he has discovered that materials similar to those used in Asiatic porcelain can be found in large quantities in our island of Great Britain, specifically in our two counties of Devon and Cornwall, known as moor stone, growan, and growan clay; that the products he has created from these materials have all the characteristics of true porcelain regarding grain, transparency, color, and resistance to melting, comparable to that of Chinese or Dresden ware: whereas, all porcelain manufacturing so far conducted in Great Britain has only produced imitations of the genuine kind, lacking the beauty of color, smoothness, and brilliance of grain, and the key feature of genuine porcelain which can endure extreme heat without melting; that this discovery has required considerable labor and expense, and to the best of his knowledge is new and his own, as these materials are only being utilized for pottery by him and those under his direction; and he genuinely believes that this invention will greatly benefit the public. He, therefore, most humbly requests that we grant him our Royal Letters[362] Patent for the exclusive production and sale of this newly invented porcelain, made from moor stone or growan and growan clay, within that part of our kingdom of Great Britain known as England, our dominion of Wales, and the town of Berwick-upon-Tweed, for a period of fourteen years, according to the statute provided for such cases: we, aiming to encourage all arts and inventions beneficial to the public, are pleased to agree to the petitioner's request. Know ye, therefore, that we, of our special grace, certain knowledge, and proper motion, have given and granted, and for these presents our heirs and successors do give and grant to the said William Cookworthy, his executors, administrators, and assigns, our special license, full power, sole privilege and authority, that he, the said William Cookworthy, his executors, administrators, and assigns, and each of them, by himself and themselves, or through his or their deputy, servants, or agents, or others as agreed with by the said William Cookworthy, his executors, administrators, and assigns, shall, and lawfully may make, use, exercise, and sell his said invention within that part of Great Britain called England, our dominion of Wales, and the town of Berwick-upon-Tweed, as he, the said William Cookworthy, his executors, administrators, and assigns, or any of them, see fit; and that the said William Cookworthy, his executors, administrators, and assigns shall, and lawfully may, enjoy all profits, benefits, goods, and advantages arising from the said invention during the term specified, to have, hold, exercise, and enjoy the said license, privileges, and advantages granted, or mentioned to be granted, to the said William Cookworthy, his executors, administrators, and assigns for a total of fourteen years from the date of these presents next following, fully to be completed and ended according to the statute made and provided for such cases, and to ensure that he, the said William Cookworthy, his executors, administrators, and assigns, and each of them, enjoy the full benefit and sole use of the said invention, according to our gracious intention declared above; we do, by these presents, on behalf of us, our heirs, and successors, require and strictly command all persons, bodies politic and corporate, and all our subjects whatsoever, of any estate, quality, degree, name, or condition, within that part of Great Britain known as England, our dominion of Wales, and the town of Berwick-upon-Tweed, that neither they nor any of them, during the granted term of fourteen years, directly or indirectly make, use, or practice the said invention or any part attained by the said William Cookworthy as specified, nor counterfeit, imitate, or resemble the same, nor make any modifications or variations that may falsely suggest themselves as the inventor or inventors without the permission, consent, or agreement of the said William Cookworthy, his executors, administrators, or assigns, in writing under his or their hands and seals, first obtained in that regard, under the penalties that may rightfully be imposed on such offenders for contempt of our Royal command; and further, to be accountable to the said William Cookworthy, his executors, administrators, and assigns according to law for any resulting damages; and moreover, we do by these presents, for us, our heirs, and successors, will and command all justices of the peace, mayors, sheriffs, bailiffs, constables, head boroughs, and all other officials of us, our heirs, and successors for the time being, that they, or any of them, do not, during the granted term, in any way trouble, disturb, or interfere with the said William Cookworthy, his executors, administrators, or assigns, or any of them, or his or their deputies, servants, or agents, in the lawful use or exercise of the aforementioned invention or related matters: Provided always, and these our Letters Patent are and shall be upon this condition, that if at any time during the granted term it shall be shown to us, our heirs, or successors, or any six or more members of our or their Privy Council, that this grant is unlawful, harmful, or inconvenient to our subjects in general, or if the said invention is not genuinely new for public use in that part of our kingdom of Great Britain known as England, our dominion of Wales, and town of Berwick-upon-Tweed, or not invented or discovered by the said William Cookworthy, then, upon declaration made by us, our heirs, or successors, under our or their signet or Privy Seal, or by the lords of our or their Privy Council, or any six or more of them under their hand, these our Letters Patent shall immediately cease, end, and be entirely void for all purposes, anything contained herein to the contrary notwithstanding. Provided also, that these our Letters Patent, or anything herein, shall not extend to or be interpreted to extend to the privileges of the said William Cookworthy, his executors, administrators, or assigns, or any of them, to use or imitate any invention or work previously discovered or invented by any of our other subjects or publicly used or exercised in that part of our kingdom of Great Britain called England, our dominion of Wales, and town of Berwick-upon-Tweed, to whom similar Letters Patent or privileges have already been granted for exclusive use, exercise, and benefit thereof, with the intention that the said William Cookworthy, his executors, administrators, and assigns, and all others to whom similar Letters Patent or privileges have already been granted shall distinctly use and practice their various inventions as intended by the said Letters Patent and these presents. Additionally, these our Letters Patent are upon this express condition, that the said William Cookworthy, his executors, administrators, or assigns, or any individual who may at any time during this grant claim any rights, titles, or interests in law or equity, shall not transfer or assign, or pretend to transfer or assign, this liberty and privilege, or any shares thereof, or declare any trusts for more than five persons; nor shall they open books for public subscriptions by any number of persons exceeding five for such purposes, nor act as a corporate body, or divide the benefits of these Letters Patent into shares exceeding five, or commit any act contrary to the true intention of a specific Act of Parliament made during the reign of our late great-grandfather King George the First, entitled ‘An Act for the Better Securing Certain Powers and Privileges, Intended to be Granted by His Majesty by Two Charters, for Insurance of Ships and Merchandise by Sea, and for Loans on Bottomry, and for Restraining Several Extravagant and Unwarrantable Practices Therein Mentioned;’ or if the said privilege or authority should at any time hereafter be vested in, or in trust for, more than five persons or their representatives (counting executors or administrators as a single person for the interests they represent), then, in any such cases, these our Letters Patent and all liberties and benefits granted shall cease and become void, anything contained herein to the contrary notwithstanding. Furthermore, if the said William Cookworthy does not specifically describe and define the nature of his invention and how it is to be performed, in a written instrument signed and sealed by him, and cause it to be enrolled in our High Court of Chancery within four months immediately after the date of these Letters Patent, then these Letters Patent and all liberties and advantages granted shall utterly cease, end, and become void, contrary to any previous stipulation. Lastly, we do by these presents, for us, our heirs and successors, grant to the said William Cookworthy, his executors, administrators, and assigns, that these Letters Patent, or their enrollment shall be valid, sufficient, and effective in law, according to their true intent and meaning, and shall be interpreted in the most favorable manner for the greatest benefit of the said William Cookworthy, his executors, administrators, and assigns, in all our Courts of Record and elsewhere, and by all officials and ministers of us, our heirs, and successors in that part of the said kingdom of Great Britain known as England, our dominion of Wales, and town of Berwick-upon-Tweed, and among all our subjects, regardless of any incomplete or unspecified description of the nature or quality of the said invention or its related materials. In witness whereof we have caused these Letters to be made patent: witness ourselves, at Westminster, the seventeenth day of March, in the eighth year of our reign."
“And whereas the said William Cookworthy hath by an instrument in writing, under his hand and seal, described and ascertained the nature of the said invention,[94] and the manner in which the same is to be performed, and hath caused the same to be enrolled in His Majesty’s High Court of Chancery within the time and in the manner directed by the said Letters Patent; and whereas by a deed of assignment, bearing date the sixth day of May, One Thousand Seven Hundred and Seventy-four, the said William Cookworthy (for the consideration therein mentioned) hath assigned all his interest, benefit, and property, in the said Letters Patent and invention, unto Richard Champion, of Bristol, merchant, his executors, administrators, and assigns; and whereas the said Richard Champion hath been at very considerable expense and great pains and labour in prosecuting the said invention, and by reason of the great difficulty attending the manufacture upon a new principle, hath not been able to bring the same to perfection until within the last year, and it will require further pains, labour, and expense, to render the said invention of public utility, for all which trouble and expense the said Richard Champion will not be able to receive an adequate compensation unless the term granted by the said royal Letters Patent be prolonged. To the end therefore that the said Richard Champion may be encouraged to prosecute and complete the said invention, may it please your Majesty (at the humble petition of the said Richard Champion) that it may be enacted, and be it enacted by the King’s most excellent Majesty, by and with the consent of the Lords Spiritual and Temporal, and Commons, in this present Parliament assembled, and by the authority of the same, that all and every the powers, liberties, privileges, authorities, rights, benefits, and advantages, which in and by the said Letters Patent were originally given and granted to him the said William Cookworthy, his executors, administrators, and assigns, and no further or greater than he or the said Richard Champion would have been entitled to if this Act had not been made, shall be, and the same are hereby given and granted, to the said Richard Champion, his executors, administrators, and assigns, and shall be held, exercised, and enjoyed by him the said Richard Champion, his executors, administrators, and assigns, for and during the present term of fourteen years granted by the said Letters Patent; and from and after the end and expiration of the said term of fourteen years thereby granted, for and during the further or additional term of fourteen years, in as full, ample, and beneficial manner, in all respects, and to all intents and purposes whatsoever, as he the said Richard Champion, his executors, administrators, and assigns, could have held and enjoyed the same under and by virtue of the said Letters Patent for the term thereby granted, in case the said Letters Patent had been originally granted by his Majesty to him the said Richard Champion, his executors, administrators, and assigns.
“And whereas the said William Cookworthy has, through a written document signed and sealed by him, described and defined the nature of the said invention, [94] and the way in which it is to be executed, and has ensured the same is registered in His Majesty’s High Court of Chancery within the time and in the manner specified by the said Letters Patent; and whereas by a deed of assignment dated the sixth day of May, One Thousand Seven Hundred and Seventy-four, the said William Cookworthy (for the consideration mentioned therein) has assigned all his interest, benefit, and property in the said Letters Patent and invention to Richard Champion, a merchant from Bristol, along with his executors, administrators, and assigns; and whereas the said Richard Champion has incurred considerable expense and significant effort in developing the said invention, and due to the considerable challenges in manufacturing it based on a new principle, he has not been able to perfect it until the past year, and it will require further effort, labor, and expense to make the said invention useful to the public, for which trouble and expense the said Richard Champion will be unable to receive adequate compensation unless the term granted by the said royal Letters Patent is extended. Therefore, to encourage the said Richard Champion to pursue and complete the said invention, may it please your Majesty (at the humble request of the said Richard Champion) that it may be enacted, and be it enacted by the King’s most excellent Majesty, with the consent of the Lords Spiritual and Temporal, and Commons, assembled in this present Parliament, and by the authority of the same, that all and every power, liberty, privilege, authority, right, benefit, and advantage originally granted to the said William Cookworthy, his executors, administrators, and assigns by the said Letters Patent, and no more than what he or the said Richard Champion would have been entitled to if this Act had not been made, shall be, and are hereby granted to the said Richard Champion, his executors, administrators, and assigns, and shall be held, exercised, and enjoyed by him, the said Richard Champion, his executors, administrators, and assigns, for the current term of fourteen years granted by the said Letters Patent; and after the end of that fourteen-year term, for an additional term of fourteen years, in as full and beneficial a manner, for all intents and purposes, as he, the said Richard Champion, his executors, administrators, and assigns, could have enjoyed under the said Letters Patent for the term granted, as if the said Letters Patent had originally been granted by His Majesty to him, the said Richard Champion, his executors, administrators, and assigns.”
“Provided always, and be it further granted and declared by the authority aforesaid, that if the said Richard Champion shall not cause to be enrolled in the High Court of Chancery, within four months after passing this Act, a specification of the mixture and proportions of the raw materials of which his porcelain is composed, and likewise of the mixture and proportions of the raw materials which compose the glaze of the same (which specification is now in the hands of the Lord High Chancellor of Great Britain); or if the same shall not be a true and just specification of the mixture and proportions of the said materials, then this Act shall cease, determine, and be absolutely void, anything hereinbefore contained to the contrary notwithstanding.
“Always provided, and furthermore granted and declared by the aforementioned authority, that if Richard Champion does not submit a detailed specification of the mixture and proportions of the raw materials used in his porcelain to the High Court of Chancery within four months after this Act is passed—and also a specification of the mixture and proportions of the raw materials that make up the glaze (which specification is currently with the Lord High Chancellor of Great Britain); or if the specification is not accurate and truthful regarding the mixture and proportions of these materials, then this Act shall be null and void, regardless of anything stated earlier in this document.”
“Provided also that nothing in this Act contained shall be construed to hinder or prevent any Potter or Potters, or any other person or persons, from making use of any such raw materials, or any mixture or mixtures thereof (except such mixture of raw materials, and in such proportions, as are described in the specification hereinbefore directed to be enrolled), anything in this Act to the contrary notwithstanding.
“Additionally, nothing in this Act should be interpreted as stopping any potter or other individuals from using any raw materials or any mixtures of them (except for the specific mixtures and proportions described in the specification mentioned earlier), despite anything in this Act to the contrary.”
“And be it further enacted by the authority aforesaid, that this Act shall be adjudged, deemed, and taken to be a public Act, and shall be judicially taken notice of as such by all judges, justices, and other persons whomsoever, without specially pleading the same.”
“And it is further established by the above authority that this Act shall be considered, recognized, and treated as a public Act, and shall be officially acknowledged as such by all judges, justices, and any other individuals, without the need for special pleading.”
[365]
[365]
Between the time, however, of the committee’s sitting and the passing of the Act, Josiah Wedgwood, whose name is always received with reverence by all who study the history of Ceramic Art, ostensibly as the spokesman of the Staffordshire potters, but really at first alone, opposed the grant, on the ground, among others, that the use of the natural productions of the soil ought to be the right of all, and that the restrictions would be detrimental to trade and injurious to the public. In Wedgwood’s “memorial” against the petition of Champion, which he presented to parliament, “Josiah Wedgwood on behalf of himself and the manufacturers of earthenware in Staffordshire,” urges “that the manufacture of earthenware in that county has of late received many essential improvements, and is continually advancing to higher degrees of perfection; that the further improvement of the manufactory must depend upon the application and the free use of the various raw materials that are the natural products of this country; that the raw materials, now secured for a limited time to the petitioner (Champion) may, at the expiration of the patent assigned to him, be of great use to enable the potters throughout Great Britain to improve their manufactures into the finest porcelain, and thereby produce a branch of commerce of more national importance than any of this kind hitherto established;” that Mr. Champion “was not the inventor, but the purchaser only of the unexpired patent granted to another man, who does not appear to have any interest in this application; that the petitioner, therefore, not being the original discoverer, and having purchased the remaining term of the patent at a proportionate price, can have no right to expect a further extension of a monopoly injurious to the community at large, which neither the ingenious discoverer nor the purchaser, for want perhaps of skill and experience in this particular business, have been able, during the space of seven years already elapsed, to bring to any useful degree of perfection;” and that, if he has brought his discovery to perfection, as alleged, the unexpired term of seven years ought to be enough to enable him to reimburse himself. To this memorial of Josiah Wedgwood’s, Champion presented the following honourable reply:—
Between the committee's meeting and the passing of the Act, Josiah Wedgwood, whose name is always held in high regard by those studying the history of Ceramic Art, acted primarily alone but was seen as the representative of Staffordshire potters. He opposed the grant, arguing that the natural resources of the land should be available to everyone and that the restrictions would harm trade and negatively impact the public. In Wedgwood’s “memorial” against Champion's petition, which he presented to Parliament, “Josiah Wedgwood on behalf of himself and the manufacturers of earthenware in Staffordshire,” stated “that the manufacture of earthenware in that county has recently received many significant improvements and is continually advancing toward greater perfection; that further advancements in the industry must rely on the application and the free use of the various raw materials that are natural products of this country; that the raw materials currently secured for a limited time to the petitioner (Champion) might, after the expiration of the patent granted to him, be extremely beneficial in allowing potters across Great Britain to improve their products into the finest porcelain, thereby creating a line of commerce more significant on a national scale than any previously established;” that Mr. Champion “was not the inventor, but merely the purchaser of the unexpired patent granted to someone else, who does not seem to have any stake in this application; that the petitioner, therefore, not being the original discoverer, and having bought the remaining term of the patent at a fair price, has no right to expect an extension of a monopoly detrimental to the community at large, particularly since neither the clever inventor nor the purchaser, perhaps due to a lack of skill and experience in this specific business, have managed to achieve any practical level of perfection in the seven years that have already passed;” and that, if he has perfected his discovery, as claimed, the remaining seven years should be sufficient for him to recoup his investments. In response to Josiah Wedgwood’s memorial, Champion presented the following honorable reply:—
“When Mr. Champion presented a petition to the Honourable House of Commons, praying the aid of parliament for a prolongation of the term granted by the Patent for making porcelain, he built his hopes of success on two circumstances: the first, the apparent utility resulting from such a manufacture carried to a perfection equal to that of the Dresden and Asiatic. The second circumstance on which he grounded his expectation was the sense which[366] he hoped the House would entertain of the justice of compensating, by some reasonable privilege, the great labour, expense, and risque which had been incurred, not only in the invention of the material and composition, but in the improvement of this important manufacture. He was also almost certain that no person whatsoever in this kingdom could, on a supposition of their being prejudiced in their rights in a similar property, have had any cause of complaint, or pretence to interfere with him, or to oppose the prayer of his petition.
“When Mr. Champion presented a petition to the Honourable House of Commons, requesting the help of parliament to extend the term granted by the Patent for making porcelain, he based his hopes of success on two main points: first, the clear benefits that would come from a production process perfected to the level of Dresden and Asian porcelain. The second point he relied on was the belief that the House would recognize the fairness of providing some reasonable privilege to compensate for the significant labor, costs, and risks involved, not only in inventing the material and its composition but also in improving this vital industry. He was also quite sure that no one in the country would have any grounds for complaint or reason to oppose his petition, assuming they had an interest in similar property rights.”
“Mr. Champion however finds, with some surprise, that Mr. Wedgwood, who has never hitherto undertaken any similar manufacture, conceives himself likely to be injured by the indulgence which Mr. Champion has solicited. He has accordingly printed a memorial containing his reasons against the granting the prayer of Mr. Champion’s petition, and is now actually gone in person into Staffordshire in order to solicit others to prefer a petition to Parliament against Mr. Champion’s bill.
“Mr. Champion, however, is somewhat surprised to find that Mr. Wedgwood, who has never previously engaged in any similar manufacturing, believes he might be harmed by the leniency that Mr. Champion has requested. As a result, he has printed a statement outlining his objections to granting Mr. Champion’s petition and has actually gone in person to Staffordshire to encourage others to file a petition to Parliament against Mr. Champion’s bill.”
“Before Mr. Champion replies to Mr. Wedgwood’s observations or complaints, he begs leave to remark on the time when Mr. Wedgwood introduces them. Mr. Champion presented his petition to the Honourable House of Commons on the twenty-second day of February. The committee to which that petition was referred did not sit until the twenty-eighth day of April, during which time Mr. Wedgwood neither made any public application against Mr. Champion, or gave him any sort of private information of intended opposition. Neither did any manufacturers in Staffordshire or elsewhere express any uneasiness or make any complaint of Mr. Champion’s application, though it is not improbable that Mr. Wedgwood’s journey thither may be productive of both.
“Before Mr. Champion responds to Mr. Wedgwood’s comments or complaints, he would like to point out the timing of Mr. Wedgwood’s introduction. Mr. Champion submitted his petition to the Honourable House of Commons on February 22nd. The committee assigned to that petition didn’t meet until April 28th, during which time Mr. Wedgwood neither made any public objections against Mr. Champion nor provided him with any private notice of potential opposition. Additionally, no manufacturers in Staffordshire or anywhere else showed any concern or lodged any complaints about Mr. Champion’s application, although it’s possible that Mr. Wedgwood’s trip there could change that.”
“Mr. Champion forbore to bring forward his petition before the committee until he had prepared such specimens of his manufacture as might give the committee the most striking proofs of the truths of his allegations, and this could not be done sooner in a manufacture so very lately, and with such incredible difficulty, brought to its present perfection. He trusts that the specimens which he has produced in various kinds will show that he has been usefully employed, and merits the public protection.
“Mr. Champion held off on presenting his petition to the committee until he had prepared samples of his products that would provide the committee with the most compelling evidence of his claims. This couldn't be done earlier because the manufacturing process was so new and had been incredibly challenging to perfect. He hopes that the samples he has created in various types will demonstrate that he has been productively engaged and deserves public support.”
“Mr. Wedgwood is pleased to represent his memorial on behalf of himself and the manufacturers of earthenware in Staffordshire. Mr. Champion says, as has been already hinted, that Mr. Wedgwood had not any authority from such manufacturers, or any others, to make any representations in their behalf.
“Mr. Wedgwood is happy to present his memorial on behalf of himself and the earthenware manufacturers in Staffordshire. Mr. Champion points out, as has already been suggested, that Mr. Wedgwood did not have any authority from those manufacturers or anyone else to make any claims on their behalf.”
“Mr. Champion most cheerfully joins in the general praise which is given to Mr. Wedgwood for the many improvements which he has made in the Staffordshire earthenware, and the great pains and assiduity with which he has pursued them. He richly deserves the large fortune he has made from these improvements. But should he not be content with the rewards he has met with, and not have the avidity to grasp at a manufacture which another has been at as great pains as Mr. Wedgwood has employed in his own to establish?—a manufacture entirely original in this kingdom, and which all nations in Europe have been desirous to obtain?
“Mr. Champion wholeheartedly joins in the general praise for Mr. Wedgwood regarding the many improvements he has made in Staffordshire pottery, and the great effort and dedication he's put into them. He definitely deserves the considerable fortune he's earned from these innovations. But shouldn’t he be satisfied with the success he has achieved, rather than trying to take over a production that someone else has worked just as hard as Mr. Wedgwood has to build?—a production that is completely original in this country, and which all nations in Europe have been eager to acquire?”
“Mr. Wedgwood says the application and free use of the various raw materials of this country will make a great improvement in the manufacture of Staffordshire earthenware. Mr. Champion has no objection to the use which the potters of Staffordshire may make of his or any other raw materials, provided earthenware only, as distinguished by that title, is made from it. He wants to interfere with no manufacture whatever, and is content to insert any clause to confine him to the invention which he possesses, and which he has improved. He is contented that Mr. Wedgwood, and every manufacturer, should reap the fruit of their labour; all he asks is, such a protection for his own as the legislature in its wisdom shall think merits.
“Mr. Wedgwood says that using the various raw materials available in this country will greatly enhance the production of Staffordshire earthenware. Mr. Champion has no issues with the potters in Staffordshire using his or any other raw materials, as long as only earthenware, as defined by that title, is produced from it. He doesn't want to interfere with any manufacturing process and is willing to agree to any clause that limits him to the invention he holds and has improved. He is fine with Mr. Wedgwood and every other manufacturer enjoying the benefits of their work; all he asks for is a level of protection for his own that the legislature wisely deems appropriate.
“Mr. Wedgwood’s remark on the difference of merit betwixt Mr. Watt and Mr. Champion is ungenerous and unjust: ungenerous, as Mr. Champion has not, or does not, compare himself to Mr. Watt; he has not even mentioned his name in any of his applications. His business is not with comparative or similar merits; it is his duty to prove the merit of his own manufacture, for which he solicits the encouragement of the legislature. He hopes that the specimens which he has produced before the committee are incontrovertible evidences of it. The remark is unjust, because he has been many years concerned in this undertaking; nearly from the time the patent was granted to Mr. Cookworthy, in whose name it continued till assigned over to Mr. Champion. To deny the advantage of any part of Mr. Cookworthy’s merits to his assignee is to deny that advantage to Mr. Cookworthy himself. One part of the[367] benefit of every work, from whence profit may be derived, is the power of assignment; and if, in fact, the manufacture could not be completed, nor the inventor, of course, derive any profit from it, without the expense, care, and perseverance of the assignee and once partner, the merit of that assignee, who both completes the manufacture and rewards the discoverer, is equal in equity to that of the discoverer himself—equal in every respect, except the honour that attends original genius and power of invention.
“Mr. Wedgwood’s comment on the difference in merit between Mr. Watt and Mr. Champion is unkind and unfair: unkind, because Mr. Champion does not compare himself to Mr. Watt; he hasn’t even mentioned him in any of his applications. His focus isn’t on comparative merits; it’s his job to prove the value of his own product, for which he seeks the support of the legislature. He hopes that the samples he presented to the committee are undeniable evidence of this. The comment is unfair because he has been involved in this effort for many years; nearly since the patent was granted to Mr. Cookworthy, under whose name it remained until it was transferred to Mr. Champion. To deny any part of Mr. Cookworthy’s merits to his assignee is to deny that advantage to Mr. Cookworthy himself. One aspect of the benefit from any work that can generate profit is the ability to assign rights; and if the manufacturing process couldn’t be completed or the inventor couldn’t profit from it without the investment, care, and dedication of the assignee and former partner, then the merit of that assignee—who both completes the production and rewards the inventor—is equal in fairness to that of the inventor himself—equal in every way except for the honor that comes with original genius and the power of invention.”
“Mr. Champion can assert with truth that his hazard and expense was many times greater than those of the original inventor. Mr. Champion mentions this without the least disparagement to the worthy gentleman, who is his particular friend; he gives him all the merit which was due to so great a discovery; he deserved it for finding out the means of a manufacture which will, in all probability, be a very great advantage to this country; but yet Mr. Champion claims the merit of supporting the work, and, when the inventor declined the undertaking himself, with his time, his labour, and his fortune, improved it from a very imperfect to an almost perfect manufacture; and he hopes soon, with proper encouragement, to one altogether perfect.
“Mr. Champion can honestly say that his efforts and costs were much greater than those of the original inventor. Mr. Champion brings this up without any disrespect to the esteemed gentleman, who is a close friend of his; he gives him all the credit that's due for such a groundbreaking discovery; he deserved it for figuring out the methods of a manufacturing process that will likely be a significant asset to this country. However, Mr. Champion believes he also deserves recognition for supporting the work, and when the inventor decided not to take on the project himself, with his time, effort, and resources, Mr. Champion improved it from a very incomplete state to nearly perfect; he hopes that, with the right support, it will soon be entirely perfect.”
“What regards the original discoverer is, in some measure, answered in the foregoing paragraph, but the original discoverer is not without a reward. Mr. Champion at this moment allows him, and is bound to his heirs, &c., in a profit equal to the first cost of the raw material, and, as Mr. Champion’s manufactory is encouraged, must increase to a very great degree.
“What concerns the original discoverer is, in some respects, addressed in the previous paragraph, but the original discoverer does receive a reward. Mr. Champion currently provides him, and is obligated to his heirs, etc., with a profit equal to the initial cost of the raw material, and since Mr. Champion’s factory is supported, this will likely increase significantly.”
“Nor is Mr. Wedgwood more excusable for his implication that a want of skill prevented the work being brought earlier to perfection; undoubtedly the difficulty arose from a want of skill in working these new materials. This is a profound as well as civil remark of Mr. Wedgwood’s; but that skill was to be acquired only by care and expense, and that care and expense are Mr. Champion’s merits. Mr. Champion pretends to no other knowledge as a potter than what he has acquired in the progress of this manufacture, his profession of a merchant not putting more in his power; but he had the experience of Mr. Cookworthy, the inventor, one of the most able chemists in this kingdom, to whom the public is indebted for many useful discoveries; he had the experience of the manager of his works, a person bred in the potteries, and thoroughly conversant in manufactures of this kind; the workmen he employed were brought up to the branch, and he has spared no expense in encouraging foreign artificers.
“Mr. Wedgwood is not excused for suggesting that a lack of skill delayed the work's perfection; the difficulty clearly stemmed from a lack of expertise in handling these new materials. This comment from Mr. Wedgwood is both insightful and respectful; however, that expertise could only be gained through effort and investment, which are the strengths of Mr. Champion. Mr. Champion doesn't claim to have any knowledge as a potter beyond what he's learned during this manufacturing process, as his career as a merchant limits his experience. However, he has the expertise of Mr. Cookworthy, the inventor, who is one of the best chemists in the country and to whom the public owes many valuable discoveries; he also has the experience of the manager of his works, someone who was raised in the potteries and is very familiar with this type of production; the workers he employed were trained in the trade, and he has spared no expense in bringing in foreign craftsmen.”
“But Mr. Champion, as a further answer to Mr. Wedgwood’s implication of want of skill, begs leave to observe that the Dresden manufacture (like this, a native clay), which has been established so great a number of years, was long before it attained perfection, and even now it has not that exact proportion of shape which the Chinese manufacture possesses. The Austrian manufacture (also a native clay) was twenty-five years before it attained any degree of perfection, and then only by accidental aid of the Dresden workmen who were dispersed during the late war. The work in Brandenburgh is nothing more than the Dresden materials, wrought by workmen removed hither from that city, the Brandenburgh work having no clay of its own territory. Mr. Champion is surprised that Mr. Wedgwood can find no cause but one, which he chooses to blame, why a new manufacture, upon a principle never before tried in England, should not have attained perfection in a shorter space than the very short space of seven years.
“But Mr. Champion, in response to Mr. Wedgwood’s suggestion of a lack of skill, would like to point out that the Dresden manufacture (which uses a local clay), took many years to reach perfection, and even now it doesn’t have the same precise shape as the Chinese products. The Austrian manufacture (also using local clay) took twenty-five years to achieve any level of quality, primarily due to the unexpected help from Dresden artisans who were scattered during the recent war. The work done in Brandenburgh is simply the Dresden materials worked on by craftsmen who moved here from that city, as Brandenburgh doesn’t have its own clay resources. Mr. Champion is puzzled that Mr. Wedgwood can only find fault with one reason for why a new manufacture, based on a method never before attempted in England, should not have reached perfection in just seven years.”
“As to Mr. Wedgwood’s calculation of the profits sufficient to recompense the ingenuity, and repay the trouble and expense of others, Mr. Champion submits it to a discerning and encouraging legislature, whether a seven years’ sale is likely to repay a seven years’ unproductive, experimental, and chargeable labour, as well as the future improvement to grow from new endeavours? Until Mr. Champion was able to make this porcelain in quantities to supply a market, it was rather an object of curiosity than a manufacture for national benefit.
“As for Mr. Wedgwood’s estimate of the profits adequate to reward the creativity and reimburse the efforts and expenses of others, Mr. Champion asks a thoughtful and supportive legislature whether a seven-year sales period is likely to compensate for seven years of unproductive, experimental, and costly labor, along with the future advancements that may result from new efforts. Until Mr. Champion could produce this porcelain in quantities sufficient to meet market demand, it was more of a curiosity than a product that would benefit the nation.”
“There is one branch of the manufacture, the blue and white, upon which he has just entered—this branch is likely to be the most generally useful of any: but the giving a blue colour under the glaze, on so hard a material as he uses, has been found full of difficulty. This object he has pursued at a great expense by means of a foreign artificer; and he can now venture to assert that he shall bring that to perfection which has been found so difficult in Europe in native clay.
“There is one area of production, the blue and white, that he has just started exploring—this area is expected to be the most widely useful of all. However, achieving a blue color under the glaze on such a hard material as he uses has proven to be quite challenging. He has pursued this goal at great expense with the help of a foreign craftsman; and he can now confidently claim that he will perfect what has been so difficult to achieve in Europe using local clay.”
“If the various difficulties which have attended his work from its beginning could have been foreseen, this patent ought not to have been applied for at so early a period. The time in which profit was to be expected has necessarily been laid out in experiment. It was thought that when the principle was found, the work was done; but the perfecting a chemical discovery into a merchantable commodity has been found a troublesome and a tedious work. It is therefore[368] presumed that the legislature will distinguish between the over-sanguine hopes, in point of time, of an invention which, however, has at length succeeded, and those visionary projects which deceive for ever. Upon the whole, Mr. Champion humbly rests his pretensions to the protection of the legislature upon three grounds—that he has been almost from the beginning concerned in the work which has cost so much labour and expense; that he now allows the inventor a certain and increasing recompense, though the carrying that invention to an actual merchantable manufacture was entirely his own work; that the potteries of chinaware in most other countries in Europe have been at the charge of sovereign princes. It has been immediately so in France, Austria, Dresden, and Brandenburgh; in Italy they have been under the care of great noblemen. In this original work Mr. Champion claims the principal share of supporting, improving, and carrying into execution a manufacture so much admired in China and Japan, and now first attempted in Britain, in capacity of resisting the greatest heat, equal to the Asiatic and Dresden.”
“If the various challenges that have come with his work from the beginning could have been anticipated, this patent shouldn’t have been filed so early. The time when profit was expected has necessarily been spent on experimentation. It was believed that once the principle was discovered, the work would be complete; however, turning a chemical discovery into a sellable product has proven to be a complicated and lengthy process. Therefore, it is presumed that the legislature will differentiate between the overly optimistic expectations regarding the timeline of an invention that has ultimately succeeded and those unrealistic projects that mislead indefinitely. Overall, Mr. Champion respectfully bases his claim for legislative protection on three grounds: that he has been involved in the work since nearly the beginning, which has demanded so much effort and expense; that he now offers the inventor a guaranteed and increasing reward, despite the fact that bringing that invention to a marketable product was solely his effort; and that the porcelain factories in most other European countries have been funded by sovereign rulers. This has been particularly true in France, Austria, Dresden, and Brandenburg; in Italy, they have been managed by influential noblemen. In this foundational work, Mr. Champion asserts that he has played a key role in supporting, enhancing, and executing a manufacture that is highly praised in China and Japan, and is now being tried for the first time in Britain, capable of withstanding the highest heat, comparable to the Asian and Dresden varieties.”
Wedgwood answered this “Reply” of Champion’s by some “Remarks,” which he issued to the members of the legislature, wherein he reminds them that he “has all his life been concerned in the manufacture and improvement of various branches of pottery and porcelain; that he has long had an ambition to carry these manufactures to the highest pitch of perfection they will admit of; and that so far from having any personal interest in opposing Mr. Champion, it would evidently have been his interest to have accepted of some of the obliging proposals that have been made to him by Mr. Champion and his friends, and to have said nothing more upon the subject; but Mr. Wedgwood is so fully convinced of the great injury that would be done to the landed, manufacturing, and commercial interests of this nation, by extending the term of Mr. Champion’s monopoly of raw materials, of which there are immense quantities in the kingdom, and confining the use of them to one or a few hands, that he thought it a duty of moral obligation to take the sense of his neighbours upon this subject, and to give up to the manufactory at large all advantages he might have secured to himself. It is upon these principles, and these alone, that he has acted in this business, and therefore he humbly presumes he does not merit the censure of avidity in grasping at other men’s manufactures, though he thinks that himself and all manufacturers should be protected in the free use of all raw materials that are not invented by men, but are the natural productions of the earth. When Mr. Wedgwood discovered the art of making Queen’s Ware, which employs ten times more people than all the china works in the kingdom, he did not ask for a patent for this important discovery. A patent would greatly have limited its public utility. Instead of one hundred manufactories of Queen’s Ware, there would have been one; and instead of an exportation[369] to all quarters of the world, a few pretty things would have been made for the amusement of the people of fashion in England. It would be the same with the use of the materials in question: if they are not only confined to the use of one person or manufactory, by patent, for fourteen years, but that patent be extended for twenty or thirty years longer, so long they may be the means of supporting one trifling manufactory; but if the materials are left free for general use, and Mr. Champion is in possession of the result of all his experiments and real discoveries with respect to the art of manufacturing these raw materials into porcelain, no essential part of which has been revealed by him to the public, either in his specifications or otherwise, then there is reason to expect a very large and extensive manufactory of porcelain will be established in various parts of this kingdom, to the great benefit of the public, without any injury to Mr. Champion.”
Wedgwood responded to Champion's "Reply" with some "Remarks," which he distributed to the members of the legislature. In these remarks, he reminds them that he “has spent his entire life involved in the manufacture and improvement of various types of pottery and porcelain; that he has long aimed to elevate these manufactures to their highest level of perfection; and that far from having any personal interest in opposing Mr. Champion, it would actually have been in his interest to accept some of the generous proposals made to him by Mr. Champion and his friends, and to remain silent on the matter. However, Mr. Wedgwood is deeply convinced that extending Mr. Champion’s monopoly over raw materials—which are abundant in the kingdom—and restricting their use to one or a few parties would cause significant harm to the landed, manufacturing, and commercial interests of the nation. Therefore, he felt it was his moral obligation to consider the opinions of his neighbors on this issue, and to forfeit any advantages he might have secured for himself in favor of the larger manufacturing community. It is based on these principles, and these alone, that he has acted in this matter, and thus he respectfully believes he does not deserve the accusation of avidity for seeking to take over other people's manufactures, even though he believes that he and all manufacturers should be protected in the free use of all raw materials that are not invented by humans but are natural products of the earth. When Mr. Wedgwood discovered the technique for making Queen’s Ware, which employs ten times more workers than all the china factories in the kingdom, he did not seek a patent for this crucial discovery. A patent would have significantly restricted its public usefulness. Instead of one hundred manufactories of Queen’s Ware, there would have been just one; and rather than exporting to all corners of the globe, only a few decorative items would have been made for the entertainment of fashionable people in England. The same would apply to the use of the materials in question: if they are restricted to one person or factory through a patent for fourteen years, and that patent is extended for twenty or thirty more years, it would only support one insignificant factory. But if the materials are made available for general use, and Mr. Champion has the benefits of all his experiments and genuine discoveries concerning the manufacturing of these raw materials into porcelain—none of which he has fully disclosed to the public in his specifications or otherwise—then we can expect a substantial and extensive porcelain manufacturing industry to emerge in various parts of this kingdom, benefiting the public greatly without harming Mr. Champion.”
Wedgwood continued his “remarks” by replying that Mr. Champion’s offer of inserting a clause to allow the potters the free use of the raw material in all kinds of earthenware, restricting its use in porcelain only to himself, was a useless concession, because Champion had failed to define the difference between earthenware and porcelain, and had failed to impart the secret of his manufacture to the public, either by his specifications or otherwise. “How then,” he asked, “are the Staffordshire potters to use the growan stone and growan clay for the improvement of their finer stone and earthenwares, without producing such a manufacture as may in Westminster Hall be deemed porcelain?” He also said that, judging from Mr. Champion’s own words, Cookworthy’s patent “ought not to have been applied for at so early a period,” it was evident that the “patent was taken out for a discovery of the art of making true porcelain before it was made; and if the discovery has been since made, there can have been no specification of it; it has not been revealed to the public, it is in Mr. Champion’s own possession, and being unknown, it is presumed the right to practise it cannot be confirmed or extended by Act of Parliament, which ought to have some clear ground to go upon.” The patent, he says, has evidently been considered as a privilege to the patentee, “for the sole right of making experiments upon materials which many persons have thought would make good porcelain, and on which experiments have been prosecuted by several successive sets of operators many years before the date[370] of the patent.” He contended that it would have been an “egregious injury to the public” to continue the patent to one person who was no original discoverer, who was only just commencing the commonest and most useful part of his business with the aid of a foreign artificer, in the hope that a discovery might at some future time be made. He considered that if the raw materials were thrown open to all, “a variety of experienced hands would probably produce more advantage to the nation in a few years than they would ever do when confined to one manufactory, however skilful the director might be,” and that the extension of the patent securing the monopoly “would be a precedent of the most dangerous nature, contrary to policy, and of general inconvenience,” and therefore he “humbly hopes the legislature will not grant the prayer of Mr. Champion’s petition,”—a hope which, however earnestly expressed, and however tenaciously followed, was eventually of no avail. To this opposition, however, is doubtless to be traced the ultimate abandonment of the patent, and the manufacture of the less difficult soft paste to so great an extent in Staffordshire.
Wedgwood continued his remarks by responding that Mr. Champion’s offer to add a clause allowing potters to freely use the raw materials for all types of earthenware, while limiting their use in porcelain only to himself, was pointless. Champion failed to explain the difference between earthenware and porcelain, and he didn’t share the secret of his manufacturing process with the public, either through his specifications or otherwise. “How then,” he asked, “are the Staffordshire potters supposed to use the growan stone and growan clay to improve their finer stone and earthenwares, without creating something that might be considered porcelain in Westminster Hall?” He also pointed out that judging by Mr. Champion’s own words, Cookworthy’s patent “should not have been applied for so early,” as it was clear that the “patent was granted for a discovery of the art of making true porcelain before it even existed; and if that discovery has since been made, there has been no specification of it; it hasn’t been revealed to the public, it remains solely in Mr. Champion’s possession, and since it is unknown, it is presumed that the right to practice it cannot be confirmed or expanded by Act of Parliament, which should have some solid basis to proceed upon.” He stated that the patent has clearly been viewed as a privilege for the patentee, “for the sole right to conduct experiments on materials that many people believed would yield good porcelain, and on which experiments were carried out by several successive groups of operators many years before the date[370] of the patent.” He argued that it would have been “an outrageous harm to the public” to extend the patent to one person who was not the original discoverer, who was only just starting the most basic and useful part of his business with help from a foreign craftsman, hoping that a discovery might be made in the future. He believed that if the raw materials were made available to everyone, “a variety of experienced artisans would likely provide more benefits to the nation in a few years than could ever be achieved if restricted to one factory, no matter how skilled the director might be,” and that extending the patent to secure that monopoly “would set a precedent of the most dangerous kind, opposing good policy and causing general inconvenience.” Therefore, he “humbly hopes the legislature will deny Mr. Champion’s petition,”—a hope that, despite being passionately expressed and diligently pursued, ultimately had no effect. This opposition likely contributed to the eventual abandonment of the patent and the extensive production of the less challenging soft paste in Staffordshire.
The term of the original patent, it will be remembered, was for fourteen years, of which nearly eight years remained unexpired at the time when it was assigned over by Cookworthy to Champion. The extension petitioned for would thus have given Champion nearly twenty-two years’ exclusive right to the raw materials, and it was this extended monopoly which aroused the watchfulness of Wedgwood, and made him determined to use his utmost efforts to prevent its being enacted. In this opposition—which was determined and energetic, though only partially successful—Wedgwood, besides memorialising the legislature against granting the prayer of the petition, issued a number of “Reasons why the extension of the term of Mr. Cookworthy’s patent, by authority of parliament, would be injurious to many landowners, to the manufacturers of earthenware, and to the public.” In addition to this, he made out and presented a “Case of the manufacturers of earthenware in Staffordshire,” setting forth the advantages that would be derived from throwing open the use of the raw materials, and the disadvantages which an extension of the monopoly would entail, not only on the manufacturers, but on the public at large.
The original patent was for fourteen years, and nearly eight years were still left when Cookworthy assigned it to Champion. If the extension had been granted, Champion would have had nearly twenty-two years of exclusive rights to the raw materials. This extended monopoly caught Wedgwood's attention and motivated him to do everything he could to stop it from happening. In his determined and vigorous opposition, which was only partially successful, Wedgwood not only petitioned the legislature against approving the request for extension but also published several “Reasons why extending the term of Mr. Cookworthy’s patent by parliamentary authority would harm many landowners, earthenware manufacturers, and the public.” Additionally, he prepared and submitted a “Case of the manufacturers of earthenware in Staffordshire,” outlining the benefits of allowing open access to the raw materials and the drawbacks of extending the monopoly, which would negatively affect both manufacturers and the public.
These “reasons” why the extension of the term of Mr. Cookworthy’s patent, by authority of parliament, would be injurious to landowners, to the manufacturers of earthenware, and to the public[371] are so ingenious, and the “case” so carefully made out, that I here give them entire.[95]
These "reasons" for why extending Mr. Cookworthy's patent term with parliamentary approval would harm landowners, earthenware manufacturers, and the public[371] are so clever, and the "case" is presented so thoroughly, that I'm sharing them in full.[95]
“It would be injurious to the landowners, because by means of this monopoly materials of great value would be locked up within the bowels of the earth, and the owners be deprived of the power of disposing of them; for the present patentee and his assigns have contracted with one gentleman that he shall sell these materials only to them, and that they shall purchase such materials only from him, during the term of ninety-nine years.
“It would be harmful to the landowners because this monopoly would keep valuable materials trapped underground, denying the owners the ability to sell them. The current patent holder and his associates have made a deal with one gentleman that he will sell these materials exclusively to them, and they will buy these materials only from him for the next ninety-nine years.”
“It would be injurious to the manufacturers of earthenware; because, notwithstanding the mechanical part of their manufactory, their execution, their forms, their painting, &c., are equal, if not superior, to those of any other country, yet the body of their ware stands in great need of improvement, both in colour and texture; because the public begin to require and expect such improvement; because without such improvement the sale of their manufactures will probably decline in favour of foreign manufacturers, who may not be deprived of the use of the materials that their countries produce. For the consideration in this case is not whether one manufacturer or manufactory shall be supported against another, but whether the earthenware manufactories of Great Britain shall be supported in their improvements against those of every other country in the world; because the materials in question are the most proper of any that have been found in this island for the improvement of the manufactures of earthenware; and because no line has been drawn, or can be drawn, with sufficient distinctness, between earthenware and porcelain, and especially between earthenware and the various kinds of this patent porcelain, to render it safe for any potter to make use of these materials in his works.
“It would harm the manufacturers of earthenware; because, despite the mechanical aspects of their production, their craftsmanship, design, painting, etc., are equal, if not better, than those of any other country. However, the body of their products needs significant improvement in both color and texture; as the public is starting to demand and expect these upgrades. Without such improvements, their sales are likely to drop in favor of foreign manufacturers, who are not limited by the materials available in their countries. The question here isn’t about supporting one manufacturer over another, but whether the earthenware industries of Great Britain should be backed in their quest for improvement against those worldwide; because the materials in question are the best found on this island for enhancing earthenware production. Furthermore, no line has been drawn, or can be drawn, clearly enough between earthenware and porcelain, especially between earthenware and the various types of this patented porcelain, to make it safe for any potter to use these materials in their work.”
“The extension of this monopoly would be injurious to the public, by preventing the employment of a great number of vessels in the coasting trade in bringing the raw materials from the places where they would be dug out of the earth to the different parts of this island where they would be manufactured.
“The expansion of this monopoly would harm the public by stopping many ships from participating in the coast trade to transport raw materials from where they are extracted to various parts of this island for manufacturing.”
“This extension would also be injurious to the public because it would prevent our manufacturers of earthenware from being improved in their quality and increased in their quantity and value to the amount of many hundred thousand pounds per annum.
“This extension would also be harmful to the public because it would stop our earthenware manufacturers from being improved in their quality and increased in their quantity and value by many hundred thousand pounds per year.
“And lastly, it would be injurious to the public by preventing a very great increase of our exports, which must infallibly take place when the body of our earthenwares shall come to be improved so as to bear a proportion to the beauty of their forms and the excellence of their workmanship.
“And finally, it would harm the public by stopping a huge increase in our exports, which will definitely happen once our pottery is improved to match the beauty of its shapes and the quality of its craftsmanship."
“Upon the whole, would it not be unreasonable to extend the term of a monopoly in favour of an individual to the prejudice of ten thousand industrious manufacturers, when the individual can have no merit with the public, as he has made no discovery to them?”
“Overall, wouldn't it be unfair to extend a monopoly for one person at the expense of ten thousand hard-working manufacturers, especially when that person hasn't done anything noteworthy for the public since they haven't made any discoveries?”
The following is the “case” of the manufacturers of earthenware in Staffordshire, as drawn up by Wedgwood:—
The following is the "case" of the earthenware manufacturers in Staffordshire, as outlined by Wedgwood:—
“The potters, and other persons depending upon the pottery in Staffordshire, beg leave humbly to represent that Nature has provided this island with immense quantities of materials proper for the improvement of their manufactures; that such materials have been known and used twenty or thirty years ago, and that many experiments were made upon them by various operators with various degrees of success.
“The potters and others relying on pottery in Staffordshire respectfully want to point out that Nature has given this island vast amounts of materials suitable for enhancing their products. These materials have been recognized and utilized for twenty to thirty years, and many experiments have been conducted on them by different people with varying levels of success.”
“That porcelain was made of these materials, and publicly sold before the year 1768.
“That porcelain was made from these materials and sold openly before the year 1768.
“That in March, 1768, Mr. Cookworthy, of Plymouth, took out a patent for the sole use of the materials in question, called in the patent moor-stone or growan, and growan clay, for the making of porcelain, which is defined to have a fine colour and a lucid grain, and likewise to be as infusible as the Asiatic.
“That in March 1768, Mr. Cookworthy, of Plymouth, filed a patent for the exclusive use of the materials in question, referred to in the patent as moor-stone or growan, and growan clay, for the production of porcelain, which is described as having a fine color and a clear grain, and also being as infusible as the Asian variety.”
“That Mr. Cookworthy contracted, as the condition upon which he held the privilege of his[372] monopoly, that he would make a full and true specification of the art by which he converted these materials into porcelain, and that he entirely failed in fulfilling this obligation.
“That Mr. Cookworthy agreed to, as the condition for holding the privilege of his[372] monopoly, that he would provide a complete and accurate explanation of the method he used to turn these materials into porcelain, and that he completely failed to meet this obligation.
“For in the pretended specification which he made, he omitted to describe the principal operations in which his art or discovery consisted, having neither exhibited the proportions in which the materials were to be mixed to produce the body or the glaze, nor the art of burning the ware, which he knew to be the most difficult and important part of the discovery.
“For in the supposed specification he provided, he failed to describe the main processes that his art or discovery involved, not showing the ratios in which the materials should be mixed to create the body or the glaze, nor the technique of firing the ware, which he recognized as the most challenging and crucial aspect of the discovery.”
“That the company concerned in the porcelain manufactory at Plymouth, established under the authority of this patent, contracted with one gentleman, in whose lands these materials are found, that he should sell the materials only to them, and that they should purchase materials from no other person, during the term of ninety-nine years.
“That the company involved in the porcelain factory at Plymouth, set up under this patent, made a deal with a gentleman, whose land contains these materials, that he would sell the materials exclusively to them, and that they would not buy materials from anyone else for a period of ninety-nine years.”
“That nevertheless there are great quantities of such materials in other estates in Cornwall and Devonshire, and probably in many other parts of this island.
"However, there are large amounts of such materials in other estates in Cornwall and Devonshire, and likely in many other areas of this island."
“That in the year 1774 Mr. Cookworthy assigned over his patent right to Mr. Champion, of Bristol, who now applies to parliament for an extension of this monopoly, seven years before the expiration of the patent; which assignment was made upon condition that Mr. Cookworthy should receive for ninety-nine years from Mr. Champion as large a sum every year as should be paid to the proprietor for the raw materials, hereby laying a tax of 100 per cent. upon them.
“Back in 1774, Mr. Cookworthy transferred his patent rights to Mr. Champion from Bristol, who is now seeking parliament's approval to extend this monopoly seven years before the patent expires. This transfer was conditioned on Mr. Cookworthy receiving an amount every year from Mr. Champion for ninety-nine years that matches what the owner pays for the raw materials, effectively imposing a 100 percent tax on them.”
“That Mr. Champion in his petition sets forth that he has brought this discovery to perfection; and that in a paper he has published, entitled A Reply, &c., he says that if the various difficulties which have attended this work from the beginning could have been foreseen, this patent ought not to have been applied for at so early a period; that is, in plain English, the patent was taken out for the discovery of an art before the discovery was made by the patentee. And if the discovery has been made since, there has been no specification of it; it has not been recorded for the public benefit; it is in Mr. Champion’s own possession; it is kept from the public for his own private emolument: and the nature of it being unknown, it is humbly presumed such a pretended discovery can neither entitle the patentee nor the petitioner to the extension of a monopoly injurious to many thousands of industrious manufacturers in various parts of the kingdom.
“That Mr. Champion states in his petition that he has perfected this discovery; and in a paper he published titled A Reply, &c., he claims that if the various challenges encountered during this project from the start could have been anticipated, this patent shouldn't have been filed at such an early stage; meaning, put simply, the patent was granted for a discovery before the patentee actually made that discovery. And if the discovery has occurred since then, it hasn’t been specified; it hasn't been documented for the public's benefit; it remains in Mr. Champion’s own hands; he's keeping it from the public for his own profit: and since its nature is unknown, it is respectfully suggested that such a claimed discovery should not grant the patentee or the petitioner the right to extend a monopoly that harms thousands of hardworking manufacturers across the country.”
“And in the same paper in which we find the above curious confession, Mr. Champion acknowledges that even at this time he has just entered upon the commonest and most useful branch of his manufactory, which he has pursued at a great expense, by means of a foreign artificer, and can now venture to assert that he shall bring it to perfection. And in the space of seven years yet to come of his patent, and fourteen years’ further indulgence which he expects from parliament, one would hope some discovery might be made; but would it not be an egregious injury to the public, an unheard of and unprecedented discouragement to many manufacturers who have great and acknowledged merit with the public, to continue to one person who, in this instance, has no public merit, the monopoly of earth and stones that nature has furnished this country with in immense quantities, which are necessary to the support and improvement of one of the most valuable manufactures in the kingdom?
“And in the same paper where we find the above curious confession, Mr. Champion admits that even at this time he has just started on the most basic and useful part of his manufacturing, which he has pursued at a great cost, with the help of a foreign artificer, and can now confidently claim that he will perfect it. In the next seven years of his patent, plus another fourteen years which he expects from parliament, one would hope some discovery might occur; but wouldn’t it be a serious injustice to the public, an unheard-of and unprecedented discouragement to many manufacturers who have significant and recognized merit with the public, to grant to one person who, in this instance, has no public merit, the exclusive rights to the earth and stones that nature has provided in vast amounts in this country, which are essential for supporting and improving one of the most valuable industries in the kingdom?
“Mr. Champion says, in the Reply referred to above, he ‘has no objection to the use which the potters of Staffordshire may make of his or any other raw materials, provided earthenware only, as distinguished by that title, is made from them. He wants to interfere with no manufactory whatsoever, and is content to insert any clause to confine him to the invention which he possesses, and which he has improved,’ &c.
Mr. Champion states in the Reply mentioned above that he ‘has no problem with how the potters of Staffordshire use his or any other raw materials, as long as they only produce items classified as earthenware. He doesn’t want to interfere with any manufacturing process and is willing to include any clause to restrict himself to the invention that he owns and has improved,’ & c.
“If Mr. Champion had accurately defined the nature of his own invention; if he had described the proportions of his materials necessary to make the body of his ware; if he had also specified the proportions of his materials necessary to produce his glaze, as every mechanical inventor who takes out a patent is obliged to specify the nature of the machine by which he produces his effect; if Mr. Champion could have drawn a distinct line between the various kinds of earthenware and porcelain that have been made, and are now made in this kingdom, and his porcelain, a clause might have been formed to have confined him to the invention which he says he possesses, and to have prevented him from interrupting the progress of other men’s improvements, which he may think proper to call imitations of his porcelain; but as he has not chosen to do the former, nor been able to do the latter, no manufacturer of stoneware, Queen’s ware, or porcelain, can with safety improve the present state of his manufacture.
“If Mr. Champion had clearly defined the nature of his own invention; if he had detailed the proportions of materials needed to create the body of his product; if he had also specified the proportions necessary for his glaze, as every mechanical inventor who applies for a patent must do for the machine that produces their effect; if Mr. Champion could have clearly distinguished between the various types of earthenware and porcelain made, and currently being made in this country, and his porcelain, a clause might have been created to limit him to the invention he claims to own, and to prevent him from hindering the progress of other people’s advancements, which he may choose to label as imitations of his porcelain; but since he has neither defined the former nor achieved the latter, no manufacturer of stoneware, Queen’s ware, or porcelain can safely enhance the current state of their production.
“It is well known that manufactures of this kind can only support their credit by continual[373] improvements. It is also well known that there is a competition in these improvements through all parts of Europe. In the last century Burslem, and some other villages in Staffordshire, were famous for making milk pans and butter pots, and by a succession of improvements, the manufactory in that neighbourhood has gradually increased in the variety, the quality, and the quantity of its productions, so as to furnish, besides the home consumption, an annual export of useful and ornamental wares, nearly to the amount of two hundred thousand pounds; but during all this progress it has had the free range of the country for materials to work upon, to the great advantage of many landowners and of navigation.
“It is well known that manufacturers like this can only maintain their reputation through constant improvements. It is also widely recognized that there is competition in these improvements across all parts of Europe. In the last century, Burslem and some other villages in Staffordshire were famous for producing milk pans and butter pots. Through a series of enhancements, the factories in that area have gradually expanded the variety, quality, and quantity of their products, leading to an annual export of useful and decorative items worth nearly two hundred thousand pounds, in addition to meeting local demand. Throughout this progress, they have had unrestricted access to materials from the countryside, greatly benefiting many landowners and the shipping industry.”
“Queen’s ware has already several of the properties of porcelain, but is yet capable of receiving many essential improvements. The public have for some time required and expected them. Innumerable experiments have been made for this purpose. There are immense quantities of materials in the kingdom that would answer this end; but they are locked up by a monopoly in the bowels of the earth, useless to the landowners, useless to the manufacturers, useless to the public; and one person is petitioning the legislature, in effect, to stop all the improvements in earthenware and porcelain in this kingdom but his own.
Queen's ware already has several qualities of porcelain, but it can still be improved in many important ways. The public has been asking for these improvements for a while now. Countless experiments have been conducted for this purpose. There are huge amounts of materials in the country that could help with this, but they are trapped by a monopoly deep in the ground, making them useless to the landowners, useless to the manufacturers, and useless to the public; and one individual is essentially asking the government to block all improvements in earthenware and porcelain in this country except for his own.
“For the next step, and the only step the manufacturers can take to improve their wares, will be deemed an invasion of this vague and incomprehensible patent.
“For the next step, and the only step the manufacturers can take to improve their products, will be considered an invasion of this vague and incomprehensible patent.
“The manufacturers of earthenware are justly alarmed at the prospect of extending the term of the patent, because, without improvements, the sale of their manufactures must certainly decline in favour of foreign manufacturers, who may not be deprived of the free use of the materials their countries produce; for the consideration in this case is not whether one manufacturer or manufactory shall be supported against another, but whether the earthenware and porcelain manufactories of Great Britain shall be supported in their improvements against those of every other country in the world. Upon the whole, the petitioners against the bill humbly presume this monopoly will appear to be contrary to good policy, highly injurious to the public, and generally inconvenient; that the extension of the monopoly, supposing any patent to be valid, would be greater increasing the injury; that the bill now depending is not only calculated to extend, but to confirm it, and therefore they humbly hope it will not be suffered to pass into a law.”
“The manufacturers of earthenware are understandably worried about the possibility of extending the patent term because, without improvements, their sales will definitely decline in favor of foreign manufacturers who won't be restricted from using the materials their countries produce. The issue here is not just about supporting one manufacturer over another, but whether the earthenware and porcelain industries in Great Britain should receive support for their advancements compared to those in every other country. Overall, the petitioners against the bill respectfully believe that this monopoly will seem to be contrary to good policy, very harmful to the public, and generally inconvenient. They argue that extending the monopoly, assuming any patent is valid, would only increase the harm. The current bill is not only meant to extend this monopoly but to confirm it, so they sincerely hope it won't be allowed to become law.”
Despite all this factious opposition—for it was factious in the extreme—to his petition by Wedgwood, as the representative of the potters, and by the members of parliament for the county of Stafford, and others who had been moved by the exertions of Wedgwood and his friends, the bill passed the House of Commons, and was sent up to the lords without amendment. The “case” just given, along with extracts from the bill, with comments, showing, among other things, that the passing of the Act, as originally framed, conferred the full benefits of Cookworthy’s patent on Champion, without compelling him to enrol anew any specification of his process of manufacture, was printed for circulation among the members of the Upper House. With reference to this important point, it was shown that Cookworthy, having enrolled his specification, and having afterwards assigned the patent right to Champion, the bill enacted that all and every the powers, liberties, privileges, authorities, and advantages which in and by the said letters patent were originally granted to the said William Cookworthy, shall be held, exercised, and enjoyed by the said Richard Champion for the present term of fourteen years, granted by the said letters patent,[374] and after the expiration thereof, for the further term of fourteen years, in as full, ample, and beneficial a manner as the said Richard Champion could have held the same in case the said letters patent had originally been granted to him. The view of the bill is manifestly to confirm to Mr. Champion the letters patent for the present term of fourteen years, as well as to grant him fourteen years more. Had it been intended only to enlarge the term, and that the letters patent should have stood upon their own ground, such words of confirmation would not have been necessary; or if they had been thought so, they should have been succeeded by words to the effect following:—“Subject, nevertheless, to the same provisoes, conditions, limitations, and agreements, as the said William Cookworthy held and enjoyed the same before the date of the said assignment.” But these being omitted, and the bill having stated that the “said William Cookworthy had described the nature of his said invention and the manner in which the same is to be performed,” it is evident that the design of the bill is not only to confirm absolutely the letters patent, and consequently the monopoly of these materials for the present term of fourteen years, but also to grant it to him for fourteen years more; and the Act is to have this operation, even though the letters patent may be void by the discovery not being a new invention, according to the statute of James I., or by Mr. Cookworthy’s not having conformed to the terms and conditions of the letters patent, by having described and ascertained the nature of the said invention, and the manner in which the same is to be performed. That the making of porcelain is not a new invention is too evident to need any proof; that the letters patent are not within the intent of the statute is manifest by a cursory perusal of it. That Mr. Cookworthy has not described and ascertained the nature of this invention and the manner in which the same is to be performed (unless the discovery of the materials can alone be deemed so), will appear by what he has been pleased to call his specification. But it will appear in evidence that even the discovery of the materials was not, at the time of granting the letters patent to Mr. Cookworthy, “new and his own,” but that they were at that time, and had been long before, applied to the uses of pottery.
Despite all this contentious opposition—because it was extremely contentious—to his petition by Wedgwood, representing the potters, and by the Members of Parliament from Staffordshire, along with others who were influenced by the efforts of Wedgwood and his supporters, the bill passed the House of Commons and was sent up to the Lords without any changes. The “case” just mentioned, along with sections from the bill, including comments that showed, among other things, that the passing of the Act, as it was originally written, granted the full benefits of Cookworthy’s patent to Champion, without requiring him to register any new specifications of his manufacturing process, was printed for distribution among the members of the Upper House. Regarding this crucial point, it was shown that Cookworthy, having registered his specifications and later assigned the patent rights to Champion, the bill stated that all the powers, rights, privileges, authorities, and advantages originally granted to William Cookworthy by the said letters patent should be held, exercised, and enjoyed by Richard Champion for the current term of fourteen years granted by those letters patent,[374] and after that, for another fourteen years, in as full and beneficial a manner as Richard Champion could have held them if the letters patent had originally been granted to him. The purpose of the bill is clearly to confirm Mr. Champion the letters patent for the current fourteen years, as well as to grant him an additional fourteen years. If it had only intended to extend the term and that the letters patent should stand on their own, such confirmation wording would not have been necessary; or if it were deemed necessary, it should have been followed by language stating:—“However, subject to the same provisions, conditions, limitations, and agreements, as William Cookworthy held and enjoyed them before the assignment.” But since this was omitted, and the bill has stated that “William Cookworthy described the nature of his invention and how it is to be performed,” it is clear that the design of the bill is not just to absolutely confirm the letters patent, and therefore the monopoly of these materials for the current fourteen years, but also to grant it to him for another fourteen years; and the Act will have this effect, even if the letters patent may be invalid due to the discovery not being a new invention, per the statute of James I., or because Mr. Cookworthy did not comply with the terms and conditions of the letters patent, having described and defined the nature of the invention and how it is to be performed. That making porcelain is not a new invention is obvious and needs no proof; that the letters patent do not align with the intent of the statute is clear from a quick reading of it. That Mr. Cookworthy has not defined the nature of this invention and how it is to be performed (unless discovering the materials can be considered sufficient) will become evident from what he has called his specifications. However, it will be shown that even the discovery of the materials was not, at the time of granting the letters patent to Mr. Cookworthy, “new and his own,” but rather had been used for pottery for a long time prior.
“Is it therefore reasonable that Parliament should confirm to Mr. Champion the present term of fourteen years, and also grant him fourteen years more, in the monopoly of an immense quantity of materials, the natural products of the earth, for the making of porcelain, which no person is to imitate or resemble; but also virtually the sole privilege of vending and disposing of these materials at what price and in what manner he thinks proper? For no person can use[375] them in any respect but they will produce (if not the same effect) an effect that will resemble what he may call his patent porcelain; and it is not to conceive how he can be deprived of the exclusive right of selling as well as using these materials if the bill now depending should pass into a law.”
“Is it reasonable for Parliament to confirm Mr. Champion’s current fourteen-year term and grant him an additional fourteen years in control of a vast amount of natural materials for making porcelain, which no one else is allowed to imitate or resemble? He would also essentially hold the exclusive right to sell and manage these materials however he sees fit. No one else can use[375] them in any way without producing an effect that could resemble what he claims is his patented porcelain; it’s hard to see how he could lose the exclusive right to sell as well as use these materials if the bill currently under consideration becomes law.”
The presenting these papers to the Lords produced more effect, it would seem, than the efforts in a similar direction had apparently done in the Commons. The consequence was, that “Lord Gower and some other noble lords, having fully informed themselves of the facts upon which the merits of the case depended, and having considered the subject with a degree of attention proportioned to its importance, saw clearly the injurious nature of the bill, and were determined to oppose it.” This determination brought on a conference between the two noble lords who took the most active part for and against the bill, and the result was the introduction of two clauses, the first making it imperative on Champion to enrol anew his specification of both body and glaze within the usual period of four months; the second throwing open the use of the raw materials to potters for any purpose except the manufacture of porcelain, was as follows:—
The presentation of these documents to the Lords appeared to have a greater impact than similar efforts had in the Commons. As a result, “Lord Gower and several other noble lords, having thoroughly informed themselves about the facts that influenced the merits of the case and having considered the issue with an appropriate level of attention given its significance, clearly recognized the harmful nature of the bill and were resolute in opposing it.” This determination led to a conference between the two noble lords who were most actively involved for and against the bill, resulting in the introduction of two clauses: the first requiring Champion to re-register his specifications for both body and glaze within the usual four-month period; the second allowing potters to use raw materials for any purpose except making porcelain, was as follows:—
“Provided, also, that nothing in this Act contained shall be construed to hinder or prevent any potter or potters, or any other person or persons, from making use of any such raw materials, or any mixture or mixtures thereof (except such mixture of raw materials, and in such proportions, as are described in the specification hereinbefore directed to be enrolled), anything in this Act to the contrary notwithstanding.”
“Also, nothing in this Act should be interpreted as stopping any potter or other individuals from using any of these raw materials or any mixtures of them (except for the mixture of raw materials and in the proportions described in the specification mentioned earlier), regardless of anything in this Act that says otherwise.”
The Act being obtained (specimens of his skill in making porcelain having been submitted to the Committee by Champion), the specification was duly prepared and enrolled according to the provisions of the Act. It is dated the 12th of September, 1775, and was duly enrolled on the 15th of the same month. The following is the specification, which will be found to contain much matter of interest; and, taken in conjunction with that of Cookworthy, given in my account of the Plymouth works, completes the important series of papers in connection with this manufactory:—
The Act was granted (samples of his porcelain skills were presented to the Committee by Champion), and the specification was properly prepared and registered according to the requirements of the Act. It’s dated September 12, 1775, and was officially registered on the 15th of that month. Below is the specification, which contains a lot of interesting information; and, when combined with Cookworthy's specification mentioned in my account of the Plymouth works, it completes the important collection of documents related to this manufacturing process:—
“To all to whom these presents shall come, I, Richard Champion, of Bristol, Merchant, send greeting, and so forth.
To everyone who receives this letter, I, Richard Champion, from Bristol, Merchant, send my regards, and so on.
“Whereas his present Majesty, King George the Third, in the eighth year of his reign, did grant his Royal Letters Patent to William Cookworthy, of Plymouth, chymist, for the sole use and exercise of ‘A Discovery of Certain Materials for Making of Porcelain,’ which Letters Patent have been duly assigned to me the said Richard Champion; and whereas by a certain Act of Parliament (intitled an Act for enlarging the Term of Letters Patent granted by his present Majesty to William Cookworthy, of Plymouth, chymist, for the sole Use and Exercise of a Discovery of certain Materials for making Porcelain, in order to enable Richard Champion, of Bristol, Merchant—to whom the said Letters Patent have been[376] assigned—to carry the said Discovery into execution for the Benefit of the Public), all and every the powers, liberties, rights, and advantages by the said Letters Patent granted to the said William Cookworthy are granted to me, the said Richard Champion, my executors, administrators, and assigns, during the remainder of the term of the said Letters Patent, and from the expiration thereof for a further term therein mentioned, provided I, the said Richard Champion, should cause to be inrolled in the High Court of Chancery, within four months after passing the said Act, a specification of the mixture of the raw materials of which my porcelain is composed, and likewise of the mixture and proportions of the raw materials which compose the glaze of the same, which specification was in the hands of the Lord High Chancellor of Great Britain:
“Whereas His Majesty, King George the Third, in the eighth year of his reign, granted his Royal Letters Patent to William Cookworthy, a chemist from Plymouth, for the exclusive use and practice of ‘A Discovery of Specific Materials for Making Porcelain.’ These Letters Patent have been properly assigned to me, Richard Champion; and whereas a specific Act of Parliament (entitled an Act for extending the term of Letters Patent granted by His Majesty to William Cookworthy, chemist from Plymouth, for the exclusive use and practice of a discovery of certain materials for making porcelain, to enable Richard Champion, Merchant from Bristol, to whom the said Letters Patent have been [376] assigned, to implement the said discovery for the benefit of the public) grants all the powers, liberties, rights, and advantages from the said Letters Patent, to me, Richard Champion, my executors, administrators, and assigns, for the remainder of the term of the said Letters Patent, and for an additional term mentioned therein, provided that I, Richard Champion, enroll a specification of the mixture of raw materials used in my porcelain and the mixture and proportions of the raw materials used for its glaze in the High Court of Chancery within four months after the passing of the said Act, which specification was held by the Lord High Chancellor of Great Britain:
“Now know ye therefore, that I, the said Richard Champion, do hereby testify and declare that the specification hereinafter contained is the true and just specification of the mixture and proportions of the raw materials of which my porcelain is composed, and likewise of the mixture and proportions of the raw materials which compose the glaze of the same, and which, at the time of passing the before-mentioned Act, was in the hands of the Lord High Chancellor of Great Britain (that is to say):—
Just so you know, that I, Richard Champion, hereby state and affirm that the specification below is the accurate and fair description of the mixture and proportions of the raw materials that make up my porcelain, as well as the mixture and proportions of the raw materials that make up the glaze, which, at the time of the passing of the aforementioned Act, was in the possession of the Lord High Chancellor of Great Britain (that is to say):—
“The raw materials of the above porcelain are plastic clay, generally found mixed with mica and a coarse gravelly matter. It is known in the counties of Devon and Cornwall by the name of growan clay. The other raw material is a mixed micarious earth or stone called in the aforesaid countries moor-stone and growan. The gravel found in the growan clay is of the same nature, and is used for the same purpose in making the body of my porcelain as the moor-stone and growan. The mixture of these materials to make the body of the porcelain is according to the common potter’s method, and has no peculiar art in it. The proportions are as follow:—The largest proportion of the stone or gravel aforesaid to the clay aforesaid is four parts of stone to one of clay. The largest proportion of clay to stone is sixteen parts of clay to one part of stone mixed together. I use these and every proportion intermediate, between the foregoing proportions of the stone to the clay and the clay to the stone, and all this variation I make without taking away from the ware the distinguishing appearance and properties of Dresden and Oriental porcelains, which is the appearance and are the properties of mine. The raw materials of which the glaze is composed are, the stone or gravel aforesaid, and the clay aforesaid, magnesia, nitre, lime, gypsum, fusible spar, arsenic, lead, and tin ashes.
“The raw materials for the porcelain mentioned above are plastic clay, usually found mixed with mica and a coarse gravelly substance. In the counties of Devon and Cornwall, it is referred to as growan clay. The other raw material is a mixed micarious earth or stone known in those regions as moor-stone and growan. The gravel found in the growan clay is similar and serves the same purpose in making the base of my porcelain as the moor-stone and growan. The combination of these materials to create the porcelain body follows the standard potter’s method and doesn’t require any special skill. The proportions are as follows: the highest ratio of stone or gravel to clay is four parts stone to one part clay. The highest ratio of clay to stone is sixteen parts clay to one part stone mixed together. I use these and every proportion in between the stated ratios of stone to clay and clay to stone, and this variation does not compromise the unique appearance and qualities of Dresden and Oriental porcelains, which reflect in mine. The raw materials used for the glaze include the aforementioned stone or gravel, the previously mentioned clay, magnesia, nitre, lime, gypsum, fusible spar, arsenic, lead, and tin ashes."
“The proportions of our common glaze are as follows, together with every intermediate proportion, videlicet:—
“The proportions of our common glaze are as follows, along with every intermediate proportion, namely:—
| Growan gravel | 128 | parts | The materials ground and mixed together with water. |
| Growan or moor-stone | 112 | „ | |
| and I vary it from 96 to 144 | „ | ||
| Magnesia | 16 | „ | |
| and I vary it from 14 to 18 | „ | ||
| Gypsum | 3 | „ | |
| Lime | 8 | „ |
“But I also use the following materials for glaze:—
“But I also use the following materials for glaze:—
| Growan clay | 128 | parts | The materials ground and mixed together with water. |
| Growan or moor-stone | 112 | „ | |
| and I vary it from 84 to 140 | „ | ||
| Magnesia | 20 | „ | |
| and I vary it from 16 to 24 | „ | ||
| Lime | 8 | „ | |
| and I vary it from 6 to 10 | „ | ||
| Nitre | 1 | „ | |
| and I vary it to 2 | „ | ||
| Fusible spar | 20 | „ | |
| Arsenic | 20 | „ | |
| Lead and tin ashes | 20 | „ | |
| and I vary it from 16 to 24 | „ |
“I have described truly and justly the raw materials, the mixture and proportions of them which are used in making my porcelain, which has the appearance and properties of Dresden or[377] Oriental porcelain, and which porcelain may be distinguished from the frit or false porcelain, and from the pottery, or earthen or stone wares, as follows:—
“I have accurately described the raw materials, their combinations, and proportions used to create my porcelain, which looks and performs like Dresden or Oriental porcelain. This porcelain can be distinguished from frit or fake porcelain, as well as from pottery, earthenware, or stoneware, in the following ways:—
“The frit or false porcelain will all melt into a vitreous substance, and lose their form and original appearance in a degree of heat which my porcelain, agreeing in all properties with Asiatic and Dresden, will not only bear, but which is necessary for its perfection. My porcelain may be distinguished from all other wares which are vulgarly called earthen or stone wares, which can sustain an equal degree of heat, by the grain, the colour of the grain, and by its semi-transparency; whereas the earthenwares, such as Staffordshire white and yellow earthenwares and all other earthenwares which sustain a strong heat without being fused, are found, when subjected to the most intense heat, to appear cellular or otherwise, easily by the eye to be distinguished from the true porcelain.
“The frit or fake porcelain will all melt into a glassy substance and lose their shape and original look at a heat level that my porcelain, which shares all the same qualities as Asian and Dresden porcelain, will not only withstand but which is essential for its perfection. My porcelain can be distinguished from all other items that are commonly called earthen or stone wares, which can handle a similar level of heat, by its texture, the color of that texture, and by its semi-transparency; whereas the earthenwares, like Staffordshire white and yellow earthenwares and other earthenwares that endure high heat without melting, when exposed to the highest heat, will show cellular structures or otherwise, making them easy to identify by the naked eye as not being true porcelain.”
“In witness whereof, I, the said Richard Champion, have hereunto set my hand and seal this twelfth day of September, in the year of our Lord one thousand seven hundred and seventy-five, and in the fifteenth year of the reign of our Sovereign Lord, George the Third, by the grace of God, of Great Britain, France, and Ireland, King, Defender of the Faith, and so forth.
"In witness whereof, I, Richard Champion, have hereunto set my hand and seal this twelfth day of September, in the year of our Lord one thousand seven hundred and seventy-five, and in the fifteenth year of the reign of our Sovereign Lord, George the Third, by the grace of God, of Great Britain, France, and Ireland, King, Defender of the Faith, and so on."
“Rich. (S. S.) Champion.
“Rich. (S. S.) Champion.
“Sealed and delivered in the presence of us,
“Sealed and delivered in our presence,
“Henry Sherwood,
“Henry Sherwood,
“Of Wood Street, London.
"Wood Street, London."
“Robert Reynolds,
“Robert Reynolds,
“Of Coventry.
Of Coventry.
“And be it remembered, that the twelfth day of September, in the year above written, the said Richard Champion came before our said Lord the King in his Chancery, and acknowledged the writing aforesaid, and all and everything therein contained and specified, as form above written. And also the writing aforesaid was stampt according to the tenor of the statute made in the sixth year of the reign of the King and Queen William and Mary of England, and so forth.
“And please note, that on the twelfth day of September in the year stated above, Richard Champion appeared before our Lord the King in his Chancery and acknowledged the previously mentioned writing and everything included in it, as stated above. Additionally, the mentioned writing was stamped according to the terms of the statute enacted in the sixth year of the reign of King and Queen William and Mary of England, and so on.
“Enrolled the fifteenth day of September, in the year above written.”
“Enrolled on the fifteenth day of September, in the year stated above.”
The works of Richard Champion were in Castle Green, Bristol, and I was enabled, in 1863, assisted by the researches of Mr. Edkins, kindly undertaken at my request, to fix the exact locality both of the works and of Champion’s residence. This he determined by the singularly fortuitous circumstance of a Directory for the city of Bristol having been published—and for that one year only—in the year in which Champion obtained his Act of Parliament, 1775. In this Directory, which is of extreme rarity, occurs the following entry:—
The works of Richard Champion were located in Castle Green, Bristol, and in 1863, with help from Mr. Edkins, who kindly agreed to assist me at my request, I was able to pinpoint both the location of the works and Champion’s residence. He figured this out thanks to the unusual coincidence that a Directory for the city of Bristol was published for just that one year—in the same year Champion received his Act of Parliament, 1775. This Directory, which is extremely rare, includes the following entry:—
“Champion, Richard, China Manufactory, 15, and his house, 17, Castle Green.”
“Champion, Richard, China Manufactory, 15, and his house, 17, Castle Green.”
This occurs in the alphabetical list of “Merchants, Tradesmen, &c.,” and in another list of the “Merchants and Bankers and their residences,” is the following:—
This appears in the alphabetical list of "Merchants, Tradesmen, &c.," and in another list of the "Merchants and Bankers and their residences," is the following:—
“Champion, Richard, 17, Castle Green.”
“Champion, Richard, 17, Castle Green.”
It is perhaps worth just mentioning that this Directory, so opportunely made, is an admirable illustration of the difficulties under which compilers of those useful publications had to labour[378] in the olden times. It was compiled by a person of the name of Sketchley, and, most of the houses not being in those days numbered, he carried with him a lot of metal figures, and nailed them on to the doors as he went on, charging a shilling at each house for doing so; and it is related of him that, with a strict eye to business, he excluded the names of some persons from his list who refused to pay the impost! Fortunately for my purpose, Richard Champion had evidently paid a couple of shillings, and so ensured not only his residence at No. 17, but his works at No. 15 being duly entered. The site of the china works is now covered with small houses.
It’s worth noting that this Directory, created at just the right time, showcases the challenges faced by the compilers of those helpful publications back in the day[378]. It was put together by someone named Sketchley, and since most houses weren’t numbered back then, he carried a bunch of metal figures and nailed them to doors as he went along, charging a shilling for each one. It’s said that he, with a keen eye for business, left out some names from his list if they didn’t pay the fee! Luckily for my research, Richard Champion had clearly paid a couple of shillings, securing not just his residence at No. 17 but also ensuring that his works at No. 15 were recorded. The site of the china works is now filled with small houses.
Armed with his new Act of Parliament, by which he was empowered to enjoy nearly twenty-two years’ patent right, Champion spared no pains and no expense to make the productions of his works as good as possible; and that he continued to produce a magnificent body and a remarkably fine glaze, and turned out some truly exquisite specimens of fictile art, both in design, in potting, in modelling, and in painting, is fully evident by examples still remaining in the hands of collectors.
With his new Act of Parliament in hand, which granted him nearly twenty-two years of patent rights, Champion went above and beyond to ensure his works were of the highest quality. It's clear from the examples still held by collectors that he produced an impressive range of items with a beautifully refined glaze, showcasing some truly exquisite pieces of ceramic art, both in design, craftsmanship, modeling, and painting.
The commoner description of goods, the blue and white ware, seems to have been, very naturally, considered by Champion to be the branch most likely to pay him, commercially, and this he at one time cultivated to a greater extent than any other branch. His acknowledged and advertised model was the Dresden, and his best efforts were turned in this direction. The patterns which he adopted, being, naturally, in many cases almost identical with those produced at Worcester and other places—which, of course, arose from the fact of the different works copying from the same models—the ware made by Champion is sometimes apt to be appropriated by collectors to that manufactory. It may, however, easily be distinguished by those who are conversant with the peculiarities of its make.
The commoner description of goods, the blue and white pottery, was seen by Champion as the most likely area to bring him profits, and at one point, he focused on it more than any other area. His well-known and promoted model was the Dresden, and his top efforts were directed towards this. The patterns he used were often nearly identical to those produced at Worcester and other places, which happened because different factories were copying from the same models. As a result, Champion’s pottery is sometimes mistakenly attributed to those other manufacturers. However, it can easily be recognized by those familiar with its unique characteristics.
In blue and white, Champion produced dinner, tea, and coffee services, toilet pieces, jugs, mugs, and all the varieties of goods usually made at that period. The blue is usually of good colour, and the painting quite equal to that of other manufactories. Some of these pieces are embossed, and of really excellent workmanship. A good deal of the blue and white ware was marked with the usual cross, but it appears more than probable that the greatest part of this kind of goods passed out of the works unmarked.
In blue and white, Champion produced dinnerware, tea sets, coffee sets, toilet items, jugs, mugs, and all the different types of goods typically made during that time. The blue tends to be a good shade, and the painting is comparable to that of other manufacturers. Some of these pieces are embossed and show really excellent craftsmanship. A lot of the blue and white ware had the usual cross mark, but it seems likely that most of this type of goods left the factory unmarked.
Another characteristic class of goods made by Champion was[379] the imitation of the most common Chinese patterns, examples of which are shown in the next engraving of a saucer and a teapot.
Another type of product made by Champion was[379] the imitation of popular Chinese designs, with examples illustrated in the next engraving of a saucer and a teapot.
There is a thorough Chinese style in the decoration of these pieces, and the colouring is also remarkably well reproduced. The saucer bears the usual mark of the cross, but very many examples of this class which have come under my notice are not marked at all, and pass as foreign pieces. In the same group I have given a cup of elegant form, but of different style, to show the beauty of its outline. Transfer printing was not, it would appear, practised by Champion, but some examples, Mr. Owen informs me, are known, which, although made at Bristol, were evidently printed at Worcester.
There is a distinct Chinese style in the decoration of these pieces, and the coloring is also impressively well done. The saucer has the usual cross mark, but many examples I've seen are not marked at all and are considered foreign pieces. In the same group, I've included a cup with an elegant shape, but in a different style, to showcase the beauty of its outline. It seems that Champion didn't practice transfer printing, but according to Mr. Owen, some examples are known that, although made in Bristol, were clearly printed in Worcester.

Figs. 743 to 745.
Figs. 743–745.
The expenses attendant on this unwarrantable opposition in Parliament drained Champion’s exchequer, and despite the energy of himself, the skill of his workmen, and the beauty of the ware produced at his manufactory, Richard Champion’s hopes of permanently establishing an art in Bristol, which should not only be an honourable and useful, but a remunerative one, proved fallacious, and in little more than five years from his obtaining of the Act of Parliament, the works which he had laboured so hard to establish, and on which he had expended so much time, money, and skill, were lost to the city of Bristol, and removed for ever from its walls, but not, fortunately, until he had proved incontestably his ability to produce a genuine porcelain of the finest texture, and of the most artistic and finished style.
The costs associated with this unjust opposition in Parliament drained Champion’s finances, and despite his own efforts, the skills of his workers, and the quality of the products made at his factory, Richard Champion’s dreams of permanently establishing a craft in Bristol that would be not only honorable and useful but also profitable turned out to be misguided. In just over five years after he secured the Act of Parliament, the facilities he had worked so hard to build, and on which he had spent so much time, money, and effort, were lost to the city of Bristol and removed forever from its borders. Fortunately, this happened only after he had undeniably demonstrated his ability to produce genuine porcelain of the highest quality and most artistic design.
In 1775 Champion advertised his works as “Patent China, at the Manufactory in Castle Green.” In 1776 he advertised it thus:—
In 1775, Champion promoted his products as "Patent China, from the Manufactory in Castle Green." In 1776, he advertised it like this:—
“Established by Act of Parliament, The Bristol China Manufactory in Castle Green. This China is greatly superior to every other English Manufactory (sic). Its texture is fine, exceeding the East India and its strength so great that water may be boiled in it. It is a true Porcelain composed of a native clay and is thus distinguished from every other English China which being composed of a Number of Ingredients mix’d together the principal part being Glass occasions it soon to get dirty in the wear renders it continually liable to Accidents and in every respect only an Imitation and therefore stiled by Chemists, a false Porcelain.”
“Established by Act of Parliament, The Bristol China Manufactory in Castle Green. This china is far superior to any other English manufacturer (sic). Its texture is fine, surpassing that of East India, and its strength is so great that you can boil water in it. It is true porcelain made from native clay, which sets it apart from other English china that is made from a mix of various ingredients, primarily glass. This makes it prone to getting dirty with use and still leaves it at risk of damage, rendering it a mere imitation, and that's why chemists call it false porcelain.”
[380]
[380]
Fig. 746.—Joseph Fry.
Fig. 746.—Joseph Fry.
In 1778, Josiah Wedgwood, in a letter, dated August 24th in that year, says, “Poor Champion, you may have heard is quite demolished; it was never likely to be otherwise, as he had neither professional knowledge, sufficient capital, nor scarcely any real acquaintance with the materials he was working upon. I suppose we might buy some growan stone and growan clay now upon easy terms, for they have prepared a large quantity this last year.” This curious letter, whose sympathy was certainly left-handed, did but little credit to Wedgwood—the man who of all others had worked hard to crush him, and had succeeded in so doing. His hope now that Champion was “quite demolished” was that he might be able to gain his point and get the growan stone and clay on easy terms! It is lamentable to feel that a great name could sink so low. It does not appear, however, that Champion ever became bankrupt, or even appealed to his creditors.
In 1778, Josiah Wedgwood, in a letter dated August 24th that year, says, “Poor Champion, you may have heard is completely done for; it was never likely to end differently, as he had neither the professional expertise, enough capital, nor hardly any real understanding of the materials he was dealing with. I suppose we could buy some growan stone and growan clay now at a good price, since they’ve produced a large quantity this past year.” This intriguing letter, whose sympathy was definitely half-hearted, cast a shadow on Wedgwood—the very man who had worked tirelessly to take Champion down and had succeeded. His hope that Champion was “completely done for” was that he might finally secure the growan stone and clay at favorable terms! It’s sad to think that a once-great name could fall so low. However, it doesn’t seem that Champion ever went bankrupt or even sought help from his creditors.
Fig. 747.—Book Plate, with Arms of Champion.
Fig. 747.—Book Plate, with Arms of Champion.
In his Bristol works, although only his own name appears in the various documents to which I have alluded, Champion had friends who assisted pecuniarily in his undertaking. One of these friends was Joseph Fry, the grandfather of the present Mr. Francis Fry, F.S.A., of Bristol, whose name is as well known among biblists and connoisseurs in china for his fine collection of old bibles and choice porcelain as the firm to which he belongs is to the general public for the “Fry’s Chocolate” which they manufacture to so large an extent. Mr. Joseph Fry, the friend of Champion, died in 1786, about nine years after the works had been closed on their removal into Staffordshire; and it appears that the only return he got for the capital he had sunk in the[381] concern, was the beautiful set of vases now in the possession of his grandson.
In his Bristol projects, even though only his name is mentioned in the various documents I've referred to, Champion had friends who financially supported his efforts. One of these friends was Joseph Fry, the grandfather of the current Mr. Francis Fry, F.S.A., from Bristol, whose name is well-known among book lovers and china enthusiasts for his impressive collection of old bibles and fine porcelain, just as the company he is associated with is recognized by the general public for the “Fry’s Chocolate” they produce in large quantities. Mr. Joseph Fry, Champion's friend, passed away in 1786, about nine years after the projects had moved to Staffordshire; and it seems that the only return he received for the investment he made in the[381] business was the beautiful set of vases that are now owned by his grandson.
The patent right was sold by Champion, in 1781—not 1777, as stated by Shaw—to a company of Staffordshire potters, who continued the manufacture at New Hall (which see for a continuation of this narrative) for some time, when the ordinary soft-paste china was allowed to supersede it. Thus the works at Bristol were brought to a close, and the manufacture of porcelain was lost to the locality. Champion himself with his family removed for a time into Staffordshire, fixing themselves at Newcastle-under-Lyne, in November, 1781, and there remained until April, 1782, when, having been appointed a Deputy Paymaster-General of the Forces, by Edmund Burke, he left Staffordshire “at a day’s notice,” and removed to London, having apartments at Chelsea Hospital. This appointment he only held till 1784. In October of that year he sailed for Charleston, in South Carolina, and there he died, in 1791.
The patent right was sold by Champion in 1781—not 1777, as Shaw states— to a group of potters from Staffordshire, who continued making it at New Hall (see there for a continuation of this story) for a while, until regular soft-paste china replaced it. This led to the closure of the works in Bristol, and the local production of porcelain was lost. Champion and his family temporarily moved to Staffordshire, settling in Newcastle-under-Lyne in November 1781, where they stayed until April 1782. After being appointed as Deputy Paymaster-General of the Forces by Edmund Burke, he left Staffordshire “on a day’s notice” and moved to London, taking up residence at Chelsea Hospital. He held this position until 1784. In October of that year, he sailed to Charleston, South Carolina, where he died in 1791.

Fig. 748.—Venus and Adonis, belonging to Lady Charlotte Schreiber.
Fig. 748.—Venus and Adonis, owned by Lady Charlotte Schreiber.
Bristol china (marked), every description of which, owing to the[382] short time the works were in operation, and other causes, is scarce, is particularly rare in the finer and more highly finished varieties. Fortunately, however, examples of these different varieties, of the very finest kind, are still preserved, and attest most strongly to the extreme perfection to which Champion succeeded in bringing his works. Much discrimination is, nevertheless, required in appropriating examples, and it is well to caution collectors against placing too much reliance on the sweeping way in which, by some writers, all examples are hauled into the Bristol net; and by others into those of Lowestoft and other places.
Bristol china (marked) is quite rare, especially the finer and more intricately finished pieces, due to the brief period the factory operated and other factors. Fortunately, there are still some outstanding examples of various types that showcase the exceptional quality Champion achieved in his work. However, collectors need to be careful when selecting pieces and should be wary of writers who broadly categorize all examples as Bristol or lump them together with those from Lowestoft and other locations.

Fig. 749.
Fig. 749.
One of the choicest examples of the highest class of art in Bristol porcelain existing at the present day, is the tea-service of which the cup and saucer engraved on Fig. 749 forms a part. This splendid service, of which, through the courtesy of Miss Smith, this cup and saucer passed into my hands, possesses a double interest, first from its being made “the best that the manufactory could produce;” and, second, from the historical associations which are connected with it. This example is also highly important as showing the perfection to which the manufacture of porcelain had been brought by Champion in 1774–5. It seems that in 1774 Edmund Burke, while the contested election for Bristol was going on, remained in that city, and for a month was the guest of Mr. and Mrs. Smith, who were his warm friends and zealous supporters, and he presented this splendid set of china, made expressly, by his own order, by Mr. Champion, to Mrs. Smith, and the remains of the set are now the property of that lady’s daughter, Miss Smith, of Berkeley[383] Crescent. This set, it is fair to presume, was ordered by Burke while remaining in Bristol, or at all events about that time, which would be the very year in which the transfer of the Plymouth works to Champion of Bristol was completed. As a service of such exquisite beauty and such minute detail in painting would necessarily be a work of time, the absolute date of its completion may be set down to the beginning of the year 1775. The decorations of Burke’s service are of chaste and elaborate design and delicate workmanship. It is profusely and massively gilt in both dead and burnished gold, the wreaths of laurel, &c., being in green, which was Burke’s electioneering colour. Each piece bears the monogram of Mrs. Smith, S S conjoined, formed of wreaths of roses in pink and gold, and also the arms of Smith, sable, a fesse between three saltiers or; on an escutcheon of pretence the arms of Pope, or, two chevronels and a canton gules, the latter charged with a mullet of the first; and the crest of Smith, a saltier or. The pieces of this service are marked with the usual cross. In the Museum of Practical Geology is a cup and saucer of the same form, presented by the Duchess of Northumberland, in which the festoons and borders are of similar character, but of very inferior workmanship to those just described. Another remarkably fine and, of course, unique service was brought under the hammer in 1871, and deserves more than a passing notice. This service had been made by Champion and presented by him and his wife to Mrs. Burke. On the larger pieces were the arms of Burke impaling Nugent on a pedestal, supported, dexter, by a figure of Liberty; and, sinister, by a figure of Plenty. On the top of the pedestal is Cupid with a flaming torch, and at the base the inscription, “I. BVRKE, OPT. B. M. R. ET. I. CHAMPION. D. D.D. PIGNVS. AMICITÆ. III. NON. NOV. MDCCLXXIV.” Other decorations also are introduced. Portions of this service (which it is a pity was ever dispersed) are in possession of Mr. Callender, of Mr. Edkins, of Mr. Fry, and others. I am indebted to Mr. Owen for permission to reproduce from his admirable volume the engraving of a portion of this service (Fig. 750), and for the use of several other woodcuts.
One of the finest examples of high-quality art in Bristol porcelain today is the tea service that includes the cup and saucer shown in Fig. 749. This impressive set, which I received thanks to Miss Smith's generosity, is interesting for two reasons: first, because it represents "the best that the manufactory could produce," and second, because of its historical connections. This example is also significant as it demonstrates the level of perfection achieved in porcelain manufacturing by Champion in 1774–75. It seems that in 1774, during the contested election for Bristol, Edmund Burke stayed in that city and was the guest of Mr. and Mrs. Smith for a month, as they were his close friends and enthusiastic supporters. He gifted this beautiful set of china, specially made by Mr. Champion, to Mrs. Smith, and the remaining pieces are now owned by her daughter, Miss Smith, of Berkeley[383] Crescent. It's reasonable to assume that Burke ordered this set while he was in Bristol, or at least around that time, which coincides with the completion of transferring the Plymouth works to Champion of Bristol. Given that such a stunning service with intricate painting would take time to create, we can date its completion to early 1775. The decorations on Burke’s service are elegant and finely crafted. It's lavishly gilt in both matte and shiny gold, with laurel wreaths in green, which was Burke’s campaign color. Each piece is stamped with Mrs. Smith’s monogram, SS intertwined, made from pink and gold rose wreaths, and also features the arms of Smith, sable, a fesse between three saltiers or; alongside the arms of Pope, or, two chevronels and a canton gules, the latter featuring a first-class mullet; and Smith's crest, a saltier or. The pieces in this service are marked with the typical cross. In the Museum of Practical Geology, there’s a cup and saucer of the same shape presented by the Duchess of Northumberland, which has similar festoons and borders but is of much lower quality than the one just described. Another exceptionally fine and, of course, unique service was auctioned in 1871 and deserves more than just a brief mention. This set was made by Champion and gifted by him and his wife to Mrs. Burke. The larger pieces featured the arms of Burke and Nugent on a pedestal, supported on one side by a figure of Liberty and on the other by a figure of Plenty. At the top of the pedestal is Cupid holding a flaming torch, and at the base is the inscription, “I. BVRKE, OPT. B. M. R. ET. I. CHAMPION. D. D.D. PIGNVS. AMICITÆ. III. NON. NOV. 1774.” Other decorative elements were also included. Portions of this service (which is sadly now dispersed) are owned by Mr. Callender, Mr. Edkins, Mr. Fry, and others. I owe my thanks to Mr. Owen for allowing me to reproduce an engraving of part of this service (Fig. 750) and for the use of several other woodcuts.
Fig. 750.—Part of the Service presented to Edmund Burke by Mr. and Mrs. Champion.
Fig. 750.—A section of the Service given to Edmund Burke by Mr. and Mrs. Champion.


Figs. 751 to 753.—Bristol Vases, belonging to Mr. Fry, Mr. Nightingale, and Mr. Callender.
Figs. 751 to 753.—Bristol Vases, owned by Mr. Fry, Mr. Nightingale, and Mr. Callender.

Fig. 754.—Bristol Vase, belonging to Mr. Francis Fry.
Fig. 754.—Bristol Vase, owned by Mr. Francis Fry.
Amongst the finest known productions of the Bristol works are the series of splendid vases in the possession of Mr. Francis Fry, F.S.A., to which I alluded in my account of Plymouth china. One of these is engraved on Fig. 754; it is 12¼ inches in height, and of hexangular form. The landscapes are exquisitely painted, and it has well modelled female busts on two of its sides, from which hang[386] festoons of raised coloured flowers. The other vases in Mr. Fry’s possession, one of which has a perforated neck, though differing in form, style, and ornamentation, exhibit the same excellence and skill in workmanship and in decoration which are so remarkable on this specimen. That these vases were painted by the same artists as the highest class of Plymouth china is very apparent to those who are conversant with their works. The birds are clearly “of the same family,” and the general style of decoration bears evident mark of coming from the same hands. They are not marked, and therefore a doubt very naturally arises as to whether they were made before the works were removed from Plymouth, and so brought as part of the “stock” to Bristol, or whether they were really made after their establishment in that city. They are, however, of a finer and higher quality than the marked Plymouth example, and therefore there can be no reasonable doubt that they are Champion’s production. Vases are distinctly spoken of in the evidence of John Britain before the House of Commons in 1774. He said “that he has great experience in several China manufactories, and has made several Trials upon all those which had been manufactured in England, and finds that all of them, except that of Bristol, were destroyed in the same Fire that brings the Bristol to Perfection. And he produced to your Committee several Samples of the said kinds of China, which shewed the effects upon china severally; and said, that they have not been able to bring the Bristol China to a marketable commodity, so as to furnish an Order, until within the last Six Months, but that sometimes they succeeded, and at other Times not, but that now they can execute any order. That they have lately made considerable improvements in the said Manufacture, and particularly are[387] endeavouring to perfect the Blue, in which they have not as yet entirely succeeded, though they have now a Gentleman who has succeeded in a small Way, in which they have been at a considerable Expense; that the witness thinks the Manufacture is capable of further improvements; that they can afford it at a price equal to Foreign China of equal Goodness, and that they have made some Specimens equal to good Dresden; that he has not seen any Dresden ornamental China equal to the Vases produced to your Committee, nor any Thing in Biscuit equal to the Biscuit in those Vases, and other Ornaments; that the Gilding stands well; that the Seve China differs from this; the Ornamental is more of a Cream colour, but the Glaze is so soft that it will not bear using; that he believed the enamel of the Bristol China is as hard as the Dresden, and harder than the Chinese,” &c. Mr. Champion also spoke very markedly upon this improvement when he wrote these words; “Mr. Champion can assert, with truth, that his hazard and expense were many times greater than those of the original inventor. Mr. Champion mentions this without the least disparagement to the worthy gentleman, Mr. Cookworthy, who is his particular friend; he gives him all the merit which is due to so great a discovery; he deserves it for finding out the means of a manufacture, which will, in all probability, be a very great advantage to this country; but yet Mr. Champion claims the merit of supporting the work, and, when the inventor declined the undertaking himself, with his time, his labour, and his fortune, improved it from a very imperfect to an almost perfect manufacture; and he hopes, soon, with proper encouragement, to one altogether perfect.”
Among the best-known creations from the Bristol factory are a series of stunning vases owned by Mr. Francis Fry, F.S.A., which I mentioned in my overview of Plymouth china. One of these is shown in Fig. 754; it stands 12¼ inches tall and has six sides. The landscapes are beautifully painted, and it features well-crafted female busts on two sides, from which hang festoons of raised colored flowers. The other vases in Mr. Fry’s collection, one of which has a perforated neck, while different in shape, style, and decoration, display the same high level of craftsmanship and ornamentation that is so impressive on this piece. It's quite clear that these vases were painted by the same artists responsible for the highest quality Plymouth china to those familiar with their work. The birds are clearly “from the same family,” and the overall style of decoration shows evident signs of coming from the same hands. They are not marked, which raises the question of whether they were made before the factory moved from Plymouth and were then brought as part of the “stock” to Bristol, or if they were actually created after the establishment in that city. However, they are of a finer and higher quality than the marked Plymouth example, leaving little doubt that they are Champion’s work. Vases are specifically mentioned in the testimony of John Britain before the House of Commons in 1774. He stated, “that he has great experience in several China manufactories, and has made several tests of all those made in England, and finds that all of them, except Bristol's, were destroyed in the same Fire that perfected the Bristol. He presented your Committee with several samples of these kinds of china, which displayed the effects on each type of china; and he said that they have not been able to bring the Bristol china to a marketable state to fulfill an order until the last six months, although sometimes they succeeded, and other times they did not, but now they can fulfill any order. They have recently made significant improvements in this manufacturing, particularly in perfecting the Blue, which they have not yet fully achieved, though they currently have a gentleman who has succeeded in a small way, at considerable expense; he believes the manufacturing holds potential for further improvements, they can offer it at a price comparable to foreign china of similar quality, and they have produced some samples equivalent to good Dresden; he has not seen any Dresden ornamental china that matches the vases produced for your Committee, nor any biscuit that rivals the biscuit in those vases and other ornaments; the gilding holds up well; Seve china differs from this; the ornamental has more of a cream color, but the glaze is so soft that it cannot withstand use; he believes the enamel of Bristol china is as hard as Dresden, and harder than the Chinese,” & etc. Mr. Champion also spoke emphatically about this improvement when he wrote: “Mr. Champion can truthfully state that his risk and expense were many times greater than those of the original inventor. Mr. Champion mentions this without any disparagement to the respected gentleman, Mr. Cookworthy, who is his close friend; he gives him all the credit due for such a significant discovery; he deserves it for finding the means of a manufacturing process that will likely be a great benefit to this country; yet Mr. Champion claims the credit for sustaining the work, and, when the inventor backed away from the undertaking himself, through his time, hard work, and investment, improved it from a very imperfect state to an almost perfect manufacture; and he hopes, soon, with proper encouragement, to achieve one that is completely perfect.”
The vases under notice fell to the lot of Mr. Fry’s grandfather at the time of the close of the works, and have never been out of the possession of the family. They are therefore attested as coming from Champion’s establishment. In Mr. Fry’s possession is also a remarkably interesting “waster” vase of the same general form and character, which has apparently been spoiled by smoke in the kiln. This vase, I believe, was purchased by its present possessor from a family in Bristol, in whose possession it was stated to have been for seventy years. Other vases of equal merit, all said to be Bristol, are in the possession of Mr. Edkins, Mr. Nightingale, and Mr. Walker. Of services, and portions of services, many fine examples exist in various private as well as in the national collections. Many of these are of extreme beauty in design and of remarkably good workmanship.
The vases in question came into Mr. Fry's grandfather's hands when the works closed, and they have stayed in the family ever since. This proves they are from Champion's workshop. Mr. Fry also has a very interesting "waster" vase of a similar shape that was likely damaged by smoke in the kiln. I believe he bought this vase from a family in Bristol, where it was said to have been for seventy years. Other vases of equal quality, all claimed to be from Bristol, are owned by Mr. Edkins, Mr. Nightingale, and Mr. Walker. Many fine examples of services and parts of services exist in various private collections and national museums. A lot of these are incredibly beautiful in design and exceptionally well-made.
[388]
[388]
Of these marvels of ceramic beauty Mr. Owen thus speaks:—
Of these amazing ceramic beauties, Mr. Owen says:—
“Some of these are painted with exotic birds of brilliant colour and landscape backgrounds, delicately panelled. The design of others exhibits considerable ingenuity. One painted with Chinese figures in medallions has a pencilled ground selected with good taste from a natural object—shagreen, or dressed shark-skin—often chosen by the Chinese for a similar purpose; the hexagonal pattern of which has been felicitously used as a ground with singular success. There is such a similarity in the colour and handling when compared with similar pieces of ware bearing the Plymouth mark, that some of them must have been from the same pencil. One of these vases is of special character, with perforated neck. It is hexagonal, with landscapes exquisitely painted in monochrome,—two in lake, two in blue, and two in green on several sides with good effect. Besides these, Mr. Fry has another series that cannot be doubted are Champion’s, although they want the same undeniable evidence of having passed directly from the factory into the possession of his family. We engrave one of them that has a cover, Fig. 751; it is so artistically identical in paste and glaze, touch and colour, with those preserved by Mr. Joseph Fry as to need no other voucher for its paternity. The same opinion may be given of a fine vase, Fig. 752, the property of Mr. J. E. Nightingale, The Mount, Wilton, with a strong additional argument in support of it—one side bears the same design enamelled in blue—the draw-well—that is painted on Mr. Fry’s vase, Fig. 754. Mr. Edkins also has a Bristol vase, similar to some in Mr. Fry’s collection, though somewhat different in decoration. It is identical in form with Fig. 752, but without the modelled sprays and leaves. Four of the sides are painted with landscapes in colour, two others in blue monochrome, all exquisitely pencilled. The gilded border round the upper portion beneath the neck is a rich arabesque of elegant design. This is a charming example, in perfect condition. The vase engraved (Fig. 753), is one of a pair, exquisitely decorated with birds and insects in panels on a blue salmon-scale ground. They are similar in character to Mr. Fry’s example, with a shagreen ground, already described. Some former proprietor has had them mounted in ormolu. The design of the metal work is rich and graceful, and in perfect harmony with the gilded arabesque borders, framing with panels. The height of all these vases is about twelve inches, and, with cover, sixteen inches.”
“Some of these are decorated with exotic birds in vibrant colors and beautifully detailed landscapes. The designs on others showcase a lot of creativity. One features Chinese figures in medallions with a tastefully chosen background that resembles shagreen or dressed shark skin, which is often picked by the Chinese for similar uses; its hexagonal pattern has been effectively used as a backdrop. There’s a noticeable similarity in the colors and techniques when comparing them to similar pieces marked from Plymouth, suggesting some likely share the same creator. One particular vase stands out due to its perforated neck. It is hexagonal, with landscapes beautifully painted in monochrome—two in lake color, two in blue, and two in green on various sides, all looking great. Additionally, Mr. Fry has another set that we can confidently attribute to Champion’s, even though they lack definitive proof of having gone directly from the factory to his family. We illustrate one of them with a cover, Fig. 751; it is so artistically similar in paste, glaze, texture, and color to those kept by Mr. Joseph Fry that no further proof is needed for its origin. The same can be said for a beautiful vase, Fig. 752, owned by Mr. J. E. Nightingale, The Mount, Wilton, which has an added piece of evidence—one side features the same design painted in blue—the draw-well—that appears on Mr. Fry’s vase, Fig. 754. Mr. Edkins also has a Bristol vase, resembling some from Mr. Fry’s collection, though with slightly different decorations. It has the same shape as Fig. 752, but without the modeled sprays and leaves. Four sides are adorned with colorful landscapes, while the other two show blue monochrome, all exquisitely detailed. The gilded border around the upper part below the neck features a rich arabesque with an elegant design. This is a lovely example, in perfect condition. The vase illustrated (Fig. 753) is one of a pair, beautifully decorated with birds and insects in panels on a blue salmon-scale background. They are similar in style to Mr. Fry’s piece with a shagreen backdrop, which has been previously described. A previous owner had them mounted in ormolu. The metalwork design is rich and graceful, perfectly complementing the gilded arabesque borders that frame the panels. Each of these vases stands about twelve inches tall, and with their covers, they reach sixteen inches.”
Figs. 755 and 756.—Bristol Bisque Plaques.
Figs. 755 and 756.—Bristol Bisque Plaques.

Figs. 757 and 758.—Bristol Bisque Plaques.
Figs. 757 and 758.—Bristol Bisque Plaques.
Another notable and beautiful feature of the Bristol works was the production of plaques, bouquets of flowers, wreaths, and armorial bearings, in biscuit. Of these examples are given in Figs. 755 to 758. One of these (Fig. 757), lately in the possession of Mr. Baller, but now of Mr. Nightingale, bears the arms and crest of the Eltons (who were connected with Bristol for the last two centuries as bankers, members of parliament, and mayors, and of which the present representative is Sir Arthur Hallam Elton, Bart.) impaling Tierney. The arms are paly of six, or and gules, on a bend sable, three mullets of the first, for Elton; impaling azure, between two lions combatant a sword argent, for Tierney. The shield is surrounded by a wreath of exquisitely and delicately modelled leaves and flowers. The plaque is oval, 5¼ inches in height by 4¼ inches in breadth. Another heraldic plaque is in the possession of Miss Smith, of Bristol. It is of about the same size as the one just described, and bears the arms of Smith, with escutcheon of Pope, as described as appearing on the tea-service engraved (Fig. 749). It is surrounded with a wreath of raised flowers of surpassing beauty.
Another impressive and beautiful aspect of the Bristol works was the creation of plaques, floral arrangements, wreaths, and crests, made in biscuit. Examples of these are shown in Figs. 755 to 758. One of these (Fig. 757), previously owned by Mr. Baller and now owned by Mr. Nightingale, features the arms and crest of the Eltons (who have been linked to Bristol for the past two centuries as bankers, members of parliament, and mayors, with the current representative being Sir Arthur Hallam Elton, Bart.) alongside Tierney. The arms consist of six vertical stripes, or and gules, with three stars in the first position on a black diagonal stripe for Elton; alongside azure, with a silver sword between two lions in combat for Tierney. The shield is encircled by a beautifully and delicately crafted wreath of leaves and flowers. The plaque is oval, measuring 5¼ inches tall by 4¼ inches wide. Another heraldic plaque belongs to Miss Smith of Bristol. It is similar in size to the one just mentioned and displays the arms of Smith, featuring the Pope’s escutcheon, as illustrated on the tea service (Fig. 749). It is adorned with a wreath of raised flowers of stunning beauty.
[389]
[389]
This interesting and valuable piece was some years ago stolen from the late Mr. Smith, but, after about thirty years, was purchased by its former owner at a sale along with some other examples of Bristol make. In the possession of the late Mr. Edwin James, of Bristol, and in other hands, are circular and oval plaques with wreaths or bouquets of raised flowers, modelled in the same delicate and masterly manner, and undoubtedly by the same artist. Another (Fig. 755), in Mr. Fry’s collection, has the arms of France beautifully surrounded by a crowned wreath of elaborately modelled flowers—the crown, wreath, and border of which are of dead and burnished gold. Fig. 756, also in Mr. Fry’s possession, is an exquisite[390] heraldic plaque, having the arms of Harford impaling Lloyd, surrounded by a finely modelled wreath of flowers. In the Edkins collection was also a plaque with a delicate border of flowers enclosing a medallion profile of Franklin; and another, a simple group of flowers, and other examples, belong to Mr. Owen, Mr. Rawlins, Mr. Gwyn, and others. In her Majesty’s possession are two remarkably fine examples with medallion profiles of George III. and Queen Charlotte, presented to that queen by Champion himself in 1775, together with a pair of smaller flower plaques of exquisite finish and delicacy.
This interesting and valuable piece was stolen from the late Mr. Smith years ago, but after about thirty years, it was bought back by its original owner at an auction, along with some other examples of Bristol craftsmanship. In the hands of the late Mr. Edwin James from Bristol, as well as others, are circular and oval plaques decorated with wreaths or bouquets of raised flowers, crafted in the same delicate and skillful way, surely by the same artist. Another piece (Fig. 755), in Mr. Fry’s collection, features the arms of France beautifully surrounded by a crowned wreath of elaborately designed flowers—the crown, wreath, and border are made of dull and shiny gold. Fig. 756, also in Mr. Fry’s collection, is a stunning heraldic plaque displaying the arms of Harford impaling Lloyd, surrounded by a finely crafted wreath of flowers. The Edkins collection also included a plaque with a delicate floral border encasing a medallion profile of Franklin, as well as another featuring a simple group of flowers. Additional examples belong to Mr. Owen, Mr. Rawlins, Mr. Gwyn, and others. In Her Majesty’s collection are two exceptionally fine pieces with medallion profiles of George III and Queen Charlotte, given to the queen by Champion himself in 1775, along with a pair of smaller flower plaques of exquisite detail and delicacy.
Figures were, to some extent, as is shown by the advertisements already quoted, made at Bristol, and in Mr. James’s possession were a pair—a man with a bird, and a woman with a barrel and a pig—bearing an incised cross on the bottom. Other figures are in the possession of Mr. Fry, Mr. Edkins, Lady Charlotte Schreiber, Mr. Castle, and others. (See Figs. 759 to 770).
Figures were, in some ways, as shown by the advertisements already mentioned, made in Bristol. Mr. James has a pair—one of a man with a bird and another of a woman with a barrel and a pig—both marked with an incised cross on the bottom. Other figures are owned by Mr. Fry, Mr. Edkins, Lady Charlotte Schreiber, Mr. Castle, and others. (See Figs. 759 to 770).
Mr. Owen gives in his admirable work a fac-simile of a letter, in Champion’s own handwriting, addressed to the same modeller (whose name unfortunately does not appear) who produced the “Four Elements” for the Derby works, ordering from him a set of the same subjects, and also the “Four Seasons,” treated in a way which he fully describes. The letter is so interesting, and bears so strongly on the point of figure producing at Bristol, that I here reprint it.
Mr. Owen includes in his excellent work a replica of a letter written in Champion’s own handwriting, addressed to the same sculptor (whose name unfortunately doesn't appear) who created the “Four Elements” for the Derby works, requesting a set of the same subjects and also the “Four Seasons,” which he describes in detail. The letter is really interesting and is highly relevant to the issue of figure production in Bristol, so I’m reprinting it here.
27 Feb. 1772.
Feb 27, 1772.
“To
“To”
“Mr. Brillait shew’d me your Letter of ye 18 Ins, which I chose to answer myself as a few thoughts had struck me which pleas’d me, & which will with your Execution have a very good Effect.
“Mr. Brillait showed me your letter from the 18th, which I decided to respond to myself because a few ideas came to mind that I liked, and which, along with your execution, will have a very positive effect.
“As I have an Inclination to fancys of this kind, I chose to write you as wish to have some elegant Designs. I have seen the four Elements which are made at Derby they are very Beautifull the dress easy, the forms fine, two in particular Air and Water are the charming figures. I apprehend that you made ye models & therefore hope that from your Execution the following fancies will not look amiss.
“As I have a tendency to appreciate ideas like this, I decided to write to you because I want to have some elegant designs. I’ve seen the four Elements made at Derby—they are very beautiful, the outfits are simple, and the shapes are refined. Two in particular, Air and Water, are exquisite figures. I believe you created the models, so I hope that your execution of the following ideas will turn out well.”
“The Elements
“The Elements
“Fire. A Vulcan forging a Thunderbolt in the attitude of striking with his anvil & Hammer, some pieces of Iron or coals or anything peculiar to a Blackmith’s Shop to be scatter’d about.
“Fire. A Vulcan forging a Thunderbolt, striking with his anvil and hammer, with pieces of iron or coals or anything typical of a blacksmith’s shop scattered about.”
“Water. A Naiad crown’d with rushes, leaning with her arm on an urn from whence gushes out Water. In the other hand she holds a fishing Net, with Fishes enclos’d in it, the ground ornamented with rushes, shells, Fish or the Fancies peculiar to Water.
“Water. A Naiad crowned with reeds, leaning on an urn from which water flows. In her other hand, she holds a fishing net with fish caught in it, while the ground is decorated with reeds, shells, fish, or other things unique to water.”
“Earth. An Husbandman digging with a spade a Baskett fill’d with Implements of Husbandry on ye Ground. The ground ornamented, with corn, acorns or Fruits.
“Earth. A farmer digging with a spade, a basket filled with farming tools on the ground. The ground decorated with corn, acorns, or fruits.”
“Air. A Winged Zephyr crown’d with Flowr’s treding on clouds, which rise naturally about him, his robes flowing & flying behind him he holds in one Hand a Branch of a Tree, if any ornaments behind are wanting, some Cherubim’s heads blowing would not be amiss.
“Air. A Winged Zephyr crowned with flowers, treading on clouds that naturally rise around him, his robes flowing and flying behind him. In one hand, he holds a branch of a tree; if any ornaments behind are missing, some cherubic heads blowing would not be out of place.”
[391]
[391]
“The Seasons
"The Seasons"
“Spring. A Nymph with a Coronet of Flow’rs on her head in Flowing Robes rather flying behind her, approaching with a smiling countenance as she advances the flow’rs appear to start up before her those at her feet higher those at a distance, which seems to be just Budding out, on the side after a Plough or Harrow, which she points to with one Hand, and with the other holds a small open Baskett fill’d with Seeds which she offers, from the Baskett falls a kind of Zone or Belt, on which are represented, the sign of the Zodiac Aries Taurus Germinæ.
“Spring. A Nymph with a crown of flowers on her head in flowing robes that trail behind her, approaching with a smiling face. As she moves forward, the flowers seem to spring up in front of her—those at her feet are taller, and the ones in the distance look like they are just starting to bloom, beside a plowed field. She points to it with one hand, while the other holds a small open basket filled with seeds that she offers. From the basket, a kind of belt or ribbon falls, decorated with the signs of the Zodiac: Aries, Taurus, and Gemini.”
“Summer. A man in the Prime of Life, loosely dress’d with a Bakt round his Body, on which are represented the Signs of the Zodiac Cancer Leo Virgo APs a shear (made use of in shearing Sheep) in one hand, and with the other Supports a Baskett of wool on his shoulders—on the Ground a scythe with Trusses of Hay schatter’d about.
“Summer. A man in the prime of life, casually dressed with a belt around his waist, featuring the symbols of the zodiac: Cancer, Leo, Virgo. He's holding a shear (used for shearing sheep) in one hand and supporting a basket of wool on his shoulders with the other. On the ground, there’s a scythe surrounded by bundles of scattered hay.”
“Autumn. A Matron with a kind of Coronet on her head, from whence spring Ears of Corn. Her robes not so flow as spring being of a graver Cast, in one Hand a Sickle, she leans on a Thyrsis round which are twin’d Baskett of grapes,[96] & a Zone or Belt falling from it, on which are represented the three signs of ye Zodiac, Libra, Scorpia, Sagittarius, the grounds she treads on full of Corn, & on a side of her a Baskett of fruit overturn’d.
“Autumn. A Matron wearing a kind of crown from which Ears of Corn sprout. Her robes don’t flow as gracefully as spring’s, having a more serious look. In one hand, she holds a sickle and leans on a staff entwined with a basket of grapes. A belt falls from it, featuring the three Zodiac signs: Libra, Scorpio, Sagittarius. The ground she walks on is full of corn, and beside her is an overturned basket of fruit.”
“Winter. A Descriped old man his head bald and a Long Beard leaning a Staff under one arm a Bundle of Sticks, his robe schatter’d and clasp’d with a Belt, on which are represented The three signs of the Zodiac, Capricorn, Aquarius, Pisces, the ground cover’d with bare branches of Trees, Frost & Snow & icicles hanging down in different Places.
“Winter. An old man with a bald head and a long beard leans on a staff under one arm, carrying a bundle of sticks in the other. His robe is tattered and fastened with a belt, which features the three zodiac signs: Capricorn, Aquarius, Pisces. The ground is covered with bare tree branches, frost, snow, and icicles hanging down from various places.”
“All these figures to be about 10 Inches high. After having seen the Derby Figures I did not recommend Ease & Elegance in the Shape & dress, but the latter I shall just mention as the antique Robes, are very easy and have a Propriety which is not to be met with in foreign Dresses, & as these figures are of a serious cast I think such dresses will carry woth them a greater Elegance, I shall be oblig’d to you to carry the designs into Execution as soon as possible, &c.”
“All these figures should be about 10 inches tall. After seeing the Derby Figures, I didn't suggest Ease & Elegance in the shape and dress, but I’ll just note that the antique robes are very comfortable and have a propriety that isn’t found in foreign dresses. Since these figures have a serious vibe, I believe such dresses will lend them greater elegance. I’d appreciate it if you could get the designs executed as soon as possible, etc.”

Fig. 759.—Champion’s Memorial to his daughter Eliza, belonging to Mr. Desaussure, of South Carolina.
Fig. 759.—Champion’s memorial for his daughter Eliza, owned by Mr. Desaussure from South Carolina.




Figs. 760 to 763.—The Four Seasons, from the Edkins Collection.
Figs. 760 to 763.—The Four Seasons, from the Edkins Collection.




Figs. 764 to 767.—The Four Elements, belonging to Mr. Boddam Castle.]
Figs. 764 to 767.—The Four Elements, owned by Mr. Boddam Castle.]
These series were accordingly executed, and all bear, in the examples now remaining, the mark T o[sideways ‘o’ symbol];. It would thus appear to be the modeller’s own mark, or contraction of his name.
These series were carried out as planned, and all have, in the examples still remaining, the mark T o[sideways ‘o’ symbol];. It seems to be the modeller’s personal mark, or an abbreviation of his name.
The most authentic and interesting figure is a memorial to[394] Richard Champion’s daughter Eliza, who died Oct. 13, 1779, aged fourteen. The figure is a monumental statuette of a mourning female figure, leaning on an urn, holding in her right hand a votive wreath and her left closed on the drapery. The urn and pedestal bear a long and very touching inscription. This interesting relic stands thirteen inches in height; it is in the possession of Mr. J. M. Desaussure, of Camden, South Carolina, who married a granddaughter of Champion. It is engraved on Fig. 759, through the courtesy of Mr. Owen. Two admirable figures (Figs. 768 and 769) of a shepherd and milkmaid, marked with the To marks, are in the possession of Mr. Francis Fry, and a set of the four seasons in rustic juvenile figures, bearing the same mark, were in the Edkins collection (Figs. 760 to 763). Another fine group is “Love subdued by Time,” in the Edkins collection (Fig. 770). Busts were also made; but as these and the examples made at Plymouth are not marked, and are made of the same body, and by the same workmen, it is manifestly impossible to correctly appropriate them.
The most genuine and intriguing figure is a memorial to[394] Richard Champion’s daughter Eliza, who passed away on October 13, 1779, at the age of fourteen. The figure is a monumental statuette of a mourning woman, leaning on an urn, holding a votive wreath in her right hand and draped fabric in her left. The urn and pedestal feature a long, touching inscription. This remarkable artifact stands thirteen inches tall; it is owned by Mr. J. M. Desaussure, of Camden, South Carolina, who married a granddaughter of Champion. It is depicted in Fig. 759, courtesy of Mr. Owen. Two excellent figures (Figs. 768 and 769) of a shepherd and a milkmaid, marked with the To marks, belong to Mr. Francis Fry, and a set of four seasons represented by rustic juvenile figures, also marked, were in the Edkins collection (Figs. 760 to 763). Another notable piece is “Love subdued by Time,” found in the Edkins collection (Fig. 770). Busts were also created; however, since these and the examples made at Plymouth are unmarked, and made from the same body and by the same craftsmen, it is clearly impossible to accurately attribute them.


Figs. 768 and 769.—Belonging to Mr. Francis Fry, F.S.A.
Figs. 768 and 769.—Owned by Mr. Francis Fry, F.S.A.
A cup, part of the Harford service, bears in the bottom in the inside the +, the initials J H (of Joseph Harford), and the date 1774, and is the earliest known dated example of Bristol china. Another excellent dated example, bearing the repeated monogram[395] W C on the inside, has on the bottom the +, 1776, and figure 1. The pounce-box (Fig. 772) bears the × and figure 3.
A cup from the Harford collection has a + sign, the initials J H (for Joseph Harford), and the year 1774 marked on the inside bottom, making it the earliest known dated example of Bristol china. Another great example, which features the repeated monogram[395] W C inside, is marked on the bottom with a +, 1776, and figure 1. The pounce-box (Fig. 772) has a × and figure 3.

Fig. 770.
Fig. 770.
The mark which usually denotes Bristol porcelain is a plain saltire, or cross, in blue, neutral tint, or red, sometimes with the addition of figures or other marks, but more commonly by itself. The figures probably denoted the workman, not the pattern, as on the same sets different numbers appear, which would not be the case if the design was denoted. The following are varieties of the mark, the cross being sometimes in one colour, and the figure or character in another. One, it will be seen, bears, besides the saltire, the sign for a drachm (or perhaps figure 3), and another the Greek character epsilon (ε). These marks occur the one on a teapot, the other on a saucer lately in the possession of Mr. Norman. The letter B also sometimes occurs painted in the same manner as the cross, and also in combination with figures, &c. (Figs. 783 to 786.) Other marks have been ascribed to Bristol, but many of them, I believe, wrongly. In Mr. James’s collection was a small fluted cream-boat, blue and white, with an unusual mark, the blue cross, above which is an embossed letter T, as shown on Fig. 789. The same mark occurs on a specimen in the Nightingale collection. Another mark variously ascribed to Bristol and Bow is To (Fig. 790), and one very early trial piece in the Edkins collection bears the unique mark of the word B r i s t o l l in relief. The Dresden mark of crossed daggers occasionally occurs in connection with the cross or the letter B; the latter marks being in some instance painted over the former, and in others close by (Figs. 791 to 796). Other marks said to be Bristol are shown on Figs. 799 and 800.
The mark that typically indicates Bristol porcelain is a simple saltire, or cross, in blue, neutral tint, or red, sometimes with extra figures or other marks, but usually on its own. The figures likely represent the worker, not the design, since different numbers pop up on the same sets, which wouldn’t happen if the design was what mattered. Here are some variations of the mark, with the cross sometimes in one color and the figure or character in another. One, as you’ll see, features the saltire along with the sign for a drachm (or maybe the number 3), and another has the Greek letter epsilon (ε). These marks are found, one on a teapot and the other on a saucer recently owned by Mr. Norman. The letter B occasionally appears painted in the same style as the cross and sometimes combined with figures, etc. (Figs. 783 to 786.) Other marks have been attributed to Bristol, but many of them, I believe, are incorrect. In Mr. James’s collection was a small fluted cream boat, blue and white, with an unusual mark: a blue cross, above which is an embossed letter T, as shown in Fig. 789. The same mark is also found on a piece in the Nightingale collection. Another mark associated with both Bristol and Bow is To (Fig. 790), and one very early trial piece in the Edkins collection has the unique mark of the word B r i s t o l l in relief. The Dresden mark of crossed daggers sometimes appears alongside the cross or the letter B; in some cases, the latter marks are painted over the former, and in others, they are close by (Figs. 791 to 796). Other marks claimed to be Bristol are displayed in Figs. 799 and 800.

Fig. 771.
Fig. 771.
Fig. 772.
Fig. 772.
[396]
[396]
The ꝝ mark of Plymouth and the + of Bristol are on one or two known pieces, found in combination thus (Fig. 798), from the Schreiber collection.
The ꝝ mark of Plymouth and the + of Bristol are on one or two known pieces, found in combination like this (Fig. 798), from the Schreiber collection.
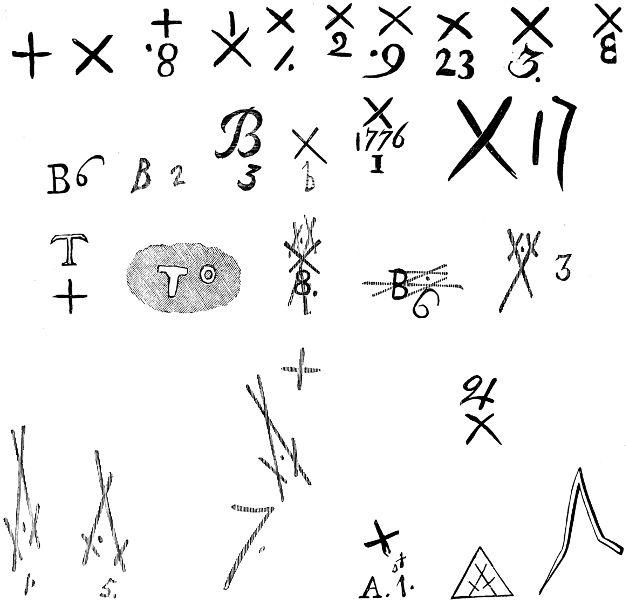
Figs. 773 to 800.
Figs. 773-800.
Mr. Owen, to whom I have had occasion many times to refer in the course of this chapter on Bristol china, and to whom I must offer my congratulations on the successful issue of his labours and on the boon he has conferred on the literature of ceramics by his researches and by the elegant volume in which those researches are recorded, gives many interesting particulars regarding Champion’s workmen and apprentices. The following notes upon workmen may be useful for reference:—
Mr. Owen, whom I've mentioned several times in this chapter about Bristol china, deserves my congratulations on the successful outcome of his efforts and on the invaluable contribution he has made to ceramics literature through his research and the elegant book that records those findings. He shares many interesting details about Champion's workers and apprentices. The following notes about the workers might be useful for reference:—
Anthony Amatt; a thrower and meritorious painter, who died in 1851, aged 92. He is said to have been born at Derby in 1759, and to have been apprenticed to a thrower who worked at Champions, and to have worked there till their close.
Anthony Amatt; a skilled thrower and talented painter, who passed away in 1851 at the age of 92. He was reportedly born in Derby in 1759 and became an apprentice to a thrower who worked at Champions, where he continued to work until their closure.
Moses Hill; a china maker, 1775–6 (probably from Derby).
Moses Hill; a porcelain maker, 1775–6 (likely from Derby).
[397]
[397]
John Britain; foreman, whose initials
 appear on some pieces.
appear on some pieces.
John Britain; foreman, whose initials
appear on some items.
Thomas Briand (probably Bryan); a flower modeller in 1777, who came from Derby.
Thomas Briand (likely Bryan); a flower model maker in 1777, who came from Derby.
B. Proeffell; a German, supposed to be engaged on the “blue and white ware.”
B. Proeffell; a German, believed to be working on the “blue and white ware.”
M. Saqui (not Le Quoi, as Mr. Owen supposes); a clever painter and modeller.
M. Saqui (not Le Quoi, as Mr. Owen thinks); a talented painter and sculptor.
William Fifield; a painter. He worked as an enameller at the Water Lane Pottery, and died in 1857, aged 80. Mr. Owen, carefully correcting Marryatt, says: “He is said to have worked for Champion, but this is simply impossible, as he was not born till 1777, and Champion’s labours concluded in 1781,” when he was only four years old.
William Fifield was a painter. He worked as an enameler at the Water Lane Pottery and died in 1857 at the age of 80. Mr. Owen, diligently correcting Marryatt, states: “He is said to have worked for Champion, but this is simply impossible, as he wasn't born until 1777, and Champion's work ended in 1781,” when he was only four years old.
Philip James; a china painter in 1775.
Philip James; a china painter in 1775.
Mrs. James; modeller, mother of the late well-known and respected collector, Mr. Edwin James, of Bristol.
Mrs. James; modeler, mother of the late well-known and respected collector, Mr. Edwin James, from Bristol.
Henry Bone (the celebrated enameller). He is shown, by Mr. Owen, to have been apprenticed on the 20th of January, 1772, to “Richard Champion, China Manufacturer, & Judith his wife, for seven years.” He was born at Truro, in February, 1755, so that at the date of his apprenticeship to Champion he would be seventeen years old. The presumption is that young Bone, whose father was a cabinet-maker at Plymouth, was originally apprenticed to Cookworthy at Plymouth, and became a “turn-over,” with re-apprenticeship, to Champion. He became an R.A. in 1811, and died full of honours in 1834.
Henry Bone (the famous enameller) is noted by Mr. Owen to have been apprenticed on January 20, 1772, to “Richard Champion, China Manufacturer, & Judith his wife, for seven years.” He was born in Truro in February 1755, so at the time of his apprenticeship to Champion, he would have been seventeen years old. It's likely that young Bone, whose father was a cabinet maker in Plymouth, was initially apprenticed to Cookworthy in Plymouth and then became a "turn-over," getting re-apprenticed to Champion. He became an R.A. in 1811 and passed away, esteemed, in 1834.
William Stephens; son of William Stephens, of Plymouth, and, in 1771, of Bristol. Apprenticed to Champion on the same day as Bone, and probably also a “turn-over” from Cookworthy. He was a china painter.
William Stephens; son of William Stephens, from Plymouth, and, in 1771, from Bristol. He was apprenticed to Champion on the same day as Bone and was likely also a “turn-over” from Cookworthy. He was a china painter.
John Hayden; china painter, of the same family as Benjamin Hayden, R.A. He was the son of John Hayden, of Plymouth, shoemaker, and was apprenticed to Champion on the same day as Bone and Stephens, and the probability certainly is that these three Plymouth youths, all apprenticed on the same day to Richard Champion, who succeeded to the Plymouth works, were transferred to him by Cookworthy and re-apprenticed.
John Hayden, a china painter and part of the same family as Benjamin Hayden, R.A., was the son of John Hayden, a shoemaker from Plymouth. He started his apprenticeship with Champion on the same day as Bone and Stephens. It's likely that these three young men from Plymouth, all beginning their apprenticeships with Richard Champion, who took over the Plymouth works, were transferred to him by Cookworthy and re-apprenticed.
Samuel Daw, apprenticed January 23rd, 1772.
Samuel Daw, apprenticed January 23, 1772.
Samuel Andrews Lloyd, apprenticed December 31st, 1772. He was son of Edward Lloyd, merchant, of Bristol, and nephew of Mrs. Champion.
Samuel Andrews Lloyd, apprenticed on December 31st, 1772. He was the son of Edward Lloyd, a merchant from Bristol, and the nephew of Mrs. Champion.
Jacob Alsop, apprenticed as a china painter June 18th, 1773. Son of Uriah Alsop, coalminer, of Stapleton.
Jacob Alsop began his apprenticeship as a china painter on June 18, 1773. He was the son of Uriah Alsop, a coalminer from Stapleton.
Samuel Banford, apprenticed as a china painter same day. Son of Thomas Banford, of Berkeley.
Samuel Banford started his apprenticeship as a china painter on the same day. He is the son of Thomas Banford from Berkeley.
John Garland, apprenticed as a china painter same day. Son of Richard Garland, of Bristol, labourer.
John Garland began his apprenticeship as a china painter on the same day. He is the son of Richard Garland, a laborer from Bristol.
William Wright, apprenticed as a china painter April 8th, 1775. Son of Wm. Wright, of Wotton-under-Edge.
William Wright started his apprenticeship as a china painter on April 8, 1775. He is the son of Wm. Wright from Wotton-under-Edge.
John Parrot, apprenticed as a “burner of china” November 22nd, 1775. Son of John Parrot, of Bristol, house painter.
John Parrot started his apprenticeship as a "china burner" on November 22, 1775. He is the son of John Parrot, a house painter from Bristol.
Benjamin Lewis, apprenticed as a china painter December 5th, 1775. Son of John Lewis, of Llandoger.
Benjamin Lewis began his apprenticeship as a china painter on December 5th, 1775. He is the son of John Lewis from Llandoger.
Samuel Begnon, apprenticed January 29th, 1776. Son of John Begnon, late of Bristol, joiner.
Samuel Begnon, apprenticed January 29, 1776. Son of John Begnon, formerly of Bristol, joiner.
Thomas Williams, apprenticed September 19th, 1776. Son of Thos. Williams, of Bristol, labourer.
Thomas Williams, apprenticed on September 19th, 1776. He is the son of Thos. Williams, a laborer from Bristol.
John Jones, apprenticed same day. Son of Samuel Jones, of Bristol, carpenter.
John Jones started his apprenticeship on the same day. He is the son of Samuel Jones, a carpenter from Bristol.
Samuel Fiander Pagler, apprenticed as a china painter October 24th, 1776. Son of Thos. Paglar, of Bristol, mason.
Samuel Fiander Pagler began his apprenticeship as a china painter on October 24th, 1776. He was the son of Thos. Paglar, a mason from Bristol.
John Webb, apprenticed as a china painter July 26th, 1777. Son of John Webb, of Bristol, shoemaker.
John Webb was apprenticed as a china painter on July 26, 1777. He was the son of John Webb, a shoemaker from Bristol.
William Webb, apprenticed as a china painter same day. Son of Isaac Webb, of Bristol, stocking-maker.
William Webb began his apprenticeship as a china painter on the same day. He is the son of Isaac Webb, a stocking maker from Bristol.
James Saunders, apprenticed as a china painter same day. Son of James Saunders, of Bristol, potter.
James Saunders started his apprenticeship as a china painter on the same day. He is the son of James Saunders, a potter from Bristol.
Edward Stephens, apprenticed July 17, 1776, to John Britain, foreman to Champion. Son of William Stephens, and brother to William Stephens already apprenticed to Champion.
Edward Stephens, apprenticed on July 17, 1776, to John Britain, foreman to Champion. He is the son of William Stephens and the brother of William Stephens, who is already apprenticed to Champion.
William Lyne, apprenticed July, 1778. The last apprentice to the works.
William Lyne started his apprenticeship in July 1778. He was the last apprentice at the works.
[398]
[398]
Bristol Earthenware.
Temple Backs.—In 1786 the pottery for fine earthenware was established at No. 9, Water Lane, Temple Street, called “Temple Back,” by Joseph Ring, as I have shown in my notice of that potter and his delft-ware productions on page 354. In January, 1787, the following highly interesting advertisement appeared in the Bristol Gazette and Public Advertiser:—
Temple Backs.—In 1786, a pottery for high-quality earthenware was set up at No. 9, Water Lane, Temple Street, known as “Temple Back,” by Joseph Ring, as I detailed in my notice of that potter and his delft-ware creations on page 354. In January 1787, the following intriguing advertisement was published in the Bristol Gazette and Public Advertiser:—
“Bristol Pottery, Temple Back.—Joseph Ring[97] takes this opportunity to inform merchants and others that he has established a manufactory of the Queen’s and other earthenware, which he will sell on as low terms, wholesale and retail, as any of the best manufacturers in Staffordshire can render the same to Bristol.”
“Bristol Pottery, Temple Back.—Joseph Ring[97] takes this chance to let merchants and others know that he has set up a factory for the Queen’s and other earthenware, which he will sell at prices as low, wholesale and retail, as any of the top manufacturers in Staffordshire can offer in Bristol.”
Fig. 801.—Bristol Pottery in 1869.
Fig. 801.—Bristol Pottery, 1869.
In December of the same year, as is shown by an invoice of goods, the following goodly variety of articles was made: “oval dishes,” 10, 11, 12, 13, and 14 inches respectively; “table plates;” “soups;” “suppers;” “twifflers;” “tureens;” “quart jugs;” “pint jugs;” “sallad dishes;” “coffee-pots;” “sugar dishes with covers;” “coffee cups;” “bowles;” “coffee cups and saucers, paynted;” “table plates, paynted;” “twifflers paynted;” “quart[399] mugs variagated;” and “pint mugs variagated.” Mr. Ring’s friend and assistant, John Bettington, commemorated the establishment of this new manufacture by writing some songs for the Martinmas hiring festivities of the workmen. Two of these are printed by Mr. Owen. The first is entitled “The Bristol Pottery, by J. Bettington,” and is as follows:—
In December of the same year, as shown by an invoice of goods, the following variety of items was produced: “oval dishes,” 10, 11, 12, 13, and 14 inches respectively; “table plates;” “soups;” “suppers;” “twifflers;” “tureens;” “quart jugs;” “pint jugs;” “salad dishes;” “coffee pots;” “sugar dishes with covers;” “coffee cups;” “bowls;” “painted coffee cups and saucers;” “painted table plates;” “painted twifflers;” “variegated quart mugs;” and “variegated pint mugs.” Mr. Ring’s friend and assistant, John Bettington, celebrated the start of this new manufacturing venture by writing some songs for the Martinmas hiring festivities of the workers. Two of these are printed by Mr. Owen. The first is titled “The Bristol Pottery, by J. Bettington,” and is as follows:—
The second song, called “Bristol Pottery Martinmas Ditty” concludes thus:—
The second song, called “Bristol Pottery Martinmas Ditty,” ends like this:—
On the 5th of April, 1788, “Mr. Joseph Ring, potter, in Temple Street was unfortunately killed by the falling in of a warehouse. He has left a widow and nine children to lament his loss.”[98] He[400] was superintending some alterations at the time, when the roof fell in, and he was killed in the presence of his wife. The business was carried on as usual “by the widow of the late Joseph Ring, and late partners, under the firm of Ring, Taylor, and Carter.” The commemorative song of this year is curious. It is as follows:—
On April 5, 1788, “Mr. Joseph Ring, a potter on Temple Street, was tragically killed when a warehouse collapsed. He leaves behind a widow and nine children grieving his loss.”[98] He[400] was overseeing some changes when the roof caved in, and he died in front of his wife. The business continued operating “by the widow of the late Joseph Ring and former partners, under the name Ring, Taylor, and Carter.” The commemorative song from this year is interesting. It goes as follows:—
In 1797 these works are described as “a large pottery,” so they must at that time have been very extensive. In that year a curious reference to “two gentlemen of the name of Ring,” sons, no doubt, to Joseph Ring, occurs in the account of the death of James Doe, a potter who worked there under them, which I have given under the head of Lambeth (see page 137, ante). A mug bearing his name, “J. Doe, Sept. 1797,” is engraved in Mr. Owen’s book. In 1813 a deed of partnership between Joseph Ring (son of the late owner), Henry Carter, and John D. Pountney was drawn up, but through the death of the first-named was not executed. The business was therefore carried on by Pountney and Carter, under the style of Elizabeth Ring & Co., until 1816, when Carter retired and was succeeded by Edward Allies, the style being Pountney and Allies. In 1825–6 it was, according to Chilcott’s and Matthews’ Guides, worked by the firm of Pountney and Allies, and at that time gave employment to about two hundred persons. Mr. Allies retired in 1835, and in the following year Mr. Pountney took into partnership Mr. Gabriel[401] Goldney, who retired in 1850. Mr. Pountney died in 1852, and the works were then carried on by his widow under the style of “Pountney & Co.,” under the management of Mr. Clowes. In 1872, in which year Mrs. Pountney died, the works were purchased by Mr. Halsted Sayer Cobden, who also owns the Victoria Pottery, in Bristol, and by whom they have been much extended, and give employment to about four hundred hands. The goods produced are the ordinary classes of white and printed earthenware, principally for exportation. During Mr. Pountney’s lifetime, some parian figures, &c., were made at these works; and some exquisite examples, made by one of the workmen named Raby, who removed into Staffordshire, were in the possession of the late Mrs. Pountney, as were also some excellent imitations of the Etruscan and other styles. Examples of the early productions of these works are scarce, and it is interesting to state that the good old Bristol mark of the cross was used on some of the pieces of earthenware here made. The mark is sometimes in blue, and sometimes impressed. A name well known in connection with these works is that of William Fifield (and his son John), who was a painter of some merit. One of his plaques—a sportsman with dog, gun, and glass—is, with other examples, in my own possession. It bears on the back his initials, “W. F.,” and the words, “Here’s to my Dog and my Gun, 1855.” The view of the works, painted on four large tiles, and dated May 15th, 1820, now on the wall of the office of the Water Lane Pottery (Fig. 802), was also painted by him.
In 1797, these works were referred to as “a large pottery,” indicating they must have been quite extensive at that time. That year, there’s an interesting mention of “two gentlemen named Ring,” likely the sons of Joseph Ring, in the account of James Doe's death, a potter who worked for them, which I previously mentioned under Lambeth (see page 137, ante). A mug inscribed with “J. Doe, Sept. 1797” is featured in Mr. Owen’s book. In 1813, a partnership agreement was made between Joseph Ring (the son of the late owner), Henry Carter, and John D. Pountney, but it wasn’t finalized due to the death of the first one. As a result, Pountney and Carter continued the business under the name Elizabeth Ring & Co. until 1816, when Carter retired and was replaced by Edward Allies, and the company was then known as Pountney and Allies. According to Chilcott’s and Matthews’ Guides, from 1825 to 1826, it was operated by Pountney and Allies, employing about two hundred people at that time. Mr. Allies retired in 1835, and the next year, Mr. Pountney took Mr. Gabriel[401] Goldney into partnership, who later retired in 1850. Mr. Pountney passed away in 1852, after which the works were run by his widow under the name “Pountney & Co.,” managed by Mr. Clowes. In 1872, the year Mrs. Pountney died, Mr. Halsted Sayer Cobden bought the works; he also owned the Victoria Pottery in Bristol and expanded the operations, which now employ around four hundred people. The products made include common types of white and printed earthenware, mainly for export. During Mr. Pountney’s lifetime, some parian figures were created there, including exquisite examples made by a worker named Raby, who later moved to Staffordshire; these were owned by the late Mrs. Pountney, along with some excellent replicas in Etruscan and other styles. Early examples from these works are rare, and it's notable that the classic Bristol mark of the cross appeared on some of the earthenware pieces made here. This mark sometimes appears in blue and at other times is impressed. A well-known name linked to these works is William Fifield (along with his son John), who was a skilled painter. One of his plaques—a sportsman with his dog, gun, and glass—is among my own collection. It’s marked on the back with his initials, “W. F.,” and the phrase, “Here’s to my Dog and my Gun, 1855.” The view of the works, painted on four large tiles and dated May 15th, 1820, now hangs in the office of the Water Lane Pottery (Fig. 802), and was also painted by him.
Fig. 802.
Fig. 802.

Fig. 803.
Fig. 803.
[402]
[402]
The Temple and St. Thomas’s Street Works.—The oldest stoneware pottery in Bristol is that of Mr. J. and C. Price and Brothers, in St. Thomas’s Street and Temple Street, where their famous glazed stoneware is made. It was established about 1735 or 1740, and has been continued in work by three generations of the same family until the present day. The old “Salt Glaze” was used till 1842, when great improvements having been made through the long-continued and successful experiments of Mr. Powell (as named in the notice of his works), it was at that time found practicable to dip the stoneware into liquid glaze in its green state, instead of first burning and then “smearing,” as formerly practised. Messrs. Price, having adopted the new method, continued to improve their works, and built much larger kilns than usual in potteries of the kind. The superiority of “Bristol stoneware” over others became so well established, that the metropolitan makers bought their glaze from that city until very recently, and, indeed, I believe some of them do so at the present day. The stoneware goods produced by Messrs. Price are of the highest quality, and, besides the more homely and useful articles, they have succeeded in making some excellent imitations of the antique, of very fine body, faultless glaze, and elegant form. Many of these are admirable copies from the antique, and are perfect in shape and in firing. Among the goods produced by this firm are filters of a remarkably simple but excellent construction and of elegant form; feet and carriage warmers; barrels and churns; bread, cheese, and other pans, and every other kind of domestic vessel, as well as every possible size and variety of bottles, jugs, &c. They do an immense export trade for bottles for ale, stout, &c., these being found for the purpose far superior to glass. Messrs. Price also make all the other usual varieties of stoneware goods, and all are of faultless quality both in body and glaze.
The Temple and St. Thomas’s Street Works.—The oldest stoneware pottery in Bristol is that of Mr. J. and C. Price and Brothers, located on St. Thomas’s Street and Temple Street, where their well-known glazed stoneware is produced. It was founded around 1735 or 1740 and has been operated by three generations of the same family up to the present day. The old “Salt Glaze” technique was used until 1842 when significant improvements emerged from the extensive and successful experiments of Mr. Powell (as mentioned in the notice of his works). At that time, it became practical to dip the stoneware into liquid glaze while it was still in its green state, instead of the previous method of firing first and then applying the glaze. Messrs. Price adopted the new technique and continued to enhance their production by building much larger kilns than typically found in similar potteries. The quality of “Bristol stoneware” became so well recognized that makers in London procured their glaze from Bristol until very recently, and I believe some still do. The stoneware products from Messrs. Price are of the highest quality, and in addition to practical everyday items, they have crafted remarkable imitations of antique pieces that feature a fine body, flawless glaze, and elegant design. Many of these pieces are impressive replicas of antique items, perfect in shape and firing. Among the products made by this company are filters with a remarkably simple yet excellent design and elegant shape; foot and carriage warmers; barrels and churns; pans for bread, cheese, and other items, as well as all types of domestic vessels and every possible size and variety of bottles, jugs, etc. They have a huge export business for bottles used for ale, stout, etc., which are considered far superior for this purpose compared to glass. Messrs. Price also produce all the other common types of stoneware, all crafted to flawless quality in both body and glaze.
[403]
[403]
Temple Gate Pottery.—At Temple Gate a stoneware pottery has long been established, and is still successfully carried on by Messrs. William and Septimus Powell, the sons of its founder. The goods manufactured at this establishment are what are generally termed “Bristol ware” or “Improved stone,” which was invented and perfected some forty years ago by the late Mr. Powell. “Its peculiarity consists in its being coated with a glaze which is produced simultaneously with the ware itself, so that one firing only is needed.” So great was Mr. Powell’s success in his discovery, that “shortly after its introduction at the Temple Gate Pottery almost every other manufacturer of stoneware adopted it, and it has now, in a large measure, superseded the old salt-glazed ware.” The goods principally made by the present proprietors, Messrs. W. & S. Powell, are bread-pans, filters, foot-warmers, and other domestic vessels, as well as bottles and jars of every size, shape, and use. Messrs. Powell have a registered arrangement for fitting, fastening, and keeping air-tight, by means of a three-pronged, or tripod, iron clamp furnished with an elastic washer, the lids of preserve and other jars—thus doing away with the necessity of any other covering. At these works, too, vases and bottles of classic shape are occasionally made, as are also enormous jugs—one of which, capable of holding twenty-five gallons, has been exhibited by the firm.
Temple Gate Pottery.—At Temple Gate, a stoneware pottery has been successfully run by Messrs. William and Septimus Powell, the sons of its founder. The products made at this establishment are commonly known as “Bristol ware” or “Improved stone,” which was developed and perfected about forty years ago by the late Mr. Powell. “Its uniqueness lies in being coated with a glaze that is produced at the same time as the ware itself, so only one firing is required.” Mr. Powell's discovery was so successful that “shortly after it was introduced at the Temple Gate Pottery, nearly every other stoneware manufacturer adopted it, and it has largely replaced the old salt-glazed ware.” The primary products made by the current owners, Messrs. W. & S. Powell, include bread-pans, filters, foot-warmers, and various domestic vessels, as well as bottles and jars of all sizes, shapes, and purposes. Messrs. Powell have a registered design for securing, fastening, and keeping airtight, using a three-pronged or tripod iron clamp with an elastic washer for the lids of preserve and other jars—eliminating the need for any other covering. At these works, they also occasionally create vases and bottles with classic designs, as well as large jugs—one of which, capable of holding twenty-five gallons, has been showcased by the firm.
Wilder Street Pottery.—About 1820 a pottery on a small scale was worked in Wilder Street by a family named Macken, a descendant of the owner of the old pottery at St. Ann’s, at Brislington, where flower-pots and other coarse brown ware was made. Macken afterwards went to America.
Wilder Street Pottery.—Around 1820, a small pottery was operated in Wilder Street by a family named Macken, who were descendants of the owner of the old pottery at St. Ann’s in Brislington, where flower pots and other rough brown ware were produced. Macken later moved to America.
Bristol Glass.
As the manufacture of enamelled glass in Bristol is so intimately mixed up with that of pottery and china, it may be interesting to add a few words concerning it. In 1761 there appears to have been, according to Evans, “fifteen large houses employed in that manufacture.” The main source of information concerning the manufacture is gained from the books and papers of Michael Edkins, to whom I have referred in my notice of the delft-ware pottery. For the particulars gleaned from these papers I am indebted to his descendant, Mr. William Edkins. The ledger commences in May, 1761.
As the production of enamelled glass in Bristol is closely linked with that of pottery and china, it might be interesting to share a few details about it. In 1761, according to Evans, there were “fifteen large houses engaged in that production.” The main source of information about the manufacturing process comes from the books and papers of Michael Edkins, who I mentioned in my overview of the delft-ware pottery. I am grateful to his descendant, Mr. William Edkins, for the details I gathered from these documents. The ledger begins in May 1761.
[404]
[404]
The glass made at Bristol appears to have been principally white, of different shades, and was made in a great variety of articles, including teapots, jugs, cream ewers, beakers, &c. The commoner varieties of decorative glass were painted in a rapid style with varnish colour, and submitted to a gentle heat, just sufficient to fix it on the surface. This, of course, soon rubbed off in use, and on the examples which are still remaining the patterns have almost disappeared.
The glass produced in Bristol seems to have mainly been white, in various shades, and was crafted into a wide range of items, including teapots, jugs, cream pitchers, beakers, etc. The more common types of decorative glass were quickly painted with varnish color and then lightly heated, just enough to set it on the surface. This would often wear off with use, and on the examples that still exist, the patterns have nearly vanished.
The highest class of goods produced by Mr. Edkins was beautifully and perfectly enamelled, the colours were remarkably good, and thoroughly incorporated into the glass. Examples of this kind are very rare, but one or two specimens still remain in the family and are highly prized.
The finest goods made by Mr. Edkins were beautifully and perfectly enameled, the colors were exceptionally vibrant, and fully blended into the glass. Examples of this kind are very rare, but a couple of pieces still exist in the family and are greatly valued.
As the prices charged by Michael Edkins for painting on glass, and for enamelling, naturally become a guide to the prices he had been paid as a painter on delft-ware, and further as a guide to the prices of painting on china at that time, I append a few extracts from his ledger, which will be read with interest by collectors. For these extracts I am indebted to Mr. William Edkins, of Bristol, grandson of the painter, who has the original book in his possession. The accounts for painting and enamelling on glass extend from April, 1762, to December, 1787. The following are a few of the items:—
As the prices that Michael Edkins charged for painting on glass and for enameling provide a reference for what he was paid as a painter on delft-ware, and also serve as a reference for china painting prices at that time, I’m sharing a few excerpts from his ledger that collectors will find interesting. I owe these excerpts to Mr. William Edkins of Bristol, the painter's grandson, who has the original book. The accounts for painting and enameling on glass cover the period from April 1762 to December 1787. Here are some of the items:—
| 1762. | £ | s. | d. | |
| April 26. | To 5 long dozn. Aml.[101] Beakers | 0 | 10 | 0 |
| May 3. | To 3 do. basons, cans, & cream jugs | 0 | 6 | 0 |
| „ 5. | To 3 Do. sorted blue ware | 0 | 12 | 0 |
| „ 10. | To 2 Lg. dzn. Amell ware | 0 | 4 | 0 |
| „ 12. | To 1 Lg. dzn. Aml. Beakers | 0 | 2 | 0 |
| „ 14. | To 20 Sugar dishes & covers | 0 | 2 | 6 |
| June 12. | To 5 Lg. dzn. Aml. ware | 0 | 10 | 0 |
| „ 17. | To 1 Dn. blue pint bowls | 0 | 8 | 0 |
| „ 19. | To 1 sett Jar & Beakers 5 in a Sett | 0 | 2 | 6 |
| July 15. | To 8½ Long dzn. Amell sorted | 0 | 17 | 0 |
| „ 19. | To 4 blue jars & Beakers with Mosaick border, to match a large sett for Mr. Wilson | 0 | 2 | 0 |
| „ 20. | To 1 do do Amell cans | 0 | 2 | 0 |
| „ 26. | To 1 pint blue can ornamented with gold and letters | 0 | 0 | 8 |
| „ 30. | To Amell 12 pint cans | 0 | 2 | 0 |
| Sept. 4. | To 6 setts blue jars and Beakers with mosaick borders 1s. 6d. sett | 0 | 9 | 0 |
| „ 13. | To 12 blue quart canns 6d. each | 0 | 6 | 0 |
| Dec. 3. | To 3 long Dozen cream Bucketts 2s. | 0 | 6 | 0[405] |
| „ 3. | To 12 sett large blue Jars & Beakers | 0 | 18 | 0 |
| 1763. | ||||
| Feb. 11. | To 15 long dozn. sorted Blue ware | 1 | 0 | 0 |
| April 13. | To 10 „ „ Do. Do. | 2 | 0 | 0 |
| May 31. | To 12 small blue jars & covers 4d. | 0 | 4 | 0 |
| June 24. | To 1 pint Blue Can with name John Vowell | 0 | 0 | 6 |
| Aug. 18. | To 6 Enamell pint Cans—wrote “Liberty & no Excise” 4d. | 0 | 2 | 0 |
| „ „ | To 6 Cannisterrs blue 6d. | 0 | 3 | 0 |
| Oct. 18. | To 1 dozn. Canns & Milk jugs | 0 | 1 | 1 |
| Nov. 12. | To 12 Wash hand Tumblers 4d. | 0 | 4 | 0 |
| „ „ | To 12 Saucers 4d. | 0 | 4 | 0 |
| „ „ | To 6 Flower bottles | 0 | 1 | 0 |
| 1765. | ||||
| May 28. | To 2 blue pints “Mary & John Vowell” | 0 | 1 | 0 |
| 1766. | ||||
| Aug. 20. | To 12 long Dozen fine Wine—wrote “Pitt & Liberty” 3s. Dozen | 1 | 16 | 0 |
| 1767. | ||||
| Dec. 4. | To 3 large setts Enamell richly ornamented with Gold and Flowers 5s. sett | 0 | 15 | 0 |
| 1769. | ||||
| Sept. 22. | To 3 pair blue Cornucopias ornamented with gold 1s. pair | 0 | 3 | 0 |
| 1773. | ||||
| Aug. 25. | To 84 blue wash hand basons & Plates | 0 | 14 | 0 |
| 1775. | ||||
| Aug. 23. | To 24 large Shades, with a large gold border at top and the bottom rim gilded | 3 | 0 | 0 |
| 1787. | ||||
| Dec. 10. | To Ornamenting 1 Enamell Jar with Gold [last Entry in Ledger] | 0 | 1 | 0 |
Salt Glaze.
It is said that the delft-ware potteries were preceded by a maker of salt-glazed stoneware—a German named Wrede or Read—and a curious story is told in connection with him and the difficulty he had in establishing his works. It appears that the people being surprised at the glaze he produced on his ware, and at the secrecy he endeavoured to preserve regarding his pottery, and noticing the dense clouds of vapour which every now and then arose from his kiln (caused, of course, by the throwing in of the salt through the fire holes when the ware had arrived at a certain degree of heat), believed that he had called in supernatural aid, and that the fumes which ascended were caused by the visits of the devil. He was “mobbed” by the people, his place injured, and he was forced to fly the town.
It’s said that the delft-ware potteries were preceded by a maker of salt-glazed stoneware—a German named Wrede or Read—and there’s a strange story about him and the trouble he had setting up his business. It seems the locals were astonished by the glaze he created on his pottery, and because he kept his methods secret while they noticed the thick clouds of vapor that occasionally came from his kiln (which, of course, were caused by throwing salt into the fire holes once the pottery reached a certain temperature), they believed he had summoned supernatural help, thinking the rising fumes were due to visits from the devil. He was “mobbed” by the townspeople, his place was vandalized, and he was forced to leave town.
[406]
[406]
Brislington.
About a century ago, I am informed, there was a pottery at St. Ann’s, in this parish, conducted by a family named Macken. The older productions are described as “a drab-coloured ware with a plum-coloured glaze; the more modern were the same ware covered with a layer resembling porcelain; white, and apparently of felspar, this kind has almost invariably a rough blue pattern.” One of the Macken family had a pottery in Bristol.
About a hundred years ago, I'm told, there was a pottery in St. Ann’s, in this parish, run by a family named Macken. The older pieces were described as “a dull, grayish-brown pottery with a dark purple glaze; the newer ones were the same type but had a layer that looked like porcelain; white, and seemingly made of feldspar, this type usually features a rough blue design.” One member of the Macken family also had a pottery in Bristol.
A manufactory formerly existed at this place, and the ware produced may be described as very closely approaching, in general appearance and effect, the common descriptions of Turkish pottery. The patterns were produced, in coarse and rude designs, in a kind of copper or red lustre, on the plain buff clay ground. Examples are somewhat rare. The works were carried on by Richard Frank, of Bristol, and his family, but were closed in the latter part of last century. The works, which were of course but small, still stand, but are converted into cottages. “They are situated at the bottom of St. Ann’s Wood, between St. Ann’s Vale and the river, on a line about half a mile beyond Netham Dam,” and opposite to Crewshole. Some good examples of this ware, which is remarkably clumsy and coarse, but very curious, are preserved in the Bristol Museum (Fig. 804). The circular dish is fourteen inches in diameter with a small centre of nine inches. On its back is the rude monogram (Fig. 805) of Richard Frank, its maker.
A factory once operated at this location, and the products made there can be described as resembling traditional Turkish pottery in overall look and feel. The designs were created in rough and simple patterns, featuring a kind of copper or red sheen on a plain beige clay base. Good examples are quite rare. The factory was run by Richard Frank from Bristol and his family but closed down in the late 1700s. The small buildings still stand, but they've been turned into cottages. “They are located at the bottom of St. Ann’s Wood, between St. Ann’s Vale and the river, about half a mile past Netham Dam,” and across from Crewshole. Some notable pieces of this pottery, which is quite clumsy and rough but very interesting, are kept in the Bristol Museum (Fig. 804). The circular dish measures fourteen inches in diameter with a small center of nine inches. On the back is the crude monogram (Fig. 805) of Richard Frank, the maker.
Figs. 804 and 805.
Figs. 804 and 805.
[407]
[407]
Crews-Hole.
A small stoneware pottery was established here by a clever but somewhat peripatetic potter, Anthony Amatt, originally of Derby, who was one of the workmen employed by Richard Champion at the famous Bristol china works. His works were merely a wooden shed or two, and the bulk of his productions were flower-pots. He afterwards, I believe, had a small pottery at Temple Gate, which came into the hands of Mr. Powell when Mr. Amatt entered into his employ. Previous to this it is believed a small pottery for producing the same kind of ware as that of Brislington had existed at Crewshole. In 1794–5 Amatt was living at Twerton, in Somersetshire; in those years he was extensively engaged in painting on earthenware and china for Mr. Egan, of Bath, brother-in-law of the second William Duesbury, of the Derby China Works. The original bills are in my own possession. He was afterwards a stocking weaver.
A small stoneware pottery was set up here by a resourceful but somewhat wandering potter, Anthony Amatt, originally from Derby, who had worked for Richard Champion at the well-known Bristol china factory. His operation consisted of just a couple of wooden sheds, and most of his products were flower pots. Later on, I think he had a small pottery at Temple Gate, which was taken over by Mr. Powell when Mr. Amatt started working for him. Before this, there was thought to be a small pottery making the same type of ware as that of Brislington at Crewshole. In 1794–95, Amatt was living in Twerton, Somerset; during those years, he was heavily involved in painting on earthenware and china for Mr. Egan of Bath, who was the brother-in-law of the second William Duesbury of the Derby China Works. I have the original bills in my possession. He later became a stocking weaver.
Westbury.
The Sugar House Pottery at Westbury, which had been for many years carried on by George Hart, passed, on the 8th of December, 1775, into the hands of Stephen Fricker, potter and publican, who was host of the Fountain tavern in High Street, Bristol. Besides sugar bakers’ moulds, which gave the name of “Sugar-house Pottery” to the works, the usual classes of flower-pots, chimney-tops, puncheons, pitchers, and other domestic coarse brown ware articles were made.
The Sugar House Pottery at Westbury, which had been run by George Hart for many years, transferred ownership on December 8, 1775, to Stephen Fricker, a potter and tavern owner, who was the host of the Fountain Tavern on High Street, Bristol. In addition to sugar bakers’ molds, which inspired the name “Sugar-house Pottery,” the facility produced typical items like flower pots, chimney tops, puncheons, pitchers, and various other kinds of domestic coarse brown ware.
Easton.
A small manufactory was established here for the manufacture of various articles by a process for using the magnesian limestone of the district in its body. Many very creditable and artistic articles were produced, but the whole affair proved a failure, and the works were closed. The spill case (Fig. 806) is said to have been made here.
A small factory was set up here to make different products using the magnesian limestone from the area. They produced many impressive and artistic items, but the whole venture ended up failing, and the factory closed down. The spill case (Fig. 806) is said to have been made here.

Fig. 806.
Fig. 806.
[408]
[408]
Weston-super-Mare.
The Royal Pottery was established in 1836 by Mr. Charles Phillips as a brick and tile manufactory. In the following year glazed ware, for domestic vessels, was introduced, as was also, to a small extent, the manufacture of flower-pots, &c. In 1840 the production of glazed ware was discontinued; and, the clay of the locality being found to be admirably adapted for horticultural vessels, vases, statuary, &c., special attention was directed to them, and with such marked effect that, at the Great Exhibition of 1851, medals and certificates of merit were awarded for them. In 1870 Mr. Phillips retired from the business, which was at that time purchased from him by the present proprietor, Mr. John Matthews, by whom it has been very considerably extended. By Mr. Matthews, too, several new branches have been added to the business, and a new and better taste has been infused into the art decorations. Notably among the new introductions are rustic-work, baskets of artificial flowers, busts, vases, suspenders, &c. Flower-pots, of which from 20,000 to 30,000 are made weekly, and of all sizes, from 1¾ inches to 30 inches in diameter, are a staple production of the “Royal Pottery,” and are supplied to her Majesty’s garden at Windsor Castle, H.M. Commissioners of Works at Kew, Hampton Court, the Parks, &c., the Royal Horticultural Society, Chiswick, &c., and to most of the principal gardens in this country, as well as being exported in large quantities to New Zealand, Port Natal, and Chili. They have the reputation of being the best, most compact, and most durable of any manufacture; and, although of such enormous size, are turned with marvellous precision, and fired without running or casting. Two great, and registered, specialities] are the “Oxford Pot” with perforated rim for training pelargoniums, azaleas, roses, &c., without the aid of sticks, and the “Alpine-plant pot”—a kind of double pot so arranged that the space between the outer one and the inner one (in which, of course, the plant is set) can be filled with water or moist moss. The more notable ornamental productions of the “Royal Pottery” are figure, shell, and other fountains, of various tiers in height; life-size figures and groups of figures; statuettes and busts; reproductions of ancient statuary; eagles, lions, and other gigantic figures on artificial rocks and pedestals; flower and other brackets in considerable variety; vases and tazzas of every conceivable form, many of which, peculiar to these works, are of remarkable elegance;[410] pedestals and garden-seats; flower-vases and flower-stands, elaborately and elegantly decorated in relief; fern-stands and flower and fern-baskets, with and without handles, charmingly decorated in relief with wicker-work, fern-leaves, and other ornamentation; cut flower-baskets and vases; crocus pots; elegant suspenders for flowers, for use in conservatories, entrance-halls, archways, &c.; orchid pots, of greatly improved form and construction; window-boxes for flowers; stump or rustic arborettes, of various sizes, for lawns, rockeries, parterres, &c., of the most striking and novel character; rockery arborettes for ferns, lychopods, &c., of various sizes, either for out or in-door use; and architectural decorations, &c. The general colour of these productions is a delicate red, which is calculated to harmonize well with surrounding foliage. The designs of the vases, &c., are remarkably good, bold, and effective; the body durable and hard; the colour pleasing, and the workmanship faultless. The greatest achievement of Art in terra-cotta which has ever been gained is the production of baskets of flowers, each individual leaf or flower modelled from nature; and vases decorated in the same manner. Those who are acquainted with the exquisite beauty of the groups of porcelain bisque flowers produced at the old Bristol and Derby works, will scarcely be prepared to believe that they are successfully vied in the coarser material by Mr. Matthews. But such is the case, and hence it is that I call attention to these new and beautiful ceramic productions. So true to nature are many of the flowers, and so delicately modelled in all their minutest details, that the most skilful botanist can scarce find a deviation from nature in leaf or flower. The basket engraved on Fig. 807 is a fair specimen of the Matthews’ reproduction of flowers; but the most exquisitely beautiful group yet produced is an example in my own possession—the chef-d’œuvre of the works. It is unsurpassed by any production in terra-cotta. These floral baskets are a speciality of the Royal Pottery, and are among the most beautiful of art productions.
The Royal Pottery was founded in 1836 by Mr. Charles Phillips as a brick and tile factory. The following year, glazed ware for household items was introduced, along with a small range of flower pots, etc. In 1840, the production of glazed ware was stopped, and since the local clay was found to be perfect for horticultural containers, vases, statuary, etc., they focused on these products. This effort paid off, as they received medals and certificates of merit at the Great Exhibition of 1851. In 1870, Mr. Phillips retired, and the business was bought by the current owner, Mr. John Matthews, who has significantly expanded it. Mr. Matthews introduced several new branches to the business and enhanced the artistic designs. Among the new offerings are rustic work, artificial flower baskets, busts, vases, hangers, etc. Flower pots, with weekly production ranging from 20,000 to 30,000 in various sizes from 1¾ inches to 30 inches in diameter, are a staple at the “Royal Pottery.” They are supplied to Her Majesty’s garden at Windsor Castle, H.M. Commissioners of Works at Kew, Hampton Court, the Parks, etc., the Royal Horticultural Society in Chiswick, and most of the major gardens in the UK, as well as being exported in large quantities to New Zealand, Port Natal, and Chile. They have a reputation for being the best, most compact, and most durable available; despite their large size, they are crafted with incredible precision and fired without any deformation. Two notable registered specialties are the “Oxford Pot” with a perforated rim for training plants like pelargoniums, azaleas, and roses without needing sticks, and the “Alpine-plant pot”—a double pot designed so that the space between the outer and inner pots (where the plant is placed) can be filled with water or moist moss. The more remarkable ornamental creations of the “Royal Pottery” include tiered fountains, life-sized figures and groups, statuettes and busts, reproductions of ancient statues, giant figures like eagles and lions on artificial rocks and pedestals, various flower brackets, vases and tazzas in every imaginable shape, many unique to this factory, which are notably elegant; pedestals and garden seats; decorative flower vases and stands intricately adorned with relief designs; fern stands and flower and fern baskets, with or without handles, beautifully detailed with wicker work, fern leaves, and other embellishments; cut flower baskets and vases; crocus pots; stylish hangers for flowers suitable for conservatories, entrance halls, archways, etc.; improved orchid pots; window boxes for flowers; stump or rustic arborettes in various sizes for lawns, rock gardens, flower beds, etc., each striking and novel; rockery arborettes for ferns, lycopods, etc., available in various sizes for indoor or outdoor use; and architectural decorations. The overall color of these products is a soft red that harmonizes with the surrounding foliage. The designs of the vases, etc., are exceptionally good, bold, and eye-catching; the body is durable and hard; the colors are pleasing, and the craftsmanship is flawless. The greatest achievement in terra-cotta artistry is the creation of flower baskets, where each individual leaf or flower is modeled from nature, along with vases decorated in the same style. Those familiar with the exquisite beauty of the porcelain bisque flower clusters from the old Bristol and Derby factories would hardly believe that Mr. Matthews competes successfully with them using coarser materials. But that is indeed the case, which is why I want to highlight these new and beautiful ceramic creations. Many of the flowers are so true to nature and so delicately crafted in every tiny detail that even the most skilled botanist would struggle to find any deviation from nature in the leaves or flowers. The basket shown in Fig. 807 is a good example of Matthews’ floral reproductions; however, the most stunning group produced so far is one I own—the chef-d’œuvre of their creations. It is unparalleled by any other terra-cotta product. These floral baskets are a specialty of the Royal Pottery and rank among the most beautiful art pieces.
Fig. 807.—Group of Flowers in Weston-super-Mare Terra-Cotta.
Fig. 807.—Group of Flowers in Weston-super-Mare Terra-Cotta.
The clay from which the various terra-cotta and other objects are made is the native clay of the place, and is produced in the field in which the works are situated. It is a fine plastic clay, of light colour, and admirably adapted for the various purposes to which it is being applied. The first six or eight feet in depth is this fine plastic clay, from which the vases, statuary, busts, fern-stands, flower-baskets, and other finer goods are made. Below this are several feet in depth of blue clay, from which bricks, drain-pipes, &c., are[411] made, and which lies in a bed of peat about fifteen inches in depth. Below this peat is a considerable depth of soft clay, from which the ordinary bricks are made. Roofing and flooring tiles, and garden-edgings, are also made in large quantities. The following is an analysis of the plastic clay made for the purpose of this account.
The clay used to create various terra-cotta and other objects is local to the area and is sourced from the site of the works. It's a fine plastic clay, light in color, and perfectly suited for the different uses it's applied to. The first six to eight feet down is this fine plastic clay, from which vases, statues, busts, fern stands, flower baskets, and other detailed items are made. Below that, there are several feet of blue clay, which is used to make bricks, drain pipes, etc., sitting on a layer of peat about fifteen inches thick. Underneath this peat is a significant depth of soft clay, which is used for standard bricks. A large quantity of roofing and flooring tiles, as well as garden edges, are also produced. The following is an analysis of the plastic clay prepared for this account.
“Before analyzing, the clay was dried at the temperature of boiling water.
“Before analyzing, the clay was dried at the boiling water temperature.”
| “Silica | 57·29 |
| Alumina | 13·55 |
| Ferric Oxide | 4·90 |
| Manganese Oxide | 0·46 |
| Lime | 8·84 |
| Magnesia | 2·27 |
| Potash | 3·62 |
| Loss on calculation (Water and Carbonic Acid) | 10·06 |
| 100·99 |
“The greater part of the lime shown above exists in the raw clay as carbonate. The high character which the clay bears as regards its suitability for ‘Terra-Cotta’ work is fully borne out by the analysis. (Signed), Edward G. Tosh, F.C.S., Chemical Laboratory, Whitehaven.”
“The majority of the lime mentioned above is found in the raw clay as carbonate. The high quality of the clay in terms of its suitability for 'Terra-Cotta' work is confirmed by the analysis. (Signed), Edward G. Tosh, F.C.S., Chemical Laboratory, Whitehaven.”
They possess the advantage of not turning green while in use.
They have the benefit of not turning green while being used.
JOHN MATTHEWS, LATE PHILLIPS, ROYAL POTTERY, WESTON-SUPER-MARE.
JOHN MATTHEWS, FORMERLY OF PHILLIPS, ROYAL POTTERY, WESTON-SUPER-MARE.
The mark of the Royal Pottery is sometimes the Royal Arms alone, and at others the Royal Arms surmounting a tablet with the name. There are also other potteries, where coarse common ware is produced, in the same neighbourhood.
The mark of the Royal Pottery is sometimes just the Royal Arms, and other times it's the Royal Arms above a tablet with the name. There are also other potteries nearby that produce basic, everyday pottery.
Poole, Dorset.
The Architectural Pottery Company’s works were established in 1854 by Messrs. Thomas Sanders Ball, John Ridgway (china manufacturer, of Cauldon Place, Hanley), Thomas Richard Sanders, and Frederick George Sanders. In 1857, Mr. Ridgway retired from the concern and it was carried on by the remaining partners until 1861, when Mr. Thomas Sanders Ball also retired. Since then the works have been continued by Messrs. T. R. and F. G. Sanders alone. The Company produce patent coloured and glazed bricks and mouldings, semi-perforated and pressed; patent mosaic, tessellated, encaustic, vitreous, and white, blue, and other glazed wall tiles;[412] embossed and perforated tiles; quarries and fire-clay goods, and other articles—the clays used being Purbeck clay, Cornish china clay, and Fareham clay, while those for plain quarries are from the Canford estate.
The Architectural Pottery Company’s works were founded in 1854 by Thomas Sanders Ball, John Ridgway (a china manufacturer from Cauldon Place, Hanley), Thomas Richard Sanders, and Frederick George Sanders. In 1857, Ridgway retired from the business, and the remaining partners continued until 1861, when Thomas Sanders Ball also retired. Since then, T. R. and F. G. Sanders have continued the works on their own. The Company produces patented colored and glazed bricks and moldings, semi-perforated and pressed items; patented mosaic, tessellated, encaustic, vitreous, and glazed wall tiles in white, blue, and other colors; embossed and perforated tiles; quarries and fire-clay products, along with other items—the clays used include Purbeck clay, Cornish china clay, and Fareham clay, while the clays for plain quarries come from the Canford estate.[412]
Figs. 808 to 811.
Figs. 808-811.
The encaustic paving tiles are of good design, many being carefully copied from mediæval examples, while others are new and of extremely good character—some being classic and others gothic. The colours used in the encaustic tiles are very varied and, in some instances, rich; red, buff, blue, chocolate, black, white, brown, green, &c., of different shades and of harmonious combinations. A speciality of these works are the tessellated tiles, under Bale’s patent process. These are literally formed of thin tesseræ of various colours, laid on and forming a part of the quarry itself. By this means all the richness and intricacy of the geometrical designs of tessellated pavements is produced, and at small trouble in laying down. Their character, as a rule, is better than the Italian tiles produced on the same general principle. These “tessellated tiles”[413] possess every quality for general adoption, and no doubt will, in time, become, so to speak, acclimatised to this country. In quality the Architectural Pottery Company’s decorated tiles are not so hard and compact in body as some others are, but doubtless this can be improved upon.
The encaustic paving tiles are well-designed, with many carefully copied from medieval examples, while others are new and have a really great character—some are classic and others are gothic. The colors used in the encaustic tiles are very diverse and, in some cases, rich; red, buff, blue, chocolate, black, white, brown, green, etc., with different shades and harmonious combinations. A specialty of these works is the tessellated tiles, produced using Bale’s patent process. These are literally made from thin pieces of various colors, placed on and becoming part of the quarry itself. This method creates all the richness and complexity of the geometric designs found in tessellated pavements, requiring little effort to lay down. Generally, their quality is better than the Italian tiles made using the same general principle. These “tessellated tiles”[413] have all the qualities necessary for widespread use, and they will likely become well-suited to this country over time. In terms of quality, the Architectural Pottery Company’s decorated tiles aren’t as hard and compact as some others, but this can likely be improved.
The marks used by the company are:—
The symbols used by the company are:—
ARCHITECTURAL
POTTERY COMPANY
POOLE DORSET
REGISTERED
ARCHITECTURAL
POTTERY COMPANY
POOLE DORSET
REGISTERED
ARCHITECTURAL
POTTERY CO
POOLE : DORSET
ARCHITECTURAL POTTERY CO POOLE: DORSET
ARCHITECTURAL
POTTERY CO.
POOLE DORSET
PATENT · INLAID
MOSAIC
ARCHITECTURAL POTTERY CO. POOLE DORSET PATENT · INLAID MOSAIC
PATENT
ARCHITECTURAL
POTTERY . CO
POOLE · DORSET
PATENT ARCHITECTURAL POTTERY CO POOLE, DORSET
PATENT
ARCHITECTURAL
POTTERY CO
POOLE,—DORSET
BALE’S PATENT
INLAID MOSAIC
PATENT ARCHITECTURAL POTTERY CO POOLE, DORSET BALE’S PATENT INLAID MOSAIC
A P · CO
POOLE
PATENT
A P · CO
POOLE
PATENT
A. P. CO.
A.P. Co.
A. P · CO
POOLE
A. P · CO
POOLE
Bourne Valley Pottery.—At this pottery, worked by Messrs. Standing and Marten, who have an establishment at Bourne Valley Wharf, Nine Elms, London, glazed stoneware sewage and sanitary pipes, on Creshes’ patent, and terra-cotta vases, figures, chimney-tops, garden edgings, and architectural enrichments are made.
Bourne Valley Pottery.—At this pottery, operated by Messrs. Standing and Marten, who run a business at Bourne Valley Wharf, Nine Elms, London, they produce glazed stoneware sewage and sanitary pipes, using Creshes’ patent, along with terra-cotta vases, figures, chimney toppers, garden borders, and architectural decorations.
Branksea Pottery.—These potteries were built by Col. Waugh for the manufacture of stoneware sanitary goods and terra-cotta, in 1855, who also established alum works here. Fire-clay goods of the usual quality of the district are made, and the sanitary pipes are of a hard and durable nature. The works have the advantage of a large bed of excellent clay close at hand.
Branksea Pottery.—These potteries were built by Col. Waugh in 1855 for making stoneware sanitary products and terra-cotta, and he also set up alum works here. Fire-clay products of the typical quality found in the area are produced, and the sanitary pipes are tough and long-lasting. The facility benefits from having a large supply of high-quality clay nearby.
Kinson.
The works at Kinson, near Poole (with a wharf at the Albert Embankment, Lambeth), were established in the middle of the present century, and consisted of twelve kilns with boiler, engine-house, drying-sheds, stables, offices, &c. After a few years they were closed, and so remained until 1867, when the property was purchased and came into the hands of the present “Kinson Pottery Company,” who commenced making stoneware drain-pipes. Shortly afterwards the company introduced the making of terra-cotta goods,[414] in which they have been very successful, and fire-bricks, which they manufacture to a very considerable extent. The estate consists of about twenty-seven acres of freehold land, which is underlaid through its whole area with a thick compact bed of clay, in layers of various descriptions. It is (roughly speaking) of three qualities, about 40 feet thick, lying in nearly equal beds of each description. The quality is shown in the following copy of Herapath’s analysis, taken some years ago, for the original company:—
The facility at Kinson, near Poole (with a wharf at Albert Embankment, Lambeth), was established in the mid-19th century and included twelve kilns, a boiler, an engine house, drying sheds, stables, offices, etc. After a few years, it closed and remained that way until 1867 when the property was bought by the current “Kinson Pottery Company,” which began producing stoneware drain pipes. Shortly after, the company started making terra-cotta products,[414] in which they have been very successful, along with fire bricks, which they produce in large quantities. The estate covers about twenty-seven acres of freehold land, all of which is underlaid by a thick, dense layer of clay in various types. It consists of roughly three qualities, about 40 feet thick, found in nearly equal layers of each type. The quality is demonstrated in the following copy of Herapath’s analysis, conducted some years ago for the original company:—
| No. 1, Dark. |
No. 2, Grey. |
No. 3, White. |
No. 4, Grey. |
No. 1, White. |
L. White. |
|
| Silica | 51·40 | 59·10 | 66·20 | 54·40 | 58·70 | 65·40 |
| Alumina, total | 30·00 | 35·16 | 28·00 | 37·00 | 34·80 | 25·40 |
| Magnesia | ·60 | — | — | — | ·50 | — |
| Carbon | 2·10 | — | — | ·20 | ·30 | — |
| Protoxide of iron | 12·60 | 4·60 | 1·60 | 5·40 | 3·50 | 5·00 |
| Sulphate of lime | 3·40 | 1·24 | 4·40 | 3·00 | 2·00 | 4·00 |
| 100·10 | 100·10 | 100·20 | 100·00 | 99·30 | 99·80 | |
| Alumina out of the above soluble in acid | 12·75 | 12·50 | 8·70 | 13·20 | 12·10 | 4·46 |
The above alumina is that portion which is soluble in boiling nitro-caloric acid, and therefore considered as not in combination with the silica.
The alumina mentioned above is the part that dissolves in boiling nitro-caloric acid, and is therefore regarded as not combined with the silica.
(Signed) William Herapath, F.C.S.
(Signed) William Herapath, F.C.S.
The clays lie in the mine as follows:—
The clays are found in the mine arranged as follows:—
| No. 1. | Stock-brick Clay. | |
| 2. | Top White Loam. | |
| 3. | Top Black Loam. | |
| 4. | Top Blue White Vein. | |
| 5. | Top Blue Red Vein. | |
| 6. | White Loamy Pottery Clay, Red Vein. | |
| 7. | White Loamy ditto. | |
| 8. | Best London, for bottle ware. | |
| 9. |  |
Best Blue Vein. |
| 10. | Best Bottom Black. |
The productions of the Kinson Pottery, in stoneware, are sanitary and drain-pipes of every description, traps, syphons, and pans, and other articles; they are highly vitrified, strong, and durable, and of excellent quality. In terra-cotta, vases, rustic seats, brackets, garden edgings, chimney-pots, architectural enrichments, and other goods are produced, as are also fire-bricks, arch and wedge bricks, &c. The quality of the terra-cotta is extremely good and durable.
The Kinson Pottery produces stoneware items like sanitary products, drain pipes of all kinds, traps, siphons, pans, and more; they're well vitrified, sturdy, long-lasting, and of excellent quality. In terra-cotta, they create vases, rustic seating, brackets, garden edging, chimney pots, architectural decorations, and other goods, as well as fire bricks, arch bricks, wedge bricks, etc. The quality of the terra-cotta is very good and durable.
[415]
[415]
CHAPTER XII.
Nottingham Ware—List of Potters—Nottingham Mugs—Bears—Lowesby—Coalville—Ibstock—Tamworth—Wilnecote—Coventry—Nuneaton—Broxburne—Stamford—Roman Kiln—Blasfield’s Terra-Cotta—Bolingbroke—Wisbech—Lowestoft and Gunton—Delft Ware—Lowestoft China—Stowmarket—Ipswich—Ebbisham—Wrotham—Yarmouth—Cossey—Cadborough—Rye—Gestingthorpe—Holkham—Nuneham Courtney—Marsh Balden—Horspath—Shotover.
Nottingham Ware—List of Potters—Nottingham Mugs—Bears—Lowesby—Coalville—Ibstock—Tamworth—Wilnecote—Coventry—Nuneaton—Broxburne—Stamford—Roman Kiln—Blasfield’s Terra-Cotta—Bolingbroke—Wisbech—Lowestoft and Gunton—Delft Ware—Lowestoft China—Stowmarket—Ipswich—Ebbisham—Wrotham—Yarmouth—Cossey—Cadborough—Rye—Gestingthorpe—Holkham—Nuneham Courtney—Marsh Balden—Horspath—Shotover.
Nottingham.
That pottery and encaustic paving-tiles were made at Nottingham during mediæval times is abundantly proved by the discovery, in April, 1874 (when digging the foundations for the Methodist New Connection chapel), of kilns and examples of tiles and domestic vessels. Of this discovery Mr. A. J. Sully gives me the following account:—
That pottery and encaustic paving tiles were made in Nottingham during medieval times is clearly demonstrated by the discovery in April 1874 (while digging the foundations for the Methodist New Connection chapel) of kilns and examples of tiles and household vessels. Mr. A. J. Sully provides the following account of this discovery:—
“As the men were excavating on the site of the old Parliament Street Chapel at the lower corner of George Street, they came on an old kiln, in and near which they found jars, jugs, and flat-bottomed pots of mediæval manufacture, varying from six to sixteen inches in height and from two to nine inches in diameter; they are all of a red clay body, with the upper portion of the outside covered with green salt glaze. They afterwards found three other kilns and more pieces of the same description, and a number of fragments of encaustic tiles with coats of arms on, and one or two with inscriptions. In the same place, they also found a number of silver pennies of Edward I., II., and III., a few Irish types of Edward I., and pennies of Alexander of Scotland. But what proves most conclusively that there was a pottery there, is the fact that nearly all the pieces found are faulty, having been either broken, or fallen in shape in the oven, and therefore thrown aside; and the coins, tiles, and pottery being all of the same period, prove that the works must have been in existence as early as the latter part of the fourteenth century. One of the vessels is probably unique; it is of the shape of an inverted water-bottle, and has a face in relief on each side—though for what use it was intended I am unable to conjecture, as it has an opening at the bottom as well as at the top. They were all found within four feet of the surface, the walls of the chapel having been built all round the place; but there being no internal walls of any kind, the enclosed land had not been disturbed before. Some kilns and fragments of a similar kind were discovered about fifty years ago, when excavations were being made on the site of St. Paul’s church, which is also situated in Broad Street, but at a distance of about three hundred yards from where this last find took place; so that the works would seem to have been of a very extensive character, and to have covered a large space of ground.”
“As the workers were digging at the site of the old Parliament Street Chapel at the lower corner of George Street, they discovered an old kiln. In and around it, they found jars, jugs, and flat-bottomed pots made in medieval times, ranging from six to sixteen inches tall and between two to nine inches wide. All of them are made from red clay, with the upper part on the outside covered in green salt glaze. They later found three more kilns and additional pieces like these, along with several fragments of encaustic tiles featuring coats of arms, and one or two with inscriptions. They also discovered a number of silver pennies from the reigns of Edward I, II, and III, a few Irish types from Edward I, and pennies from Alexander of Scotland. What clearly indicates that there was pottery production in this area is the fact that nearly all the pieces found are flawed, either broken or misshapen from firing, which is why they were discarded. The coins, tiles, and pottery all date back to the same period, suggesting that these workshops existed as early as the late fourteenth century. One of the vessels is likely unique; it resembles an upside-down water bottle and features a face in relief on each side—though I can’t guess its intended use since it has openings at both the bottom and the top. All these items were found just four feet below the surface, as the chapel walls were built around the site; however, there were no internal walls, meaning the enclosed area hadn’t been disturbed before. Similar kilns and fragments were discovered about fifty years ago during excavations at the site of St. Paul’s Church, which is also located on Broad Street, but around three hundred yards from this site. This suggests that the pottery works were quite extensive and covered a large area.”
The vessels seem to be of very much the same general character and period as those found at Burley Hill, described on pages 78 and 79. They consist principally of pitchers of almost identical form with[416] those engraved on Figs. 266 to 269 and 272 and 274. The most remarkable is the one described by Mr. Sully as bearing a mask on either side.
The vessels appear to be very similar in overall style and time period to those found at Burley Hill, which are described on pages 78 and 79. They mainly include pitchers that are almost identical in shape to those shown in Figs. 266 to 269 and 272 and 274. The most notable one is the one mentioned by Mr. Sully, which has a mask on either side.
In 1641 there appears, from a list of trades compiled in that year and given by Dering, to have been only one master-potter at Nottingham. In 1693 “glass-pots”—i.e. crucibles for glass makers—were made of Derbyshire crouch clay. This is thus alluded to by Houghton in that year, “clay with flat or thin sand glittering with mica. Crouch white clay, Derbyshire, of which the glass pots are made at Nottingham.”
In 1641, a list of trades from that year provided by Dering indicates there was just one master potter in Nottingham. In 1693, "glass pots"—that is, crucibles used by glassmakers—were made from Derbyshire crouch clay. Houghton referenced this in that year, stating, "clay with flat or thin sand sparkling with mica. Crouch white clay from Derbyshire, which is used to make the glass pots in Nottingham."
In the beginning of last century Mr. Charles Morley was a manufacturer of brown glazed earthenware in Nottingham. His works were in the lower part of Beck Street, on the way to St. Ann’s Well. Mr. Morley, who amassed a very considerable fortune by his pottery, built for himself the large house in Beck Lane, which was afterwards occupied by his son, the late Mr. Charles Lomas Morley, and still later used as the Government School of Design. In 1737 Mr. Charles Morley, the potter, was one of the Sheriffs of Nottingham. One of his principal branches of manufacture was in brown ware ale-mugs, for the ale-houses of the district, and in pitchers, and other domestic utensils. In 1739, according to a list of trades in that year, there were two master-potters in Nottingham.
In the early 1900s, Mr. Charles Morley was a producer of brown-glazed earthenware in Nottingham. His factory was located in the lower part of Beck Street, on the way to St. Ann’s Well. Mr. Morley, who built a sizable fortune from his pottery, constructed a large house on Beck Lane for himself, which was later occupied by his son, the late Mr. Charles Lomas Morley, and subsequently used as the Government School of Design. In 1737, Mr. Charles Morley, the potter, served as one of the Sheriffs of Nottingham. One of his main products was brown ware ale mugs for the local alehouses, as well as pitchers and other household items. In 1739, according to a list of trades from that year, there were two master potters in Nottingham.
Dering, who wrote his “Nottingamia vetus et nova” in 1751, says that at that time Nottingham sends down the river Trent “coals, lead, timber, corn, wool, and potter’s ware.”
Dering, who wrote his “Nottingamia vetus et nova” in 1751, says that at that time Nottingham ships down the river Trent “coal, lead, timber, grain, wool, and pottery.”
In 1772–4 it is stated, in a curious and scarce little work, “A Short Tour in the Midland Counties of England,” that at Nottingham “the making of glass wares is laid aside, and that of pots become very trifling; but here are some small silk mills and also a few on the same principle for cotton, lately erected.”
In 1772–4, a rare little book called “A Short Tour in the Midland Counties of England” mentions that in Nottingham, “the production of glassware has mostly stopped, and the making of pots has become quite minimal; however, there are a few small silk mills and a couple of new ones for cotton."
In 1774 the names of thirteen “pot-makers,” one “mug maker,” and four “pipe makers” occur in “An exact List of the Burgesses and Freeholders of the town and county of Nottingham,” who voted at the election of Members of Parliament in that year, but of course these would mainly be journeymen. The names, which I here extract from a copy of this scarce book in my own possession, are as follows:—
In 1774, the names of thirteen “pot-makers,” one “mug maker,” and four “pipe makers” appear in “An exact List of the Burgesses and Freeholders of the town and county of Nottingham,” who voted in the election of Members of Parliament that year. However, these would mostly be journeymen. The names, which I’m extracting from a copy of this rare book I own, are as follows:—
- John Ash, pot maker, Bottle Lane.
- William Barns, pot maker, Barkergate.
- John Clayton, pipe maker, Bridge Foot.
- Moses Colclough, pot maker, Beck Barn.
- John Coppock, pot maker, Marsdens Court.
- Thomas Ellnor, pot maker, St. James’s Lane.
- Thomas Glover, pot maker, Warser Gate.
- John Handley, mug maker, Coalpit Lane.
- John Hazeley, pot maker, Bridlesmith Gate.
- Thomas Hough, pot maker, Beck Lane.[417]
- William Lockett, pot maker, New Buildings.
- Benjamin Marshall, pipe maker, Parliament Street.
- James Sefton, pipe maker, Mary Gate.
- George Sefton, pipe maker, Mary Gate.
- Isaac Selby, pot maker, New Buildings.
- Leonard Twells, pot maker, Beck Lane.
- Samuel Wyer, pot maker, Boot Lane.
- John Wyer, sen., pot maker, Boot Lane.
In 1780, in “An exact list of the Burgesses of the town and county of the town of Nottingham, who polled in the election of two Burgesses to represent the said town in the Council Chamber,” the following fourteen pot and mug-makers and one pipe-maker occur:—
In 1780, in “An exact list of the Burgesses of the town and county of the town of Nottingham, who polled in the election of two Burgesses to represent the said town in the Council Chamber,” the following fourteen pot and mug-makers and one pipe-maker appear:—
- John Coppock, pot maker, Narrow Marsh.
- Isaac Dance, pot maker, Coalpit Lane.
- John Clayton, pipe maker, Water Lane.
- Thomas Hough, pot maker, New Buildings.
- John Handley, mug maker, Coalpit Lane.
- Isaac Selby, pot maker, York Road.
- Thomas Wyer, pot maker, Boot Lane.
- Richard Reeves, pot maker, New Buildings.
- William Barnes, pot maker, Barker Gate.
- Moses Coleclough, pot maker, Beckbarn Yard.
- Leonard Twells, pot maker, Beck Lane.
- Richard Wyer, pot-maker, Boot Lane.
- Thomas Glover, pot maker, Warsergate.
- William Lockett, pot maker, St. Ann’s Street.
- Thomas Ellnor, pot maker, St. James’s Lane.
In 1802, in a List of the Burgesses in the Free Library[102] the following four names occur;—
In 1802, in a List of the Burgesses in the Free Library[102] the following four names appear;—
- Moses Colclough, potter, Beck Court.
- John Key, pot maker, Coalpit Lane.
- John Reynolds, potter, Barker Gate.
- Samuel Woodhouse, pot maker, Sandy Lane.
In the list of those who voted at the contested election of 1803, only one pot-maker appears. In the same list the “Old Pottery” is mentioned as a place of residence of several persons, thus showing that the manufacture had then ceased at that place.
In the list of people who voted in the disputed election of 1803, there's only one pot-maker. The same list mentions the “Old Pottery” as the home of several individuals, indicating that production had stopped there by that time.
In 1815, Blackner in his history of Nottingham says, “there were likewise two potteries within the last thirty years,” “but the clay was principally brought from a considerable distance, which added so much to the cost of the pots as to prevent the proprietors maintaining a competition with the Staffordshire dealers.”
In 1815, Blackner in his history of Nottingham says, “there were also two potteries in the last thirty years,” “but the clay was mostly sourced from a considerable distance, which significantly increased the cost of the pots and made it difficult for the owners to compete with the Staffordshire dealers.”
The names of “Mug-House Yard” and “Mug-House Lane” in Beck Street, take their origin from the old pot works of Mr. Morley, and show, incontestably, that those works, where “mugs” were the staple production, were known as the “Mug-house.”
The names “Mug-House Yard” and “Mug-House Lane” on Beck Street come from the old pottery factory owned by Mr. Morley, clearly indicating that the factory, where “mugs” were the main product, was referred to as the “Mug-house.”
The greater part of the clay was brought from out of Derbyshire, but some is said also to have been procured from Hucknall Torkard.
The majority of the clay came from Derbyshire, but some is also reported to have been sourced from Hucknall Torkard.
[418]
[418]
“It is a Posset-pot of the general form (Jewitt’s “Life of Wedgwood,” pp. 64–65), fashioned with more than ordinary care and lightness. It is made of very hard and durable ware, and has, as usual, a light brown lustrous glaze. It stands 10½ inches, and at the top is 9½ inches in diameter. It is of a very unusual mode of construction, the ‘belly’ part having double sides, the outer of which is ornamented with foliage and flowers, the stalks being incised and the flowers and leaves being perforations. There is, moreover, the following remarkable peculiarity, which may be partially seen in the engraving. A tube commencing about an inch from the top, is passed down the exterior side as far as the top of the ‘belly,’ where it passes through and is continued to the bottom of the interior. This tube, I imagine, had originally a mouth-piece, which is unfortunately broken off, and was so constructed that a draught of the posset liquor could by suction be taken apart from the bread, spices, &c. Between the handles, on the upper part, on the tube side, is inscribed in cursive characters the following:—
“It is a posset pot of a typical shape (Jewitt’s “Life of Wedgwood,” pp. 64–65), crafted with more than usual care and lightness. It is made of very hard and durable material and has, as is customary, a light brown shiny glaze. It stands 10½ inches tall and has a diameter of 9½ inches at the top. It features a very unusual construction, with the 'belly' part having double walls. The outer wall is decorated with foliage and flowers, with the stalks being carved and the flowers and leaves made as perforations. Additionally, there is one remarkable feature, which can be partially seen in the engraving. A tube starts about an inch from the top, runs down the outer side to the top of the 'belly,' where it goes through and continues to the bottom of the inside. I believe this tube originally had a mouthpiece, which is unfortunately broken off, and was designed so that someone could sip the posset drink separately from the bread, spices, etc. Between the handles, on the upper part, on the tube side, cursive characters are inscribed as follows:—”


Fig. 812.
Fig. 812.
“Occupying a space 5 inches broad and 5½ in height, on the other side, in a similar position are to be seen the Royal arms of the period (William III.) with crest, supporters, and garter, with motto. Though this cup is of the same general form as the Posset-pot, and may have been used as such, it may also have been used on occasions of mayoral and other hospitality as a ‘loving-cup,’ or as some would prefer to call it, from its having only two handles, a ‘parting-cup.’ Samuel Watkinson, the owner of the Posset-pot, or in whose honour it was made, was no mean person. From Throsby’s Thoroton’s ‘History of Nottingham,’ I learn he was elected on three several occasions (1700, 1708, 1715) Mayor, or as it is more correctly put on the Posset-pot, Major of Nottingham.”
“Measuring 5 inches wide and 5½ inches tall, on the other side, in a similar location, you can see the Royal arms of the time (William III.) with the crest, supporters, and garter, along with the motto. While this cup is shaped similarly to the Posset-pot and might have been used for the same purpose, it could also have been used during mayoral events and other gatherings as a ‘loving-cup,’ or as some might prefer to call it, given that it has two handles, a ‘parting-cup.’ Samuel Watkinson, the owner of the Posset-pot, or the person it was made in honor of, was quite a notable figure. From Throsby’s Thoroton’s ‘History of Nottingham,’ I learned that he was elected Mayor on three separate occasions (1700, 1708, 1715), or as it is more accurately stated on the Posset-pot, Major of Nottingham.”
In Mr. Briscoe’s possession is a good specimen of the brown mugs so characteristic of Nottingham ware. It is 5½ inches in height, 2⅞ inches in diameter at the bottom, and wider at the top, and will hold about half a pint. It was discovered during excavations[419] in Victoria Street, Nottingham, close to the site of the Old Ship inn, of “Gideon Giles” notoriety.
In Mr. Briscoe’s collection is a great example of the brown mugs typical of Nottingham pottery. It stands 5½ inches tall, has a bottom diameter of 2⅞ inches, and is wider at the top, holding about half a pint. It was found during excavations[419] on Victoria Street, Nottingham, near the location of the infamous Old Ship inn tied to “Gideon Giles.”


Figs. 813 and 814.
Figs. 813 and 814.
One of the finest mugs which has come under my notice—and indeed, I believe, the finest known example—is in the possession of Mr. E. M. Kidd, of Nottingham, who is also the fortunate possessor of a fine collection of English china. It is engraved on Figs. 813 and 814. In front is a full-blown rose on a stem, surmounted by a crown, and there are two other crowns, one on either side, a little lower down, between what are evidently intended for thistles; there is also a terminal rose at each end, and the remainder of the body is ornamented with their stems and foliage. At the back, by the handle, are the words
One of the best mugs I've seen—and honestly, I think it's the best example out there—belongs to Mr. E. M. Kidd from Nottingham, who also has an impressive collection of English china. It's shown in Figs. 813 and 814. On the front, there's a fully bloomed rose on a stem topped with a crown, and there are two more crowns, one on each side, a bit lower down, placed between what looks like thistles; there's also a rose design at each end, with the rest of the mug decorated with their stems and leaves. On the back, near the handle, are the words
| John | Nottingham |
| Johnson | Sept. ye 3 |
| Schoolmaster | 1762 |
This inscription is, as usual, in ordinary writing letters, incised, or scratched, into the soft clay. On the bottom, in the same kind of incised writing letters, is the maker’s name, Wm Lockett. This is highly interesting, as he, William Lockett, is one of the makers included in the foregoing lists of voters in 1774 and 1780. The name stands thus in the 1774 list:—“Lockett William, pot-maker, New buildings” (in 1780 he was of St. Ann’s Street), and he appears to have given a plumper for the Hon. William Howe, of Epperstone. In the same list is a Henry Lockett, saddler, Smithy row, who voted in the same manner. In the same list the name of the school-master, for whom this special mug was made also occurs, but he voted for[420] Lord Edward Bentinck, and Sir Charles Sedley, of Nutthall, Bart. The name stands thus:—“Johnson John, school-master, St. Mary’s Church side.”
This inscription is, as usual, in regular writing, carved or scratched into the soft clay. At the bottom, in the same carved writing, is the maker’s name, Wm Lockett. This is really interesting because he, William Lockett, is one of the makers listed as voters in 1774 and 1780. In the 1774 list, his name appears as: “Lockett William, pot-maker, New buildings” (in 1780, he was at St. Ann’s Street), and he seems to have given a plumper vote for the Hon. William Howe of Epperstone. Also in that list is a Henry Lockett, saddler from Smithy Row, who voted the same way. The list also mentions the name of the schoolmaster for whom this specific mug was made, but he voted for [420] Lord Edward Bentinck and Sir Charles Sedley of Nutthall, Bart. His name appears as: “Johnson John, school-master, St. Mary’s Church side.”
Thus a record occurs both of the maker and the owner of this curious mug, of which Mr. Kidd is the fortunate possessor.
Thus, there is a record of both the creator and the owner of this unique mug, of which Mr. Kidd is the lucky holder.
A jug formerly belonging to Mr. Norman has the inscription, incised in writing letters, as follows:—
A jug that used to belong to Mr. Norman has the inscription, carved in lettering, as follows:—
“John Smith junr of Bassford near
Nottingham 1712”
“John Smith Jr. of Bassford near
Nottingham 1712”
In the Museum of Practical Geology is a “christening bowl,” thirteen inches in diameter bearing the incised words, in writing letters, “Nouember 20 1726;” a punch-bowl, twenty-two inches in diameter, with the words “Old England for Ever, 1750;” and a highly interesting mug “in brown earthenware with glaze of metallic lustre, ornamented with stamped flowers laid on in relief, and incised inscription in cursive characters, round the rim, ‘Made at Nottingham ye 17th Day of August A.D. 1771.’”
In the Museum of Practical Geology, there's a “christening bowl” that measures thirteen inches in diameter, featuring the engraved words, in written letters, “November 20 1726;” a punch bowl that is twenty-two inches across, with the phrase “Old England for Ever, 1750;” and a really interesting mug made of brown earthenware with a metallic lustre glaze, decorated with stamped flowers in relief, and an inscribed message in cursive around the rim, ‘Made at Nottingham ye 17th Day of August A.D. 1771.’”

Fig. 815.
Fig. 815.
Another good, dated example, brought under my notice by Mr. Briscoe, bears the names of “Thos. and Mary Brammer, May ye 21 1753.” In the collection formerly belonging to Mr. Hawkins was “a neatly formed puzzle jug, of lustrous glaze, ornamented with a vase of pinks [these flowers being most generally used in the ornamentation of the Nottingham Pottery] and scrolls around the lower part, the flowers being a dark red colour; on the front is the date 1755, underneath the bottom, the initials, ‘G. B.’” In the same collection was “a tobacco jar, in form of a bear, of bright lustrous glaze, his head being the cover, a collar round his neck, and a chain, to which is attached a large hollow ball, containing stones and holes, used as a rattle; on the ball is impressed the name “Elizabeth Clark, Decr ye 25th 1769.”
Another good, dated example, pointed out to me by Mr. Briscoe, is labeled “Thos. and Mary Brammer, May 21, 1753.” In the collection that used to belong to Mr. Hawkins was “a neatly formed puzzle jug, with a shiny glaze, decorated with a vase of pink flowers [these flowers being commonly used in the decoration of Nottingham Pottery] and scrolls around the lower part, the flowers being a dark red color; on the front is the date 1755, and underneath the bottom are the initials ‘G. B.’” In the same collection was “a tobacco jar shaped like a bear, with a bright shiny glaze, its head serving as the lid, a collar around its neck, and a chain attached to a large hollow ball containing stones and holes used as a rattle; impressed on the ball is the name ‘Elizabeth Clark, Decr 25th 1769.’”
[421]
[421]
One of the favourite productions of the Nottingham “Mug-house” and its predecessors, was drinking jugs in form of a bear, which were also made at Brampton in the same kind of ware, and at Fulham and other places in other wares. A strikingly good example (Fig. 815) is in my own possession. It is 9½ inches in height, and formed of the usual hard brown glazed ware of this pottery. The whole, with the exception of the neck, is powdered with small fragments of dry clay (not “potsherds” as usually, but erroneously, stated) which have been sprinkled over its surface before firing and burnt in with it. This, it may be remarked, is the usual characteristic of these vessels whenever made. The one under notice has the eyes, outlines of the ears, teeth, and claws, laid on in white “slip.” It, like many other “bears,” is made to rest as in the engraving, or to stand upright when placed on its hams; the body contains the liquor, and the head lifts off to be used as a drinking-cup, holding it by the muzzle.
One of the favorite items produced by the Nottingham “Mug-house” and its predecessors was drinking jugs shaped like bears. These were also crafted in Brampton from the same type of material and in Fulham and other locations using different materials. A great example (Fig. 815) is in my possession. It stands 9½ inches tall and is made of the typical hard brown glazed pottery. Everything, except for the neck, is covered with small bits of dry clay (not “potsherds” as is commonly and incorrectly stated) that were sprinkled over its surface before firing and baked in. It's worth noting that this is a common feature of these vessels, regardless of where they are made. The bear jug has white “slip” used for the eyes, outlines of the ears, teeth, and claws. Like many other “bears,” it can rest as shown in the engraving or stand upright when placed on its hind legs; the body holds the liquid, and the head lifts off to be used as a drinking cup, which you hold by the muzzle.
Lowesby.
In 1835 Sir Frederick Gustavus Fowke, Bart., commenced some Terra Cotta Works at Lowesby, in Leicestershire, and produced vases of very good character and of remarkably hard and fine body from the clays of the neighbourhood. He had previously, about 1833, made some garden-pots for his own use, and finding the clay remarkably good and tenacious, determined upon utilising it. In colour the terra cotta was a full rich red, and in some cases the articles were decorated with Etruscan figures and ornaments in black enamel. Vases, ornamented flower-pots, butter-pots, and other articles of domestic use, were produced, and these were mostly decorated with patterns in black, or occasionally in colours, and gilt.
In 1835, Sir Frederick Gustavus Fowke, Bart., began some Terra Cotta works in Lowesby, Leicestershire, producing vases of high quality and a remarkably hard and fine texture from local clays. He had previously made some garden pots for himself around 1833 and, finding the clay excellent and durable, decided to make use of it. The terra cotta was a deep, rich red, and some pieces featured Etruscan figures and designs in black enamel. They produced vases, decorative flower pots, butter pots, and other household items, which were mostly adorned with patterns in black, and occasionally in colors, with gold details.
A shop for the sale of the Lowesby ware was opened in King William Street, London, under the management of a Mr. Purden. The ornamental vases, made of different sizes, were sent up to London as they came from the kiln, and many of the antique shapes were beautifully painted and enamelled in London under Mr. Purden’s superintendence. The manufacture was only continued for a few years and then, not being found to answer, died out. The place is now used as a brick and tile works, and flower-pots are also made.
A store selling Lowesby ware opened on King William Street in London, run by Mr. Purden. The decorative vases, made in various sizes, were shipped to London fresh from the kiln, and many of the antique designs were beautifully painted and enamelled in London under Mr. Purden's supervision. The production lasted only a few years and, not proving successful, eventually faded away. The site is now used as a brick and tile factory, and flower pots are also produced there.
The mark is impressed on the bottom of the ware. It is a[422] fleur-de-lis, beneath the name “LOWESBY” in a curved line (Fig. 816). Occasionally the name LOWESBY without the fleur-de-lis occurs. The arms of Sir Frederick G. Fowke, Bart., the founder of the works, are, vert, a fleur-de-lis, argent, and the seat is Lowesby Hall, so that the mark represented time armorial bearing of the family, and the name of the estate.
The mark is stamped on the bottom of the item. It features a[422] fleur-de-lis, below the name “LOWESBY” in a curved line (Fig. 816). Sometimes, the name LOWESBY appears without the fleur-de-lis. The coat of arms of Sir Frederick G. Fowke, Bart., the founder of the works, shows a vert fleur-de-lis, argent, and the estate is Lowesby Hall. Thus, the mark represents the family’s heraldic symbol and the estate name.

Fig. 816.
Fig. 816.
Coalville.
In 1859 the attention of Mr. George Smith (who has made himself a name, and earned the thanks of his country for his philanthropic exertions in improving the condition of the brick-yard children and those of the canal population) was accidentally drawn to the clays of the neighbourhood of Coalville and Whitwick, and he procured some for the purpose of experiments. These trials proving eminently satisfactory, Mr. Smith entered into an arrangement with Mr. Joseph Whetstone and others by which he undertook to establish the manufacture of terra cotta on the spot and to develop the clay resources of the place. The works were therefore established in connection with the Whitwick Colliery Company, at Coalville and Ibstock; they are now worked by the Midland Brick and Terra Cotta Company. Three kinds of terra cotta are here produced, viz., red, white or light buff, and yellow or cream colour. These varieties, each distinct from the other, are thus described for me by Mr. Smith:—
In 1859, Mr. George Smith, who gained recognition and gratitude from his country for his philanthropic efforts to improve the lives of children in brick yards and those living near canals, was accidentally drawn to the clays around Coalville and Whitwick. He collected some for experimentation. The results of these tests were highly positive, leading Mr. Smith to make an agreement with Mr. Joseph Whetstone and others to establish terra cotta manufacturing in the area and to develop the local clay resources. As a result, the operations were set up in connection with the Whitwick Colliery Company in Coalville and Ibstock; they are now operated by the Midland Brick and Terra Cotta Company. Three types of terra cotta are produced here: red, white (or light buff), and yellow (or cream color). Mr. Smith described each of these distinct varieties to me as follows:—
“First, the red. This is made out of the surface clay, of a greyish tint, and varies in thickness from four to thirty feet, and does not shrink much in burning; it burns a beautiful bright red colour and will stand the severest weather and keep its colour. Occasionally a little white scum may be seen on the surface: this is the result of making, drying, and burning too quickly; but this will disappear after it has been in use a winter or so. Second, the light buff or glypto terra cotta. The clay out of which this is made underlies the red terra cotta clay and varies in thickness from six to twenty feet; it is very hard and difficult to be ground to a proper fineness. This terra cotta when burnt resembles very much Bath stone in colour, and may, if it be kept dry from the time it is burnt to the time it is used, be cut and carved with much ease, and it is very suitable for head-stones, &c. But this peculiar speciality disappears after it has been exposed to the weather for a little time, when it gets hard, and turns the edge of the tools. Third, the yellow or cream-coloured[423] terra cotta. The clay for this kind of terra cotta is got out of the coal-pits in the neighbourhood, and lies at a depth of about a hundred and twenty yards from the surface. It averages about five feet in thickness, and is a kind of clay between a pot-clay and a fire-clay. It is very fine, strong, free from iron, and will stand a great heat, but shrinks a deal in burning—about one-eighth. The kind of goods this clay is most suitable for are the following:—Sewage-pipes, chimney-pots, vases, flower-boxes, tiles, and pottery. The goods produced in architectural enrichments are bases and capitals; cornices, corbels, and brackets; arch moulds, vaulting-ribs, and balustrades; diapers, finials, and ridge-tiles, and other articles. Garden and conservatory, as well as table vases—some of which, especially a tripod vase, are of excellent design—are also made of various sizes.”
“First, the red. This is made from surface clay, which has a grayish tint and varies in thickness from four to thirty feet. It doesn’t shrink much when fired; it bakes to a beautiful bright red color and withstands severe weather while keeping its color. Occasionally, a little white scum may appear on the surface; this happens due to making, drying, and firing too quickly, but it will disappear after being used for a winter or so. Second, the light buff or glypto terra cotta. The clay for this comes from beneath the red terra cotta clay and varies in thickness from six to twenty feet; it is very hard and challenging to grind to the right fineness. This terra cotta, when fired, closely resembles the color of Bath stone, and if kept dry from the time it’s fired until it’s used, it can be cut and carved easily. It is very suitable for headstones, etc. However, this special quality disappears after being exposed to the weather for a while, as it hardens and dulls the tools' edges. Third, the yellow or cream-colored terra cotta. The clay for this type is sourced from coal pits in the area, lying about a hundred and twenty yards below the surface. It averages about five feet thick and is a blend between pot clay and fire clay. It is very fine, strong, free from iron, and can withstand high temperatures but shrinks quite a bit when fired—about one-eighth. This clay is best suited for producing sewage pipes, chimney pots, vases, flower boxes, tiles, and pottery. The architectural goods made from this clay include bases and capitals, cornices, corbels, and brackets, arch molds, vaulting ribs, and balustrades, as well as diapers, finials, ridge tiles, and other items. Garden and conservatory vases, including some excellent designs like tripod vases, are also made in various sizes.”
Ibstock.
The history of these works is that of Coalville; which see.
The history of these works is that of Coalville; which see.
Polesworth.
Terra Cotta Works.—One of the manufactures of terra cotta carried on by the “Midland Brick and Terra Cotta Company” is situated at Polesworth. It was established in 1875, and the directorship placed in the hands of Mr. J. Joiner, for many years principal manager at the Stamford Terra Cotta Works. The productions consist of fountains; garden, conservatory, and other vases of various designs; architectural details and enrichments; chimney tops, chimney pieces, capitals and columns, crestings and finials, and other articles, including an admirable feature, that of tomb-stones, monuments, memorial tablets, urns, &c. Blue and brown bricks, both moulded and plain; coping, arch, and stable bricks; roofing tiles, garden edgings, drain pipes, and other useful goods are also extensively made. The terra cotta is both red and buff, and is of fine hard and durable quality, and, with a clean, good surface, unites a pleasant shade of colour.
Terra Cotta Works.—One of the terra cotta manufacturing facilities operated by the “Midland Brick and Terra Cotta Company” is located in Polesworth. It was established in 1875, with Mr. J. Joiner, who had been the principal manager at the Stamford Terra Cotta Works for many years, taking on the directorship. The products include fountains, garden vases, conservatory vases, and other designs; architectural details and embellishments; chimney tops, chimney pieces, capitals and columns, crestings and finials, along with other items, notably high-quality tombstones, monuments, memorial tablets, and urns. They also produce blue and brown bricks, both molded and plain; coping, arch, and stable bricks; roofing tiles, garden edgings, drain pipes, and other useful items. The terra cotta comes in both red and buff colors, made to be hard and durable, with a clean, quality surface that features a pleasant shade.
Market Bosworth.
Terra Cotta Works, belonging to the “Midland” Company, before spoken of, have been established for the production of bricks, tiles, fire-clay, and the more ordinary terra cotta goods.
Terra Cotta Works, part of the “Midland” Company mentioned earlier, have been set up to produce bricks, tiles, fire clay, and other common terra cotta products.
[424]
[424]
Tamworth.
The Terra Cotta Works at Tamworth were established in 1847, by the present owners, Messrs. Gibbs and Canning, and are now very extensive and important, and produce a large variety of goods of the highest class and character. The principal productions are terra-cotta for architectural, horticultural, and other useful and ornamental purposes; Della Robbia ware; sanitary and other goods; tiles, and bricks, &c. In terra cotta, for architectural purposes, trusses and cornices, bosses and pateræ, brackets and corbels, capitals and bases, balustrades and parapets, keystones and quoins, strings and mouldings, window and door heads, terminals and finials, friezes, diaper work, ashlar, and every other detail, are produced, and of a quality for sharpness, hardness, and durability scarcely to be surpassed. Among the buildings where this Tamworth terra cotta has been well introduced are the Roman Catholic church of the Holy Name at Manchester; the Royal Albert Hall, South Kensington; the Royal Horticultural Gardens; the Colston Hall, Bristol; the Natural History Museum, South Kensington; and the corridor of the New Town Hall, Manchester, &c. For ornamental purposes this firm produces fountains, vases, tazzas, pedestals, garden-seats, brackets, suspenders, figures and groups, garden-edging, and every variety of articles for the lawn, the garden, or the conservatory. Many of these are of excellent design, and the material being durable they are well suited for out-door purposes. The “Della Robbia ware”—a fine terra cotta beautifully and effectively enamelled in brilliant and flat colours on the surface—is produced in endless variety in plaques, &c., for ceilings and walls, where it takes the place of plaster or other surface-covering. Its great beauty is, however, especially apparent in the garden and flower-vases, jardinières, mignonette-boxes, tree-pots, and an endless variety of other useful articles which the firm produce. The designs are chaste and elegant, especially those in which the convolvulus is introduced, and the colouring rich and effective in the extreme. They are among the best productions of this class of goods. Another excellent production of the firm is a grey terra-cotta, which has a pleasing effect for architectural enrichments.
The Terra Cotta Works in Tamworth were founded in 1847 by the current owners, Messrs. Gibbs and Canning. They are now quite extensive and significant, producing a wide range of high-quality goods. The main products include terra-cotta for architectural, horticultural, and various decorative and functional purposes; Della Robbia ware; sanitary products; tiles; bricks; and more. For architectural uses, they create trusses, cornices, decorative bosses, brackets, corbels, capitals, bases, balustrades, parapets, keystones, quoins, strings, mouldings, window and door heads, terminals, finials, friezes, diaper work, ashlar, and every other detail, all with an unmatched level of sharpness, hardness, and durability. Notable buildings featuring Tamworth terra cotta include the Roman Catholic Church of the Holy Name in Manchester, the Royal Albert Hall in South Kensington, the Royal Horticultural Gardens, Colston Hall in Bristol, the Natural History Museum in South Kensington, and the corridor of the New Town Hall in Manchester, among others. For decorative purposes, this firm offers fountains, vases, tazzas, pedestals, garden seats, brackets, suspenders, figures, groups, garden edging, and a variety of items for lawns, gardens, or conservatories. Many of these are designed beautifully, and due to the durable material, they are well-suited for outdoor use. The “Della Robbia ware”—a fine terra cotta that is beautifully and effectively glazed in brilliant flat colors—is produced in endless varieties of plaques for ceilings and walls, serving as an alternative to plaster or other surface coverings. Its stunning beauty is particularly evident in garden and flower vases, jardinières, mignonette boxes, tree pots, and countless other functional items the firm produces. The designs are tasteful and elegant, especially those featuring convolvulus, with rich, striking colors. They rank among the finest in this category of products. Another noteworthy product from the firm is a grey terra-cotta that offers a pleasing aesthetic for architectural embellishments.
Wilnecote.
The Wilnecote Works, near Tamworth, which rank among the[425] more important in the kingdom, were established in 1860, when Mr. George Skey purchased the coal mines at this place, with the intention of working them. On sinking shafts for the purpose he fortunately discovered several important and valuable beds of fire-clay, and other clays well adapted for pottery purposes, and he wisely determined to at once erect suitable kilns and buildings for their full development. At great cost and under considerable disadvantages suitable workrooms were erected and fitted up with suitable machinery, steam presses, lathes, &c. Competent workmen were engaged, and the manufactory was opened in 1862. The goods produced were so well received and their quality so good, both as regard material and workmanship, as well as design, that the works had very shortly to be considerably enlarged and fresh workrooms, kilns, &c., erected. This was done, and at the present time the entire produce of the coal and clay pits (about 300 tons of coal and 300 tons of clay per week) is used up at the works, which give employment to several hundred persons. In 1864 Mr. Skey having found the concern grown to more than his own personal care could, single handed, control, formed it into a limited liability company, with a capital of £60,000, under the style of the “Wilnecote Company, Limited,” afterwards altered to the “George Skey and Company, Limited,” Mr. Skey being the managing director, and Mr. Thos. Creswell, secretary.
The Wilnecote Works, located near Tamworth and considered one of the[425] more important factories in the country, were established in 1860 when Mr. George Skey bought the coal mines in the area with plans to operate them. While digging shafts, he fortunately discovered several significant and valuable deposits of fire-clay and other clays that were ideal for pottery. He wisely decided to build appropriate kilns and facilities for their full potential. With considerable investment and facing various challenges, suitable workspaces were constructed and equipped with the right machinery, steam presses, lathes, etc. Skilled workers were hired, and the factory officially opened in 1862. The products were so well received, and their quality—both in materials and craftsmanship, as well as design—was so high that the works quickly needed to be expanded, leading to new workspaces, kilns, etc., being built. This expansion was completed, and now the entire output from the coal and clay pits (about 300 tons of coal and 300 tons of clay weekly) is used at the works, which provide jobs for several hundred people. In 1864, as the business grew beyond what Mr. Skey could manage alone, he organized it into a limited liability company with a capital of £60,000 under the name “Wilnecote Company, Limited,” which was later changed to “George Skey and Company, Limited,” with Mr. Skey as the managing director and Mr. Thos. Creswell as the secretary.
The goods produced are:—in terra-cotta, which is of fine and durable quality, and of excellent workmanship, fountains, vases, tazzas, brackets, pedestals, suspenders, terminals, flower-vases, mignonette-boxes, fern-stands, garden-seats, balustrades, cornices, chimney tops, and every description of architectural enrichment. Game-pie dishes, of admirable design and of perfect modelling, and other articles, are also produced in this material. The colour is a beautiful light cream colour, and the body being very fine the relief patterns “come out” very sharply and effectively. In “Rustic ware,” vases, garden-seats, flower-pots, brackets, fern-stands, and an infinite variety of beautiful articles are made. This “Rustic ware” is a fine buff coloured terra-cotta, glazed with a rich brown glaze, and sometimes heightened with a green tinge, just sufficient to give it a remarkably pleasing effect. The modelling of some of these goods is highly artistic. In stoneware, or Bristol ware, all the usual articles as made at Lambeth, at Bristol, and other places, are produced. In sanitary ware, all the usual and many additional[426] articles are made; these are of remarkably fine and good quality and excellent both in body and glaze, and in firing. In ridging and roofing-tiles, sewerage-pipes, and garden-edgings, and in moulded bricks for cornices, string courses, &c., an endless variety; and in paving-tiles, and facing-bricks of various colours, as well as fire-bricks, all the usual kinds.
The products made include high-quality terra-cotta that is durable and well-crafted, such as fountains, vases, tazzas, brackets, pedestals, suspenders, terminals, flower vases, mignonette boxes, fern stands, garden seats, balustrades, cornices, chimney tops, and all sorts of architectural decorations. Game pie dishes with exceptional designs and perfect modeling are also made from this material. The color is a lovely light cream, and since the body is very fine, the relief patterns stand out sharply and effectively. In “Rustic ware,” they produce vases, garden seats, flower pots, brackets, fern stands, and an endless variety of beautiful items. This “Rustic ware” features a fine buff-colored terra-cotta, coated with a rich brown glaze, sometimes accented with a green tint that creates a remarkably pleasing effect. The modeling of some of these products is quite artistic. In stoneware, or Bristol ware, all the usual items produced at Lambeth, Bristol, and other places are made. In sanitary ware, all the standard and many additional items are produced; these are of remarkably fine quality with excellent body and glaze, as well as in firing. There is an endless variety in ridging and roofing tiles, sewer pipes, garden edgings, and molded bricks for cornices, string courses, etc., along with paving tiles and facing bricks in various colors, as well as fire bricks of all standard types.
Terra-cotta gas-stoves are extensively made in various designs, some of which are registered. They are chaste and even elegant in design, and admirable in construction. Some of the patterns are in high relief, and others, in addition to the relief, are perforated, and have a striking and pleasing effect. Two of the designs are shown on Figs. 817 and 818.
Terra-cotta gas stoves are made in many designs, some of which are registered. They are modest yet elegant in appearance and well-constructed. Some patterns are embossed, while others, in addition to the embossing, have holes that create a striking and appealing look. Two of the designs are shown in Figs. 817 and 818.

Figs. 817 and 818.
Figs. 817 and 818.
The following is an analysis of Mr. George Skey’s Fire Clay, made by Mr. A. Winkler Willis’ of Wolverhampton:—Silica, hydrated, 71·41; detrydrated, 75·99. Alumina, hydrated, 21·17; detrydrated, 22·53. Protoxide of Iron, hydrated, ·91; detrydrated, ·97. Lime, hydrated, ·04; detrydrated, ·05. Magnesia, hydrated, a trace. Alkalies, hydrated, ·82; detrydrated, ·87. Manganese, Organic Matter, Sulphuric Acid, Chlorine, traces. Water, hydrated, 2·57. Water combined, hydrated, 3·49. Total, hydrated, 100·41; detrydrated, 100·41. Total Impurities, 1·89.
The following is an analysis of Mr. George Skey’s Fire Clay, conducted by Mr. A. Winkler Willis of Wolverhampton:—Silica, hydrated, 71.41; dehydrated, 75.99. Alumina, hydrated, 21.17; dehydrated, 22.53. Iron oxide, hydrated, 0.91; dehydrated, 0.97. Lime, hydrated, 0.04; dehydrated, 0.05. Magnesia, hydrated, a trace. Alkalies, hydrated, 0.82; dehydrated, 0.87. Manganese, organic matter, sulfuric acid, chlorine, traces. Water, hydrated, 2.57. Water combined, hydrated, 3.49. Total, hydrated, 100.41; dehydrated, 100.41. Total impurities, 1.89.
The mark used is the words GEORGE SKEY WILNECOTE WORKS NR TAMWORTH, in an oval, impressed in the ware.
The mark used is the words GEORGE SKEY WILNECOTE WORKS NEAR TAMWORTH, in an oval, stamped into the material.
[427]
[427]
Coventry.
At Stoke, near Coventry, and other places in the district, are old established coarse brown ware works. Mr. Robt. Wakefield is a maker of flower-pots, seakale-pots, &c., of good quality.
At Stoke, near Coventry, and in other areas of the district, there are longstanding coarse brown pottery works. Mr. Robt. Wakefield makes flower pots, seakale pots, etc., of good quality.
Nuneaton.
The works were established about 1830, by Mr. Peter Wager Williams, upon the site of what evidently had been very old pot works, but of which no record appears to exist. At first there were during Mr. P. W. Williams’s lifetime two distinct manufactories. One of these was next worked by his eldest son, Mr. John Williams, who sold it to his three brothers, Peter, Charles, and James, by whom it was carried on under the style of “Caroline Williams.” It passed by purchase into the hands of Mr. J. Rawlins, and was taken by “Messrs. Broadbent and Stanley Brothers,” by whom it was considerably extended. The other manufactory was carried on by Mr. Walter Handley, at whose death it passed to his son-in-law, Mr. David Wheway, at whose decease it was incorporated with the former one, and carried on jointly with it, by Messrs. Broadbent and Stanley Brothers. In 1871 Mr. Broadbent retired from the concern, and it is now carried on by Messrs. Stanley Brothers. The goods produced are terra-cotta vases, chimney-tops, &c.; coloured paving-tiles for geometric designs; garden-edging, ornamental ridging and all kinds of plain building and ornamental bricks; glazed sanitary and other pipes, &c. The firm has recently patented a process for the manufacture of malt kiln tiles, for which they have invented new machinery. They are made of the finest fire-clay, and are of very superior character to any others. The marls in this neighbourhood, from which these various goods are made, are varied, and on the ground worked by this firm alone about twenty different measures occur, and these are of divers colours and qualities. The works occupy nearly ten acres of ground.
The factory was established around 1830 by Mr. Peter Wager Williams, on the site of what clearly used to be very old pottery works, although there doesn't seem to be any record of them. Initially, during Mr. P.W. Williams’s lifetime, there were two separate manufacturing operations. One of these was later run by his eldest son, Mr. John Williams, who sold it to his three brothers, Peter, Charles, and James, who operated it under the name “Caroline Williams.” It was then sold to Mr. J. Rawlins and later taken over by “Messrs. Broadbent and Stanley Brothers,” who significantly expanded it. The other factory was managed by Mr. Walter Handley, and after his death, it passed to his son-in-law, Mr. David Wheway; when he died, it was merged with the first factory and operated jointly by Messrs. Broadbent and Stanley Brothers. In 1871, Mr. Broadbent retired from the business, and it is now run by Messrs. Stanley Brothers. The products include terra-cotta vases, chimney tops, colored paving tiles for geometric patterns, garden edging, decorative ridging, and all kinds of plain and ornamental bricks, as well as glazed sanitary and other pipes. The firm has recently patented a process for making malt kiln tiles and developed new machinery for it. These tiles are made from the finest fire-clay and are of much higher quality than any others. The clays in this area, from which these various products are made, are diverse, with about twenty different types found on the land worked by this company alone, all varying in color and quality. The factory occupies nearly ten acres of land.
Broxbourne.
In 1843, when terra-cotta was but little known, Mr. Pulham turned his attention to it, made numerous experiments in order to bring about its revival, and succeeded in making it both of a good[428] hard stone colour and of a rich pale red. Having done this, he began to produce various small objects for architectural purposes—bosses, angle quoins, brackets, balustrades, small flower-pots, and vases—which remain at the present day as sharp and good as when they left the kiln. He also, about this time, introduced what is termed granulated terra-cotta, having the appearance of stone. Latterly this imitation has fallen into disrepute, and wisely so, for although where terra-cotta is now used it is adopted instead of stone, yet it is not used to imitate stone, but passes for what it is,—bona fide terra-cotta. For architectural purposes, it is still, in some instances, granulated.
In 1843, when terra-cotta was not very well known, Mr. Pulham focused on it, conducting many experiments to revive it and successfully creating it in both a good hard stone color and a rich pale red. After achieving this, he began producing various small items for architectural use—bosses, angle quoins, brackets, balustrades, small flower pots, and vases—which remain as sharp and pristine as when they came out of the kiln. Around this time, he also introduced what’s known as granulated terra-cotta, which looks like stone. Recently, this imitation has lost favor, and rightly so, because while terra-cotta is now used in place of stone, it’s not meant to mimic stone; it serves as what it truly is—bona fide terra-cotta. For architectural purposes, it is still granulated in some cases.
Fig. 819.
Fig. 819.
Mr. Pulham exhibited specimens of his work at the Exhibition of 1851. Notably amongst them was a handsome Gothic vase in rich pale red, highly enriched; this was placed upon a suitable pedestal of cream-colour terra-cotta. From that time down to the next Exhibition, in 1862, improvements were constantly being made, both in the manipulation, production, and style of the manufacture. Mr. Pulham aimed more at the quality than quantity made; and it is said[429] that he still carries out the rule he laid down, not to extend his business, but to keep it so that it is not too large to be under his own personal supervision. Mr. Pulham exhibited in 1862, among other things, a large Fountain for a gentleman’s grounds near Tunbridge Wells, many features of which, particularly the life-size figure of Hebe which surmounts it, and which is a perfection in burning, were very successful.
Mr. Pulham showcased his work at the 1851 Exhibition. Among his pieces was an elegant Gothic vase in rich pale red, beautifully detailed; it was displayed on a matching cream-colored terra-cotta pedestal. From that point until the next Exhibition in 1862, he continually made improvements in the techniques, production, and style of his work. Mr. Pulham prioritized quality over quantity; it’s said[429] that he still follows his principle of keeping his business small enough to manage personally. At the 1862 Exhibition, he displayed, among other items, a large Fountain for a gentleman's estate near Tunbridge Wells, featuring many elements, especially the life-size figure of Hebe on top, which was a stunning achievement in ceramics.

Fig. 820.
Fig. 820.



Figs. 821 to 824.—Broxbourne Terra Cotta.
Figs. 821 to 824.—Broxbourne Terra Cotta.
In 1871, besides other of his productions, Mr. Pulham exhibited a small fountain, which was at play during the whole time of the Exhibition; and also several new vases. The fountains (for which a prize medal was awarded) and principal exhibits were very favourably noticed. Some of these I give on Figs. 819 to 824. At the Paris Exhibition in 1867 fountains, vases, and architectural embellishments, amongst which may be named the Preston vase (a number of which were made for the People’s Park, Preston), with medallions[431] representing the staple commerce of the place; some rich columns, novel window jambs and dressings; and notably amongst the rest was the Mulready Monument, erected for the Science and Art Department, South Kensington, and at whose instigation it was sent to Paris. The design of this is a pedestal 15 ft. by 10 ft., round the sides of which are sketched in outline some of Mulready’s principal pictures. This pedestal supports a large-size effigy, 7 ft. long, on a raised bier, the whole of this bier and effigy being fired successfully, just as it left the sculptor’s and modeller’s hands, and which was highly commended and spoken of as quite a chef d’œuvre in the terra-cotta art, and obtained the silver medal. It is now in Kensal Green cemetery, where it was fixed on its return from Paris. Mr. Pulham also executed a portion of ornamental terra-cotta used in the New Science Schools at South Kensington. The quality of the terra-cotta produced at Broxbourne is very high; it is hard, firm, compact, and durable, and of a soft and pleasing colour. Besides the articles already named, Mr. Pulham produces a goodly variety of vases, tazzas, pedestals, flower-baskets, and architectural enrichments of every kind.
In 1871, among his other creations, Mr. Pulham showcased a small fountain that ran throughout the entire Exhibition, along with several new vases. The fountains (which won a prize medal) and main exhibits received very positive attention. Some of these are shown in Figs. 819 to 824. At the Paris Exhibition in 1867, there were fountains, vases, and architectural decorations, including the Preston vase (of which several were made for People’s Park, Preston), featuring medallions[431] that represented the area’s key industries; some elegant columns, unique window frames and decorations; and notably, the Mulready Monument, created for the Science and Art Department in South Kensington, which was commissioned to be sent to Paris. This design features a pedestal measuring 15 ft. by 10 ft., with outlines of some of Mulready’s major works sketched around the sides. The pedestal supports a large effigy, 7 ft. long, placed on a raised bier, all of which was successfully fired just as it came from the sculptor’s and modeller’s hands, receiving high praise and being referred to as a true chef d’œuvre in terra-cotta art, earning a silver medal. It is now located in Kensal Green cemetery, where it was installed upon its return from Paris. Mr. Pulham also created some ornamental terra-cotta used in the New Science Schools at South Kensington. The terra-cotta produced at Broxbourne is of very high quality; it’s hard, firm, compact, durable, and has a soft, pleasing color. In addition to the items already mentioned, Mr. Pulham offers a wide range of vases, tazzas, pedestals, flower baskets, and decorative architectural elements of all kinds.
Stamford.
That pottery was in mediæval times made in Stamford was incontestably proved in the latter end of 1874 by the discovery of a kiln during the course of excavations in the rear of a house occupied by the Rev. E. F. Gretton, formerly Master of the Grammar School there. The kiln was thus described in “The Reliquary,”[104] by Mr. G. H. Burton:—
That pottery was made in Stamford during medieval times was undeniably confirmed at the end of 1874 by the discovery of a kiln while excavating behind a house occupied by Rev. E. F. Gretton, who was formerly the Master of the Grammar School there. The kiln was described in “The Reliquary,”[104] by Mr. G. H. Burton:—
“On visiting the spot after a clearance had been effected, I
found an opening sunk in the ground, 7 feet wide, and as far
as excavated, 8 feet 6 inches long. The end that was bared
(north) was semicircular; the form of the other could not
be seen, though from certain indications I think it would
correspond. The bottom was floored with clay, and the lining or
‘bratticing’ of the sides was composed of stones, of irregular
shapes and sizes, set in and entirely faced with clay. The
layer forming the floor was about three inches thick, and had
been burnt to a rather deep red; the coating of the sides was
not so highly burnt, indeed; the clay at one part, only a few
inches from the face, became perfectly plastic by exposure
during a few days’ rain. In this opening, in the direction of
its length, was a row of four piers of an extreme height of 3
ft. 8 inches, and about 12 inches or 14 inches thick; their
section was something like a square or oblong, slightly rounded
at the angles—in some parts resembling a rough circle. These
columns were at somewhat irregular distances. That at the north
end supported a short, thick lintel, which was connected with
the enclosure, and was in a line with the series of piers. The
three other columns carried at their heads a slighter lintel.
These piers supported four horizontal beams 1 foot wide and
9 inches thick, of an extreme length of[432] 4 feet 6 inches,
which spanned the space between the piers and the east side of
the opening. Thus the internal arrangement, to use a homely
illustration, was pretty much that of a gridiron bent in the
middle to the shape of the letter L inverted.
 The part enclosed by the piers and beams was of the
clear width of 3 feet 6 inches; the space from the piers to
the other side was 2 feet 6 inches. This latter is believed to
represent the ‘stoke-hole,’ and the unbarred opening, between
the two northernmost piers, was perhaps a ‘man-hole.’ I have
been told that the four transverse beams had been continued
right across the opening, and that on one side they had been
accidentally destroyed; but one who was very early on the spot
assures me that the piers did not then present the appearance
of anything having been broken from them. The columns, the
beams, and the lintels were all of clay, burnt in some portions
to a light brick red. Their construction seems to have been
a rude and simple affair. Sticks or branches of no great
thickness were placed in position, and then soft clay was
clapped round them until the required massiveness was obtained,
when drying and baking would finish the operation, if indeed
drying and baking were necessary. Of what the superstructure
was composed, and what form it took, I could find nothing to
indicate. The floor of the kiln was seven or eight feet from
the present surface, and the sides at the highest remaining
part rose to a level with the horizontal beams. I should state
that in two parallel cuttings, made for the foundations of
new buildings, I observed a very thin layer of burnt earth
of a light colour, extending nearly to the south end of the
excavated remains of the kiln, and at about the same level as
the horizontal beams. This would seem to show that when the
kiln was in operation the tops of the pillars were on a level
with the then surrounding surface. One remarkable circumstance
ought, perhaps, to be mentioned. It was found necessary to
make a cutting through this kiln, and the excavation revealed
the fact, that for at least ten feet beneath the kiln floor
there was nothing but ‘made ground,’ as the workmen called it.
Other cuttings near disclosed a similar substructure, the loose
ground being 20 feet deep.”
The part enclosed by the piers and beams was of the
clear width of 3 feet 6 inches; the space from the piers to
the other side was 2 feet 6 inches. This latter is believed to
represent the ‘stoke-hole,’ and the unbarred opening, between
the two northernmost piers, was perhaps a ‘man-hole.’ I have
been told that the four transverse beams had been continued
right across the opening, and that on one side they had been
accidentally destroyed; but one who was very early on the spot
assures me that the piers did not then present the appearance
of anything having been broken from them. The columns, the
beams, and the lintels were all of clay, burnt in some portions
to a light brick red. Their construction seems to have been
a rude and simple affair. Sticks or branches of no great
thickness were placed in position, and then soft clay was
clapped round them until the required massiveness was obtained,
when drying and baking would finish the operation, if indeed
drying and baking were necessary. Of what the superstructure
was composed, and what form it took, I could find nothing to
indicate. The floor of the kiln was seven or eight feet from
the present surface, and the sides at the highest remaining
part rose to a level with the horizontal beams. I should state
that in two parallel cuttings, made for the foundations of
new buildings, I observed a very thin layer of burnt earth
of a light colour, extending nearly to the south end of the
excavated remains of the kiln, and at about the same level as
the horizontal beams. This would seem to show that when the
kiln was in operation the tops of the pillars were on a level
with the then surrounding surface. One remarkable circumstance
ought, perhaps, to be mentioned. It was found necessary to
make a cutting through this kiln, and the excavation revealed
the fact, that for at least ten feet beneath the kiln floor
there was nothing but ‘made ground,’ as the workmen called it.
Other cuttings near disclosed a similar substructure, the loose
ground being 20 feet deep.”
“After the area was cleared, I visited the site and found a hole in the ground that was 7 feet wide and about 8 feet 6 inches long. The exposed end (to the north) was semicircular; I couldn’t see the shape of the other end, but based on some clues, I think it matched. The bottom was covered with clay, while the sides were lined with irregularly shaped stones, all set in and coated with clay. The floor layer was about three inches thick and had been burned to a deep red; the clay on the sides was not as heavily burned; at one point, just a few inches from the surface, the clay became completely pliable after a few days of rain. Inside this space, along its length, there was a row of four pillars that stood 3 feet 8 inches high and were about 12 to 14 inches thick. Their shape was somewhat square or rectangular, with slightly rounded edges, and in some areas, they resembled rough circles. The distance between these columns was a bit uneven. The column at the north end supported a short, thick beam that connected to the enclosure and aligned with the series of pillars. The other three columns held up a lighter beam. These pillars supported four horizontal beams that were 1 foot wide and 9 inches thick, measuring a maximum length of 4 feet 6 inches, spanning the distance between the pillars and the east side of the opening. So, the internal layout was, to put it simply, like a gridiron bent in the middle into an inverted L shape.
The area enclosed by the pillars and beams was exactly 3 feet 6 inches wide; the distance from the pillars to the opposite side was 2 feet 6 inches. This latter area is thought to represent the ‘stoke-hole,’ and the unblocked opening between the two northernmost pillars might have been a ‘man-hole.’ I was informed that the four beams had continued across the opening, and that one side had been accidentally destroyed; however, someone who was there very early insists that the pillars didn’t look broken at that time. The columns, beams, and lintels were all made of clay, some parts burned to a light brick red. Their construction seemed quite rough and simple. Thin sticks or branches were positioned, and then soft clay was placed around them until they had enough mass; drying and baking likely completed the process, if they were even necessary. I couldn’t find anything that indicated what the superstructure was made of or what shape it took. The floor of the kiln was seven or eight feet below the current surface, and the sides at the highest point rose to the level of the horizontal beams. I should mention that in two parallel cuts made for the foundations of new buildings, I observed a very thin layer of light-colored burnt earth extending nearly to the south end of the excavated kiln remains, and at about the same level as the horizontal beams. This seems to indicate that when the kiln was operational, the tops of the pillars were level with the surrounding surface at that time. One noteworthy detail should perhaps be mentioned. It was necessary to cut through this kiln, and the excavation revealed that for at least ten feet beneath the kiln floor, there was nothing but ‘made ground,’ as the workers called it. Other nearby cuts showed a similar underlying structure, with loose material being 20 feet deep.”
The very large and important works of this place owed their origin to Mr. J. M. Blashfield, by whom they were established in 1858. Previous to that time, Mr. Blashfield had been, until 1851, engaged, in Southwark Bridge Road, Albion Place, Blackfriars, and Mill Wall, in the Italian marble trade, and the manufacture of cements and scagliola, and the making and laying down of tessellated pavements, &c. In that year he commenced the manufacture of terra-cotta at Mill Wall, London, having a few years previously purchased a number of the moulds, models, &c., from Coades when that manufactory was closed. In 1858 Mr. Blashfield removed his moulds, models, plant, &c., to Stamford, where a splendid clay for his purpose exists, and where he soon became as successful as such enterprise and ability as his deserved, and where he did more for the development and improvement of the beautiful in art than could otherwise have been accomplished. In 1874 the works merged into a limited liability company, under the style of the “Stamford Terra-Cotta Company,” which failed and was wound up in 1875, when the plant and stock were sold by auction.
The significant and noteworthy works of this place were founded by Mr. J. M. Blashfield, who established them in 1858. Before that, Mr. Blashfield had been engaged in the Italian marble trade, along with the production of cements and scagliola, and the creation and installation of tessellated pavements, at locations including Southwark Bridge Road, Albion Place, Blackfriars, and Mill Wall until 1851. In that year, he began manufacturing terra-cotta at Mill Wall, London, having previously acquired several molds, models, etc., from Coades when that factory closed. In 1858, Mr. Blashfield moved his molds, models, equipment, etc., to Stamford, where quality clay suitable for his needs was readily available. He quickly achieved success that matched his talent and efforts, contributing significantly to the advancement and enhancement of beauty in art more than could have been achieved otherwise. In 1874, the works became a limited liability company called the "Stamford Terra-Cotta Company," which failed and was dissolved in 1875, leading to the auction of the plant and stock.
Mr. Blashfield’s name is very intimately connected with the subject of encaustic paving-tiles, having been associated with the late Mr. Herbert Minton in their revival. In reference to this the following extract from a paper read by him is interesting:—
Mr. Blashfield’s name is closely tied to the topic of encaustic paving tiles, as he worked with the late Mr. Herbert Minton on their revival. In this regard, the following excerpt from a paper he presented is interesting:—
[433]
[433]
“One of the greatest revivals in pottery, connected with architecture, took place about 1833. Mr. Wright, of Shelton, obtained a patent for making inlaid tiles. This patent was bought by the late Mr. Herbert Minton, who improved upon it, and produced the tiles now so commonly used in churches.
“One of the greatest revivals in pottery, connected with architecture, took place around 1833. Mr. Wright, from Shelton, secured a patent for creating inlaid tiles. This patent was purchased by the late Mr. Herbert Minton, who enhanced it and produced the tiles that are now widely used in churches.
“In 1840, Richard Prosser, of Birmingham, took a patent for making buttons in china. In 1841, buttons made from the body of which porcelain is constituted were very largely manufactured by the late Mr. Herbert Minton, under this patent of Prosser’s; and having, myself, for several years, made inlaid pavements and imitations of old mosaic and tesselated work, I conceived that Prosser’s invention would make tesseræ and tiles, and I suggested to Minton and Prosser the enlargement of the patent for this purpose. I then made arrangements to carry out this invention, and laid the first designs and specimens I made before the then President of the Royal Society (the Marquis of Northampton), who kindly permitted me to exhibit them at one of his soirées, at his house in Piccadilly, about the commencement of the year 1843. He then introduced the subject to a great number of noblemen, and especially to his Royal Highness the Prince Consort, who requested an especial account of the process to be written for him, and which was done, and forms now the appendix to the second edition of a work I first published in 1842, through Mr. Owen Jones, on Tesselated Pavements. In 1843, I published a work upon Encaustic Tiles, with ninety-six copies of ancient tiles drawn half the full size, and also designs of pavements. The drawings were arranged and copied on stone by Mr. Owen Jones. I also employed Mr. Lewis, Mr. Kendall, and other architects on the same subject, and especially Mr. Digby Wyatt, who copied for me in Italy the remains of the mosaic works of the Middle Ages, from San Lorenzo, St. Mark’s, and other places; and which has since been drawn on stone, and published by him, under the title of ‘The Geometrical Mosaics of the Middle Ages.’ The Society of Arts, London, also kindly permitted me to lecture on the subject, and constantly to bring it forward—so that, by the end of the year 1845, the trade in tesselated pavements, inlaid tiles, and Venetian floors, had gained a firm footing; but, from various circumstances, and after spending many thousand pounds in bringing the subject fully into notice, I was obliged to surrender all interest in it to the manufacturer, Herbert Minton. Since this date, Minton and Hollins have revived the art of majolica and Palissy ware, and produced the most magnificent specimens, both in point of size and color, ever attained in this description of pottery.”
“In 1840, Richard Prosser from Birmingham patented a method for making china buttons. By 1841, buttons made from porcelain were largely produced by the late Mr. Herbert Minton under Prosser’s patent. Having spent several years creating inlaid pavements and imitations of old mosaic and tessellated work, I thought that Prosser’s invention could also be used for making tesseræ and tiles. I suggested to Minton and Prosser that they expand the patent for this purpose. I then made arrangements to implement this invention and presented my initial designs and samples to the then President of the Royal Society, the Marquis of Northampton, who kindly allowed me to showcase them at one of his soirées at his house in Piccadilly around the beginning of 1843. He introduced the topic to many noblemen, especially his Royal Highness the Prince Consort, who requested a detailed account of the process, which I provided. This account now appears as an appendix in the second edition of a book I first published in 1842, through Mr. Owen Jones, on Tesselated Pavements. In 1843, I released a book on Encaustic Tiles, which included ninety-six copies of ancient tiles drawn at half size, along with designs for pavements. The drawings were arranged and copied onto stone by Mr. Owen Jones. I also enlisted Mr. Lewis, Mr. Kendall, and other architects to work on the same subject, particularly Mr. Digby Wyatt, who copied for me in Italy the remains of Middle Ages mosaic works from San Lorenzo, St. Mark’s, and other locations; these were later drawn on stone and published by him under the title ‘The Geometrical Mosaics of the Middle Ages.’ The Society of Arts in London kindly allowed me to lecture on this topic and consistently promote it—so that by the end of 1845, the trade in tessellated pavements, inlaid tiles, and Venetian floors had gained significant traction. However, due to various circumstances and after investing many thousands of pounds to bring attention to the subject, I had to give up all interest in it to the manufacturer, Herbert Minton. Since then, Minton and Hollins have revived the art of majolica and Palissy ware, producing the most stunning specimens ever seen in terms of size and color in this type of pottery.”
Fig. 825.
Fig. 825.





Figs. 826 to 831.—Blashfield’s Stamford Terra Cotta.
Figs. 826 to 831.—Blashfield’s Stamford Terra Cotta.
Mr. Blashfield further wrote to me:—
Mr. Blashfield also wrote to me:—
[435]
[435]
“I suggested to Herbert Minton the making of mosaic pavements, and found some of the money and designs for the early development of the pavement business. It was the connection with the pavement business that led me to a knowledge of pottery; and made me turn the moulds and models which I had used for plastic scagliola and cement castings into use for terra-cotta in 1851. I began to form my collection of models in 1831 in the Southwark Bridge Road.”
“I proposed to Herbert Minton that we create mosaic pavements, and I helped find some funding and designs for the initial development of the pavement business. It was this involvement in the pavement industry that introduced me to pottery; it led me to repurpose the molds and models I had used for plastic scagliola and cement castings for terra-cotta in 1851. I started building my collection of models in 1831 on Southwark Bridge Road.”
The productions of this manufactory were terra-cotta as applied to every purpose, glazed or enamelled tiles and bricks for wall-facings, hard ordinary paving tiles, enamelled architectural enrichments for internal use, and red and buff moulded bricks.
The products of this factory included terra-cotta used for various purposes, glazed or enamelled tiles and bricks for wall coverings, durable regular paving tiles, enamelled architectural decorations for indoor use, and red and buff moulded bricks.
In this material, statues, both single figures and groups, busts, vases, tazzas, fountains, pedestals, suspenders, chimney shafts, cornices, consoles, string courses, pateræ, medallions, panels, friezes, capitals and bases, tracery, window and door heads and jambs, balustrades, and every species of architectural decoration were produced in almost endless—and, certainly, as to design, matchless—variety. The vases and tazzæ were most carefully modelled from ancient examples taken from the British and other Museums, and from the standard works of Montfaucon, Winckelmann, Millengen, Raoul Rochette, Dubois-Maisonneuve, Baptista Passerio, D’Hancarville, Piranesi, Tatham, Moses, Sir William Hamilton, Englefield, and others; and many original designs by Mr. Blashfield and other artists were added. These were produced of various sizes, but all of equal excellence. The statues and busts, &c., are clever reproductions of ancient examples, and special works modelled for the purpose by or from Bell, Woodington, Roubilliac, Weigall, Chantrey, and other renowned modern artists.
In this material, statues—both individual figures and groups, busts, vases, tazzas, fountains, pedestals, suspenders, chimney shafts, cornices, consoles, string courses, pateræ, medallions, panels, friezes, capitals and bases, tracery, window and door heads and jambs, balustrades, and every type of architectural decoration—were created in almost endless, and certainly unmatched, variety in design. The vases and tazzas were carefully modeled after ancient examples from British and other museums, and from the standard works of Montfaucon, Winckelmann, Millengen, Raoul Rochette, Dubois-Maisonneuve, Baptista Passerio, D’Hancarville, Piranesi, Tatham, Moses, Sir William Hamilton, Englefield, and others; original designs by Mr. Blashfield and other artists were also added. These were made in various sizes, but all maintained the same level of excellence. The statues and busts, etc., are skilled reproductions of ancient examples, along with special pieces crafted for this purpose by or influenced by Bell, Woodington, Roubilliac, Weigall, Chantrey, and other famous modern artists.
Among the public buildings which have been enriched by the art works of Mr. Blashfield’s manufactory are the urns, antifixa, and pavements in the Royal Mausoleums, Windsor; vases and terminals, &c., at Buckingham Palace; vases, tazzas, borders, &c., at Kew and Hampton Court Gardens and Dairy Farm, Windsor; colossal statues, fountains, vases, &c., and roofs and other decorations, at the Crystal Palace; chimney shafts, &c., Sandringham; vases and pedestals, Marlborough House; the entire red, buff, grey, and black terra-cotta details and enrichments for Dulwich College; Lady Alford’s mansion, and many other places; and, indeed, for most of the public buildings and private mansions of this country and abroad. Of these, perhaps one of the most important, and which will ever remain a lasting monument of Stamford ceramic art, is the new Dulwich College, erected from designs by Mr.[437] Charles Barry, and entirely composed of terra-cotta. It is the most complete specimen of terra-cotta building in England—no stone whatever being used; the value of the material alone being, in the gross, calculated at £28,000. The whole of this was made at these works.
Among the public buildings enhanced by the artworks from Mr. Blashfield’s factory are the urns, decoration pieces, and pavements in the Royal Mausoleums, Windsor; vases and terminals at Buckingham Palace; vases, tazzas, borders, and more at Kew and Hampton Court Gardens and Dairy Farm, Windsor; large statues, fountains, vases, and roofs at the Crystal Palace; chimney shafts at Sandringham; vases and pedestals at Marlborough House; the entire red, buff, grey, and black terra-cotta details and decorations for Dulwich College; Lady Alford’s mansion, and many other locations; and, indeed, for most of the public buildings and private mansions in this country and abroad. Among these, perhaps one of the most significant, which will always stand as a lasting testament to Stamford ceramic art, is the new Dulwich College, built from designs by Mr. [437] Charles Barry, and entirely made of terra-cotta. It is the most complete example of terra-cotta building in England—no stone was used at all; the total value of the material alone is estimated at £28,000. Everything was produced at these works.


Figs. 832 to 834.—Blashfield’s Terra Cotta.
Figs. 832 to 834.—Blashfield’s Terra Cotta.
In colour and quality the Stamford terra-cotta is of faultless excellence. The details are sharp, and in many cases exquisitely moulded; and, the body being much finer and harder than usual, they have a finish and a “touch” about them that cannot easily be surpassed.
In color and quality, the Stamford terra-cotta is of impeccable excellence. The details are sharp and, in many cases, beautifully shaped; and since the body is much finer and harder than usual, they have a finish and feel that are hard to beat.
One of the most striking series of subjects produced in terra-cotta was the manufacturing “process panels” on the exterior of the Wedgwood Memorial Institute at Burslem. Three of these are engraved on Figs. 832 to 834. The whole series, modelled by Mr. Walter J. Morris, illustrate the various processes of the plastic art; those selected for engraving represent “Turning,” “Painting,” and “Firing.” The history of these panels is a somewhat interesting feature as connected with Stamford terra-cotta works, and is worth briefly recording. The whole of the clay for these large panels was prepared at the Stamford works by Mr. Blashfield. A large case, lined with plaster of Paris, was made for each panel; the clay was firmly and evenly pressed into it, and thus each of the twelve was transmitted to South Kensington. Mr. Morris wrought his modelling on the faces of these cases of clay, and they were returned to Stamford when ready for the later process to be accomplished. At Stamford they were cut up in suitable pieces for “firing;” made true (for they had got considerably twisted and warped during the time they were in the modeller’s hands), carefully dried, and burned; the whole series coming out from the kiln in the admirable and perfect state in which they now stand, as monuments of Mr. Blashfield’s ceramic skill, in the Wedgwood Institute. The whole of the operations in producing these panels occupied about twelve months in time, and their cost, of course, was something considerable. They were marked with Mr. Blashfield’s name.
One of the most impressive groups of subjects created in terra-cotta was the series of “process panels” on the outside of the Wedgwood Memorial Institute in Burslem. Three of these are shown in Figs. 832 to 834. The entire series, modeled by Mr. Walter J. Morris, illustrates the different processes of the plastic art; those chosen for engraving depict “Turning,” “Painting,” and “Firing.” The history of these panels is an interesting aspect related to the Stamford terra-cotta works and is worth mentioning briefly. All the clay for these large panels was prepared at the Stamford works by Mr. Blashfield. A large case, lined with plaster of Paris, was made for each panel; the clay was pressed firmly and evenly into it, and thus each of the twelve was sent to South Kensington. Mr. Morris did his modeling on the surfaces of these clay cases, and they were returned to Stamford when ready for the next process. At Stamford, they were cut into suitable pieces for “firing,” adjusted (as they had become quite twisted and warped during the modeling), carefully dried, and fired; the entire series came out of the kiln in the excellent and perfect condition in which they currently exist, as a testament to Mr. Blashfield’s ceramic skill at the Wedgwood Institute. The entire process of creating these panels took about twelve months, and naturally, the cost was significant. They were marked with Mr. Blashfield’s name.
Among the most successful vases was the “Shakspeare vase.” It is of the Medici form, but the general allegorical design and details are Mr. Blashfield’s own. The figures of the allegory, which run round the body of the vase, were modelled by the late Mr. Nixon, who executed the statue of William IV. for the City of London, in conjunction with his father, also a sculptor of eminence. It represents[438] a masque scene from Shakspeare’s Tempest—Prospero, Ferdinand and Miranda, with Juno and Ceres, in front of the vase; Iris at the back, with the reapers, dancers, &c. Caliban forms the part of one handle and Sycorax the other. The whole are moulded in a masterly manner, and the rest of the details of the vase are eminently in keeping with them.
Among the most successful vases was the “Shakespeare vase.” It has the Medici shape, but the overall allegorical design and details are Mr. Blashfield’s own. The figures in the allegory that wrap around the body of the vase were modeled by the late Mr. Nixon, who created the statue of William IV. for the City of London, along with his father, who was also a well-known sculptor. It represents a masque scene from Shakespeare’s Tempest—Prospero, Ferdinand, and Miranda are in front of the vase; Juno and Ceres are alongside them, and Iris is at the back with the reapers, dancers, etc. Caliban is part of one handle, and Sycorax is on the other. The whole piece is crafted in a masterful way, and the rest of the details on the vase complement them perfectly.
Engravings of some of Mr. Blashfield’s vases are given on Figs. 826 to 835. Of these, Fig. 827, of novel design, bears powerful medallions of Dante and Petrarch; and Fig. 828 (a flower-pot), those of the Queen and the Prince Consort, and the Emperor and Empress of the French.
Engravings of some of Mr. Blashfield’s vases are shown in Figs. 826 to 835. Of these, Fig. 827, featuring a unique design, showcases striking medallions of Dante and Petrarch; and Fig. 828 (a flower pot) displays those of the Queen and the Prince Consort, as well as the Emperor and Empress of France.
Fig. 835.
Fig. 835.
The marks used were the name, impressed, “J. M. BLASHFIELD,” or “BLASHFIELD, STAMFORD,” or “STAMFORD TERRA COTTA CO. LIMITED.”
The marks used were the name, stamped, “J. M. Blashfield,” or “BLASHFIELD, STAMFORD,” or “STAMFORD TERRA COTTA CO. LTD.”
Bolingbroke.
In the seventeenth century a pottery existed at Bolingbroke, in Lincolnshire. Houghton, writing in 1693, speaks of “the blue clay of Bolingbroke pottery, in Lincolnshire.” Nothing, however, is now known as to this manufactory.
In the seventeenth century, there was a pottery in Bolingbroke, Lincolnshire. Houghton, writing in 1693, mentions “the blue clay of Bolingbroke pottery, in Lincolnshire.” However, nothing else is known about this factory now.
Wisbech.
Terra-cotta of a remarkably good character, made from the clay of the district, was made here in 1859; but the works were not of long continuance.
Terra-cotta of exceptional quality, made from local clay, was produced here in 1859; however, the operations did not last long.
[439]
[439]
Lowestoft and Gunton.
Lowestoft, on the very easternmost point of England, on the coast of Suffolk, is a pleasant town, with delightful sea views, a fine coast, and a picturesque neighbourhood. It is an ancient borough; is divided into three parts, respectively known as the “Old Town,” the “New Town,” and the “Lower Town;” and its principal street, from which branch off other streets to the left, and numberless “scores,” or narrow ways, leading to the Dene and the sea, is about a mile in length, and contains the principal residences, shops, and public buildings. Its chief trade, like that of Yarmouth, is the herring fishery; and many curious traditions of conflicts between the men of the two rival “bloater towns” are still extant among the inhabitants. The principal interest of the place, however, centres in the fact, that here, on one of the easternmost points of the East Angles, a manufactory of fine porcelain existed in the latter half of last century, and that genuine productions of those works are now much sought for by collectors. In 1863 I visited Lowestoft for the special purpose of seeking information regarding the works, about which at that time literally nothing was known, and after a vast deal of research, both in the town and out of it, I succeeded in obtaining the information which is embodied in this chapter, and which, with the exception of its being now revised and here and there amended, I contributed to the Art-Journal of July in that year.
Lowestoft, located at the very easternmost point of England on the Suffolk coast, is a charming town with stunning sea views, a beautiful coastline, and a scenic neighborhood. It’s an ancient borough divided into three areas known as the “Old Town,” the “New Town,” and the “Lower Town.” The main street, which branches off into other streets on the left and countless narrow paths leading to the Dene and the sea, is about a mile long and features the main homes, shops, and public buildings. Its primary industry, similar to that of Yarmouth, is herring fishing, and many fascinating stories about the rivalries between the fishermen of the competing “bloater towns” are still shared among the locals. The main point of interest here, however, is that on one of the easternmost points of the East Angles, a fine porcelain factory existed in the latter half of the last century, and genuine pieces from that factory are now highly valued by collectors. In 1863, I visited Lowestoft specifically to gather information about this factory, which at that time was virtually unknown, and after extensive research both in and out of the town, I managed to collect the information included in this chapter. Besides some revisions and minor updates, I originally shared this information in the Art-Journal of July that year.
It seems somewhat strange that the absolute “land’s end” on the eastern coast of England should have been chosen as the spot on which porcelain should be made, when the clay for the purpose had to be procured from the western “Land’s End,” Cornwall, and the coal from the extreme northern coast of Northumberland and Durham. It is not improbable, however, that the same cause which conduced to the establishment of the Chelsea works had much to do with the formation of those at Lowestoft. Certain it is that an extensive trade was in the early and middle part of last century carried on, as it is at the present day, with Holland; and certain it is, that at that time, as now, the town was the constant resort of Dutch fishermen and others; and as the first productions of the Ceramic Art in this neighbourhood appear, so far as I have been able to ascertain, to have been delft-ware, it is not too much to suppose that the first potters were from Holland, and made the ware from clay found in the neighbourhood. Specimens of this fine delft-ware,[440] inscribed with names of people in the neighbourhood, and with dates, still exist, and attest pretty strongly to the correctness of this opinion.
It seems a bit odd that the absolute "land's end" on the eastern coast of England was chosen as the place for making porcelain, especially since the clay had to come from the western "Land's End," Cornwall, and the coal from the far northern coast of Northumberland and Durham. However, it’s likely that the same reasons that led to the establishment of the Chelsea works also played a significant role in the development of those at Lowestoft. It’s certain that a large trade had been ongoing in the early to middle part of the last century, just as it is today, with Holland; and it’s also clear that at that time, just like now, the town attracted Dutch fishermen and others. Since the first products of the Ceramic Art in this area appear to have been delft-ware, as far as I’ve been able to find out, it’s not unreasonable to assume that the first potters were from Holland and made the ware using local clay. Examples of this fine delft-ware,[440] engraved with names of local people and dates, still exist and strongly support this view.
Gillingwater, in his “History of Lowestoft,” written in 1790, says at p. 112:—
Gillingwater, in his “History of Lowestoft,” written in 1790, says at p. 112:—
“The only manufactory carried on at Lowestoft is that of making porcelain, or china ware; where the proprietors have brought this ingenious art to a great degree of perfection; and, from the prospect it affords, promises to be attended with much success. The origin of this manufactory is as follows:—In the year 1756, Hewlin Luson, Esq., of Gunton Hall, near Lowestoft, having discovered some fine clay, or earth, on his estate in that parish, sent a small quantity of it to one of the china manufactories near London, in view of discovering what kind of ware it was capable of producing, which, upon trial, proved to be somewhat finer than that called the delft-ware. Mr. Luson was so far encouraged by this success as to resolve upon making another experiment of the goodness of its quality upon his own premises; accordingly he immediately procured some workmen from London, and erected upon his estate at Gunton a temporary kiln and furnace, and all the other apparatus necessary for the undertaking; but the manufacturers in London being apprised of his intentions, and of the excellent quality of the earth, and apprehending also that if Mr. Luson succeeded he might rival them in their manufacture, it induced them to exercise every art in their power to render his scheme abortive; and so far tampered with the workmen he had procured, that they spoiled the ware, and thereby frustrated Mr. Luson’s design. But notwithstanding this unhandsome treatment, the resolution of establishing a china manufactory at Lowestoft was not relinquished, but was revived again in the succeeding year (1757), by Messrs. Walker, Brown, Aldred, and Rickman. This second attempt experienced the same misfortune as the former one, and very nearly ruined their designs; but the proprietors happening to discover these practices of the workmen before it was too late, they took such precautions as to render every future attempt of this nature wholly ineffectual, and have now established the factory upon such a permanent foundation as promises great success. They have now enlarged their original plan, and by purchasing several adjoining houses, and erecting additional buildings, have made every necessary alteration requisite for the various purposes of the manufactory. They employ a considerable number of workmen, and supply with ware many of the principal towns in the adjacent counties, and keep a warehouse in London to execute the orders they receive both from the city and the adjoining towns, and have brought the manufactory to such a degree of perfection as promises to be a credit to the town, useful to the inhabitants, and beneficial to themselves.”
“The only factory operating in Lowestoft is focused on making porcelain or china ware; the owners have perfected this clever craft to a high standard and, given its potential, it looks set to be quite successful. The history of this factory is as follows: In 1756, Hewlin Luson, Esq., of Gunton Hall, near Lowestoft, discovered some fine clay or earth on his property and sent a small sample to a china factory near London to see what kind of wares it could produce. The trial showed that it was even finer than the delft-ware. Encouraged by this result, Mr. Luson decided to conduct another test of its quality on his own land. He quickly brought in some workers from London and set up a temporary kiln and furnace along with all the necessary equipment. However, the London manufacturers learned of his plans and the clay's excellent quality, fearing that if Mr. Luson succeeded, he would compete with them. They did everything they could to sabotage his project, even interfering with the workers he had hired, which ruined the ware and thwarted Mr. Luson’s plans. Despite this unfair treatment, the idea of establishing a china factory at Lowestoft was not abandoned and was picked up again the following year (1757) by Messrs. Walker, Brown, Aldred, and Rickman. This second effort faced similar challenges to the first and nearly derailed their plans, but the owners managed to uncover the workers' sabotage before it was too late. They took measures to ensure that future attempts at interference would be ineffective, and they have now established the factory on a solid foundation that looks promising for future success. They have expanded their original plan by purchasing several nearby houses and building additional structures, making the necessary adjustments for the various operations of the factory. They employ a significant number of workers and supply many of the main towns in the surrounding counties, maintaining a warehouse in London to fulfill orders from the city and nearby towns. They have developed the factory to a level of quality that is expected to be a source of pride for the town, useful for the local residents, and profitable for themselves.”
It appears from this account that the first pottery was established at Gunton, near Lowestoft, in 1756; but I am inclined to think that pot making had been carried on some years before this date. Marryat describes two plates in his possession, of coarse paste, with blue borders, which bear, respectively, the words—
It seems from this account that the first pottery was set up at Gunton, near Lowestoft, in 1756; however, I believe that pottery making had been happening a few years prior to this date. Marryat describes two plates he owns, made of rough clay, with blue borders, which have, respectively, the words—
| QUINTON | QUINTON |
| BENJAMIN | MARY |
| YARMOUTH | YARMOUTH |
| 1752. | 1752. |
which he considers may have been ante-dated; but the probability is that they are not, but that they were painted at Gunton or Lowestoft at the period whose date they bear. A remarkably fine[441] blue and white delft plate, or dish, which belonged to the late Mr. James Mills, of Norwich, and traditionally said to be painted at Lowestoft, has a bold border of blue colour round the rim, and the centre bears a heart-shaped tablet (Fig. 836) with a Cupid at either side bearing a pendent bunch of flowers. Above the tablet is a coronet, and below it a knot and tassel. The tablet bears the words—Robart & Ann Parrish in Norwich 1756. Other examples of this kind of ware, bearing names of individuals and places in the neighbourhood, have also come under my notice, and tend to strengthen my opinion that they must have been made somewhat prior to the year 1756.
which he thinks might have been dated earlier; but it's more likely that they weren't, and that they were created in Gunton or Lowestoft around the time they’re marked with. A beautifully crafted[441] blue and white delft plate, or dish, that belonged to the late Mr. James Mills of Norwich, and is traditionally believed to be painted at Lowestoft, features a striking blue border around the edge, and the center has a heart-shaped tablet (Fig. 836) with a Cupid on each side holding a hanging bunch of flowers. Above the tablet is a coronet, and below it is a knot and tassel. The tablet has the words—Robart & Ann Parrish in Norwich 1756. I’ve also seen other pieces of this kind that have names of individuals and local places on them, which supports my belief that they were likely made a little before 1756.

Fig. 836.
Fig. 836.
It is a matter of extreme importance, and very noteworthy, that of the dated examples of wares known or recorded, those of 1752, 1756, 1759, and 1760, are not china but delft ware; and that those from 1762 forward to 1789 are china. The inference is that the manufacture of delft ware at Gunton or Lowestoft continued till about 1760, and that about that time the manufacture of porcelain was gradually making its way.
It’s really important and interesting to note that among the dated examples of known or recorded items, those from 1752, 1756, 1759, and 1760 are not china but delft ware; while the pieces from 1762 to 1789 are china. This suggests that the production of delft ware at Gunton or Lowestoft continued until around 1760, and around that time, porcelain production started to increase.
The proprietors of the porcelain works in 1757 are stated by Gillingwater to be Messrs. Walker, Brown, Aldred, and Rickman. Of some of these proprietors particulars will be found interwoven in my present article, but of the others very little is known. By 1770 the manufacture had advanced very considerably, so much so that in that year, as appears by the following advertisement, a warehouse for its sale was established in London:—“Clark Durnford, Lowestoft China Warehouse, No. 4, Great St. Thomas the Apostle, Queen Street, Cheapside, London, where merchants and shopkeepers may be supplied with any quantity of the said ware at the usual prices. N.B. Allowance of Twenty per cent. for Ready Money.”
The owners of the porcelain factory in 1757 are identified by Gillingwater as Messrs. Walker, Brown, Aldred, and Rickman. Some details about these owners are included in my current article, but there isn’t much known about the others. By 1770, the production had significantly improved, to the point that, as shown in the following advertisement, a sales warehouse was opened in London:—“Clark Durnford, Lowestoft China Warehouse, No. 4, Great St. Thomas the Apostle, Queen Street, Cheapside, London, where merchants and shopkeepers can get any quantity of this ware at the usual prices. N.B. A discount of twenty percent for cash payment.”
The firm was carried on (as is proved by the address furnished to Mr. Duesbury, of the Derby China factory) under the style of[442] “Robert Browne & Co.”; the address is “Mr. Robt. Browne & Co., China Manufactory, Lowestoff, Suffolk.”
The business operated (as shown by the address provided to Mr. Duesbury of the Derby China factory) under the name of[442] “Robert Browne & Co.”; the address is “Mr. Robt. Browne & Co., China Manufactory, Lowestoff, Suffolk.”

Fig. 837.
Fig. 837.
One of the partners of the early firm, and the manager of the works, was Robert Browne, who died in 1771, when the management fell to his son, also Robert Browne, who, being an excellent practical chemist, made great improvements in the ware. He was constantly experimenting on “bodies,” and succeeded in bringing the art of making porcelain nearer to the Oriental original than had been at that time attained by any other individual. Of the first of these Robert Brownes an interesting relic remains in the possession of his great-grandson at the present day. It is a small inkstand, white, with blue ornaments. It is of nine-sided form, and has Chinese figures on seven of its sides, the other two being taken up with the pattern here engraved, the initials “R. B., 1762,” being those of Robert Browne just alluded to.
One of the partners of the early company and the manager of the operations was Robert Browne, who passed away in 1771. After his death, management was handed over to his son, also named Robert Browne, who was an outstanding practical chemist. He made significant improvements to the products. He was constantly experimenting with materials and succeeded in getting the art of porcelain-making closer to the Oriental original than anyone else had achieved at that time. An interesting relic from the first Robert Browne is still in the possession of his great-grandson today. It's a small, white inkstand with blue decorations. It has a nine-sided shape and features Chinese figures on seven of its sides, while the other two sides display the engraved pattern, along with the initials “R. B., 1762,” referring to the aforementioned Robert Browne.
The manufacture of porcelain under the management of the second Robert Browne must have attained some great degree of excellence in 1775, for in that year I find that a man named David Rhodes, who was apparently employed by his master, Josiah Wedgwood, to collect together for him examples of the productions of the different manufactories of this country, enters in his account of expenses the purchase of a Lowestoft slop basin, for which he gave ninepence. The account, which is in the possession of Mr. Mayer, of Liverpool, is curious, as the following items will show:—
The production of porcelain managed by the second Robert Browne must have reached a high level of quality in 1775, because that year a man named David Rhodes, who seemed to work for his boss, Josiah Wedgwood, noted in his expense account that he bought a Lowestoft slop basin for ninepence. The account, currently held by Mr. Mayer in Liverpool, is interesting, as the following items will demonstrate:—
| 1775. | s. | d. | |
| May 10. | A Flawed Chelsea Leaf, a Plymouth Teapot, and 2 Liverpool Coffee Cups | 0 | 6 |
| May 12. | A set of Bristol China | 6 | 0 |
| „ | A ½-pint Worcester Basin and broken ware | 0 | 6 |
| „ | 2 Slop Basins, Derby and Leastoff | 1 | 6 |
| „ | 1 Quart Bristol Mug and Teapot Stand | 2 | 6 |
| „ | A Broken Quart Mug, Bristol | 0 | 6 |
Prices at which collectors nowadays would be only too glad to purchase specimens. Fancy a quart Bristol mug, and a teapot-stand of the same, for half-a-crown! and a Chelsea leaf, a Plymouth teapot, and two Liverpool coffee-cups for sixpence!
Prices that collectors today would be more than happy to pay for items. Imagine a quart Bristol mug and a matching teapot stand for just a shilling and sixpence! And a Chelsea leaf, a Plymouth teapot, and two Liverpool coffee cups for just sixpence!
The works must at this time have become noted, or they would not have attracted the attention of Josiah Wedgwood, and made him[443] desirous of examining the “body,” and comparing it with other wares made in this country. That the china produced at and before this time was good there can be no doubt, and the purchase of a “slop-basin” shows that tea-services must, prior to that time, have been made. It would be interesting to find that this identical slop-basin was still preserved at Etruria, as, possibly, it may be, although I have failed to recognise it.
The works must have gained some recognition by now, or they wouldn’t have caught the attention of Josiah Wedgwood, who wanted to examine the “body” and compare it to other ceramics made in this country. There’s no doubt that the china produced during and before this period was of good quality, and the purchase of a “slop-basin” indicates that tea sets must have been made before then. It would be intriguing to discover that this very slop-basin was still kept at Etruria, as it might be, even though I haven’t been able to identify it.
A curious circumstance connected with the first Robert Browne, the memory of which has been preserved in his family, is worth relating, as showing the schemes and the underhand practices which were resorted to by manufacturers in those days (as, alas! now), to worm out and steal the secrets of others. The workmen who had been engaged from London having been, as alluded to by Gillingwater, shamefully tampered with, and bribed to injure the work at Lowestoft, probably induced Mr. Browne to retaliate in the manner I am about to describe. Being desirous, soon after the commencement of the works, to ascertain how the glaze was prepared, some of the colours mixed, and other particulars concerning the ingredients used, he went to London, and under the disguise of a workman, engaged himself at one of the china manufactories—of course either Chelsea or Bow. Here, after a short time, he bribed the warehouseman to assist him in his design, and soon accomplished his purpose. The warehouseman locked him up secretly in that part of the factory where the principal was in the habit of mixing the ingredients after the workmen had left the premises. Browne was placed under an empty hogshead close to the counter or table on which the principal operated, and could thus see through an opening all that was going on. From his hiding-place he watched all the processes, saw the proportions of the different ingredients used, and gained the secret he had so long coveted. Having thus remained a willing prisoner for some hours, he was at last released when the principal left the place, and shortly afterwards returned to Lowestoft, after an absence of only two or three weeks, in full possession of the, till then, secret information possessed by the famed works of Chelsea or Bow.
A notable incident involving the first Robert Browne, which has been remembered by his family, is worth mentioning as it shows the schemes and shady tactics that manufacturers employed back then (and, unfortunately, still do today) to extract and steal each other's secrets. The workers brought in from London had been, as Gillingwater mentioned, shamefully bribed to sabotage the work at Lowestoft, which likely pushed Mr. Browne to retaliate in the way I’m about to explain. Wanting to find out how the glaze was made, how some colors were mixed, and other details about the ingredients used, he traveled to London and disguised himself as a worker, getting a job at one of the china factories—most likely Chelsea or Bow. After a short time, he bribed the warehouseman to help him with his plan and quickly achieved his goal. The warehouseman secretly locked him in the part of the factory where the head of the operation mixed the ingredients after the workers had left. Browne hid under an empty hogshead near the counter or table where the head worked and could see everything through a small opening. From his hiding spot, he observed the entire process, noted the proportions of the different ingredients, and uncovered the secret he had long sought. After being a willing prisoner for several hours, he was finally let out when the head left, and shortly afterward, he returned to Lowestoft, having been away for only two or three weeks, now armed with the previously secret information from the famous Chelsea or Bow works.
It may be well to note that the Brownes, I am informed, were engaged in the staple trade of the place—that of the herring fishery as well as in that of the manufacture of porcelain. The firm also were shipowners, and kept vessels constantly running “to the Isle of Wight for a peculiar sand, which, with pulverised glass and pipeclay,[444] formed principally the ingredients of the groundwork of the ware,” and to Newcastle for coals.
It’s worth mentioning that the Brownes were involved in the main industries of the area—specifically, herring fishing and porcelain production. They were also shipowners, operating vessels that regularly traveled to the Isle of Wight for a special sand which, along with ground glass and pipe clay,[444], served as the primary materials for the base of the ware, and to Newcastle for coal.
Lowestoft is, fortunately, particularly rich in dated examples of its productions; but it is worthy of remark, that the whole of these examples, with names and dates, which have come under my notice, are white and blue; showing that, during the period through which these dates run, that was the character of the china made at these works, and that the finer body and the elaborate colouring which distinguish so much of the Lowestoft porcelain, were of later date. But of this presently.
Lowestoft is, thankfully, especially abundant in dated examples of its products; however, it’s worth noting that all the examples I’ve seen, complete with names and dates, are white and blue; indicating that during the time these dates cover, that was the style of the china produced at this factory, and the finer quality and intricate colors that characterize much of the Lowestoft porcelain came later. But more on this soon.
The earliest dated example of Lowestoft china ware I have yet seen is the inkstand just described, which bears the initials “R. B.,” and the date “1762.” In Mr. Norman’s collection was a bowl with the name “Abrm. Moore, 1765,” and a basin, said to have been made for Sarah Crisp, has her initials “S. C., 1765.” The next is a fine bowl, with a large group of Chinese figures—emperor, mandarins, &c.—painted in blue, and inscribed on the bottom with the name of an eccentric old maid, well known in the town, and whose gravestone lies in the churchyard:—
The oldest dated piece of Lowestoft china I've seen so far is the inkstand I just mentioned, which has the initials “R. B.” and the date “1762.” In Mr. Norman’s collection, there was a bowl with the name “Abrm. Moore, 1765,” and a basin, believed to have been made for Sarah Crisp, has her initials “S. C., 1765.” Next is a beautiful bowl featuring a large group of Chinese figures—an emperor, mandarins, etc.—painted in blue, and inscribed on the bottom with the name of an eccentric old maid who was well known in the town, and whose gravestone is located in the churchyard:—
ELIZATH BUCKLE
1768.
ELIZA BUCKLE
1768.
This bowl and other pieces of a service (notably a basin and cream jug, painted with shepherd and shepherdess) made for her, were painted by her nephew, a man named Robert Allen, who, as a boy, was one of the first employed when the manufactory was established and remained there until its close. The bowl is in the possession of his aged daughter, Mrs. Johnson. This Robert Allen may well be classed amongst the “worthies” of Lowestoft. Working at the china manufactory from the first, he became foreman, and was entrusted with the mixing of the colours and the ingredients of the material itself, and remained so till the close of the factory in 1803. As a painter he appears to have been chiefly employed on blue; at all events the only authenticated specimens of his work which I have seen are of that colour. He also employed himself in staining glass, and numerous pieces of his work are still preserved by families in the town. His principal work was the painting in the east window of the parish church, which he completed in the year 1819, being then in his seventy-fourth year, and presented it to the town. In acknowledgment of this service a silver cup, now in possession of[445] his daughter, and bearing the following inscription, was presented to him:—“A token of respect to Mr. Robert Allen, from his fellow-townsmen at Lowestoft, for having, at the advanced age of Seventy-four, gratuitously and elegantly ornamented the East Window of their Parish Church Anno. Dom. 1819.”
This bowl and other items from a set (notably a basin and cream jug, painted with a shepherd and shepherdess) made for her were painted by her nephew, a man named Robert Allen. He started working at the manufactory as a boy, being one of the first employees, and stayed there until it closed. The bowl is now owned by his elderly daughter, Mrs. Johnson. Robert Allen can definitely be considered one of the “worthies” of Lowestoft. He began working at the china manufactory from the start, eventually becoming foreman. He was responsible for mixing colors and the raw materials, and he held this position until the factory closed in 1803. As a painter, he seemed to mainly work with blue; in fact, the only verified pieces of his work I've seen are all in that color. He also worked with stained glass, and many of his pieces are still kept by families in the town. His major work was the painting in the east window of the parish church, which he finished in 1819 when he was seventy-four years old, and he presented it to the town. In recognition of this service, a silver cup, currently owned by his daughter and inscribed with the following message, was given to him: “A token of respect to Mr. Robert Allen, from his fellow-townsmen at Lowestoft, for having, at the advanced age of Seventy-four, gratuitously and elegantly ornamented the East Window of their Parish Church Anno. Dom. 1819.”
After the closing of the Lowestoft works, Allen, who dealt in china, &c., put up a small kiln at his own house, where he carried on operations on a limited scale, buying the unfinished ware from the Rockingham works and painting and finishing it himself for sale. Mr. Brameld, of the Rockingham works, who was an excellent painter on china, occasionally visited Lowestoft, and became attached to Allen, to whom he presented a set of five vases, beautifully painted from nature with flowers copied from specimens he had gathered on the Dene. He also presented him with a snuff-box, painted by himself.
After the Lowestoft factory closed, Allen, who was in the china business, set up a small kiln at his house where he worked on a small scale. He bought unfinished pieces from the Rockingham factory and painted and finished them himself for sale. Mr. Brameld from the Rockingham factory, a talented china painter, occasionally visited Lowestoft and formed a bond with Allen. He gifted him a set of five vases, beautifully painted with flowers he had collected from the Dene. He also gave him a snuff-box that he painted himself.
Of the same year as the bowl above described (1768) a dated example in the possession of Mr. Seago, the town clerk of Lowestoft, is a bowl, with the words—
Of the same year as the bowl described above (1768), a dated example owned by Mr. Seago, the town clerk of Lowestoft, is a bowl with the words—
EDWARD MORLEY
1768
EDWARD MORLEY
1768
Another bears the date—
Another has the date—
RICD. MASON
JANY. 1TH
1771
RICD. MASON
JAN. 1ST
1771
Of this latter year another dated example is shown on the engraving (Fig. 838); it has the words—“James & Mary Curtis, Lowestoft, 1771.” This mug was painted by Thomas Curtis, son of the pair named in the inscription. He was for some time, it is said, employed at Dresden, and became a “silent partner” in the Lowestoft works, and in his will is described as a “porcelain painter.” Part of a set of china, painted by this same Thomas Curtis on Oriental body, in 1775, and intended as a wedding present for his son James, is still preserved in the family.
Of this later year, another dated example is shown in the engraving (Fig. 838); it features the words—“James & Mary Curtis, Lowestoft, 1771.” This mug was painted by Thomas Curtis, the son of the couple named in the inscription. He was reportedly employed in Dresden for a while and became a “silent partner” in the Lowestoft works. In his will, he is described as a “porcelain painter.” A part of a set of china, also painted by Thomas Curtis on Oriental porcelain in 1775, which was meant as a wedding gift for his son James, is still preserved in the family.
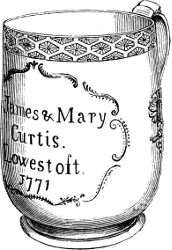
Fig. 838.
Fig. 838.
The next dated example of blue and white was in the museum of the late Mr. Mills, of Norwich. It[446] is a mug, and bears the inscription—“ROBT. HAWARD 1781.” The same gentleman had also other initialed specimens, made originally for members of his family. In Mr. Seago’s collection is an inkstand marked S. A. Sept. 26 1782, being the initials of Samuel Aldred; and Mr. Norman possessed a similar inkstand inscribed “A present from Lowestoft,” but not dated. In Norwich a later example, with the initials and date—
The next dated example of blue and white is in the museum of the late Mr. Mills from Norwich. It[446] is a mug and has the inscription—“ROBT. HAWARD 1781.” The same gentleman also had other pieces with initials, originally made for his family members. In Mr. Seago’s collection, there’s an inkstand marked S. A. Sept. 26 1782, which stands for Samuel Aldred’s initials; and Mr. Norman owned a similar inkstand inscribed “A present from Lowestoft,” though it wasn’t dated. In Norwich, there’s a later example with the initials and date—
W
J S
1784
W J S 1784
is also preserved. A beautiful example, the latest known dated specimen of Lowestoft china, is in the possession of Mr. J. Williams, of Islington. It is a mug, three and a half inches high, painted in blue with borders and flowers, and has on the front the initials and name[105]
is also preserved. A beautiful example, the latest known dated specimen of Lowestoft china, is in the possession of Mr. J. Williams, of Islington. It is a mug, three and a half inches high, painted in blue with borders and flowers, and has on the front the initials and name[105]
G C
LOWESTOFT
1789
G C LOWESTOFT 1789
These will be sufficient to show the range of years over which the Lowestoft blue and white porcelain was manufactured. That it was made to the close of the works there is every probability; but that it gradually gave way to a finer and higher class of goods is certain. Earthenware, too, of a fine kind, appears to have been made at Lowestoft, of which I have seen some interesting examples, so called, in various collections.
These will be enough to demonstrate the timeframe during which the Lowestoft blue and white porcelain was produced. It's highly likely that it was made until the factory closed; however, it clearly transitioned to a finer and higher quality of products over time. Additionally, it seems that fine earthenware was also produced at Lowestoft, and I've come across some intriguing examples of it, which are referred to as such, in different collections.
In the possession of Mr. Andreas A. Cockayne is a pair of remarkably good salt-cellars of undoubted Lowestoft make. The inside is painted with roses and other flowers, and the outside has festoons of roses and foliage, and on either side of each is a shield bearing gules, on a bend, argent, three leopards’ heads, caboshed, of the field; over all an escutcheon of pretence with the arms of Cockayne, argent, three cocks, gules. Crest, a leopard’s head, caboshed, gules.
In the possession of Mr. Andreas A. Cockayne is a pair of beautifully crafted salt cellars made in Lowestoft. The inside is painted with roses and other flowers, while the outside features garlands of roses and leaves. On each side, there's a shield displaying red (gules) with a diagonal silver (argent) stripe containing three leopards' heads facing forward on the field. Above it all is a smaller shield showing the Cockayne coat of arms: silver (argent) with three red (gules) cocks. The crest depicts a red (gules) leopard’s head facing forward.
Before speaking of the later and higher class of goods made, or painted, at Lowestoft, it is quite necessary to put collectors on their guard against giving implicit credence to all they hear in the[447] locality as to the kinds of ware made at these works. I have seen undoubted specimens of early Worcester, of Caughley, of Bristol, and of several other localities, gravely asserted to be Lowestoft, and even attempted to be proved to be such by the very marks they bear. As a proof of this I may just mention that it is said the company did a large trade with Turkey, and the ware prepared for that market “had on it no representation of man or beast (so as not to offend Mahometan law), and at the bottom of each piece the Crescent was painted!” It is perhaps unnecessary to say that the pieces marked with the “Turkish Crescent” are the ordinary blue and white with the Worcester and Caughley marks, and that some of the pieces are the well-known “cabbage-leaf” and other forms of those makes.
Before discussing the later and more refined products created or painted in Lowestoft, it's crucial to warn collectors not to take everything they hear from the area at face value regarding the types of ceramics produced there. I've come across unmistakable examples of early Worcester, Caughley, Bristol, and several other places that were confidently claimed to be Lowestoft, even backed up by the marks on them. To illustrate this, there's a claim that the company had a significant trade with Turkey, and the items made for that market “had no depictions of humans or animals (to avoid offending Muslim law), and at the bottom of each piece, the Crescent was painted!” It's probably unnecessary to point out that the pieces marked with the “Turkish Crescent” are the typical blue and white ones featuring Worcester and Caughley marks, and some of the items are the well-known “cabbage-leaf” and other designs from those manufacturers.

Figs. 839, 840.
Figs. 839, 840.
The great characteristic of the latter and more advanced porcelain made at Lowestoft, is its extreme minuteness and intricacy of pattern and beauty of finish. Indeed the decorations on many of the specimens which I have examined, are of a character far superior, both in design and in the exquisite and almost microscopic nicety of the pencilling and finish, to those mostly produced at other English manufactories. The borders are frequently very minute and elaborate, and the wreaths, festoons, or groups of flowers, are equally delicate in their proportions.
The standout feature of the later and more advanced porcelain made at Lowestoft is its incredible detail and intricate patterns, along with its beautiful finish. In fact, the decorations on many of the pieces I've looked at are far superior in both design and the exquisite, almost microscopic precision of the painting and finish compared to those typically made at other English factories. The borders are often very small and elaborate, and the wreaths, garlands, or flower arrangements are just as delicate in their proportions.
Some of the productions of the Lowestoft works are apparently painted on Oriental body, but there are many good examples in existence where the body is of Lowestoft make which are of very fine quality. The collector will be able to distinguish immediately between the examples painted at Lowestoft on Oriental body and those which were potted and painted there. Punch-bowls and tea and coffee services appear to have been the staple productions of these works, and, fortunately, many of the former, and several almost complete sets of the latter, are remaining in the hands of families in the neighbourhood, and in those of local collectors, who seem imbued with a truly laudable desire to keep alive the memory of what has been done for the Ceramic Art in their town. The bowls are usually of remarkably good form, and highly ornamented. They are mostly painted at Lowestoft, on Oriental body. Some of these, though not dated, nevertheless give collateral evidence of the period at which they were made, and become, therefore, historically valuable; as do also, indeed, some of the services bearing the initials, heraldic bearings, and monograms of families in the neighbourhood. A[448] punch-bowl in the possession of the town clerk of Lowestoft, which is elaborately ornamented inside and out, bears inside a well-painted representation of a fishing lugger at full sail, within a circle, beneath which is the name of the vessel, The Judas. This bowl was made for the boat Judas, and was filled with punch and drank to its success before each fishing voyage, and at carousals at their end. In the same collection is another beautiful bowl, bearing on either side, within ovals, and surrounded by ornamental ovals, &c., portraits of the notorious John Wilkes, and another, with the words “Wilkes and Liberty.” The painting of these, as of all the higher class of wares, is very beautiful and, indeed, in some parts exquisite.
Some of the pieces produced by the Lowestoft factory are clearly painted on Oriental bodies, but there are many excellent examples made at Lowestoft that are of very high quality. Collectors can easily tell the difference between items painted at Lowestoft on Oriental bodies and those that were created there. Punch bowls and tea and coffee sets seem to have been the main products of this factory, and fortunately, many of the punch bowls, along with some nearly complete sets of the tea and coffee services, are still owned by families in the area and by local collectors who genuinely want to keep alive the memory of the contributions to ceramic art that originated in their town. The bowls are usually well-shaped and highly decorated. Most of them are painted at Lowestoft on Oriental bodies. Though some of these pieces are not dated, they provide valuable historical context regarding when they were made. This is also true for some of the services that have initials, heraldic symbols, and monograms of local families. A punch bowl owned by the town clerk of Lowestoft is elaborately decorated inside and out, featuring a nicely painted image of a fishing lugger with full sails, surrounded by a circle that has the name of the vessel, The Judas. This bowl was made for the boat Judas and was filled with punch to toast its success before each fishing trip and during celebrations afterward. In the same collection is another stunning bowl, which has portraits of the infamous John Wilkes on either side, framed by ornamental ovals, along with the phrase "Wilkes and Liberty." The artwork on these, as well as on all higher-end wares, is very beautiful and, in some areas, exquisite.
When writing in 1863 upon these works (and it must be borne in mind that I was the first to write upon them) I expressed myself as above. My opinion that some of the Lowestoft productions were painted there on Oriental body,—an opinion based upon thoroughly good foundation—has been taken exception to by a later writer (who has been indebted for nearly every scrap of information he has embodied in his work to what I then wrote), in no measured terms. I was fortified in that opinion by the judgment of the late Mr. Rose, of Coalport, than whom no man living had a more thorough practical knowledge of bodies and of all the different processes and phases of Ceramic Art, and whose opinion in all technical matters was sought and relied upon by all scientific men of real intelligence; and I am far from feeling disposed to give up that opinion at the mere dictum of a dealer. I have hesitation in saying that if a tithe of the pieces exhibited as Lowestoft were painted there (which I very much doubt), they assuredly were painted on Oriental body, for much of the ware now vaunted as Lowestoft is certainly not English.[106]
When I wrote about these works in 1863 (and it's important to note that I was the first to do so), I expressed my views as mentioned above. My belief that some of the Lowestoft pieces were painted on Oriental bodies—an opinion based on solid evidence—has been challenged by a later writer (who has relied on almost everything I included in my work) in no uncertain terms. I was backed in that belief by the judgment of the late Mr. Rose, of Coalport, who had a deeper practical understanding of bodies and all the various processes and phases of Ceramic Art than anyone else alive, and whose views in all technical matters were sought after and trusted by all intelligent scientific individuals. I am not inclined to abandon my opinion simply based on the claim of a dealer. I have little doubt in saying that if even a fraction of the pieces presented as Lowestoft were actually painted there (which I seriously question), they were definitely painted on Oriental bodies, as much of the ware currently celebrated as Lowestoft is certainly not English.[106]

Fig. 841.
Fig. 841.
[449]
[449]
The coffee-pot (Fig. 841) formerly belonging to Mr. Norman is a good specimen of Lowestoft painting. It forms part of a service, evidently a marriage-service, originally made for Captain Walsh. The initials it bears are probably those of himself and his bride. They are enclosed in an oval within a wreath of roses and palm branches, tied with a true lover’s knot. On either side is a Cupid, who supports a human heart pierced with two arrows, and this is surmounted by a coronet. On reference to the delft plate just described and engraved (Robert and Ann Parrish), it will be seen how strongly the design of that early example of Lowestoft earthenware accords with this, perhaps one of the most highly finished of its productions in porcelain.
The coffee pot (Fig. 841) that used to belong to Mr. Norman is a great example of Lowestoft painting. It is part of a set, likely a wedding service, originally created for Captain Walsh. The initials on it probably belong to him and his wife. They are inside an oval surrounded by a wreath of roses and palm branches, tied together with a true lover’s knot. On each side, there’s a Cupid holding a human heart pierced by two arrows, topped with a coronet. If you look at the Delft plate that was just described and engraved (Robert and Ann Parrish), you can see how closely the design of this early piece of Lowestoft earthenware matches this one, which might be one of the most finely crafted porcelain pieces in its collection.
It is unnecessary to describe other services, although many of them are of the highest beauty. One tea service, with the crest (an owl) and the monogram of W. W. conjoined, is especially deserving of notice, however, as being one of the choicest examples of porcelain painting of its kind which have come under my notice.[450] This service, until lately intact, has unfortunately been dispersed, and portions of it passed into the collections of Sir Henry Tyrwhit, Mr. Norman, Mr. Seago, and others.
It's not necessary to go into detail about other services, even though many of them are incredibly beautiful. However, one tea service, featuring the crest (an owl) and the monogram W. W. together, really stands out as one of the finest examples of porcelain painting I've ever seen.[450] This service, which was recently complete, has unfortunately been broken up, with parts ending up in the collections of Sir Henry Tyrwhit, Mr. Norman, Mr. Seago, and others.
It is worthy of remark that on much of the Lowestoft china the rose is plentifully introduced. The reason for this is probably two-fold: first, the arms of the borough is the Tudor (or full-blown) rose, crowned with an open arched crown; and this may probably have been the principal incentive in giving the rose so constant and so prominent a place in the ornamentation of the china. Second, during the period of the great Revolution, a French refugee of the name of Rose, one of the cleverest of the French porcelain painters, found his way to Lowestoft, and was engaged by the company. He became the principal, and by far the best, of the artists employed, and probably introduced the rose more generally, in allusion to his name, than would otherwise have been done. To him may probably be ascribed the finest and most minutely finished specimens of painting which the works produced, and it was his taste which gave that French character to the general style of ornamentation which is so discoverable on many of the services. It is well to remark that on some of the pieces painted by him he is said to have introduced a small rose under the handle as a special mark of his work. Like that of many another man of genius, the lot of this clever refugee artist was a sad one. He was an aged man when he came to Lowestoft, and he remained at the works till his eyesight failed him, and he became very poor. A subscription was entered into, and a couple of donkeys to help him to carry water in the town purchased, and thus he passed his last few years.
It’s worth noting that many pieces of Lowestoft china feature the rose quite prominently. This is likely for two reasons: first, the borough’s coat of arms displays the Tudor (or full-blown) rose, crowned with an open arched crown; this may have primarily motivated the frequent and prominent appearance of the rose in the china's decoration. Second, during the time of the Great Revolution, a French refugee named Rose, who was one of the most talented French porcelain painters, came to Lowestoft and was hired by the company. He quickly became the main artist, and by far the best, likely increasing the use of the rose in his work as a nod to his name. He may be credited with the finest and most intricately finished pieces of painting produced, and his taste contributed to the French flair that is evident in the overall decorative style of many sets. It’s also noteworthy that on some of his pieces, he reportedly painted a small rose beneath the handle as a signature of his work. Like many other talented individuals, this gifted refugee artist faced a difficult fate. He was already elderly when he arrived in Lowestoft and continued to work there until his eyesight deteriorated, leaving him in poverty. A subscription was started, and a couple of donkeys were bought to help him carry water around town, which helped him through his last few years.

Fig. 842.
Fig. 842.
[451]
[451]
In the group (Fig. 842), I have shown some very characteristic examples of the higher class make of the Lowestoft works. The saucer is an excellent specimen of floral decoration, and shows better than many the rose which was so plentifully introduced in decoration. The painting, however, of these bolder groups of flowers is not so good as in the more minute ones—the artists, as I have before said, excelling in minute, careful, and elaborate pencilling rather than in breadth of style and colour. The coffee-cup is a simple but very good specimen of heraldic decoration. It is part of a set made for the celebrated writer, the Rev. Robert Potter, Prebendary of Norwich and Vicar of Lowestoft, one of the most distinguished classical scholars of his time, and chiefly known for his excellent translations of Æschylus, Euripides, and Sophocles, and for other equally learned works. The cup bears the arms or, a chevron, sable, between three mullets, gules, pierced of the first; with crest, and motto, “In Deo Potero.” The tea-cup in the same group is a good example of the not unusual French style of ornamentation, in wreaths, monograms, and initials. The shield bears the initials “M.S.J.,” and is surrounded by a remarkably elegant wreath of flowers, and surmounted by a crest. The engraving (Fig. 843) is a simple sketch from the saucer belonging to the cup just described, and is therefore not filled in with the elaborate detail of the original. The mug engraved in the group is of a form very usual in Lowestoft specimens. It is well decorated with groups and sprays of flowers, among which the rose is predominant. The borders on all these pieces are of elaborate and minutely pencilled character.
In the group (Fig. 842), I've highlighted some distinctive examples of the higher quality Lowestoft works. The saucer is an excellent example of floral decoration, showcasing the rose that was commonly used in designs. However, the painting of these bolder flower groups isn't as good as in the more intricate ones—the artists, as I've mentioned before, excelled in detailed, careful, and elaborate pencil work rather than in broader style and color. The coffee cup is a simple yet fine example of heraldic decoration. It's part of a set made for the renowned writer, the Rev. Robert Potter, Prebendary of Norwich and Vicar of Lowestoft, who was one of the most notable classical scholars of his era, mainly known for his outstanding translations of Æschylus, Euripides, and Sophocles, along with other equally scholarly works. The cup has the arms or, a chevron, sable, between three mullets, gules, pierced of the first; with crest and motto, “In God I Will Succeed.” The tea cup in the same group is a good example of the often-seen French style of decoration, featuring wreaths, monograms, and initials. The shield displays the initials “M.S.J.,” and is surrounded by a beautifully elegant wreath of flowers, topped with a crest. The engraving (Fig. 843) is a simple sketch from the saucer belonging to the previously described cup and therefore doesn't include the elaborate details of the original. The mug engraved in the group is a common shape found in Lowestoft specimens. It is well decorated with groups and sprays of flowers, with the rose being the dominant flower. The borders on all these pieces are intricately and finely penciled.
Fig. 843.
Fig. 843.
Transfer printing on china does not seem to have been practised to any extent at Lowestoft. One jug, however, which has been handed down from father to son in the family of the most active proprietor, is preserved, with a memorandum that the copper-plate from which it was printed was given to Mr. Browne by a Mr. Gamble, of Bungay, who, with his family, was in the habit of[452] visiting Lowestoft. Probably the plate was given that the family might be supplied with ware printed from it. The design is a sportsman with dog and gun, and on the spout of the jug are the letters ‘S. A.’ the initials of Samuel Aldred. I have also seen a set of beakers, &c., printed in blue, which are said to have been bought at the factory, and to be attested as Lowestoft make.
Transfer printing on china doesn't seem to have been widely practiced in Lowestoft. However, there is one jug that has been passed down through generations in the family of the most active owner. It is kept along with a note stating that the copper plate used for printing was given to Mr. Browne by a Mr. Gamble from Bungay, who, along with his family, used to visit Lowestoft regularly. It's likely that the plate was given so the family could have items printed from it. The design features a hunter with a dog and a gun, and the spout of the jug has the letters ‘S. A.’, which stand for Samuel Aldred. I have also seen a set of blue printed beakers, etc., which are said to have been purchased at the factory and confirmed to be made in Lowestoft.
The Lowestoft works did not excel in figures, which were usually simple in design, and of small size. They are usually single rustic figures, and possess no notable features; four examples, purchased at the factory just before its close, are in the possession of Lady Smith, and are highly interesting as being well authenticated. Among the principal artists employed at the works were Rose, the refugee of whom I have just spoken, whose beautiful floral patterns decorate most of the best specimens of the ware of these works; Powles, a very clever artist, whose name is well known as the draughtsman of the plates illustrating Gillingwater’s “History of Lowestoft;” Allen, of whom I have spoken, who painted the east window of the parish church, and was the mixer of the colours at the factory; Redgate, who also was a good flower-painter; Curtis, of whose productions I have already spoken; Abel, John, and Joseph Bly; James, John, and Margaret Redgrave; and others named Stevenson, Balls, Mottershed, and Simpson. Besides these, several women were employed in painting and gilding.
The Lowestoft factory didn't stand out for its figures, which were usually simple in design and small in size. They are typically single rustic figures with no notable features; four examples, bought at the factory just before it closed, are owned by Lady Smith and are quite interesting because they are well authenticated. Some of the main artists who worked at the factory included Rose, the refugee I just mentioned, whose beautiful floral patterns decorate most of the best pieces from this factory; Powles, a very skilled artist known for illustrating the plates in Gillingwater’s “History of Lowestoft;” Allen, who I’ve mentioned before, painted the east window of the parish church and mixed the colors at the factory; Redgate, who was also a talented flower painter; Curtis, whose work I’ve already discussed; and Abel, John, and Joseph Bly; James, John, and Margaret Redgrave; among others named Stevenson, Balls, Mottershed, and Simpson. In addition to these, several women were employed to do painting and gilding.
The works were brought to a close in the year 1803 or 1804, and the materials and finished goods were sold by auction. The causes which led to their discontinuance were many, but principally the losses sustained by the company, and the successful competition of the Staffordshire manufacturers. One great loss was caused by the failure of their London agents; another and more serious one by the destruction of a very large quantity of Lowestoft china in Holland, with which country an extensive trade was carried on, as thus stated:—“When Napoleon crossed the river during a hard frost and captured Holland, amongst the British property destroyed was a quantity of Lowestoft china at Rotterdam, in value several thousand pounds.” The trade with Rotterdam was very large, and the ware was sent weekly in hogsheads by way of Yarmouth. These two losses, coming closely together, crippled the company; and the cost of manufacture, through having no coal nor any other requisite material in the neighbourhood, preventing them from producing ware so cheaply as could be done in Staffordshire and at Derby and[453] Worcester, the works were closed, after the proprietors had realised considerable sums; and the town thus lost a branch of manufacture which was an honour to it, and which has given it a name in the annals of the Ceramic Art of this country.
The operations came to an end around 1803 or 1804, and the raw materials and finished products were sold off at auction. There were many reasons for this shutdown, mainly the financial losses faced by the company and the strong competition from manufacturers in Staffordshire. One major setback was the failure of their agents in London; another, even more severe, was the destruction of a large quantity of Lowestoft china in Holland, where they had a significant trade. It was noted: “When Napoleon crossed the river during a severe frost and took over Holland, among the British property destroyed was a quantity of Lowestoft china in Rotterdam, worth several thousand pounds.” The trade with Rotterdam was substantial, with the goods shipped weekly in hogsheads via Yarmouth. These two losses, occurring close together, severely impacted the company. Additionally, the high cost of manufacturing, due to a lack of coal and other essential materials nearby, meant they couldn't produce goods as cheaply as their competitors in Staffordshire, Derby, and Worcester. Consequently, the works were shut down after the owners had made significant profits, and the town lost a valuable manufacturing sector that brought it prestige and a place in the history of Ceramic Art in this country.
And here, before proceeding further, let me again utter a word or two of caution to collectors, against placing too implicit a reliance upon what has been written concerning Lowestoft china, and against taking for granted that all which is nowadays called Lowestoft china is really the production of that manufactory. If all that is ascribed to Lowestoft was ever made there, the works must have been about the most extensive, and—if all the varieties of wares that are now said to have been there produced were made, as is asserted, simultaneously—the most extraordinary on record. The great bulk of the specimens now unblushingly ascribed to Lowestoft I believe never were in that town, much less were ever made there. Mr. Owen, in his excellent work on Bristol china, says truly:—
And before we go any further, I want to remind collectors to be cautious about trusting everything that's been written about Lowestoft china. Don't assume that everything labeled as Lowestoft china actually came from that factory. If everything attributed to Lowestoft was actually made there, then the factory would have to be one of the largest, and if all the different types of items claimed to have been produced there were made at the same time as suggested, it would be the most incredible operation ever recorded. I believe that most of the pieces now confidently attributed to Lowestoft were never in that town, let alone produced there. Mr. Owen, in his excellent book on Bristol china, rightly points out:—
“The fashion has become general to attribute all such (Oriental) china to Lowestoft, in spite of the evidence afforded by its make, texture, and glaze. It is painful to see, in public and private collections, examples of Oriental ware so labelled, simply because, though hard porcelain, they bear English armorial coats and initials. Mrs. Wilton, of Twigworth Villa, Gloucester, has a set of Oriental china mugs—with the initials of her grandfather and grandmother—which were made for her ancestor in China, and brought thence by himself. According to the new fashion, these relics would be attributed to Lowestoft. Many porcelain punch-bowls are to be found in seaport towns with names and portraits of ships and very early dates; these bowls are often attributed to the works at Liverpool and Lowestoft. The officers of the East India Co.’s ships were accustomed to take out English delft bowls, and get them reproduced in common porcelain in China for their merchant friends; and many a relic now prized as of home manufacture was procured in this manner.”
The trend has become widespread to label all such (Oriental) china as Lowestoft, despite the clear evidence from its design, texture, and glaze. It's frustrating to see both public and private collections with pieces of Oriental ware wrongly identified, simply because they’re hard porcelain that features English coats of arms and initials. Mrs. Wilton, from Twigworth Villa, Gloucester, has a set of Oriental china mugs—bearing her grandparents' initials—that were made for her ancestor in China and brought back by him. According to the current trend, these items would be credited to Lowestoft. Many porcelain punch bowls can be found in seaside towns with names and images of ships and very early dates; these bowls are often misattributed to the productions at Liverpool and Lowestoft. The officers of the East India Company's ships would often take English delft bowls and have them replicated in common porcelain in China for their merchant friends; many items now valued as locally made were acquired this way.
And again:—
And again:—
“If one hundredth portion only of the Oriental porcelain which, on the slight evidence of having a certain red trellis-work in the borders, or coarsely-painted roses, or English armorial bearings, is erroneously attributed to Lowestoft, had really been made there, that factory must have been the most prolific and wonderful in the kingdom. A higher critical appreciation of the peculiarities of Oriental ware would prevent such an error.”
“If even one hundredth of the Oriental porcelain that is wrongly labeled as Lowestoft based on the mere presence of a certain red trellis design, poorly painted roses, or English coat of arms had actually been produced there, that factory must have been the most productive and remarkable in the country. A better understanding of the unique features of Oriental ceramics would stop such mistakes.”
The mill for grinding the materials for the manufactory “was in a ravine by the Warren House on Gunton Denes, where a fine stream of water constantly flows. This was dammed up, and when it had arrived at a certain height, was set to flow over a very large wheel (the largest of the kind at that time in the kingdom), for the purpose of grinding the materials for the china.” This water wheel is, I am informed, still in existence. The factory was situated in the town, and the premises are now occupied as a brewery. The street is still called Factory Lane. It is worthy of note that no mark was[454] used upon Lowestoft china. Marryat mentions a mark of three parallel straight blue lines; but this is evidently an error, as no such examples appear to be known.
The mill for grinding the materials for the factory was in a ravine by the Warren House on Gunton Denes, where a nice stream of water constantly flows. This was dammed up, and when it reached a certain height, it was made to flow over a very large wheel (the biggest of its kind at that time in the country) to grind the materials for the china. I’ve been told that this water wheel still exists. The factory was located in the town, and the buildings are now used as a brewery. The street is still called Factory Lane. It's worth noting that no mark was used on Lowestoft china. Marryat mentions a mark of three parallel straight blue lines, but that's clearly a mistake, as no such examples seem to be known.
Stowmarket.
The Tile Works at this place are of old establishment, and have always been noted for the production of celebrated “white bricks,” spoken of in the seventeenth century. They are worked by Mr. C. O. Fison, who, in addition, manufactures an improved malt-kiln tile, both square-cluster and round-cluster, for which honourable mention was made at the 1862 Exhibition. They are largely exported to various foreign countries, as well as being extensively used in this kingdom.
The Tile Works here have a long history and have always been known for producing renowned “white bricks,” mentioned in the seventeenth century. They are operated by Mr. C. O. Fison, who also makes an upgraded malt-kiln tile, available in both square-cluster and round-cluster designs, which received notable recognition at the 1862 Exhibition. These tiles are widely exported to various countries and are also used extensively in this country.
Ipswich.
Ransome’s Patent Stone.—The first manufacture of this important material was commenced at Ipswich in 1844; the inventor being Mr. Frederick Ransome, of the firm of Ransomes and Sims of this town. The works were removed in 1866 to East Greenwich, which see (page 162) for a farther account.
Ransome’s Patent Stone.—The first production of this important material started in Ipswich in 1844, invented by Mr. Frederick Ransome, from the company Ransomes and Sims in this town. The factory was moved in 1866 to East Greenwich; see page 162 for more details.
Ebbisham.
A large brick manufactory existed at Ebbisham, in Surrey, in the seventeenth century, and a long and most interesting account of it, and of the clays, as well as all the processes of manufacture, will be found in Houghton’s “Husbandry and Trade Improved,” 1693.
A large brick factory was located at Ebbisham, in Surrey, in the seventeenth century, and you can find a detailed and fascinating account of it, the clays, and all the manufacturing processes in Houghton’s “Husbandry and Trade Improved,” 1693.
Wrotham.

Fig. 844.
Fig. 844.
A pottery was in existence here, in Kent, in the middle of the
seventeenth century, but nothing is known as to its history. The ware
was the usual coarse brown ware, of much the same character as the Toft
dishes. An example, formerly belonging to Mr. C. W. Reynolds, decorated
with an incised pattern and bearing the date 1668, and the initials
H. I. and I. A., is traditionally said to be of this
make. In the British Museum is a large brown dish with the words E.
W. E., WROTHAM,[455] 1669, and in the Museum of Practical Geology is
a two-handled posset-pot with raised ornaments and inscription laid
on, in yellow slip, before glazing, T. E., WROTHAM, 1703.
Another good example, belonging to Mr. Baldwin, is a four-handled tyg
ornamented with fleur-de-lis, &c., and bearing the words

A pottery existed here in Kent in the mid-seventeenth century, but its history is unknown. The pottery produced the typical coarse brown ware, similar to Toft dishes. One example, which once belonged to Mr. C. W. Reynolds, is decorated with an incised pattern and features the date 1668, along with the initials H. I. and I. A., and is traditionally said to be from this pottery. In the British Museum, there is a large brown dish with the words E. W. E., Wrotham,[455] 1669, and in the Museum of Practical Geology, there is a two-handled posset-pot with raised decorations and an inscription in yellow slip before glazing that reads T. E., Wrotham, 1703. Another notable example, owned by Mr. Baldwin, is a four-handled tyg adorned with fleur-de-lis and more, featuring the words
An interesting example, considered by Marryat to belong to Wrotham, is given on Fig. 844.
An interesting example, which Marryat considers to belong to Wrotham, is shown in Fig. 844.
Yarmouth.
Although the name “Absolon, Yarmouth,” may occur on various pieces of ware in different collections, it must not, for one moment, be taken for granted that the pottery was produced there. The Absolons were china and glass dealers in Yarmouth, and one of the family appears to have erected a kiln, called the Ovens, and there to have burnt in the flowers and other designs which he employed himself in painting upon ware produced from other places. His plan appears to have been to procure the ordinary cream-coloured ware in plates, &c., and paint upon them flowers in the manner of those of Swinton, Don, &c.; and in the same manner to write their names on the back; and then to burn them in in his own “oven.” Mr. Norman possessed some plates of Absolon’s painting, which bore on the back the usual mark of his name, pencilled on and burnt in, and the name “TURNER” impressed in the ware. These pieces, there can be no reasonable doubt, were made by John Turner, of Lane End. Mr. Chaffers says that having the name of “Turner” stamped upon them, “proves that they were actually made at Caughley, and decorated at Yarmouth;” but this carries its own condemnation on the face of it, for Turner of Caughley is not known to have stamped his name on his ware, and beyond this he did not produce cream ware at his works. There is reason to believe that Absolon bought his ware from Staffordshire and Leeds. He put his name in colour on the bottom of the pieces he decorated.
Although the name “Absolon, Yarmouth” can be found on various pieces of pottery in different collections, we shouldn't assume for a second that the pottery was actually made there. The Absolons were dealers in china and glass in Yarmouth, and it seems that one of the family members set up a kiln, known as the Ovens, where he fired the flowers and other designs he personally painted on pottery sourced from elsewhere. His strategy seemed to be to buy regular cream-colored pottery like plates, paint flowers on them in the style of those from Swinton, Don, and others, and then write their names on the back before firing them in his own “oven.” Mr. Norman had some plates with Absolon’s paintings that were marked on the back with his name, written in pencil and burnt in, along with the name “TURNER” stamped into the pottery. There is no reasonable doubt that these pieces were made by John Turner from Lane End. Mr. Chaffers argues that the stamped name “Turner” shows they were made at Caughley and decorated at Yarmouth; however, this statement undermines itself because Turner of Caughley is not known to have stamped his name on his ware, and furthermore, he didn’t produce cream ware at his factory. There is reason to believe that Absolon sourced his ware from Staffordshire and Leeds. He marked his name in color on the bottom of the pieces he decorated.

Fig. 845.
Fig. 845.
Cossey.
The works at Cossey, near Norwich, which now produce many art-works of merit in the form of decorated bricks and other[456] architectural enrichments, were established about 1800, as a brick-yard, and so continued of small size, until about 1827, when Cossey, or Costessy Hall, the seat of its noble owner, Lord Stafford, was rebuilt, when they were enlarged, so as to enable a full supply for the purpose to be made. The foreman of these works was Mr. Gunton, and under his care the manufacture of ornamental bricks, for the new hall, was tried, and with marked success. On this hall,—one of the best of brick buildings, and one which may be looked upon as a gigantic example of Cossey ceramic art—are some remarkably fine Tudoresque chimney shafts, as well as excellently designed and well-executed cusped window-heads, transoms, mullions, &c.; and finials, door-jambs, cornices, panelling, and string-courses, all of equal excellence. These are all formed of moulded brick made at Cossey from native clays, and are still in remarkably good preservation. After the completion of the building of the Hall the brickworks were closed for about four years, when Mr. Gunton succeeded in renting them in the hope of fully carrying out his idea of manufacturing decorated brickwork. Unfortunately, however, he was not permitted to have the use of the moulds from which the Hall bricks had been made; but, nevertheless, he from time to time prepared new moulds for chimney shafts, window-heads, mouldings, &c., and gradually got them into notice, and architects and builders soon began to see their advantage. The works are now carried on by his son, Mr. George Gunton, whose productions are of the highest possible class of merit. Among the architectural enrichments produced at these works,—the designs being entirely supplied by architects, and of the purest style and finish—are chimney shafts, many of which are of the most elaborate style of ornamentation; window-heads, &c.; balustrades; cornices; medallions; crest-ridging; string-courses; plinths; arches and keys; pateræ; architraves; finials; capitals, bases, and shafts; and many other matters. These are produced of remarkable sharpness and of great beauty of finish—the tooth, nail-head, and other ornaments, being very pure in character. They are produced in two colours—a fine, rich, deep red, and a stone; the latter being the nearest approach of any to artificial stone, and both being extremely hard and durable.
The works at Cossey, near Norwich, which now create many impressive art pieces in the form of decorated bricks and other[456] architectural enhancements, were established around 1800 as a brick-yard. They remained small until about 1827 when Cossey, or Costessy Hall, the residence of its noble owner, Lord Stafford, was rebuilt, leading to an expansion to fully supply the project. The foreman at these works was Mr. Gunton, who successfully tried making ornamental bricks for the new hall. This hall—one of the finest brick buildings, showcasing an outstanding example of Cossey ceramic art—features some incredibly well-crafted Tudoresque chimney shafts, along with beautifully designed and executed cusped window-heads, transoms, mullions, etc.; and finials, door-jambs, cornices, paneling, and string-courses, all of equal quality. These are all made from molded brick produced at Cossey from local clays and are still remarkably well-preserved. After the Hall was completed, the brickworks closed for about four years until Mr. Gunton successfully rented them, hoping to fully realize his vision of producing decorated brickwork. Unfortunately, he was not allowed to use the molds that had been used for the Hall bricks; however, he continued to prepare new molds for chimney shafts, window-heads, moldings, etc., gradually gaining attention, and architects and builders soon recognized their advantages. The works are now run by his son, Mr. George Gunton, whose products are of the highest quality. Among the architectural enhancements produced here—designed entirely by architects and showcasing pure style and finish—are chimney shafts, many of which have very elaborate ornamentation; window-heads, balustrades; cornices; medallions; crest-ridging; string-courses; plinths; arches and keys; pateræ; architraves; finials; capitals, bases, and shafts; and many other elements. These are crafted with remarkable sharpness and stunning finish—the tooth, nail-head, and other ornaments are very refined. They come in two colors—a rich, deep red, and a stone; with the latter being the closest to artificial stone, and both being extremely hard and durable.
Cadborough.
The Cadborough Pottery, near Rye, in Sussex, was first built about 1807, and carried on by Mr. James Smith, and afterwards by his son,[457] Mr. Jeremiah Smith. In 1840, the business passed into the hands of the late Mr. William Mitchell (who had had the management of it, under Mr. Smith, since 1827), who carried it on in his own name until 1859, when he took one of his sons, Mr. Frederick Mitchell, into partnership, and the firm became “Wm. Mitchell & Son,” and so continued until 1869, when the partnership was dissolved, under mutual arrangement, Mr. Mitchell, sen., continuing the Cadborough business for common earthenware, and his son, Mr. Frederick Mitchell, taking the fancy department, which was his own creation, to new premises, the Bellevue Pottery (which see). In 1870, Mr. Mitchell, sen., died, and the business at Cadborough was then taken by Mr. Henry Mitchell, who still carries it on. The goods produced are the ordinary common brown wares, glazed and unglazed, and consist of flower-pots; chimney-pots; pitchers and crocks of various kinds; tongue, ham, beef, biscuit, milk, and other pans; bottles, jugs, bowls, and other domestic vessels; sewer and drain pipes; butter-pots; and all the other usual articles made in this ware. The clay is dug on the farm of Cadborough, as is also the loam with which it is mixed, and it is of peculiarly hard and durable texture, and capable of taking a good glaze. Many of the domestic vessels are mottled or “splashed” under the glaze.
The Cadborough Pottery, located near Rye in Sussex, was first established around 1807 by Mr. James Smith, and later by his son, [457] Mr. Jeremiah Smith. In 1840, the business was taken over by the late Mr. William Mitchell, who had managed it under Mr. Smith since 1827. He ran it under his own name until 1859, when he brought his son, Mr. Frederick Mitchell, into the partnership, and the firm became “Wm. Mitchell & Son.” This continued until 1869, when the partnership was dissolved by mutual agreement. Mr. Mitchell, senior, maintained the Cadborough business focused on common earthenware, while his son, Mr. Frederick Mitchell, took his own creation in the fancy department to new premises at the Bellevue Pottery (see that entry). In 1870, Mr. Mitchell, senior, passed away, and the business at Cadborough was then taken over by Mr. Henry Mitchell, who still operates it today. The products include standard brown wares, both glazed and unglazed, featuring flower pots, chimney pots, various pitchers and crocks, pans for tongue, ham, beef, biscuits, milk, and more; as well as bottles, jugs, bowls, and other domestic items; sewer and drain pipes; butter pots; and all the usual products made from this type of ware. The clay is sourced from the Cadborough farm, as well as the loam for mixing, and it has a particularly hard and durable texture that holds a good glaze. Many domestic items are mottled or “splashed” beneath the glaze.
Rye.
The “Bellevue Pottery” in the Ferry Road, Rye, Sussex, was established in 1869, by its present proprietor, Mr. Frederick Mitchell, son and partner of the late Mr. William Mitchell of the Cadborough Pottery (which see). It was established entirely for the manufacture of “Sussex Rustic Ware”—an ornamental branch of the brown-ware goods invented by Mr. Frederick Mitchell while at those works. This ware is of peculiar, but highly pleasing character, and in it a large variety of fancy articles, flower-baskets, candlesticks, jugs, vases, pilgrims’ bottles, &c., are made. The clay is peculiarly light, and of tolerably close texture, and it is capable of working into any form. The glaze, which is of equal richness with that of “Rockingham” ware, is of exceedingly good quality, and it has a rich effect over the mottling or “splashing” which characterizes this ware. Many of the productions are very artistic, and evince much taste and skill in manipulation. Some of the vessels are decorated with the leaf and head of the staple product of the county[458] —the hop—or with other excellent copies of leaves and flowers, &c. The peculiarity of this “Sussex Rustic Ware” is its extreme lightness, and the richness of its mottling and glaze.
The “Bellevue Pottery” on Ferry Road, Rye, Sussex, was founded in 1869 by the current owner, Mr. Frederick Mitchell, who is the son and partner of the late Mr. William Mitchell from the Cadborough Pottery (see that entry). It was created specifically to produce “Sussex Rustic Ware”—an ornamental type of brown pottery invented by Mr. Frederick Mitchell while he was working there. This ware has a unique yet highly appealing quality, and a wide range of decorative items, like flower baskets, candlesticks, jugs, vases, pilgrim bottles, etc., are made from it. The clay used is notably light and has a fairly close texture, allowing it to be shaped into various forms. The glaze matches the richness of “Rockingham” ware and is of excellent quality, enhancing the mottled or “splashing” effect that defines this pottery. Many items produced are quite artistic and showcase significant taste and skill in their creation. Some vessels are decorated with the leaves and hops that are products of the county[458] or feature impressive representations of other leaves and flowers, etc. The standout features of this “Sussex Rustic Ware” are its remarkable lightness and the richness of its mottling and glaze.
One article, worthy of especial notice, as made at these works (and formerly at Cadborough), is the “Sussex Pig” here engraved. This is a drinking vessel of the same general character as the “Bears,” which will be found described under the heads of Brampton, Nottingham, &c. The body, when filled with ale, stands on end, on its tail, and the head lifts off to be used as a drinking cup, precisely in the same manner as with the “bears.” In Sussex these “pigs” are used at weddings, when each guest is invited to “drink a hogshead of beer to the health of the bride;” and at other social and convivial meetings. On these occasions each person is expected to drink this cup—or “hog’s head”—full of liquor.
One notable article made at these works (and previously at Cadborough) is the "Sussex Pig" shown here. This is a drinking vessel similar to the "Bears," which you can find described under Brampton, Nottingham, etc. When filled with ale, its body stands upright on its tail, and the head lifts off to be used as a drinking cup, just like the "bears." In Sussex, these "pigs" are used at weddings, where each guest is invited to "drink a hogshead of beer to the health of the bride," as well as at other social gatherings. During these occasions, each person is expected to drink this cup—or "hog’s head"—full of liquor.
Fig. 846.
Fig. 846.
Gestingthorpe.
Pavement tiles and other articles were made at Gestingthorpe, in Essex, in the seventeenth century. Houghton, writing in 1693, says:—
Pavement tiles and other items were produced at Gestingthorpe, in Essex, in the seventeenth century. Houghton, writing in 1693, says:—
“From my ingenious good friend, Mr. Samuel Dale, of Braintree, in Essex, I am informed, that at Gestingthorpe, in that county, are made a sort of hard yellowish bricks and pavements, called white brick, and Walpet brick, from a town in Suffolk of that name, where they were first made; they are harder and more durable than common red brick, and therefore much used for pavement of floors in lower rooms, and also for fire-hearths, except just where they make their fires.”
“From my clever friend, Mr. Samuel Dale, of Braintree, in Essex, I’ve learned that in Gestingthorpe, in that county, a type of hard yellowish bricks and pavements is made, called white brick and Walpet brick, named after a town in Suffolk where they were first produced. They are tougher and last longer than regular red bricks, which is why they are commonly used for floors in lower rooms and for fireplace hearths, except for the areas where they actually build their fires.”
Holkham.
In 1849, the Earl of Leicester, anxious to turn the clays of his[459] estate in Norfolk to good account, commenced the manufacture of red terra-cotta at Holkham, and produced some good Tudor chimney-tops and moulded bricks.
In 1849, the Earl of Leicester, eager to make good use of the clay on his[459] estate in Norfolk, started making red terra-cotta at Holkham and created some nice Tudor chimney tops and molded bricks.
Nuneham Courtney.
Potworks existed here in the beginning of the seventeenth century, and are spoken of by Plot, in 1677 as being “now deserted; nor, indeed, was there, as I ever heard of, anything extraordinary performed during the working these earths.”
Potworks existed here at the beginning of the seventeenth century and were mentioned by Plot in 1677 as being “now deserted; nor, indeed, was there, as I ever heard of, anything extraordinary performed during the working these earths.”
Marsh Balden.
The pottery at this place, existing in the beginning of the seventeenth century, is included in the above remark by Dr. Plot.
The pottery at this location, which existed in the early seventeenth century, is mentioned in the previous comment by Dr. Plot.
Horspath.
Tobacco pipes were made here in the latter end of the seventeenth century.
Tobacco pipes were made here in the late seventeenth century.
Shotover.
At Shotover, in the parish of Headington, tobacco-pipes were made prior to 1677, at which time the “place was deserted.”
At Shotover, in the Headington parish, tobacco pipes were made before 1677, when the "place was deserted."
[460]
[460]
CHAPTER XIII.
York—Place’s Ware—Hirstwood’s China—Layerthorpe—Osmotherley—Hull—Belle Vue Pottery—Stepney Lane Pottery—Leeds—Hartley, Greens, & Co.—Britton and Sons—Leathley Lane Pottery—Castleford Pottery—Eagle Pottery—Pontefract—Ferrybridge—Knottingley—Ralph Wedgwood—Swinton Pottery—Rockingham Ware—Cadogan Pots—Rockingham China—Brameld & Co.—Dale’s Patent—Baguley’s Productions—Mexborough—Rock Pottery—Mexborough Pottery—Mexborough Old Pottery—Rawmarsh—Rotherham—North Field Pottery—Holmes’s Pottery—Don Pottery—Denaby—Kilnhurst—Wath-upon-Dearne—Newhill Pottery—Wakefield—Potovens—Yearsley—Wortley—Healey—Colsterdale.
York—Place’s Ware—Hirstwood’s China—Layerthorpe—Osmotherley—Hull—Belle Vue Pottery—Stepney Lane Pottery—Leeds—Hartley, Greens, & Co.—Britton and Sons—Leathley Lane Pottery—Castleford Pottery—Eagle Pottery—Pontefract—Ferrybridge—Knottingley—Ralph Wedgwood—Swinton Pottery—Rockingham Ware—Cadogan Pots—Rockingham China—Brameld & Co.—Dale’s Patent—Baguley’s Productions—Mexborough—Rock Pottery—Mexborough Pottery—Mexborough Old Pottery—Rawmarsh—Rotherham—North Field Pottery—Holmes’s Pottery—Don Pottery—Denaby—Kilnhurst—Wath-upon-Dearne—Newhill Pottery—Wakefield—Potovens—Yearsley—Wortley—Healey—Colsterdale.
York.
“Place’s Ware.”—Francis Place, who may be looked upon as one of the pioneers of modern pottery, commenced the manufacture of what, at the time, was considered “equal to true china ware,” about 1665. But little, however, is known either of the manufactory, or of the ware he produced. Francis Place was, according to Walpole, a younger son of Mr. Rowland Place, of Dimsdale, in the county of Durham, and was placed as clerk to an attorney in London until 1665. Walpole’s notice of him runs thus:
“Place’s Ware.”—Francis Place, who can be seen as one of the pioneers of modern pottery, started making what was then regarded as “on par with true china ware” around 1665. However, not much is known about either the factory or the products he created. According to Walpole, Francis Place was the youngest son of Mr. Rowland Place from Dimsdale in County Durham and worked as a clerk for an attorney in London until 1665. Walpole's mention of him goes like this:
“Mr. Francis Place, a gentleman of Yorkshire, had a turn to most of the beautiful arts. He painted, designed, and etched. Mr. Scots of Crown Court, Westminster, had a picture of gooseberries painted in oil on a black ground (a common method with him, as Mr. Scots was told by Mrs. Wyndham, Place’s daughter, who was living in 1764), and a jug of his Earthenware. Mr. Place was placed as clerk to an attorney in London, where he continued till 1665, in which year going into a shop the officers came to shut up the house, on its having the Plague in it. This occasioned his leaving London, and gave him an opportunity of quitting a profession that was contrary to his inclination, and of following the roving life he loved and the arts for which he had talents. Ralph Thoresby often mentions Mr. Place with great encomiums and specifies various presents that he made to his Museum. He tells us too that Mr. Place discovered an earth for, and a method of making Porcelain, which he put in practice at the Manor house at York, of which manufacture he gave Thoresby a fine Mug. His pottery cost him much money; he attempted it solely from a turn for experiments, but one Clifton took the hint from him, and made a fortune by it.”
“Mr. Francis Place, a gentleman from Yorkshire, had a knack for most of the fine arts. He painted, designed, and etched. Mr. Scots from Crown Court, Westminster, had a painting of gooseberries done in oil on a black background (a common method for him, as Mrs. Wyndham, Place’s daughter, shared in 1764), along with a jug made of his earthenware. Mr. Place worked as a clerk for a lawyer in London, where he remained until 1665. That year, while visiting a shop, officials came to close it due to a plague outbreak. This forced him to leave London and gave him the chance to abandon a profession that didn’t suit his preferences, allowing him to pursue the adventurous life and the arts in which he excelled. Ralph Thoresby often praises Mr. Place and notes various gifts he contributed to his Museum. He also tells us that Mr. Place discovered a type of earth and a method for making porcelain, which he practiced at the Manor house in York, gifting Thoresby a fine mug from his production. His pottery endeavors cost him a lot of money; he pursued it purely out of a curiosity for experimentation, but a man named Clifton took his idea and built a fortune from it.”
Thoresby, in his “Ducatus Leodiensis” (1714), mentions Place and his wares several times. The principal notice, when speaking of the vein of white clay in the hundred of Wortley, is as follows:—
Thoresby, in his “Ducatus Leodiensis” (1714), mentions Place and his products several times. The main mention, when discussing the white clay deposit in the hundred of Wortley, is as follows:—
“Here is a good vein of fine clay that will retain its whiteness after it is burnt (when others turn red), and therefore used for the making of tobacco pipes, a manufacture but lately[461] begun at Leeds. Of the several sorts of clay, their nature and colours, and how to manage such as are stubborn, my honoured friend, John Evelyn, Esq., has writ incomparably in his Sylva and Pomona; and there is a very curious table of clay exhibited by another celebrated naturalist of this age. As to the sort and manner of making Pipes, I can add nothing to what my late friend, Mr Houghton, has writ in his useful collections, where he tells us also that the finest mugs, and even China ware, are made of this sort of Earth, of which, saith he, we may make as good in England as any in the world, and this I am fully convinced of, having a specimen in this Museum made of English materials in the Manor house at York by the very ingenious Mr Francis Place, who presented it to me with one of the outer covers purposely made to secure them from the violence of the fire in baking.”
“Here is a great source of fine clay that stays white after it's fired (while others turn red), making it perfect for tobacco pipes, a craft that has only recently started in Leeds. My esteemed friend, John Evelyn, Esq., has written exceptionally about the different types of clay, their characteristics and colors, and how to work with the more challenging varieties in his books Sylva and Pomona. Additionally, another well-known naturalist of our time has presented a fascinating table of clay. As for the type and method of making pipes, I can't add anything to what my late friend, Mr. Houghton, has shared in his helpful collections, where he also informs us that the finest mugs and even porcelain are made from this kind of clay. He claims that we can produce just as good quality in England as anywhere in the world, and I completely agree, having a sample in this Museum made from English materials at the Manor house in York by the very skilled Mr. Francis Place, who gave it to me along with one of the outer covers specially made to protect it from the heat during firing.”
From the examples at present in existence—and there are only two or three known—it appears that the ware was simply a tolerably fine kind of earthenware, of a greyish colour streaked with black and brown; and this is the way in which Horace Walpole describes his specimen: “I have a coffee cup of his ware; it is of grey earth, with streaks of black, and not superior to common earthenware.” This example was sold at the Strawberry Hill sale, and passed into the hands of Mr. Franks, who generously presented it to the Museum of Practical Geology. It is a cup about 2½ inches in height, and 2⅛ inches in diameter at the top. It is of thin glazed greyish ware, streaked with black and brown, and has a narrow rib, or raised band, running round it at about two-thirds of its height from the top. An old pasteboard label attached to the handle of this cup bears the words “Mr. Francis Place’s china,” probably in the handwriting of Horace Walpole.
From the examples currently available—and there are only two or three known—it seems that the pottery was just a fairly decent type of earthenware, with a gray color streaked with black and brown; this is how Horace Walpole describes his piece: “I have a coffee cup made from his ware; it’s made of gray clay, with streaks of black, and isn’t better than regular earthenware.” This piece was sold at the Strawberry Hill auction and ended up with Mr. Franks, who kindly donated it to the Museum of Practical Geology. It’s a cup about 2½ inches tall and 2⅛ inches wide at the top. It’s made of thin, glazed grayish ware, streaked with black and brown, and has a narrow rib, or raised band, running around it about two-thirds of the way up from the top. An old pasteboard label attached to the handle of this cup reads “Mr. Francis Place’s china,” likely in Horace Walpole’s handwriting.
Examples are also in the hands of some of the descendants of Mr. Place. They are of precisely the same character as the one just described. In the same hands is “a small portrait of Place, by himself, in which he has introduced one of his cups, the original of which his descendant possesses, and which is traditionally said to be one which he considered to be his masterpiece.” Mr. Place, in 1712, visited Thoresby, and in 1728 he died, leaving a widow and an only child, a daughter, married to Wadham Wyndham, Esq.
Examples are also held by some of Mr. Place's descendants. They are exactly the same type as the one just described. Also with them is “a small portrait of Place, by himself, where he included one of his cups, the original of which his descendant has, and which is traditionally said to be the one he regarded as his masterpiece.” Mr. Place visited Thoresby in 1712, and he passed away in 1728, leaving behind a widow and an only child, a daughter, who was married to Wadham Wyndham, Esq.
York China Manufactory.—In 1838 Mr. Haigh Hirstwood, formerly of the Rockingham china works, established a china manufactory in York, and by the succeeding spring had so far progressed that the following paragraph appeared in one of the York papers:—
York China Manufactory.—In 1838, Mr. Haigh Hirstwood, who had previously worked at the Rockingham china factory, started a china manufacturing business in York. By the next spring, he had made enough progress that the following paragraph was published in one of the York newspapers:—
“York China Manufactory.—Mr. Hirstwood, of Stonegate, is erecting a kiln, extensive warehouses, &c., in the Groves, for manufacturing, gilding, and burnishing china, which has not previously been attempted in this city.”
York China Factory.—Mr. Hirstwood, from Stonegate, is building a kiln, large warehouses, etc., in the Groves, to manufacture, gild, and burnish china, something that hasn't been done in this city before.
The works were established in Lowther Street, Groves, and were[462] continued until about 1850, when the concern was wound up. Mr. Haigh Hirstwood was born at Royd’s Hall, near Huddersfield, in 1778; and learnt the art of china making and decorating under the Bramelds at the Rockingham works, as did also afterwards his sons and son-in-law. He continued at the Rockingham works upwards of forty years, leaving them only towards their close, when he removed to York and commenced business as a china dealer. In 1839, as I have stated, he erected kilns, &c., at York, and commenced business in the decorating and finishing departments, buying his china in the white from Sampson Bridgwood & Co. of Longton, and from others. In this business he was assisted by his son-in-law, Mr. William Leyland also from the Rockingham works, who became his managing partner. Disagreements having arisen, however, the business was broken up, Mr. Hirstwood remaining in York, where he died in 1854, and Mr. Leyland removing to London, when he took to painting and decorating lamps, where he died in 1853, leaving a widow (who soon afterwards died) and a family of two sons and four daughters, who are now of Lawrence, near Boston, Massachusetts, North America. Mr. Leyland was a clever painter, gilder, and enameller, and understood well all the practical details of the potter’s art. Mr. Hirstwood was a clever painter of flowers, &c., and was considered the best fly painter at the Rockingham works. In 1826 he copied, for use in the decoration of the Rockingham china, upwards of five hundred insects at Wentworth House, which had been arranged by Lady Milton, the daughter-in-law of Earl Fitzwilliam. He and his sons Joseph and William (who were brought up at the Rockingham works) were engaged upon the chef-d’œuvres of that manufactory, the services for King William IV. and for the Duchess of Cumberland. He was succeeded in his business in Coney Street by his son, Mr. William Hirstwood, father of the present proprietor, but the manufactory has been entirely discontinued since 1850. No mark was used.
The works were set up on Lowther Street, Groves, and continued until around 1850, when the business was closed down. Mr. Haigh Hirstwood was born at Royd’s Hall, near Huddersfield, in 1778, and learned the art of china making and decorating under the Bramelds at the Rockingham works, as did his sons and son-in-law later on. He stayed at the Rockingham works for over forty years, only leaving near the end when he moved to York to start his own china dealer business. In 1839, as I mentioned, he built kilns, etc., in York and started working in the decorating and finishing departments, purchasing his china in the white from Sampson Bridgwood & Co. of Longton and others. His son-in-law, Mr. William Leyland, also from the Rockingham works, assisted him in this business as his managing partner. However, after some disagreements, the business fell apart; Mr. Hirstwood stayed in York, where he died in 1854, while Mr. Leyland moved to London and began painting and decorating lamps, where he died in 1853, leaving behind a widow (who soon passed away) and a family of two sons and four daughters, who now live in Lawrence, near Boston, Massachusetts, North America. Mr. Leyland was a talented painter, gilder, and enameller, and he had a solid understanding of all the practical aspects of the potter’s craft. Mr. Hirstwood was skilled in painting flowers and was regarded as the best fly painter at the Rockingham works. In 1826, he copied over five hundred insects for decoration of the Rockingham china at Wentworth House, which had been arranged by Lady Milton, the daughter-in-law of Earl Fitzwilliam. He and his sons Joseph and William (who were brought up at the Rockingham works) worked on the masterpieces of that factory, the services for King William IV and for the Duchess of Cumberland. He was succeeded in his business on Coney Street by his son, Mr. William Hirstwood, who is the father of the current owner, but the manufacturing has completely ceased since 1850. No mark was used.
The goods principally produced were dinner, tea, dessert, and other services, vases, figures, &c. The style of decoration was, as is natural to expect, closely assimilated to that of Rockingham china; indeed, so closely as in some instances scarcely to be distinguished from them. Some of the flowers are beautifully painted, as are also the butterflies and other natural objects, and the gilding is remarkably good. The figures are usually of good character.
The main products made were dinnerware, tea sets, desserts, and other services, along with vases, figures, etc. The decoration style was, as you would expect, very similar to Rockingham china; in fact, in some cases, they are almost indistinguishable. Some of the flowers are beautifully painted, as are the butterflies and other natural items, and the gilding is exceptionally well done. The figures are generally of high quality.
[463]
[463]
Layerthorpe Pottery.
This manufactory of coarse ware—flower-pots, chimney pipes, bowls, socket pipes, &c.—was established in 1846 by its present proprietor, Mr. John Webster, who produces considerable quantities of ware.
This factory for making basic items—flower pots, chimney pipes, bowls, socket pipes, etc.—was founded in 1846 by its current owner, Mr. John Webster, who produces a significant amount of goods.
Osmotherley.
A pottery, discontinued many years back, existed at this place. Its productions were the ordinary brown ware, in which jugs, mugs, pitchers, tobacco-boxes, &c., were produced.
A pottery that stopped operations many years ago used to be located here. It produced regular brown pottery items like jugs, mugs, pitchers, tobacco boxes, and so on.
Hull.
There can be no doubt but that common earthenware was made at Hull, if not earlier, at all events in the middle of the seventeenth century; but no record of such works has at present been brought to light. In June, 1875, however, some property at Sculcoates, formerly an outskirt of Hull, was brought to the hammer by Mr. Charles Johnson. It was in extent about one-third of an acre, and has always been known by the name “Pot House Yard.” Inquiries have resulted in ascertaining that this pottery at Sculcoates had not been worked in the memory of those living, but that there were pottery works there. There are still remaining three cottages fronting into the ground, of a date certainly a hundred and fifty years back, but more probably two hundred years. Part of the site has been occupied in recent years by Messrs. Stewart and Gregson, oil refiners, who have now become the purchasers of the whole of the property. Very early in the eighteenth century pipe-making was carried on here; and Gent, in his curious history, published in 1735, records, among the epitaphs in the churchyard, one to “Thomas Cook, Pipe-maker, who died the 7th of February, 1720, aged 64.” The first distinct information I have been able to gather regarding pot works at this place is that in 1802 (eighteen years earlier than the first date given by Chaffers), by a deed, dated August 10 in that year, Thomas English, of Hull, merchant, sold a plot of land on what is called the Humber Bank, in a part of what was then the outskirts of the town, and known as “Myton.” The piece of land consisted of 3,718 square yards, and was conveyed to James Smith and Jeremiah Smith, both of Hull, potters; Job Ridgway, of Shelton, Staffordshire, potter; and Josiah Hipwood, of Hull, blockmaker.[464] That part of the town has for fifty years, to the writer’s knowledge, been known as the “Pottery,” a name doubtless derived from these works. The deed of partnership between these parties was dated 23rd November, 1802.
There’s no doubt that common earthenware was made in Hull, and likely even earlier, but at least in the mid-seventeenth century; however, no records of such production have surfaced yet. In June 1875, some property in Sculcoates, which used to be on the outskirts of Hull, was sold by Mr. Charles Johnson. It covered about one-third of an acre and has always been referred to as “Pot House Yard.” After inquiries, it was found that this pottery site in Sculcoates hadn’t been active in the memory of current residents, but pottery works did exist there. Three cottages, likely about 150 years old and possibly closer to 200 years, still front the area. In recent years, a portion of the site has been occupied by Messrs. Stewart and Gregson, oil refiners, who have now purchased the entire property. Very early in the eighteenth century, pipe-making took place here; Gent, in his intriguing history published in 1735, recorded an epitaph in the churchyard for “Thomas Cook, Pipe-maker, who died the 7th of February, 1720, aged 64.” The first clear information I could find regarding pottery works at this location is from 1802 (eighteen years earlier than the first date given by Chaffers), in a deed dated August 10 of that year, where Thomas English, a merchant from Hull, sold a plot of land on what is known as the Humber Bank, in an area that was then on the outskirts of the town called “Myton.” The land measured 3,718 square yards and was sold to James Smith and Jeremiah Smith, both potters from Hull; Job Ridgway, a potter from Shelton, Staffordshire; and Josiah Hipwood, a blockmaker from Hull.[464] For the last fifty years, to my knowledge, that part of town has been known as the “Pottery,” a name likely taken from these works. The partnership deed among these parties was dated November 23, 1802.
From the fact of two of the parties, James Smith and Jeremiah Smith, being described as “of Hull, potters,” while Job Ridgway was of “Shelton, Staffordshire, potter,” the probability is that the Smiths were already in business there as pot-makers, and that Ridgway joined them for the purpose of increasing and improving their manufacture. The partnership, however, was but of short duration, for in 1804 Mr. Ridgway, being desirous of retiring, agreed to sell to the remaining partners all his fourth part of the lands, works, stock-in-trade, debts, &c., for the sum of £1,000. Hipwood left the concern in the same year, when a Mr. James Rose became a partner with the Smiths. In 1806 the proprietors assigned all their interest in the works to Messrs. Job and George Ridgway, who carried them on for some years. In 1826 they were succeeded by Mr. William Bell, who became the proprietor in that year, by deed of conveyance from the brothers Ridgway. By Mr. Bell the manufactory was very much extended, and the operations were carried on on a large scale, chiefly for export, the principal part of the trade being with Hamburg, where his brother, Mr. Edward Bell, was in business, and a large German and Dutch trade was done through his means. The works were closed in 1841, when the plant and stock were disposed of by auction, as here shown:—
From the fact that two of the parties, James Smith and Jeremiah Smith, were identified as “from Hull, potters,” while Job Ridgway was from “Shelton, Staffordshire, potter,” it's likely that the Smiths were already established as pot-makers there, and that Ridgway joined them to help grow and improve their production. However, the partnership didn't last long, as in 1804 Mr. Ridgway, wanting to step back, agreed to sell his one-fourth share of the land, facilities, inventory, debts, etc., for £1,000. Hipwood also left the business that same year, and a Mr. James Rose became a partner with the Smiths. In 1806, the owners transferred all their interest in the operations to Messrs. Job and George Ridgway, who continued them for several years. In 1826, Mr. William Bell took over as the owner that year, via a conveyance deed from the Ridgway brothers. Mr. Bell significantly expanded the factory, and operations were conducted on a large scale, mostly for export, with the main trade being with Hamburg, where his brother, Mr. Edward Bell, was in business, allowing for substantial German and Dutch trade through his connections. The works were shut down in 1841, and the equipment and stock were sold off at auction, as shown here:—
“To Potters, &c. To be Sold by Auction, by Mr. Stamp, at the Belle Vue Pottery, Humber Bank, Hull, on Thursday, July 29th, 1841, at Eleven o’Clock, without Reserve, the Remainder of the Utensils and Stock, consisting of four Printing Presses, 60 large Copper Plates, large Iron Mortar and Pestle, large Scale Beam, Boards, and Weights; several small Lots of Tincal, Borax, Colours, &c.; sundry Boards, Planks, Tubs, Shovels, Whirlers, Rakes, Lumber, &c. A Kiln of Unfinished Pots; a great Quantity of Moulds, Saggars, &c.; three good Counting-house Desks, Writing Table, Nest of Drawers, Shelves, and other Office Furniture. The above may be seen one Day previous to the Sale, on application to the Auctioneer.”
“To Potters, etc. To be sold at auction by Mr. Stamp at the Belle Vue Pottery, Humber Bank, Hull, on Thursday, July 29th, 1841, at 11:00 AM, with no reserve, the remaining utensils and stock, which include four printing presses, 60 large copper plates, a large iron mortar and pestle, a large scale beam, boards, and weights; several small lots of tincal, borax, colors, etc.; various boards, planks, tubs, shovels, whirlers, rakes, lumber, etc. A kiln of unfinished pots; a large quantity of molds, saggars, etc.; three good counting-house desks, a writing table, a nest of drawers, shelves, and other office furniture. The items can be viewed one day before the sale by contacting the auctioneer.”
At this sale Mr. Charles Johnson, of Hull, to whom I am indebted for much of this information, acted as auctioneer for Mr. Stamp, and I am informed by him that the copper-plates, the stock of which weighed about three hundredweight, and amongst which were some of the “Willow pattern,” “were sold to a pottery works at or near Rotherham,” which I presume to be either the Swinton or the Don works.
At this sale, Mr. Charles Johnson from Hull, who has provided me with a lot of this information, served as the auctioneer for Mr. Stamp. He informed me that the copper plates, which weighed around 300 pounds, including some of the "Willow pattern," were sold to a pottery workshop located in or near Rotherham. I assume this refers to either the Swinton or the Don works.
[465]
[465]
The wares produced were cream-coloured ware, green-glazed ware, the ordinary white ware, and blue printed wares; and in them the usual classes of useful goods, consisting of services of various kinds and miscellaneous articles, were made. One notable dinner-service was made to commemorate an exploit in connection with the noted pirate Paul Jones, and was, it would appear, made for the owner, or family of the owner of the “Crow Isle.” Only one plate of this service is now known to be in existence, and this is preserved at the Hull Museum, to which it was presented by the late Mr. Charles Hassell, grandson to the late Francis Hall, Esq., of Hull, who was owner of the “Crow Isle,” Baltic trader. In the centre is represented the “Crow Isle” successfully beating off Paul Jones on its homeward voyage when off the Yorkshire coast in 1779. Another example of the Belle Vue pottery is a butter-pot in form of a cow, with movable lid, in yellow ware. Mr. Johnson has also in his possession a portion of a remarkably fine green-glazed dessert service, of very artistic design, in embossed leaves, with basket-work centres to the plates, which was bought at the Hull works from Mr. Bell in 1838. It is marked with the impressed mark (Fig. 845).
The items produced included cream-colored ceramics, green-glazed ceramics, standard white ceramics, and blue printed wares; and they made the usual types of useful goods, which consisted of various kinds of dinnerware and assorted articles. One notable dinner set was created to commemorate an event involving the famous pirate Paul Jones, and it seems to have been made for the owner, or the family of the owner, of the “Crow Isle.” Only one plate from this set is known to exist today, and it is housed at the Hull Museum, which received it from the late Mr. Charles Hassell, grandson of the late Francis Hall, Esq., of Hull, who owned the “Crow Isle,” a Baltic trader. The center of the plate depicts the “Crow Isle” successfully defending itself against Paul Jones during its return voyage off the Yorkshire coast in 1779. Another example of the Belle Vue pottery is a butter pot shaped like a cow, featuring a removable lid, made from yellow ware. Mr. Johnson also owns a portion of a beautifully crafted green-glazed dessert set, designed with embossed leaves and basket-weave patterns on the plates, which he purchased at the Hull works from Mr. Bell in 1838. It carries the impressed mark (Fig. 845).

Fig. 847.
Fig. 847.
The mark is the one here engraved. It is two bells, surrounded by the words “Belle Vue Pottery, Hull;” but sometimes the bells alone appear, without the lettering. In the possession of the late Mr. Bagshawe were some of the later accounts of these works, from which a good idea of the extent to which the operations were carried on may be gleaned. For instance, in 1837, four years before the close of the works, the expenses were as under:—
The mark is the one engraved here. It features two bells, surrounded by the words “Belle Vue Pottery, Hull,” but sometimes the bells appear alone, without the text. The late Mr. Bagshawe had some of the later accounts of these works, which provide a good sense of the scale of operations. For example, in 1837, four years before the works closed, the expenses were as follows:—
| Slip Men | £96 | 19 | 0 |
| Flat Men | 144 | 4 | 9 |
| Pressers | 47 | 1 | 10 |
| Throwers and Turners | 376 | 5 | 6 |
| Saggar Making | 33 | 15 | 11 |
| Cock Spurs | 26 | 18 | 10 |
| Modelling | 21 | 0 | 0 |
| Printing | 164 | 0 | 11 |
| Biscuit Firemen | 59 | 16 | 11 |
| Biscuit Painting | 89 | 18 | 8 |
| Gloss Firemen | 113 | 9 | 4 |
| Packing, &c. | 104 | 19 | 8 |
| Engineer | 79 | 10 | 5 |
| Enamel Painting | 76 | 17 | 9 |
| £1,434 | 19 | 6 |
[466]
[466]
The works have been entirely discontinued since 1841, and the site included in the extensive engineering works of Messrs. C. D. Holmes & Co.
The works have been completely stopped since 1841, and the site is included in the large engineering projects of Messrs. C. D. Holmes & Co.
In 1804, Mr. William Clowes (also from the Staffordshire pottery district), one of the founders of Primitive Methodism, worked at the Hull pottery. Mr. Clowes was born at Burslem in 1780; he “came from Nottingham to Hull to establish a missionary centre, on the 15th of January, 1819;” the day after his arrival “he informs us that he visited the Pottery by the Humber Bankside, where he had worked as a potter fifteen years before, but he found the working of the pottery had been discontinued;” i.e., I presume it was then in a transition state before being transferred to Mr. Bell by the brothers Ridgway.
In 1804, Mr. William Clowes (also from the Staffordshire pottery district), one of the founders of Primitive Methodism, worked at the Hull pottery. Mr. Clowes was born in Burslem in 1780; he “came from Nottingham to Hull to set up a missionary center on January 15, 1819;” the day after he arrived “he tells us that he visited the Pottery by the Humber Bankside, where he had worked as a potter fifteen years earlier, but he found that the operation of the pottery had stopped;” i.e., I assume it was then in a transitional phase before being handed over to Mr. Bell by the Ridgway brothers.
Stepney Lane.—At the present time a small pottery for the manufacture of the common brown ware pancheons, flower-pots, &c., is still carried on by the successors of Mr. Mayfield, of the Stepney Paper Mills, Hull.
Stepney Lane.—Currently, a small pottery still operates for making the usual brownware pancheons, flower pots, etc., run by the successors of Mr. Mayfield from the Stepney Paper Mills in Hull.
Leeds.
There is no doubt that pottery has been made at Leeds, or in its immediate neighbourhood, from the earliest times of our British history. Celtic and Romano-British relics have, from time to time, been found in the neighbourhood, which were, without doubt, made at the place; and the village of Potters Newton evidently takes its name from a colony of potters having settled there in early times. That it was so in days of yore is evidenced by the fact of the name appearing in deeds of the thirteenth century. In later times coarse brown earthenware was made in Leeds, as were also tobacco-pipes in the reign of Charles II. These were made from clays found at Wortley—the same bed of clay which was worked for the old Leeds pottery, and is still used for making yellow ware and saggars at the present day. The manufacture of tobacco-pipes at Leeds was established in the latter part of the seventeenth century, and was carried on somewhat extensively for several years. Ralph Thoresby, in his “Ducatus Leodiensis,” published in 1714, in his account of Wortley Hundred says: “Here is a good vein of fine clay, that will retain its whiteness after it is burnt (when others turn red), and therefore used for the making of tobacco-pipes, a manufacture but lately begun at Leeds.” Probably to the existence of this bed of fine clay is to be[467] attributed the establishment of the pot works at Leeds, to which I am now about to direct attention.
There’s no doubt that pottery has been made in Leeds and the surrounding area since the earliest times of British history. Celtic and Romano-British artifacts have occasionally been discovered nearby, which were definitely produced in this location; additionally, the village of Potters Newton clearly got its name from a group of potters who settled there long ago. The historical significance of this is evident from the appearance of the name in 13th-century deeds. Later on, coarse brown earthenware was produced in Leeds, along with tobacco pipes during the reign of Charles II. These were made from clays found at Wortley—the same clay bed that was used for the old Leeds pottery and is still used today for making yellow ware and saggars. The production of tobacco pipes in Leeds began in the late 17th century and expanded somewhat for several years. Ralph Thoresby, in his “Ducatus Leodiensis,” published in 1714, mentioned in his account of Wortley Hundred: “Here is a good vein of fine clay that retains its whiteness after being fired (while others turn red), and is therefore used for making tobacco pipes, a manufacture just recently started at Leeds.” The presence of this fine clay bed likely contributed to the establishment of the pottery works in Leeds, which I will now focus on.
Of the date of the first establishment of the Leeds pot works nothing definite is known. It is, however, certain that they were in existence about the middle of last century, and that they were then producing wares of no ordinary degree of excellence. Before this time a kind of delft-ware was made, and I have seen some very creditable copies of Oriental patterns, with salt glaze, also produced at these works. Delft-ware, however, was only made to a small extent, and was soon succeeded by the manufacture of that fine cream-coloured earthenware which made the works so famous, and enabled them in that particular branch to compete successfully with Wedgwood and other makers. As early as 1770 considerable progress had been made in the ornamental productions, and I have seen dated examples of open and embossed basket-work ware of a few years later (1777 and 1779), which are as fine as anything produced at the time.
Of the date of the first establishment of the Leeds pottery, nothing definite is known. However, it is certain that they existed around the middle of the last century and were producing wares of exceptional quality. Before this time, a type of delftware was made, and I have seen some impressive copies of Oriental designs with salt glaze produced at these works. Delftware, however, was only made to a limited extent and was quickly replaced by the production of the fine cream-colored earthenware that made the works famous and allowed them to compete successfully with Wedgwood and other makers. As early as 1770, significant progress had been made in ornamental pieces, and I have seen dated examples of open and embossed basketware from a few years later (1777 and 1779) that are as exquisite as anything produced at that time.
The first proprietors of whom there appears to be any record were two brothers named Green, in 1760; and it is believed their earliest productions were in black ware, in which the firm afterwards excelled. It was then carried on by Humble, Green, & Co. “Mr. Wilson has found the draft of an agreement, dated November 11, 1775, whereby ‘Joshua Green, of Middleton, gent., John Green, of Hunslet, potter, with divers others, under the firm of Humble, Green & Co.,’ agree with Messrs. Hutchinson and Evers to erect and maintain in repair at their mill a water-wheel, with all necessary machinery for grinding flints. For thirteen years the wheel was to be used exclusively by the Greens, who were to supply burnt flints and to pay 10s. for every 100 pecks of well ground and levigated flints, the workmen’s wages being first deducted.” In 1783 the firm was Hartley, Greens, & Company, and they had so far advanced in their work, and were so firmly established and well known by that year as to justify them in issuing a book of “designs” of some of the articles they were then producing. A copy of this rare volume, in my own possession, contains all three of the lists—English, French, and German. The English title is “Designs of sundry Articles of Queen’s, or Cream-colour’d Earthen-Ware, manufactured by Hartley, Greens, & Co., at Leeds-Pottery: with A Great Variety of other Articles. The same Enamel’d, Printed or Ornamented with Gold to any Pattern; also with Coats of Arms, Cyphers, Landscapes,[468] &c., &c. Leeds, 1783.” The list and title-page occupy eight pages, as do also each of the two others—translated into German and French—which accompany it, and which bear the following titles:—“Abrisse von verschiedenen Artickeln vom Königinnen oder gelben Stein-Gute, welches Hartley, Greens, & Comp. In ihrer Fabrick in Leeds verfertigen; Nebst vielen andern Artickeln; Auch dieselben gemahlt, gedruckt oder mit Gold gezieret zu jedem Muster, ebenfalls mit Wapen, eingegrabene Namen, Landschaften, &c., &c., &c. Leeds, 1783.” “Desseins de divers Articles de Poteries de la Reine en Couleur de Creme, Fabriqués à la Poterie de Hartley, Greens, & Co. à Leeds: Avec une Quantité d’autres Articles; Les mêmes émaillés, imprimés ou ornés d’Or à chaque Patron, aussi avec des Armes, des Chiffres, des Paisages, &c. &c. Leeds, 1783.”[107] This catalogue, with some variations, continued to be issued till a much later period. A copy presented by myself in 1865 to the Jermyn Street Museum supplies the plates missing in the former copy. It has no title-page, but is printed on paper bearing a water-mark of 1814. The words “Leeds Pottery” are engraved on each plate of the book. The plates, forty-four in number, are very effectively engraved on copper, and exhibit a wonderful, and certainly exquisite, variety of designs for almost all articles in use, both plain, ornamented, perforated, and basket-work, including services, vases, candlesticks, flower-stands, inkstands, baskets, spoons, &c., &c.[108]
The first known owners were two brothers named Green in 1760, and it's believed their earliest products were in black ware, a field in which they later excelled. The business continued as Humble, Green, & Co. “Mr. Wilson discovered a draft of an agreement dated November 11, 1775, in which ‘Joshua Green, of Middleton, gent., John Green, of Hunslet, potter, along with several others, operating under the name Humble, Green & Co.,’ agreed with Messrs. Hutchinson and Evers to build and maintain a water-wheel at their mill, along with all the necessary machinery for grinding flints. For thirteen years, the wheel was to be used exclusively by the Greens, who would supply burnt flints and pay 10s. for every 100 pecks of well-ground and levigated flints, with the workers' wages deducted first.” By 1783, the firm was known as Hartley, Greens, & Company, and by then, they had made significant progress and were well-established, allowing them to publish a book of “designs” showcasing some of their products. I have a copy of this rare volume, which includes all three lists—English, French, and German. The English title is “Designs of sundry Articles of Queen’s, or Cream-coloured Earthen-Ware, manufactured by Hartley, Greens, & Co., at Leeds-Pottery: with A Great Variety of other Articles. The same Enamelled, Printed or Ornamented with Gold to any Pattern; also with Coats of Arms, Cyphers, Landscapes,[468] &c., &c. Leeds, 1783.” The list and title page take up eight pages, as do the other two, which are translated into German and French, and are titled:—“Abrisse von verschiedenen Artickeln vom Königinnen oder gelben Stein-Gute, welches Hartley, Greens, & Comp. In ihrer Fabrick in Leeds verfertigen; Nebst vielen andern Artickeln; Auch dieselben gemahlt, gedruckt oder mit Gold gezieret zu jedem Muster, ebenfalls mit Wapen, eingegrabene Namen, Landschaften, &c., &c., &c. Leeds, 1783.” “Desseins de divers Articles de Poteries de la Reine en Couleur de Creme, Fabriqués à la Poterie de Hartley, Greens, & Co. à Leeds: Avec une Quantité d’autres Articles; Les mêmes émaillés, imprimés ou ornés d’Or à chaque Patron, aussi avec des Armes, des Chiffres, des Paisages, &c. &c. Leeds, 1783.”[107] This catalogue, with some variations, continued to be published for a much longer period. A copy I donated in 1865 to the Jermyn Street Museum fills in the missing plates from the earlier copy. It lacks a title page but is printed on paper with a watermark from 1814. The words “Leeds Pottery” are engraved on each plate of the book. The forty-four plates are very effectively engraved on copper and showcase a wonderful and certainly exquisite variety of designs for almost all types of products in use, including plain, ornamented, perforated, and basket-work items, such as services, vases, candlesticks, flower-stands, inkstands, baskets, spoons, &c., &c.[108]
[469]
[469]
The partners at this time (1783–4) composing the firm of Hartley, Greens, & Co. were William Hartley, Joshua Green, John Green, Henry Ackroyd,[109] John Barwick, Samuel Wainwright, Thomas Wainwright, George Hanson, and Saville Green. The business was, it appears, divided into six shares, of which William Hartley, Joshua and John Green, and Henry Ackroyd, had each one; John Barwick and the two Wainwrights half of one each; and George Hanson and Saville Green a quarter share each, the latter acting as “bookkeeper” to the firm. The proprietors were extremely systematic and particular in their mode of keeping accounts and in their dealings with each other. They held regular meetings, and appointed independent and disinterested persons as valuers in each department; for instance, one to value the stock of finished goods in the ware rooms, another the unfinished ware, another the copper plates, another the buildings, others the moulds and models, the windmill, the horses, the waggons and carts, the raw materials, the woodwork, and every imaginable thing. The reports of these various valuers, whose names and awards for many years I have carefully examined, were submitted to a meeting of the partners, when a balance was struck, to which the names of each one were attached.
The partners at this time (1783–4) making up the firm of Hartley, Greens, & Co. were William Hartley, Joshua Green, John Green, Henry Ackroyd, John Barwick, Samuel Wainwright, Thomas Wainwright, George Hanson, and Saville Green. The business was seemingly split into six shares, with William Hartley, Joshua and John Green, and Henry Ackroyd each owning one share; John Barwick and the two Wainwrights owning half of one share each; and George Hanson and Saville Green each holding a quarter share, with the latter serving as the firm’s “bookkeeper.” The partners were very organized and meticulous in maintaining their accounts and in their interactions with one another. They held regular meetings and appointed independent and impartial individuals as appraisers for each area; for example, one to evaluate the stock of finished goods in the warehouses, another for the unfinished goods, another for the copper plates, another for the buildings, and others for the molds and models, the windmill, the horses, the wagons and carts, the raw materials, the woodwork, and everything else imaginable. The reports from these various appraisers, whose names and assessments I have carefully reviewed for many years, were presented to a partners' meeting, where a balance was calculated, and each partner’s name was attached to it.
In 1785, and again in 1786, fresh editions of the catalogue and book of plates were issued, without change either in the number of articles enumerated or in their variety or form. The works at this time had been considerably increased in size, and the wares made were exported in large quantities to Germany, Holland, France, Spain, and Russia. So great had the concern become five years later (1791), that the yearly balance then struck amounted to over[470] £51,500; and it is worth recording that in that year the value of the copper-plates from which the transfer printing was effected was £204, while at the present time they represent about £1,000. These copper-plates consisted of teapot borders, landscapes, Nankin borders, and others. The general stock in this year (1791) was valued at about £6,000, and the windmill at about £1,200. The house of the partners, entered as “Hartley, Green, & Co.’s House,” was at Thorpe Arch, near Tadcaster and Wetherby.[110] At Thorpe Arch, too, were the grinding mills. These mills were ten miles from the works at Leeds, and a team of four horses was kept constantly at work carrying the ground flint and stone. They, with the men who worked them, stayed six days, going and coming, between the two places, and then six at Thorpe Arch, alternately. The raw material was taken from Leeds to the mills at Thorpe Arch, when the horses who had brought it worked the mill to grind it, and returned with it, when prepared, to Leeds for use. This continued until 1814, when the windmill on the Leeds premises, which had been used as a corn mill, was converted into a flint mill, and an engine, made by the builders of the first successful locomotive, Fenton, Murray, & Co., put up. This mill is still used for the same purpose.
In 1785 and again in 1786, new editions of the catalogue and book of plates were published, without any changes to the number of items listed or their variety or design. By this time, the works had significantly expanded, and the products were being exported in large amounts to countries like Germany, Holland, France, Spain, and Russia. By 1791, the concern had grown so much that the annual balance reached over[470] £51,500. Notably, in that year, the value of the copper plates used for transfer printing was £204, while today they are valued at around £1,000. These copper plates included designs for teapot borders, landscapes, Nankin borders, and more. The overall stock in that year (1791) was valued at about £6,000, and the windmill was valued at about £1,200. The partners' house, known as “Hartley, Green, & Co.’s House,” was located in Thorpe Arch, near Tadcaster and Wetherby.[110] The grinding mills were also at Thorpe Arch, ten miles from the works in Leeds, and a team of four horses was continuously working to transport the ground flint and stone. The horses and the men operating them would alternate between the two locations, spending six days traveling and working at each place. The raw materials were taken from Leeds to the mills at Thorpe Arch, where the horses who transported them operated the mills to grind the materials, and then returned the prepared materials to Leeds for use. This process continued until 1814, when the windmill at the Leeds site, which had originally been a corn mill, was converted into a flint mill, and a steam engine built by the creators of the first successful locomotive, Fenton, Murray, & Co., was installed. This mill is still in operation for the same purpose.
In 1794 another edition of the catalogue and pattern-book was issued. It was precisely the same in contents as the previous editions, both in the plates and letter-press; and contained the catalogue, or list, in English, French, and German. Fresh designs appear to have been continually added, and, the connections of the company increasing, a translation of the catalogue into the Spanish language was in a few years issued. This interesting work, of which a copy is in the possession of Mr. E. Hailstone, F.S.A., and which also contains the English catalogue, without date, bears the following title:—“Dibuxos de varios Renglones de Loza Inglesa de Regna, de Color de Crema, Fabricados en la Manufactura y Lozeria Hartley, Greens, y Compa. en Leeds: en este mismo ramo fabriam de dicha loza, hay piezas esmaltadas, impresas y adornadas con oro; como tambien hermoseadas con escudos, armas, cifras, payses, &c. &c. Leeds.” Instead of 152 general articles, as enumerated in the previous editions, 221 appear in this; and instead of 32 in tea-ware, 48 appear. In 1814, too, another edition was issued, a copy of which is in my own possession; it contains 71 plates of patterns, exhibiting[471] 221 general articles, and 48 patterns of tea, coffee, and chocolate services. In this edition the whole of the plates, both those from the other copies and those newly engraved, have the words “Leeds Pottery” engraved upon them.
In 1794, another edition of the catalog and pattern book was released. It was exactly the same in content as the earlier editions, both in the illustrations and text; it included the catalog, or list, in English, French, and German. New designs seem to have been consistently added, and as the company’s connections grew, a Spanish translation of the catalog was issued a few years later. This interesting work, of which a copy is held by Mr. E. Hailstone, F.S.A., also contains the English catalog, though undated, and is titled: “Dibuxos de varios Renglones de Loza Inglesa de Regna, de Color de Crema, Fabricados en la Manufactura y Lozeria Hartley, Greens, y Compa. en Leeds: en este mismo ramo fabriam de dicha loza, hay piezas esmaltadas, impresas y adornadas con oro; como tambien hermoseadas con escudos, armas, cifras, payses, & c. & c. Leeds.” Instead of the 152 general articles listed in previous editions, this one includes 221, and for tea-ware, it increased from 32 to 48. In 1814, another edition was released, a copy of which I own; it contains 71 plates of patterns, showcasing[471] 221 general articles, and 48 patterns for tea, coffee, and chocolate services. In this edition, all the plates, both those from earlier copies and the newly engraved ones, have the words “Leeds Pottery” etched on them.
In the middle of the last century an important event in connection with the Leeds pottery took place. This was the establishment of the tramway from the collieries of Mr. Charles Brandling, at Middleton, to the town of Leeds. This tramway passed through the Leeds pot works, to the proprietors of which a nominal rental of £7 a year was paid, and to whom, as a further consideration for the right of passage, an advantage in the price of coals was allowed.[111] While speaking of the formation of this early line, it is interesting to note that upon it was set to work the first locomotive commercially successful on any railway. Mr. John Blenkinsop, who was manager of the Middleton Collieries, took out a patent, in 1811, for a locomotive steam engine, and placed his designs for execution in the hands of Messrs. Fenton, Murray & Co., at that time eminent engineers of Leeds. This was the first locomotive engine in which two cylinders were employed, and in that respect was a great improvement upon those of Trevithick and others. The cylinders were placed vertically, and were immersed for more than half their length in the steam space of the boiler. The progress was effected by a cog wheel working into a rack on the side of one of the rails. Mr. Blenkinsop’s engine began running on the railway extending from the Middleton Collieries to the town of Leeds, a distance of about three miles and a half, on the 12th of August, 1812, two years before George Stephenson started his first locomotive. Mr. Blenkinsop was for many years principal agent to the Brandling family, and his invention was, as is seen, first brought to bear in bringing coals from those pits to Leeds—a matter of immense importance to the town and its manufactures.
In the middle of the last century, a significant event related to Leeds pottery occurred. This was the establishment of the tramway from Mr. Charles Brandling's collieries in Middleton to the town of Leeds. This tramway ran through the Leeds pot works, to which a small rental fee of £7 a year was paid, and to whom, additionally, a price advantage on coal was granted. While discussing the formation of this early line, it's interesting to note that it was where the first commercially successful locomotive was used on any railway. Mr. John Blenkinsop, manager of the Middleton Collieries, patented a locomotive steam engine in 1811 and handed his designs over to Messrs. Fenton, Murray & Co., prominent engineers based in Leeds at the time. This was the first locomotive engine to utilize two cylinders, representing a significant improvement over those made by Trevithick and others. The cylinders were positioned vertically, with over half of their length submerged in the steam space of the boiler. The movement was powered by a cog wheel that engaged with a rack on the side of one of the rails. Mr. Blenkinsop's engine began operating on the railway connecting the Middleton Collieries to Leeds, covering a distance of about three and a half miles, on August 12, 1812, two years before George Stephenson launched his first locomotive. For many years, Mr. Blenkinsop served as the main agent for the Brandling family, and his invention, as noted, was first utilized to transport coal from those pits to Leeds—a vital development for the town and its industries.
[472]
[472]
In 1796, as named in Hutchins’ “History of Dorset,” much of the Poole clay in that county was sent “to Selby for the use of the Leeds potteries.”
In 1796, as mentioned in Hutchins’ “History of Dorset,” a lot of the Poole clay from that county was shipped “to Selby for the use of the Leeds potteries.”
In the year 1800 two fresh partners, Ebenezer Green and E. Parsons, had joined the concern, the firm at this time consisting of William Hartley, Joshua Green, John Green, Ebenezer Green, E. Parsons, Mrs. Ackroyd and her daughter Mary (widow and daughter of Henry Ackroyd, deceased), John Barwick, Thomas Wainwright, George Hanson, Saville Green, and Samuel Wainwright. On the death of Mr. Hartley the business was carried on—still under the title of Hartley, Greens & Co.—by the remaining partners; and a Mr. Ruperti, a Russian, became, I believe, a partner in the firm. The trade at this time was, as I have already stated, principally with Russia, and with Norway, Spain and Portugal, and hence, I presume, Mr. Ruperti’s connection with it. The agent in Russia at one time was Mr. Barwick, and afterwards his nephew, Mr. Jubb. Other changes in the proprietary followed in succession, one of which was that a minister, the Rev. W. Parsons, married Miss Ackroyd, and thus became a partner; and for a time the style of the firm was changed from “Hartley, Greens, & Co.,” to “Greens, Hartley, & Co.” These repeated changes, and the unpleasantness and disputes that arose in consequence appear to have been detrimental to the concern, which was ultimately thrown into Chancery, and a large portion of the stock sold off. Some idea of the extent of the business done about this time may be formed from the fact, which I have gathered from a personal reference to the accounts, that the annual sales amounted, in round numbers, to about £30,000; that about £8,000 was paid in wages, and more than £2,000 for coals, even with the decided advantage of reduction in price by the arrangement spoken of.
In 1800, two new partners, Ebenezer Green and E. Parsons, joined the company, which then included William Hartley, Joshua Green, John Green, Ebenezer Green, E. Parsons, Mrs. Ackroyd and her daughter Mary (the widow and daughter of the late Henry Ackroyd), John Barwick, Thomas Wainwright, George Hanson, Saville Green, and Samuel Wainwright. After Mr. Hartley passed away, the business continued under the name Hartley, Greens & Co. with the remaining partners, and a Mr. Ruperti, a Russian, became, I believe, a partner in the firm. At that time, the primary trade was with Russia, along with Norway, Spain, and Portugal, which likely explains Mr. Ruperti’s involvement. The agent in Russia was initially Mr. Barwick, followed by his nephew, Mr. Jubb. There were other changes in the ownership, including the Rev. W. Parsons, a minister, who married Miss Ackroyd and became a partner; for a time, the firm was known as Greens, Hartley, & Co. These frequent changes, along with the conflicts and issues that resulted, seemed to harm the business, which eventually ended up in Chancery, leading to a large portion of the stock being sold off. To illustrate the scale of the business at that time, I found from a personal review of the accounts that annual sales were around £30,000; approximately £8,000 was paid in wages, and over £2,000 for coal, even with the benefits of reduced prices from the arrangements mentioned.
In 1825, by an advantageous arrangement effected through the good offices of his friend Mr. Hardy, the then Recorder of Leeds, I am informed, the affair was got out of Chancery, and passed, by purchase, into the hands of Mr. Samuel Wainwright, one of the partners. The concern was at this time, I believe, carried on in the name of “Samuel Wainwright and Company,” and was conducted with great spirit. Mr. Wainwright engaged as his confidential cashier Stephen Chappell, who up to that time was employed as a bookkeeper in one of the Leeds cloth manufactories.[112] At Wainwright’s[473] death (of cholera) in 1832, the trustees carried on the business under the style of the “Leeds Pottery Company,” and employed Stephen Chappell as their sole manager. This arrangement continued until the year 1840, when the trustees transferred the whole concern to Chappell, who took it at his own valuation. Shortly after this time his brother James became a partner in the concern, the firm then consisting simply of “Stephen and James Chappell,” who continued the works until 1847, when they became bankrupt. The pottery was then carried on for about three years, for the benefit of the creditors, by the assignees, under the management of Mr. Richard Britton, who had for some time held a confidential position with Mr. Chappell. In 1850 the concern passed, by purchase, into the hands of Mr. Samuel Warburton and this same Mr. Richard Britton, and was by them carried on under the style of “Warburton and Britton,” until 1863, when, on the death of Mr. Warburton, Mr. Richard Britton became sole proprietor of the works. On July 1st, 1872, he was joined in partnership by his two eldest sons, John Broadbent Britton and Alfred Britton, the firm at the present time being “Richard Britton & Sons.”
In 1825, thanks to a beneficial arrangement facilitated by his friend Mr. Hardy, who was the Recorder of Leeds at the time, I’ve heard that the matter was resolved outside of Chancery and was sold to Mr. Samuel Wainwright, one of the partners. At that time, the business was likely operating under the name “Samuel Wainwright and Company,” and it was run with a lot of enthusiasm. Mr. Wainwright appointed Stephen Chappell, who had previously worked as a bookkeeper at one of the Leeds cloth factories, as his trusted cashier. At Wainwright’s[473] death from cholera in 1832, the trustees continued the business under the name “Leeds Pottery Company” and employed Stephen Chappell as their sole manager. This arrangement lasted until 1840, when the trustees handed over the entire business to Chappell, who took it at his own valuation. Shortly after, his brother James joined as a partner, and the business was simply named “Stephen and James Chappell.” They operated until 1847, when they declared bankruptcy. After that, the pottery was run for about three years for the creditors by the assignees, managed by Mr. Richard Britton, who had held a trusted position with Mr. Chappell for some time. In 1850, the business was sold to Mr. Samuel Warburton and Mr. Richard Britton, and they ran it under the name “Warburton and Britton” until 1863, when Mr. Warburton passed away and Mr. Richard Britton became the sole owner of the works. On July 1st, 1872, he partnered with his two eldest sons, John Broadbent Britton and Alfred Britton, and the firm is currently known as “Richard Britton & Sons.”
The Leeds Pot Works are situated in Jack Lane, and occupy an area of considerably more than seven acres of ground, and at the present time give employment to about two hundred and fifty persons. The premises are intersected for a considerable portion of their length by the Brandling’s Railway, and are also crossed in a cutting[474] by the main line of the Midland Railway. The works are very extensive, and, with but some trifling alterations, now stand as they did in the time of Hartley, Greens, & Co. Closely adjoining them is the Leathley Lane Pottery.
The Leeds Pot Works are located on Jack Lane and cover more than seven acres of land. Currently, they employ about two hundred and fifty people. The property is crossed for much of its length by Brandling’s Railway and has a cutting from the main line of the Midland Railway running through it[474]. The facilities are quite large and, with only a few minor changes, remain largely the same as they were during the time of Hartley, Greens, & Co. Right next to them is the Leathley Lane Pottery.
The wares manufactured at different periods at these interesting works consist of the coarse brown earthenwares, made on its first establishment; delft-ware, produced only in small quantities, and for a short period; hard and highly vitrified stone ware, with a strong salt glaze; cream-coloured, or Queen’s ware; Egyptian black ware; Rockingham ware; white earthenware; yellow ware, &c., &c. The great speciality of the works was the perforated “Queen’s or cream-coloured earthenware,” for which they became universally famed, and successfully competed with Wedgwood. It is this kind of ware which among collectors has acquired the name of “Leeds Ware.” To this it will be necessary to direct careful attention, and to point out both the peculiarities of pattern and of ornamentation which they exhibit.
The products made at different times in these fascinating factories include rough brown ceramics created when they first opened; delftware, made only in limited amounts and for a short time; durable, highly vitrified stoneware with a strong salt glaze; cream-colored, or Queen’s ware; Egyptian black ware; Rockingham ware; white earthenware; yellow ware, etc. The standout item from these factories was the perforated “Queen’s or cream-colored earthenware,” for which they became widely known and successfully competed with Wedgwood. This type of ware has come to be known among collectors as “Leeds Ware.” It’s important to focus on this and point out the unique patterns and decorations that it features.
Figs. 848 and 849.
Figs. 848 and 849.
In colour the old Leeds ware—i.e., the cream-coloured earthenware—is of a particularly clear rich tint, usually rather deeper in tone than Wedgwood’s Queen’s ware, and of a slightly yellowish cast. The body is particularly fine and hard, and the glaze of extremely good quality. This glaze was produced with arsenic, and its use was so deleterious to the workmen, that they usually became hopelessly crippled after four or five years’ exposure to its effects. It is not now used.
In color, the old Leeds ware—i.e., the cream-colored earthenware—has a notably rich, clear hue, typically a bit deeper than Wedgwood’s Queen’s ware, with a slight yellowish tint. The body is exceptionally fine and hard, and the glaze is of very high quality. This glaze was made using arsenic, and its use was so harmful to the workers that they often became severely crippled after just four or five years of exposure to it. It is no longer used.
The perforated pieces, as well as those of open basket-work,[475] exhibit an unusual degree of skill and an elaborateness of design that is quite unequalled. The example (Fig. 848), is a chestnut basket and stand, of the finest and most elaborate description. In form it is faultless, as it is also in moulding, and there is considerable elegance in the general outline. The upper part of the cover, and the lower portion of the bowl are fluted, and the handles, which are double twisted, terminate in flowers and foliage. Both bowl and cover are elaborately perforated; and here it may be well to note, for the information of collectors, that the perforations of this description were produced by punches, by which the soft clay was pierced by hand. I name this more particularly because I have heard an opinion expressed, by those not conversant with the matter, that this description of open-work was produced in the mould. The fact of each of the perforations being produced separately by the hands of the workman, adds materially to the interest attached to the piece, and to its value. It may also be remarked that the wholesale price of this piece (eleven inches in diameter), the pattern for which was probably produced about 1782–83, was, in 1794, 8s. 6d.—a price which collectors at the present time would gladly triple and even quadruple.
The perforated pieces, as well as those made with open basket-work,[475] show an impressive level of skill and intricate design that’s quite unmatched. The example (Fig. 848) is a chestnut basket and stand, described as the finest and most detailed. Its shape is flawless, including its molding, and the overall outline is very elegant. The upper part of the lid and the lower part of the bowl are fluted, and the double twisted handles end in flowers and leaves. Both the bowl and the lid are intricately perforated; it’s important for collectors to note that these perforations were made by punches, with the soft clay being pierced by hand. I mention this specifically because I've heard some people, not familiar with the process, say that this type of open-work was created in a mold. The fact that each perforation was made separately by the craftsman's hands adds significantly to the piece's interest and value. Additionally, it's worth noting that the wholesale price of this piece (eleven inches in diameter), likely created around 1782–83, was 8s. 6d. in 1794—a price that collectors today would happily triple or even quadruple.
Figs. 850 to 852.
Figs. 850-852.
Fig. 849 is an oval butter-tub and stand, of peculiarly elegant design, belonging to Mr. Manning. It is well covered with embossed work, and has both cover and stand very nicely perforated, the perforations being produced in the same manner as the one just described, by punches. The handles are ribbed and double twisted, with foliated terminations. The next illustration shows one of the “pierced fruit baskets” for which these works were very famous, and I have chosen it because it shows the combination of the pierced work with painting. These, and the asparagus shell (Fig. 850), engraved to show how the peculiar art of these works was applied to[476] the simplest things, will be sufficient to illustrate this variety of pottery.
Fig. 849 is an oval butter dish and stand, with a uniquely elegant design, belonging to Mr. Manning. It’s beautifully decorated with embossed patterns, and both the cover and stand are nicely perforated, created in the same way as the previously mentioned item, using punches. The handles are ribbed and twisted, ending in leaf-like shapes. The next illustration features one of the “pierced fruit baskets” that these pieces are well-known for, and I've selected it because it demonstrates the blend of pierced work with painting. These items, along with the asparagus shell (Fig. 850), engraved to show how this unique art was applied to[476] the simplest objects, will effectively showcase this variety of pottery.
The next variety is that of twig baskets, of which Fig. 852 is a good and characteristic example. In these pieces, which were produced in different varieties of wicker-work, the “twigs,” or “withies,” are really composed of clay in long or short “strips,” as occasion required, and then twisted and formed into shape. The process was one which required considerable care and nicety in manipulation, and was well calculated to exhibit the skill of the workman. Baskets of this kind were made by various makers, as well as at Leeds, and all on much the same model, so that without an intimate knowledge of the body and glaze of the Leeds ware, it is difficult to distinguish them from others. One of these baskets on its oval stand or dish (the wholesale price in 1794 ranging from 1s. 4d. to 3s. 6d., according to size) is engraved in the book of patterns of which I have spoken, and those who are fortunate enough to possess, or to be able to refer to that extremely scarce work, “Wedgwood’s Engraved Pattern Book” (18 plates, 4to.), will there find one engraved on Plate 13, Fig. 851. The same baskets were produced at Castleford and Don, and by Staffordshire houses.
The next type is twig baskets, with Fig. 852 being a great example. These pieces were made in different styles of wickerwork, where the “twigs” or “withies” are actually made of clay in long or short “strips,” depending on what was needed, then twisted and shaped. This process took a lot of care and precision, showcasing the skill of the craftsman. Baskets like these were produced by various makers, including those in Leeds, generally following the same design, so without a deep knowledge of the materials and glaze used in Leeds ware, it's hard to tell them apart from others. One of these baskets, set on its oval stand or dish (with wholesale prices in 1794 ranging from 1s. 4d. to 3s. 6d., depending on size), is featured in the pattern book I mentioned. Those lucky enough to own or refer to the extremely rare work, “Wedgwood’s Engraved Pattern Book” (18 plates, 4to.), will find one engraved on Plate 13, Fig. 851. The same baskets were also made at Castleford and Don, as well as by Staffordshire companies.
Fig. 853.
Fig. 853.
Another characteristic variety of Leeds work was the combination in basket-work, &c., of embossed patterns with perforations. Of these I give an excellent example on the accompanying engraving, in which the rim of the dish is embossed and pierced in basket-work. The way in which this was produced was this. The plate, dish, basket, or other piece, was formed in the mould so that the pattern stood out in relief above the parts intended to be incised. These were then cut out by hand, with a penknife, leaving the pattern entirely in open-work. The dish here engraved is one of the simplest kind, but is an extremely early specimen, having probably been made about 1779, and is therefore a good illustration of this class of work. It is marked in small capital letters LEEDS POTTERY.
Another distinctive feature of Leeds work was the blend of embossed patterns with perforations in basket-weaving, etc. I provide a great example in the accompanying engraving, where the rim of the dish is both embossed and pierced in a basket-weave style. This was created by forming the plate, dish, basket, or other piece in a mold, so the pattern stood out in relief above the areas meant to be cut out. These were then painstakingly hand-cut with a penknife, resulting in an entirely open-work pattern. The dish shown here is one of the simplest types, but it's an extremely early example, likely made around 1779, making it a solid illustration of this style of work. It is marked in small capital letters Leeds Pottery.
In this same ware—the Queen’s or cream-coloured earthenware—the[477] Leeds works produced services of various kinds, as well as the usual vessels for domestic use, and works of Art in the shape of vases, candelabra, centres, &c. &c. Of the services, which, as a rule, were of remarkably elegant forms, and produced with extreme skill in workmanship, it will not be necessary to give illustrations. Of the more decorative pieces, however, I give Figs. 854 to 856, engravings, because it is well to show collectors to what degree of perfection in design these almost forgotten works had arrived. The first example which I engrave is a magnificent centre, or “grand platt menage,” of four tiers. It is composed of five separate pieces. The base is rock, and each tier is composed of shells after the fashion of the Plymouth designs. The shells are supported on elegant brackets, and the whole piece is surmounted by a well-modelled female figure.
In this same style—the Queen’s or cream-colored earthenware—the[477] Leeds workshop produced various types of services, along with the typical vessels for everyday use, and artistic creations in the form of vases, candelabra, centerpieces, etc. Generally, the services were made in remarkably elegant forms and crafted with exceptional skill, so I won’t provide illustrations for them. However, for the more decorative pieces, I include Figs. 854 to 856, engravings, because it’s useful to show collectors the level of perfection in design these almost forgotten works achieved. The first example I’m showcasing is a stunning centerpiece, or “grand platt menage,” made up of four tiers. It consists of five separate pieces. The base is solid, and each tier features shells in the style of Plymouth designs. The shells are supported by elegant brackets, and the entire piece is topped by a finely crafted female figure.

Figs. 854 and 855.
Figs. 854 & 855.
Fig. 855 shows a jardinière of very elegant and effective design, of cornucopia form, with a head of Flora, crowned with flowers, in front, and festoons above held by a ram’s and an eagle’s head; and Fig. 856 exhibits a “grand platt menage,” similar to that engraved on Plate 26 (Fig. 106) of the “Book of Patterns.”
Fig. 855 shows a jardinière with a very elegant and effective design, shaped like a cornucopia, featuring a head of Flora crowned with flowers in the front, and festoons above held by a ram’s head and an eagle’s head; and Fig. 856 displays a “grand platt menage,” similar to the one shown on Plate 26 (Fig. 106) of the “Book of Patterns.”
[478]
[478]
In the plate to which I have referred this elegant piece has a base for cruets added, and is somewhat different in some of its details, but it is much the same in general design. Around the centre of the base, it will be noticed, is a series of rams’ heads with large bent horns, hooked at the end, and the foliage beneath the pine-apple at the top is also deeply bent downwards, and the point of each leaf hooked up at the end. On these—the horns and leaves—it was intended to hang small earthenware wicker-work baskets, and on the engraving to which I have alluded, these are all shown in situ. It is interesting to note that in Mr. Hailstone’s collection is a precisely similar piece, but with the addition of a circular base, which is of Wedgwood’s Queen’s ware, and is marked WEDGWOOD in the usual manner. This circumstance shows that the design was common to both manufactories, and the natural inference to be drawn is that Messrs. Hartley, Greens, & Co., in this instance, as in others, copied and reproduced Wedgwood’s designs; while in other instances it is equally possible Wedgwood copied from them. It is curious in going through the pattern-books of Hartley, Greens, & Co. of 1783, and downwards to 1814, Wedgwood’s of 1815, and the “Don,” to note the similarity of designs exhibited, some of which are so nearly identical, as to appear almost to have been produced from the same moulds.
In the plate I mentioned, this elegant piece has a base for cruets added, and it's slightly different in some details, but it's very similar in overall design. Around the center of the base, you'll notice a series of ram's heads with large, bent horns that are hooked at the ends, and the foliage beneath the pineapple at the top is also deeply bent downwards, with each leaf's tip hooked up. These—both the horns and the leaves—were meant to hold small earthenware wicker baskets, which are all shown in place in the engraving I referenced. It's interesting to point out that in Mr. Hailstone’s collection, there's an exactly similar piece, but with the addition of a circular base made of Wedgwood’s Queen’s ware, marked WEDGWOOD in the usual way. This detail indicates that the design was shared by both manufacturers, leading to the conclusion that Messrs. Hartley, Greens, & Co., in this case and others, copied and reproduced Wedgwood’s designs; however, in some instances, it's also possible that Wedgwood copied from them. It's curious to look through the pattern books of Hartley, Greens, & Co. from 1783 up to 1814, Wedgwood's from 1815, and the "Don" to notice the design similarities, some of which are so nearly identical that they seem like they were produced from the same molds.

Fig. 856.
Fig. 856.
A teapot, dated 1777, has been ascribed to the Leeds works; but I am doubtful as to the correctness of the appropriation. It bears on one side the words:—
A teapot, dated 1777, is attributed to the Leeds works; however, I’m not sure about the accuracy of this attribution. It has the following words on one side:—
And on the other side:—
And on the other side:—
[479]
[479]
The vases, scent jars, cockle pots, and potpourri produced at Leeds, were many of them of very elaborate and elegant designs, and of large size, and were decorated with raised figures, medallions, flowers, festoons, shells, &c., and with perforated work. They were also frequently painted, or enamelled, in various colours, blue, green, and red being the prevailing ones. One “cockle pot,” 22 inches in height, has a square stand, highly decorated with shells, &c., in relief, and with perforations, standing on four feet. At each corner is a raised seated figure. From the centre rises the stem, supporting a solid globe, on which rests the bowl, supported by mermaids. The bowl is decorated with festoons of shells, flowers, and sea-weeds in high relief. The cover is also ornamented with raised groups of shells and seaweed, and is perforated in an elaborate and somewhat intricate pattern. It is surmounted by a spirited figure of Neptune with his trident and horses.
The vases, scent jars, cockle pots, and potpourri made in Leeds are often very elaborate and stylish, and fairly large, decorated with raised figures, medallions, flowers, garlands, shells, etc., and featuring perforated designs. They are frequently painted or enamelled in various colors, with blue, green, and red being the most common. One “cockle pot,” standing 22 inches tall, has a square base that’s richly decorated with raised shells, etc., and perforations, resting on four feet. At each corner, there’s a raised seated figure. From the center, a stem rises to support a solid globe, which holds the bowl supported by mermaids. The bowl is decorated with raised festoons of shells, flowers, and seaweed. The cover is also adorned with raised clusters of shells and seaweed and features an intricate perforated design. At the top, there’s a dynamic figure of Neptune with his trident and horses.
Candlesticks were made in great variety, and were highly decorated. Some were in the form of vases, and in this variety vases were produced in the same manner as Wedgwood’s jasper ware, with reversible tops, so as to serve either as ornaments only, or as candlesticks. Others have dolphins; others again Corinthian and other pillars; others have massive bases perforated and embossed, while the candlestick itself rose from griffins; and others again are vases with branches for two or more candles springing out from their tops. These are now of great rarity, as, indeed, are many of the productions of the Leeds works.
Candlesticks were made in a wide variety of styles and were very ornate. Some were shaped like vases, created similarly to Wedgwood’s jasper ware, featuring reversible tops that allowed them to be used as decorative pieces or as candlesticks. Others had designs with dolphins, Corinthian-style columns, or large bases that were perforated and embossed, with the candlestick itself rising from griffins. There were also vases with branches for two or more candles coming out from the tops. These pieces are now quite rare, as are many items from the Leeds works.
Single figures, and groups of figures, were also produced, principally in the plain cream-coloured ware, but sometimes painted. It is also said that some minute works of Art, small cameos, were made at Leeds. A pair of these, said to be authenticated as Leeds manufacture, are in the possession of Mr. Ferns, who is also the owner of many excellent specimens of perforated ware.
Single figures and groups of figures were also created, mainly in plain cream-colored pottery, but occasionally painted. It's also said that some tiny pieces of art, small cameos, were made in Leeds. A pair of these, believed to be authentic Leeds products, are owned by Mr. Ferns, who also possesses many impressive examples of perforated pottery.
In Mr. Hailstone’s possession is a remarkably fine fountain of large size. It has a dolphin spout, shell terminations, mermaids and shells for handles, and has figures and ornaments in relief in front.
In Mr. Hailstone’s possession is a remarkably beautiful large fountain. It has a dolphin spout, shell-shaped ends, mermaids and shells for handles, and features figures and decorative designs in relief at the front.
In tea, coffee, and chocolate services, a large variety of patterns were produced; both plain, engined, fluted, pierced, and otherwise decorated. Many of these are of similar form to Wedgwood’s, to whom their manipulation would, indeed, have been no discredit. The great peculiarity of the tea and coffee pots, &c., is their double twisted handles, with flowers and leaves for terminations. Many of[480] these are extremely beautiful, both in design and in execution. These services were made either in plain cream-colour, or painted with borders and sprigs of flowers in various colours. The chocolate cups are usually two-handled, or without handles. The stands are, in many instances, highly ornamented with perforations, or take the form of melon or other leaves, and have ornamental sockets for the cups attached. Several patterns appear in the engravings of which I have spoken. Tea-kettles and milk-pails with covers were also made, and in the possession of the late Mr. Lucas was a fine example of a tea-kettle with double twisted handle, with foliated terminations.
In tea, coffee, and chocolate sets, a wide variety of patterns were created; including plain, engraved, fluted, pierced, and other decorative styles. Many of these are quite similar to Wedgwood’s, whose craftsmanship would certainly rival them. The standout feature of the tea and coffee pots, etc., is their double-twisted handles, ending in flowers and leaves. Many of these are incredibly beautiful, both in design and execution. These sets were made in either plain cream color or painted with borders and sprigs of flowers in different colors. The chocolate cups usually have two handles or no handles at all. The stands are often highly decorated with perforations or shaped like melon or other leaves, featuring ornamental sockets for the attached cups. Several patterns can be seen in the engravings I mentioned. Tea kettles and milk pails with covers were also produced, and a fine example of a tea kettle with a double-twisted handle and foliated ends was once owned by the late Mr. Lucas.
In the early part of the present century, white earthenware was made at these works. It was a fine, hard, compact body, and had, like the cream-coloured, a remarkably good glaze. In this ware services, especially dinner and tea, were produced, and were decorated with transfer printing, painting, lustre, and tinsel. “Tinselling,” it must be understood, is the peculiar process by which a part of the pattern is made to assume a metallic appearance by being washed here and there over the transfer or drawing. Examples of these, consisting of plates, and a cup and saucer, belonging to Mr. Manning and Mr. Davis, are marked with the curved mark to be hereafter described.
In the early part of this century, white earthenware was produced at these factories. It was a fine, hard, and solid material, and, like the cream-colored variety, it had an excellent glaze. This type of ware included services, especially dinner and tea sets, which were decorated using transfer printing, painting, luster, and tinsel. “Tinselling” refers to the unique process where part of the design is given a metallic look by applying washes over the transfer or drawing. Examples of this, including plates and a cup and saucer owned by Mr. Manning and Mr. Davis, feature the curved mark that will be described later.

Fig. 857.
Fig. 857.
The plates also bear a small blue-pencilled letter C, and impressed flower of seven lobes, and kind of cross pattée; these are, of course, workmen’s marks. The cup and saucer in Mr. Davis’s possession have flowers and rude landscape in colours and copper-coloured “tinsel.”
The plates also have a small blue pencil letter C, and an impressed flower with seven lobes, along with a type of cross pattée; these are, of course, marks made by the workers. The cup and saucer in Mr. Davis’s possession feature flowers and a rough landscape in colors and copper-colored "tinsel."
An excellent example of the white earthenware of Leeds is the puzzle jug in the possession of Mr. Alfred Britton, here engraved (Fig. 857). This is one of the most elaborate in design, and careful in execution, which has come under my notice. The upper part is ornamented with “punched” perforations, and the centre of the jug is open throughout, having an open flower on either side, between which is a swan standing clear in the inside. The jug is painted with borders and sprigs of flowers, and is marked[481] with the usual impressed mark of LEEDS POTTERY. A curious example of the white earthenware is in the possession of Mr. Hailstone. It is a large jug, having on one side a spirited engraving of “the Vicar and Moses” in black transfer printing, and coloured, and on the other side the old ballad of “the Vicar and Moses,” engraved in two columns, and surrounded by a border. In front of the jug, pendent from the spout, is painted the arms of the borough of Leeds, the golden fleece, commonly called the “tup in trouble.” On each side of this are the initials J. B. and S. B., and beneath are the words—“Success to Leeds Manufactory.”
An excellent example of white earthenware from Leeds is the puzzle jug owned by Mr. Alfred Britton, shown here (Fig. 857). This is one of the most intricate in design and well-crafted pieces I've come across. The upper part features “punched” holes, and the center of the jug is fully open, with an open flower on either side, between which is a swan clearly visible inside. The jug is decorated with floral borders and sprigs and bears the usual impressed mark of Leeds Pottery [481]. A unique example of white earthenware belongs to Mr. Hailstone. It is a large jug featuring a lively engraving of “the Vicar and Moses” in black transfer printing, with color, on one side, and on the other, the old ballad of “the Vicar and Moses,” engraved in two columns and framed with a border. Hanging from the spout at the front is a depiction of the arms of the borough of Leeds, known as the golden fleece or the “tup in trouble.” On each side of this are the initials J. B. and S. B., with the words—“Success to Leeds Manufactory” beneath.
Transfer printing was introduced at Leeds, probably, about 1780, but this is very uncertain. In the title-page of the “Book of Patterns in 1783,” it is said, “the same enamel’d, Printed or Ornamented with Gold to any pattern; also with Coats of Arms, Cyphers, Landscapes, &c.;” and in 1791, the copper-plates then in use were valued at £204. The patterns were principally willow pattern, Nankin pattern, borders, groups of flowers, landscapes, and ruins. I may mention that several of the original pattern-books of drawings of the articles themselves, and of borders and other decorations, of the early Leeds productions are in my own possession.
Transfer printing was introduced in Leeds around 1780, though this date is somewhat uncertain. In the title page of the “Book of Patterns” from 1783, it states, "the same enamelled, Printed or Ornamented with Gold to any pattern; also with Coats of Arms, Cyphers, Landscapes, etc.;” and in 1791, the copper plates then in use were valued at £204. The main patterns included the willow pattern, Nankin pattern, borders, groups of flowers, landscapes, and ruins. I should note that I have several of the original pattern books featuring drawings of the items themselves, as well as borders and other decorations from the early Leeds productions in my own collection.
Lustre, both gold and silver, was used occasionally in the decorations at Leeds, and excellent examples of “lustre ware” were also produced. These, like the other early productions of the works, are scarce.
Lustre, both gold and silver, was occasionally used in the decorations at Leeds, and great examples of “lustre ware” were also made. These, like the other early products of the works, are rare.
About the year 1800, black ware was introduced at Leeds. This was of the same character as the Egyptian black, then so largely made in Staffordshire by Wedgwood, by Mayer, by Neale, and others. The body is extremely compact, firm, and hard, but had a more decided bluish cast than is usual in other makes. In this ware, tea and coffee pots, the latter both with spouts and with snips, cream ewers, and other articles were made. I believe there are but few collectors cognizant of the fact that this Egyptian black ware was made at Leeds at all; but I have been fortunate enough, by careful examination, to ascertain that up to 1812–13, probably from ninety to a hundred distinct patterns and sizes of teapots alone were produced in black at these works. This is an interesting fact to note, and is one which will call attention for the first time to this particular branch of Leeds manufacture. The patterns of the teapots were very varied, both in form, in style of ornamentation, and in[482] size. In form were round, oval, octagonal, and other shapes, including some of twelve sides. In ornamentation some were engine-turned in a variety of patterns, while others were chequered or fluted. Others again were formed in moulds elaborately ornamented in relief with flowers, fruits, borders, festoons, &c., &c.; while others still had groups of figures, trophies, and medallions in relief on their sides. The “knobs” of the lids were seated figures, lions, swans, flowers, &c., &c. The lids were made of every variety, both inward and outward fitting, sliding, and attached with hinges. In speaking of engine-turning, it may be well to note that “engined” mugs, jugs, &c., were made at these works as early as 1782, if not at an earlier date. And here, in connection with the black ware, let me note too, that pot-works were established at Swinton, by some of the family of the Greens, of Leeds (see Swinton); and that here, too, black ware teapots were made, which were known as “Swinton pattern.” Of these I shall have more to say in my account of the Swinton works.
Around the year 1800, black pottery was introduced in Leeds. It was similar to the Egyptian black pottery, which was then widely produced in Staffordshire by Wedgwood, Mayer, Neale, and others. The material is very dense, sturdy, and hard, but it had a more pronounced bluish hue compared to other brands. This type of ware included tea and coffee pots, with both spouts and snips, cream jugs, and various other pieces. I believe there are only a few collectors aware that this Egyptian black ware was made in Leeds at all; however, I've been fortunate enough to find out, through careful examination, that by 1812-13, approximately ninety to a hundred different patterns and sizes of teapots were produced in black at these factories. This is an interesting detail that will draw attention to this specific segment of Leeds manufacturing for the first time. The teapot designs were quite diverse, varying in shape, decoration style, and size. In terms of shape, they were round, oval, octagonal, and other forms, including some with twelve sides. For decoration, some were engine-turned with various patterns, while others featured checkered or fluted designs. Still others were made from molds that were richly decorated with raised flowers, fruits, borders, festoons, etc.; while some had groups of figures, trophies, and medallions in relief on the sides. The "knobs" on the lids included seated figures, lions, swans, flowers, etc. The lids came in many styles, including inward and outward fitting, sliding, and those with hinges. When discussing engine-turning, it’s worth mentioning that “engined” mugs, jugs, etc., were produced at these factories as early as 1782, if not before. Additionally, regarding the black wares, I should also mention that potteries were established at Swinton by some members of the Green family from Leeds (see Swinton); and here, too, black ware teapots were made, which were referred to as the “Swinton pattern.” I will have more to share about the Swinton works in my account.
The marks used at Leeds are not numerous, and are easily distinguished. Collectors, however, need to be told that very few indeed of the productions of this manufactory were marked. The great bulk of the pottery, whether in Queen’s ware or otherwise, was made for foreign markets—Russia, Holland, Spain, Germany, Portugal, France, &c.—and as a rule the goods were sent off unmarked. It is worthy of note, too, that the finest examples of Leeds make, both in the perforated and other varieties, now known, have been recovered from the Continent. To illustrate this remark, it will be only necessary to point to the chestnut basket just described and engraved, which was purchased and brought from Holland a few years ago. The marks, so far as I have been able to ascertain, which were used at the Leeds works, and of each of which examples are in my own collection, are the following—
The marks used at Leeds are not many and are easy to identify. However, collectors should note that very few of the products from this factory were marked. Most of the pottery, whether it was Queen’s ware or not, was made for international markets—Russia, Holland, Spain, Germany, Portugal, France, etc.—and usually the items were shipped without any markings. It's also important to mention that the best examples of Leeds pottery, both in the perforated and other styles, known today, have been found in Europe. To support this point, we only need to reference the chestnut basket just described and illustrated, which was bought and brought from Holland a few years ago. As far as I can tell, the marks that were used at the Leeds factory, and which I have examples of in my own collection, are as follows—
LEEDS · POTTERY*
LEEDS · POTTERY
in large capitals, with a terminal asterisk impressed. This mark occurs on a large-sized “Melon Terine” same as the one engraved in the pattern-book of 1783, figure 68, plate 16. On the same piece are a large capital letter S impressed, and the number 12 incised. These are of course workmen’s or pattern marks.
in large capitals, with a terminal asterisk stamped. This mark appears on a large-sized “Melon Terine” identical to the one shown in the pattern book of 1783, figure 68, plate 16. Also on this piece is a large capital letter S stamped, along with the number 12 engraved. These are obviously marks made by the workers or from the pattern.
LEEDS * POTTERY
LEEDS * CERAMICS
in small capital letters.
in small caps.
[483]
[483]
HARTLEY GREENS & CO
LEEDS * POTTERY
Fig. 858.
HARTLEY GREENS & CO
LEEDS * POTTERY
Fig. 858.
in small capital letters.
in small caps.


Fig. 859.
Fig. 859.
Fig. 860.
Fig. 860.
in small capital letters, in two curved or horse-shoe lines.
in small capital letters, in two curved or horseshow lines.
Many good examples of Leeds wares are preserved in the Museum of Practical Geology. Among these one is marked with the impressed Leeds mark twice in form of a saltire (Fig. 860).
Many good examples of Leeds wares are kept in the Museum of Practical Geology. Among these, one is marked with the impressed Leeds mark twice in the form of a cross (Fig. 860).
The marks usually ascribed to Leeds are the following:—but there
is no proof that any of these were ever used at the works. In my
own possession is a dessert service with
 the “sponged” border (which was used at
Leeds), and a series of extremely fine and thoroughly artistic figures,
cupids, &c., engraved in stipple, and printed in a warm pinkish brown
colour, which bears the first of these three marks; but although it is
ascribed to Leeds, I have grave doubts as to the correctness of the
appropriation.
the “sponged” border (which was used at
Leeds), and a series of extremely fine and thoroughly artistic figures,
cupids, &c., engraved in stipple, and printed in a warm pinkish brown
colour, which bears the first of these three marks; but although it is
ascribed to Leeds, I have grave doubts as to the correctness of the
appropriation.
The marks usually attributed to Leeds are as follows:—but there’s no evidence that any of these were actually used at the factories. I have a dessert set with
the “sponged” border (which was used at Leeds), and a series of really fine and artistic figures, cupids, etc., engraved in stipple and printed in a warm pinkish-brown color, which shows the first of these three marks; however, even though it’s attributed to Leeds, I have serious doubts about the accuracy of this attribution.
Mr. Chaffers, in his first edition, says: “The mark of C. G. has been
attributed to Charles Green, of Leeds; that in the margin is on a
cup and saucer of white English china, with paintings of landscapes
and the raised wicker border, common to this manufactory.”
 I quote this for the purpose of showing
how little reliance can be placed on the information hitherto given
with respect to these works. So far as my researches go, I do not find
there was a Charles Green connected with the Leeds works; and
that china was never made there I am fully convinced. This mark of
does occur upon a
china cup and saucer which has come under my notice: but it has not any
connection with the Leeds works.
I quote this for the purpose of showing
how little reliance can be placed on the information hitherto given
with respect to these works. So far as my researches go, I do not find
there was a Charles Green connected with the Leeds works; and
that china was never made there I am fully convinced. This mark of
does occur upon a
china cup and saucer which has come under my notice: but it has not any
connection with the Leeds works.
Mr. Chaffers, in his first edition, says: “The mark of C. G. has been attributed to Charles Green of Leeds; that in the margin is on a cup and saucer of white English china, with paintings of landscapes and the raised wicker border, common to this manufactory.”
I mention this to show how little trust can be placed in the information provided so far about these works. From my research, I haven't found anyone named Charles Green associated with the Leeds works, and I am fully convinced that china was never made there. This mark of
does appear on a china cup and saucer that I've seen, but it has no connection to the Leeds works.
The Leeds Pottery at the present time produces the ordinary descriptions of earthenware for domestic use, consisting of dinner ware in great variety, tea and coffee, toilet, and other services, jugs[484] and mugs, screw jugs, bowls and basins, and, indeed, all articles in general use. In dinner ware upwards of ten standard patterns are made for the London market, which market takes nearly one-half of the whole productions of the works in general goods. The white earthenware is of the same quality as the ordinary run of Staffordshire ware, and has a good glaze. It is produced in the usual styles of blue printing, painting and edging. Pearl white of good quality, both plain and decorated, is also manufactured. This pearl body is got up in toilet ware, varying in patterns, printed lines, and fancy stamped; jugs embossed and plain; tea and breakfast services, &c. It is also being introduced for washing-machines, substituting earthenware bottoms for wood; also for patented machines for cloth manufacturers. These were first shown at the Leeds Exhibition of 1875. Scent-jars, leech-jars, &c., &c., are also largely made.
The Leeds Pottery currently produces a wide range of earthenware for everyday use, including various dinnerware, tea and coffee sets, toiletries, and other services, as well as jugs[484], mugs, screw jugs, bowls, basins, and pretty much all commonly used items. For dinnerware, they create over ten standard patterns specifically for the London market, which accounts for nearly half of their total production of general goods. The white earthenware matches the quality of standard Staffordshire ware and features a nice glaze. It's available in traditional styles like blue printing, painting, and edging. They also produce high-quality pearl white items, both plain and decorated. This pearl body is used in toilet ware with different patterns, printed lines, and fancy stamps; embossed and plain jugs; tea and breakfast sets, etc. It is also being utilized for washing machines, replacing earthenware bottoms with wood, as well as in patented machines for cloth manufacturers. These items were first displayed at the Leeds Exhibition in 1875. Scent jars, leech jars, and other similar items are also produced in large quantities.
In Rockingham ware, tea and coffee pots and other articles are still made in considerable quantities; as are also Egyptian black glazed wares and yellow earthenware, which is made from native clays procured from Wortley. Thus it will be seen that the Leeds potteries of the present day—of the very existence of which but few persons are aware—are of considerable size and importance, and are doing a large business—a business which, unlike that of the olden times, is principally confined to the supplying of the home markets, where, not being marked, the ware usually passes for that of Staffordshire.
In Rockingham ware, tea and coffee pots and other items are still produced in significant amounts, as are Egyptian black glazed ceramics and yellow earthenware, made from local clays sourced from Wortley. It’s clear that today’s Leeds potteries—of which only a few people are aware—are quite large and important, and they operate a thriving business. Unlike in the past, this business mainly focuses on supplying the domestic market, where the products, often unmarked, are typically mistaken for Staffordshire ware.
The marks used at the present day are, an old English letter L
 within a gothic quatrefoil in a circle, impressed in the body
of the ware; or the name of the pattern within an ornamental circle,
and, below it, the initials of the firm, R. B. & S., printed on the
surface.
within a gothic quatrefoil in a circle, impressed in the body
of the ware; or the name of the pattern within an ornamental circle,
and, below it, the initials of the firm, R. B. & S., printed on the
surface.
The marks used today are an old English letter L
inside a gothic quatrefoil within a circle, stamped into the body of the ware; or the name of the pattern within an ornamental circle, with the initials of the firm, R. B. & S., printed below on the surface.
Leathley Lane Pottery.
Closely adjoining the works I have been noticing is another small pottery, of whose history a few words may be said. They were established in the early part of the present century, by, I believe, a Mr. North, for the manufacture of black ware, but were afterwards used by the same person for the making of the ordinary white earthenware. From Mr. North the works passed into the hands of a Mr. Hepworth, who made the ordinary brown salt-glazed ware. It was next worked by Mr. Dawson, one of the trustees of[485] the Leeds pottery, who took into partnership Mr. Chappell, of whom I have spoken as, for a period, proprietor of the Leeds pottery; and it was for some time carried on by Dawson and Chappell, afterwards by Chappell alone, and then by Shackleton, Taylor and Co. This partnership was dissolved in 1851, and the works were then continued by two of the former proprietors, Messrs. Taylor and Gibson. Since 1859, the factory has been continued to the present time by Messrs. Gibson & Co. The premises are small, and produce only the commoner and inferior kinds of earthenware for domestic purposes. These are white ware of the commonest kind, yellow ware made from the Wortley clays, and Rockingham ware.
Closely next to the works I've been observing is another small pottery, which has a bit of history worth mentioning. It was founded in the early part of this century by a Mr. North, primarily for making black ware, but he later switched to producing regular white earthenware. The business then passed to a Mr. Hepworth, who produced typical brown salt-glazed ware. It was later operated by Mr. Dawson, one of the trustees of[485] the Leeds pottery, who partnered with Mr. Chappell, whom I previously mentioned as having been the owner of the Leeds pottery for a time. Dawson and Chappell worked together for a while, after which Chappell took over alone, and then it was managed by Shackleton, Taylor & Co. This partnership was dissolved in 1851, and the works continued under two former owners, Messrs. Taylor and Gibson. Since 1859, the factory has been run by Messrs. Gibson & Co. The facilities are small and mainly produce common, lower-quality earthenware for everyday use. This includes the most basic white ware, yellow ware made from Wortley clays, and Rockingham ware.
Castleford.
Castleford, which has its stations on the “North-Eastern” and on the “Lancashire and Yorkshire,” and is in direct communication with the Midland and Great Northern Railways, lies about twelve miles from Leeds. It is, in great measure, supported by its glasshouses, its chemical works, and its potteries, which are still in full operation. Common brown ware had, I believe, been made for a considerable period, on the spot, the goods produced, of course, being pancheons and the ordinary classes of coarse vessels. The Castleford Pottery was established, towards the close of the last century, by David Dunderdale, for the manufacture of the finer kinds of earthenware, more especially Queen’s or cream-coloured ware, which was then being made so largely at Leeds and other places, as well as in Staffordshire. Mr. Dunderdale took into partnership a Mr. Plowes, and in 1803, the firm of D. Dunderdale & Co., which appears stamped on the goods, consisted of these two persons. The partnership was not of long duration, and after considerable dissension, was dissolved, Mr. Plowes removing to Ferrybridge, where he joined the proprietors of the pot-works there, his son removing to London, and Mr. Dunderdale continuing the Castleford Works alone. The next partner was Mr. Thomas Edward Upton, a relative of Mr. Dunderdale’s, and these two shortly afterwards took into partnership John Bramley (or Bramler) and Thomas Russell, who was not a practical potter, but was an hotel proprietor at Harrogate. At this time the proprietary was thus divided:—Dunderdale one half of the concern, Russell a fourth, and Upton and Bramley an eighth each. Considerable additions were made to the works at this time, and the[486] change in the proprietary was commemorated by a grand feast, and by bonfires, and all kinds of extravagant rejoicings.
Castleford, which has stations on the "North-Eastern" and "Lancashire and Yorkshire" lines, and connects directly with the Midland and Great Northern Railways, is about twelve miles from Leeds. It largely thrives due to its greenhouses, chemical factories, and potteries, which are still fully operational. Common brown pottery has been made here for quite some time, primarily producing large bowls and other basic coarse items. The Castleford Pottery was founded in the late 18th century by David Dunderdale to create finer earthenware, especially Queen's or cream-colored pottery, which was also being produced extensively in Leeds, other areas, and Staffordshire. Mr. Dunderdale partnered with Mr. Plowes, and in 1803, the firm D. Dunderdale & Co., as stamped on the products, consisted of these two partners. However, the partnership didn't last long, and after significant disagreements, it was dissolved. Mr. Plowes moved to Ferrybridge to join the local pottery, while his son relocated to London, leaving Mr. Dunderdale to run the Castleford Works alone. The next partner was Mr. Thomas Edward Upton, a relative of Dunderdale's, and soon after, they brought in John Bramley (or Bramler) and Thomas Russell, who, while not a skilled potter, owned a hotel in Harrogate. At that point, the ownership was divided as follows: Dunderdale held half, Russell a quarter, and Upton and Bramley each had an eighth. Significant expansions were made to the works during this period, and the changes in ownership were celebrated with a big feast, bonfires, and all sorts of festive celebrations.
In 1820 the manufactory was closed, and in 1821 a part of the works was taken by some of the workmen—George Asquith, William and Daniel Byford, Richard Gill, James Sharp, and David Hingham. They were succeeded by Taylor, Harrison, & Co., Harrison having been an apprentice of David Dunderdale’s; and the place was for several years carried on by the latter and the son of the former, under the style of Taylor and Harrison. It is now closed as an earthenware manufactory (Messrs. Taylor and Harrison having given up the trade), and is carried on for stoneware alone. At these works, an offshoot, as I have shown, of the old pottery, the commoner descriptions of goods only are made.
In 1820, the factory shut down, and in 1821, some of the workers—George Asquith, William and Daniel Byford, Richard Gill, James Sharp, and David Hingham—took over part of the operation. They were followed by Taylor, Harrison, & Co., with Harrison having been an apprentice of David Dunderdale. For several years, it was run by him and the son of the former owner under the name Taylor and Harrison. It is now closed as a ceramic factory (Taylor and Harrison have left the trade) and now only produces stoneware. At these facilities, which are a spin-off of the old pottery, only the more common types of goods are made.
At the close of the year 1825, I believe, the old works were taken by Asquith, Wood, & Co. They were joined in partnership by Thomas Nicholson, who had served his apprenticeship with Hartley, Greens, & Co., of the Leeds Pottery, and carried on the business as Asquith, Wood, and Nicholson, and afterwards as Wood and Nicholson alone. In 1854 another change took place, by which Mr. Nicholson, one of the old firm, retained the works, and took into partnership Thomas Hartley, the style of the firm being Thomas Nicholson & Co. A few years ago Mr. Nicholson retired from the concern, and it was then carried on by Thomas Hartley alone, and afterwards with partners, under the old name of Nicholson & Co. In December, 1871, Mr. Hartley died, and the Castleford Pottery was then, and still is, carried on by his co-partners, Hugh McDowall Clokie, and John Masterman, under the style of “Clokie and Masterman.”
At the end of 1825, I believe, the old business was taken over by Asquith, Wood, & Co. They partnered with Thomas Nicholson, who had apprenticed with Hartley, Greens, & Co., of the Leeds Pottery, and continued operating as Asquith, Wood, and Nicholson, and later just as Wood and Nicholson. In 1854, there was another change when Mr. Nicholson, one of the original members, kept the works and partnered with Thomas Hartley, and the firm was named Thomas Nicholson & Co. A few years ago, Mr. Nicholson retired, and the business was then run solely by Thomas Hartley, later with partners, under the old name Nicholson & Co. In December 1871, Mr. Hartley passed away, and the Castleford Pottery was then, and still is, run by his partners, Hugh McDowall Clokie and John Masterman, under the name “Clokie and Masterman.”
The Castleford Works, under David Dunderdale & Co., did a large trade with Spain, the Baltic, and other “foreign parts,” principally in cream-coloured ware, and it is said that during the war the losses were so great, both in earthenware and in specie, as to cripple the works, and lead to their being closed. So great was the export trade of the firm, that they owned vessels of heavy burthen, which were kept trading with the Spanish and other ports. It is related that just before the peace of Amiens, one of Dunderdale’s ships was closely and hotly chased, but succeeded in outstripping her would-be captors. This was celebrated at Castleford, and the circumstance was remembered as “Dunkirk Races,” and is still talked of with pride by one or two of the old people with whom I have conversed.
The Castleford Works, run by David Dunderdale & Co., did a significant amount of business with Spain, the Baltic, and other “foreign parts,” mainly in cream-colored pottery. It’s said that during the war, the losses were so severe, both in pottery and cash, that it crippled the operation and led to its closure. The firm’s export trade was so extensive that they owned large vessels that continuously traded with Spanish and other ports. It’s said that just before the peace of Amiens, one of Dunderdale’s ships was closely and intensely pursued but managed to outrun its would-be captors. This event was celebrated in Castleford, and it became known as the “Dunkirk Races,” still remembered with pride by a couple of the older folks I’ve spoken to.
[487]
[487]

Figs. 861 to 863.
Figs. 861–863.
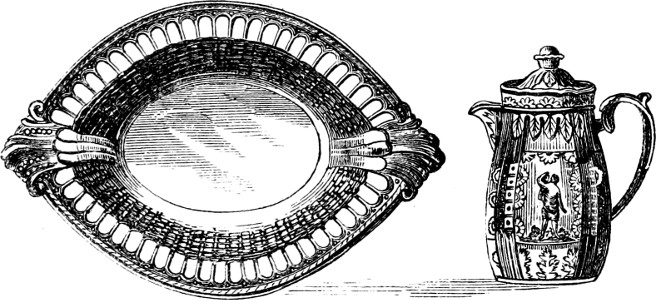
Figs. 864 and 865.
Figs. 864 and 865.
As I have said, the staple production of the Castleford Pottery in Dunderdale’s time was the “Queen’s” or “cream-coloured ware,” which was made of an excellent quality, and of a good colour. In appearance it assimilated pretty closely to the cream ware made at the Herculaneum Works, and was not so fine or so perfect in glaze as that made at Leeds. In this ware dinner, dessert, and other services, as well as open-work baskets, vases, candlesticks, and a large variety of other articles, were made, both plain and painted, or enamelled, and decorated with transfer printing. In the accompanying engraving are shown some examples. Fig. 862 is one of a set of four central covered dishes painted in sepia with a border of vine leaves, grapes, and tendrils, of precisely the same design as appears on examples of Wedgwood’s make, and of Herculaneum, and other places. This set of dishes, when placed together for use, forms a circle of twenty-two inches in diameter. The sauce-boat (Fig. 863) is a part of the same service. The small oval sauce tureen (Fig. 861) and ladle show that double-twisted handles were made at Castleford as well as at Leeds, at Swinton, and other places. Open-work baskets, stands, plates, dishes, &c., were produced in great variety, and of designs in many instances closely resembling those of Leeds and other places. The accompanying engraving (Fig. 864)[488] exhibits one of these. In what would now be called Parian, the Castleford Works in their early days produced some remarkably good and effective pieces. One of these, a hot-milk jug with its cover, shown on Fig. 865 is beautifully decorated with foliated and other borders, and with groups of figures in relief. Mugs, and other articles of the same material, were also produced. Examples of this kind of ware may be seen in the Museum of Practical Geology, Jermyn Street, and in many private collections.
As I mentioned, the main product of Castleford Pottery during Dunderdale's time was the "Queen's" or "cream-colored ware," which was of excellent quality and a nice color. In its appearance, it closely resembled the cream ware made at the Herculaneum Works, but it wasn't as fine or perfect in glaze as that from Leeds. This ware included dinner, dessert, and various other sets, as well as open-work baskets, vases, candlesticks, and a wide range of other items, both plain and painted or enamelled, and decorated with transfer printing. Some examples are shown in the engraving. Fig. 862 is one of a set of four central covered dishes painted in sepia with a border of vine leaves, grapes, and tendrils, featuring the same design found on pieces by Wedgwood and Herculaneum, among others. This set of dishes, when placed together for use, forms a circle with a diameter of twenty-two inches. The sauce-boat (Fig. 863) is part of the same service. The small oval sauce tureen (Fig. 861) and ladle show that double-twisted handles were crafted at Castleford as well as Leeds, Swinton, and other locations. A variety of open-work baskets, stands, plates, dishes, etc., were produced, often resembling designs from Leeds and other places. The engraving (Fig. 864)[488] shows one of these. In what we would now call Parian, the Castleford Works produced some remarkably good and effective pieces in their early days. One of these, a hot-milk jug with its cover, illustrated in Fig. 865, is beautifully decorated with leafy borders and groups of figures in relief. Mugs and other items of the same material were also made. Examples of this kind of ware can be seen in the Museum of Practical Geology, Jermyn Street, and in many private collections.
Black or Egyptian ware of fine quality was made at Castleford in its palmy days, and is now of some degree of rarity. In my friend C. Roach Smith’s possession is a part of a service of this material, in which the hot-milk jug is of precisely the same pattern as the one engraved above. In fine white earthenware a large variety of goods was made by Dunderdale & Co., who produced a remarkably hard and compact body, and a glaze of considerable merit. In the late Mr. Pulleine’s possession, among other examples, was an oval fruit-dish, painted inside with a broad, bold, but not elegant border in red, and in the centre, in an oval, a landscape, with water, buildings, trees, figures, &c., in the same colour on a red tinted ground.
Black or Egyptian pottery of high quality was produced at Castleford during its heyday, and is now quite rare. My friend C. Roach Smith has a piece from a set made of this material, where the hot-milk jug is exactly the same design as the one shown above. Dunderdale & Co. created a wide range of products in fine white earthenware, producing an impressively hard and compact material with a glaze that was notably good. Among other items in the late Mr. Pulleine’s collection was an oval fruit dish, featuring a bold but not very elegant red border on the inside, and an oval scene in the center showcasing a landscape with water, buildings, trees, figures, etc., all in the same color on a red-tinted background.
The marks used at these works appear to have been very few, and are easily recognised. They are—
The marks used in these works seem to be quite limited and are easily recognizable. They are—
D D & Co*
CASTLEFORD
D D & Co*
CASTLEFORD
or
or
D·D & Co
CASTLEFORD
POTTERY
D·D & Co
Castleford
Pottery
impressed in the ware. The mark of the later proprietors when trading as “T. Nicholson & Co.,” was a circular garter, surmounted by a crown, and on the ribbon the initials of the firm—“T. N. & Co.”; in the centre the name of the pattern. The mark of the present firm is their initials within a border.
impressed in the material. The mark of the later owners when trading as “T. Nicholson & Co.” was a circular garter topped by a crown, and on the ribbon were the initials of the firm—“T. N. & Co.”; in the center was the name of the pattern. The mark of the current firm is their initials within a border.
At the present day the Castleford Pottery, as carried on by Clokie and Masterman, manufactures all the ordinary kinds of earthenware, including white, printed, sponged, and the very commonest kinds of painted varieties; the principal patterns of services being “Willow,” “Wild Rose,” “Albion,” “Gem,” “Eton College,” “Verona,” etc., which are produced in blue, green, brown, and other colours. The body is firm and good, and the glaze of the usual quality. The old glory of the works has, however, long departed, and nothing artistic or beautiful is now to be seen in the place[489] where once so many choice articles might be found. There is in connection with the pottery a flint mill, where flint, stone, glaze and colour are ground, and the clay is prepared by hydraulic pressure.
Today, the Castleford Pottery, run by Clokie and Masterman, produces all the standard types of earthenware, including white, printed, sponged, and the most basic painted varieties. The main patterns include “Willow,” “Wild Rose,” “Albion,” “Gem,” “Eton College,” “Verona,” etc., which come in blue, green, brown, and other colors. The body is solid and durable, and the glaze is of standard quality. However, the former glory of the works has long faded, and nothing artistic or beautiful can now be seen in the place where once so many fine items were found. There’s also a flint mill associated with the pottery, where flint, stone, glaze, and color are ground, and the clay is prepared using hydraulic pressure.[489]
The Eagle Pottery was established in 1854 by a company of workmen, under the style of “John Roberts & Co.,” and afterwards taken by Messrs. Pratt & Co., who sold the concern to Mr. H. McDowall, who continued to trade under the original style. Since the death of Mr. McDowall the buildings have been converted into a glass bottle manufactory. Only the most common classes of earthenware were produced.
The Eagle Pottery was founded in 1854 by a group of workers, calling themselves “John Roberts & Co.,” and later taken over by Messrs. Pratt & Co., who sold it to Mr. H. McDowall, who kept the original name. Since Mr. McDowall's passing, the buildings have been turned into a glass bottle factory. They only made the most basic types of earthenware.
Pontefract.
Thoresby records that Francis Place, of the Manor House at York, spent much money upon his manufacture of “fine muggs,” and that he attempted it solely from a turn for experiments; but one Clifton, of Pontefract, took the hint from him, and made a fortune by it. The works of Mr. Clifton would probably be the forerunners of those of Ferrybridge, near the “town of liquorice.”
Thoresby notes that Francis Place, from the Manor House in York, invested a lot of money in making "fine mugs," and he did it just out of a passion for experimentation. However, a man named Clifton from Pontefract took inspiration from him and ended up making a fortune from it. Mr. Clifton's work likely paved the way for the production at Ferrybridge, near the "town of licorice."
The Ferrybridge Pottery is situated at Ferrybridge, by Knottingley, and only a short distance from that famous seat of the growth of liquorice, Pontefract, whose “Pomfret cakes” are so well and, indeed, universally known. The pot-works at Ferrybridge are among the largest, if they are not the very largest, in Yorkshire, and have the reputation of being well arranged and convenient. They were established in 1792, by Mr. William Tomlinson, who had for partners Mr. Seaton, an eminent banker of Pontefract; Mr. Foster, a wealthy shipowner, of Selby; Mr. Timothy Smith, a coal proprietor; and Mr. Thompson, an independent gentleman, residing at Selby. The firm was styled “William Tomlinson & Co.,” until about the year 1796, when the proprietors took into partnership Ralph Wedgwood, of Burslem, when the style was changed to that of “Tomlinson, Foster, Wedgwood, & Co.”
The Ferrybridge Ceramics is located at Ferrybridge, near Knottingley, and just a short distance from the well-known area famous for liquorice, Pontefract, which is recognized for its “Pomfret cakes.” The potteries at Ferrybridge are among the largest, if not the largest, in Yorkshire, and are known for being well-organized and convenient. They were established in 1792 by Mr. William Tomlinson, who partnered with Mr. Seaton, a prominent banker from Pontefract; Mr. Foster, a wealthy shipowner from Selby; Mr. Timothy Smith, a coal owner; and Mr. Thompson, an independent gentleman living in Selby. The business was initially called “William Tomlinson & Co.” until around 1796, when they brought Ralph Wedgwood from Burslem into the partnership, at which point the name was changed to “Tomlinson, Foster, Wedgwood, & Co.”
Ralph Wedgwood was the eldest son of Thomas Wedgwood, of Etruria (the cousin and partner of Josiah Wedgwood), and was brought up at that place under his uncle and father. He was brother to John Taylor Wedgwood, the eminent line engraver, whose works are so justly in repute.
Ralph Wedgwood was the oldest son of Thomas Wedgwood, from Etruria (the cousin and partner of Josiah Wedgwood), and grew up there with his uncle and father. He was the brother of John Taylor Wedgwood, the famous line engraver, whose works are highly regarded.
In my “Life of Josiah Wedgwood,” I gave, for the first time, as[490] the result of considerable research, a notice of this remarkable man, Ralph Wedgwood, and of his inventions, and his family[113] and connections.
In my “Life of Josiah Wedgwood,” I presented, for the first time, as[490] a result of extensive research, a mention of this remarkable man, Ralph Wedgwood, along with his inventions, family, and connections.
Ralph Wedgwood, who was a man of extraordinary and varied ability, the originator of many important scientific inventions, and the author of the “Book of Remembrance,” published in 1814, in which the invention of the electric telegraph, under the name of the “fulguripolygraph,” is made known, and its benefits—precisely such as are now reaped by the public—are described, was born in 1766, and was brought up with his father at Etruria, where he received much valuable aid in chemistry, &c., from Josiah Wedgwood. He afterwards carried on business as a potter, under the style of “Wedgwood & Co.,” at the Hill Works, Burslem; but was ruined through losses during the war. While at the Hill, he prepared and presented to Queen Charlotte some fine examples of his manufacture, on the occasion of the restoration of health to the king, which were graciously accepted through the hands of Lord Cremorne. He then removed into Yorkshire, where, as I have stated, he entered into partnership with Messrs. Tomlinson & Co., of Ferrybridge, and thus again commenced business. This engagement, however, was not of long duration, his partners being dissatisfied at the large amount of breakage caused by his experiments and peculiar mode of firing, and the partnership being dissolved he retired from the concern, having succeeded in getting a thousand pounds awarded to him as his share of the business. He next removed to Bransford, near Worcester, where he issued prospectuses for teaching chemistry at schools, and thence to London, in 1803, travelling in a carriage of his own constructing, which he describes as “a long coach to get out behind, and on grasshopper springs, now used by all the mails.” This carriage was so extraordinary in its appearance as to be taken for a travelling show. While at Bransford he had been perfecting his inventions, among which was his celebrated manifold writer, which still maintains its high repute “against all comers.” One of his copying schemes, which he called a “Penna-polygraph,” that of writing with a number of pens attached to one handle, he found, on his arrival in London, had already been made by another person. His other plan, proving to be new, he called the “Pocket Secretary,” and afterwards the “Manifold Writer;” and on the 7th of October, 1806, after much discouragement and opposition, he took[491] out a patent for this as “an apparatus for producing duplicates of writing.” In 1808 he took out a second patent for “an apparatus for producing several original writings or drawings one and at the same time, which I shall call a Pennæpolygraph, or pen and stylographic manifold writer.” An “ærial zone” was also proposed by him, and his invention was laid before the Admiralty, but judging from the following extract from a letter now lying before me, the invention was not considered to be a very feasible one. “The ærial zone is in proper hands if it is laid before the Admiralty, for there does not seem to be any greater likelihood of its becoming an article of general use than there is of the ladies leaving off muslin because some lose their lives every year by its use.”[114]
Ralph Wedgwood, a man of exceptional and diverse talents, was the creator of many important scientific inventions and the author of the “Book of Remembrance” published in 1814. In this book, he revealed the invention of the electric telegraph, referred to as the “fulguripolygraph,” and described its benefits—exactly like those enjoyed by the public today. He was born in 1766 and grew up with his father in Etruria, where he received valuable help in chemistry and more from Josiah Wedgwood. He later ran a pottery business called “Wedgwood & Co.” at the Hill Works in Burslem but faced ruin due to losses during the war. While at the Hill, he prepared and presented some fine examples of his work to Queen Charlotte to celebrate the king's recovery, which she graciously accepted through Lord Cremorne. He then moved to Yorkshire, where, as I mentioned, he partnered with Messrs. Tomlinson & Co. of Ferrybridge, starting up another business. However, this partnership was short-lived, as his partners were unhappy with the high rate of breakage caused by his experiments and unique firing techniques. After the partnership ended, he retired with a settlement of a thousand pounds as his share of the business. He then moved to Bransford, near Worcester, where he published prospectuses for teaching chemistry in schools, and later to London in 1803, traveling in a carriage of his own design, which he described as “a long coach with a back exit and on grasshopper springs, now used by all the mails.” This carriage was so unusual that people mistook it for a traveling show. While in Bransford, he perfected his inventions, including his famous manifold writer, which is still well regarded today. One of his copying devices, called a “Penna-polygraph,” which involved writing with multiple pens attached to one handle, had already been invented by someone else when he arrived in London. However, another of his inventions, deemed new, was called the “Pocket Secretary,” later renamed the “Manifold Writer.” On October 7, 1806, after facing much discouragement and resistance, he patented this invention as “an apparatus for producing duplicates of writing.” In 1808, he obtained a second patent for “an apparatus for producing several original writings or drawings at once, which I shall name the Pennæpolygraph, or pen and stylographic manifold writer.” He also proposed an “ærial zone,” presenting his invention to the Admiralty, but it was deemed likely to be impractical, as suggested by a letter now in my possession: “The ærial zone is in the right hands at the Admiralty, as there seems to be no greater chance of it becoming a commonly used item than there is of ladies abandoning muslin simply because some lose their lives each year using it.”
In 1806, Ralph Wedgwood established himself at Charing Cross, and soon afterwards his whole attention began to be engrossed with his scheme of the electric telegraph, first invented by his father, Thomas Wedgwood, which, in the then unsettled state of the kingdom—in midst of war, it must be remembered—he considered would be of the utmost importance to the government. In 1814, having perfected his scheme, he submitted his proposal to Lord Castlereagh, and most anxiously awaited the result. His son Ralph having waited on his lordship for a decision as to whether government would accept the plan or not, was informed that “the war being at an end, the old system was sufficient for the country!” The plan, therefore, fell to the ground, until Professor Wheatstone, in happier and more enlightened times, again brought the subject forward with such eminent success. The plan, thus brought forward by Ralph Wedgwood in 1814 (and, as I have stated, he received the first idea from his father), was thus described by him in a pamphlet entitled, “An Address to the Public, on the advantages of a proposed introduction of the Stylographic Principle of writing into general use; and also of an improved species of Telegraphy, calculated for the use of the Public as well as for the Government.” The pamphlet is dated May 29, 1815.
In 1806, Ralph Wedgwood set up shop at Charing Cross, and shortly after, he became completely absorbed in his plan for the electric telegraph, originally invented by his father, Thomas Wedgwood. Given the unstable state of the kingdom—remember, this was during a time of war—he believed this invention would be extremely important for the government. In 1814, after refining his idea, he presented his proposal to Lord Castlereagh and anxiously awaited the outcome. When his son Ralph approached his lordship for a decision on whether the government would accept the plan, he was told that “with the war now over, the old system was sufficient for the country!” As a result, the plan was set aside until Professor Wheatstone, in better and more enlightened times, revisited the topic with great success. The plan that Ralph Wedgwood proposed in 1814 (and as I mentioned, he got the initial idea from his father) was outlined in a pamphlet titled, “An Address to the Public, on the advantages of a proposed introduction of the Stylographic Principle of writing into general use; and also of an improved species of Telegraphy, calculated for the use of the Public as well as for the Government.” The pamphlet is dated May 29, 1815.
Ralph Wedgwood from Charing Cross removed successively to Piccadilly, and Southampton Street, Strand, where he continued producing his “Pocket Secretary” in large numbers, and did a profitable business. The advantages he gained were, however, lost by his researches concerning the electric telegraph, and in the end his business gradually decayed. He was a man of too eccentric[492] and visionary nature for the ordinary pursuits of life, and was thus led into the speculative ideas rather than the substantialities of worldly existence. Among his schemes was one for the founding of an universal language, over which he held a lengthy and elaborate correspondence with Percy Bysshe Shelley and other men of the day. He died at Chelsea in 1837. He was three times married—first to Mary Yeomans, of Worcester, by whom he had issue Ralph Wedgwood, of Barnes and Cornhill; secondly, to Sarah Taylor; and thirdly, to Anne Copeland, by each of whom also he had issue.
Ralph Wedgwood from Charing Cross moved to Piccadilly, and then to Southampton Street in the Strand, where he kept producing his “Pocket Secretary” in large quantities and ran a profitable business. However, the advantages he gained were lost due to his investigations into the electric telegraph, and eventually, his business gradually declined. He was too eccentric[492] and visionary for the typical pursuits of life, which led him to focus more on speculative ideas than on the tangible aspects of existence. Among his projects was one for creating a universal language, which he discussed in detail through lengthy correspondence with Percy Bysshe Shelley and other prominent figures of the time. He passed away in Chelsea in 1837. He was married three times—first to Mary Yeomans from Worcester, with whom he had a son, Ralph Wedgwood, of Barnes and Cornhill; secondly, to Sarah Taylor; and thirdly, to Anne Copeland, with whom he also had children.
After the dissolution of the partnership at Ferrybridge, which took place, I believe, about 1800 or 1801, when Wedgwood ceased to have any connection with the concern, the firm of “Tomlinson & Co.” was resumed, and so continued until 1834, when it changed to “Tomlinson, Plowes, & Co.;” Mr. Plowes, of the Castleford Works, having joined the proprietary.
After the partnership at Ferrybridge ended, which I think was around 1800 or 1801, when Wedgwood stopped being involved with the business, the company “Tomlinson & Co.” was reinstated and operated under that name until 1834, when it became “Tomlinson, Plowes, & Co.;” Mr. Plowes from the Castleford Works joined the ownership.
In 1804, the name of the manufactory, which, up to that period, had been called the Knottingley Pottery, was changed to that of the Ferrybridge Pottery. This change was made for the convenience of foreign correspondence—a large foreign trade being carried on—Ferrybridge being at that time a post-town of some note, and the works being situated nearer to it than to Knottingley.
In 1804, the name of the factory, which until then had been called the Knottingley Pottery, was changed to Ferrybridge Pottery. This change was made for the convenience of international correspondence, as there was a significant foreign trade happening—Ferrybridge was a notable post town at the time, and the factory was located closer to it than to Knottingley.
Mr. Tomlinson was succeeded by his son Mr. Edward Tomlinson, who continued the works under the firm of Edward Tomlinson & Co., until the year 1826, when he finally retired from the concern. A part of the premises were then worked for a short time by Messrs. Wigglesworth and Ingham; when the whole place was taken by Messrs. Reed, Taylor, and Kelsall, who continued the manufactory until the retirement of Mr. Kelsall, after which the works were continued by the surviving partners, Messrs. James Reed and Benjamin Taylor. Mr. Reed, who was father of Mr. John Reed, of the “Mexborough Pottery,” was a man of enlarged experience, of matured judgment, and of great practical skill; and in his time many improvements in the ware were made, and the manufacture of china introduced. He, in conjunction with his partner, took the Mexborough Pottery, and for some time carried on the two establishments conjointly. Ultimately Mr. Reed gave up the Ferrybridge works, and confined himself to those at Mexborough, while Mr. Taylor carried on the Ferrybridge works alone.
Mr. Tomlinson was succeeded by his son, Mr. Edward Tomlinson, who ran the business under the name Edward Tomlinson & Co. until 1826, when he finally retired. A portion of the premises was then operated for a short time by Messrs. Wigglesworth and Ingham; after that, the entire place was taken over by Messrs. Reed, Taylor, and Kelsall, who continued the manufacturing until Mr. Kelsall retired. Following his departure, the business was carried on by the remaining partners, Messrs. James Reed and Benjamin Taylor. Mr. Reed, who was the father of Mr. John Reed from the “Mexborough Pottery,” was a man of vast experience, sound judgment, and considerable practical skill. During his time, many improvements were made in the products, and the production of china was introduced. Together with his partner, he took over the Mexborough Pottery and operated both establishments for a while. Eventually, Mr. Reed left the Ferrybridge works to focus solely on those at Mexborough, while Mr. Taylor continued to manage the Ferrybridge works on his own.
After Mr. Taylor gave up the works Mr. Lewis Woolf entered upon them as tenant for a few years, and in 1856 became the[493] purchaser, and commenced manufacturing in his own name, and has continued from that time until the present day. In the following year, 1857, a large additional pottery was built closely adjoining, and, indeed, connected with the “Ferrybridge Pottery,” by the sons of Mr. Lewis Woolf. This new manufactory was called the “Australian Pottery,” and is still in full work. The proprietors of the joint works, “The Ferrybridge and Australian Potteries,” as they are named, now are Lewis, Sidney, and Henry Woolf, who trade under the style of “Lewis Woolf and Sons.”
After Mr. Taylor left the business, Mr. Lewis Woolf took over as a tenant for a few years, and in 1856 became the[493] owner, starting to manufacture under his own name. He has continued doing so ever since. In the next year, 1857, a large additional pottery was built right next to, and actually connected with, the “Ferrybridge Pottery” by Mr. Lewis Woolf's sons. This new factory was named the “Australian Pottery” and is still operating today. The current owners of the joint operations, known as “The Ferrybridge and Australian Potteries,” are Lewis, Sidney, and Henry Woolf, who do business under the name “Lewis Woolf and Sons.”
These works, besides a very large local and coasting trade, had extensive transactions with several foreign ports. From their first establishment to the time of the issuing of the famous Berlin decree by Napoleon, Messrs. Tomlinson & Co. had done a very extensive and lucrative trade with Russia, for which country the finer and more expensive kinds of earthenware, including cream-colour, Egyptian black, and other kinds of fancy bodies, were made, both pressed, printed, enamelled, and gilt. The decree cut short the trade with the Continent; but shortly after this commercial blow, which was severely felt by the Yorkshire potters, the River Plate was opened by Sir Home Popham, a circumstance which was taken immediate advantage of by the Ferrybridge firm. “One of the partners immediately proceeded there, and succeeded in establishing a good market until the royal family emigrated to Brazil, when the same partner moved up to Rio de Janeiro, to which port a large business was for many years carried on.”
These businesses, in addition to a significant local and coastal trade, had extensive dealings with several foreign ports. From their beginning until the issuance of the famous Berlin decree by Napoleon, Tomlinson & Co. had an extensive and profitable trade with Russia, for which they produced higher-end earthenware, including cream-colored, Egyptian black, and other stylish types, all pressed, printed, glazed, and gilded. The decree severely impacted trade with the Continent; however, shortly after this commercial setback, which was heavily felt by the Yorkshire potters, the River Plate was opened up by Sir Home Popham, an opportunity that the Ferrybridge firm quickly seized. “One of the partners went there right away and managed to establish a solid market until the royal family moved to Brazil, at which point the same partner relocated to Rio de Janeiro, where a substantial business was conducted for many years.”
The wares principally made were the following:—cream and cane-coloured ware, in which services and most articles in general use were manufactured, either plain, pressed (i.e., with raised patterns), painted, or printed. Green glazed ware, in which dessert services and other articles were made, and which were of a lighter colour than what Wedgwood produced. Egyptian black ware, of the usual quality made at the period. Fine white earthenware, in which was produced all the usual kinds of goods in enamelling, blue printing, painting, &c. Artists of considerable ability were employed at the works, and I have seen examples which are of thoroughly good character, and will vie with some of the best contemporary productions of the Staffordshire potteries.
The main products made were as follows: cream and cane-colored ware, which was used to create tableware and most everyday items, either plain, pressed (that is, with raised patterns), painted, or printed. There was also green glazed ware for dessert sets and other items, which were lighter in color than those made by Wedgwood. Egyptian black ware, made with the usual quality of the time. Fine white earthenware was produced for all kinds of goods that were enamelled, blue printed, painted, etc. Skilled artists worked at the factory, and I've seen examples that are of truly high quality and can compete with some of the best modern pieces from the Staffordshire potteries.
In the time of Messrs. Reed and Taylor china of a very fine quality was made, but the manufacture was not of long duration. Tea and coffee services, dessert services, scent bottles, and a variety[494] of articles, were made of this body, and were remarkably good in form and in style of decoration. Examples of Ferrybridge china are now of extreme rarity.
In the era of Messrs. Reed and Taylor, high-quality china was produced, but the manufacturing period was brief. They created tea and coffee sets, dessert sets, scent bottles, and a variety[494] of items, all of which were impressively designed and elegantly decorated. Today, examples of Ferrybridge china are extremely rare.
Cameos, medallions, and other ornamental articles in the time of Ralph Wedgwood’s connection with the works, were made in imitation of those of Josiah Wedgwood, to which they were, however, very inferior both in body and finish.
Cameos, medallions, and other decorative items during Ralph Wedgwood’s time working there were made to mimic those of Josiah Wedgwood, but they were actually much lower quality in both material and craftsmanship.
The combined works at the present time (by which of course I mean the joint manufactory of the “Ferrybridge and Australian Potteries”) give employment to about five hundred hands, and do a large trade with Australia and other foreign markets. In white earthenware, which is the staple trade of the works, the ornamentation consists of a large variety of patterns in transfer printing, in common painting, in lustre or “tinsel,” and in sponged patterns. Enamelled and gilt goods, too, are made, and of qualities to suit the different markets for which they are intended. For the Egyptian markets, to which large quantities of goods are sent, lustred or tinselled patterns are adapted very extensively. In “jet ware,” dessert services, candlesticks, toilet trays, and other articles are made. In this ware, I believe I am right in saying that a large number of services have been made especially for the Chinese market. In Egyptian black the ordinary varieties of articles are made, as they are also in Rockingham ware. In “blue jasper” ware, i.e., a blue glazed ware, absurdly so called, many useful and ornamental articles are made, as they are also in a variety of other bodies.
The combined operations right now (meaning the joint factory of the “Ferrybridge and Australian Potteries”) employ about five hundred people and have a significant trade with Australia and other international markets. The main product, white earthenware, features a wide range of decoration styles like transfer printing, hand painting, lustre or “tinsel,” and sponge patterns. They also produce enamelled and gilt items with varying qualities tailored for different markets. For the Egyptian markets, which receive large shipments, they extensively use lustred or tinselled designs. In “jet ware,” they create dessert sets, candlesticks, toilet trays, and other items. I believe a lot of these products were specifically made for the Chinese market. They also produce standard items in Egyptian black and Rockingham ware. In “blue jasper” ware, which is a misleading name for a blue glazed material, many practical and decorative pieces are created, just like in various other types.
The marks used at the Ferrybridge Pottery have been but few. So far as my knowledge goes, those which will be of interest to the collector are the following—
The marks used at the Ferrybridge Pottery have been limited. To the best of my knowledge, the ones that will interest collectors are the following—
TOMLINSON & CO.
TOMLINSON & CO.
impressed in the bottom of the ware,
imprinted on the bottom of the dish,
WEDGWOOD & CO.
WEDGWOOD & CO.
impressed on cameos, made during the time of Ralph Wedgwood’s connection with the works.
impressed on cameos, made during the time when Ralph Wedgwood was involved with the works.
FERRYBRIDGE.
Ferrybridge.
also impressed, and one variety of which mark is peculiar from having the letter D reversed thus—
also impressed, and one type of this mark is unique because it has the letter D reversed like this—
[495]
[495]
FERRYBRIᗡGE
P
Ferrybridge
A shield, with the words—OPAQUE GRANITE CHINA in three lines, supported by a lion and unicorn, and surmounted by a crown. This mark is also impressed, and occurs on green-glazed ware, as does the one just spoken of.
A shield, with the words—Opaque Granite Dinnerware in three lines, supported by a lion and unicorn, and topped with a crown. This mark is also stamped and appears on green-glazed pottery, just like the one mentioned earlier.
The mark at the present time is that of the lion and unicorn with the shield and crown, and the words, “Ferrybridge and Australian Potteries,” sometimes impressed, and at others printed on the goods, with the names of the bodies, as “granite,” “stone china,” &c., added.
The current mark features a lion and unicorn alongside a shield and crown, with the words “Ferrybridge and Australian Potteries” sometimes stamped and other times printed on the products, along with descriptions like “granite,” “stone china,” etc.
Swinton-Rockingham China.
When pot-making was first practised in Swinton and its district, it is, of course, impossible to say, but I believe that as early, at all events (if not at a much earlier period), as quite the beginning of last century, a hard brown ware, of much the same quality as that made at Nottingham and Chesterfield, was produced on Swinton Common, where clays useful for various purposes were abundantly found. In 1745, it appears that a Mr. Edward Butler, seeing the advantage offered by the locality through its clays, which consisted of a “common yellow clay used for the purposes of making bricks, tiles, and coarse earthenware; a finer white clay for making pottery of a better quality; an excellent clay for making fire-bricks; and also a white clay usually called pipeclay;” established a tile-yard and pot-works for common earthenware, on a part of the estate of Charles, Marquis of Rockingham, which lay closely contiguous to Swinton Common, where these clays existed. The memory of this old potter, the founder of the works which afterwards became so[496] famous as the “Royal Rockingham China Works,” is, it is pleasant to record, at the present day preserved in the name of a field near the now ruined factory, called “Butler’s Park.” Butler at these works produced the ordinary classes of goods then in use, but principally the hard brown ware to which I have just alluded. An interesting example of this period was in the possession of the late Dr. Brameld, and is engraved on Fig. 866. It is a “posset-pot” of the usual form of those which, at that period, were in such general use in Derbyshire and Yorkshire; it bears the date of 1759. This interesting example has a fragment of a label, written at “Swinton Pottery,” which authenticates it as having been made by, or for, John Brameld.
When pottery was first made in Swinton and the surrounding area, it's hard to pinpoint exactly when that started. However, I believe that as early as the beginning of the last century, a type of hard brown pottery, similar in quality to what was made in Nottingham and Chesterfield, was produced on Swinton Common, where there were plenty of useful clays available. In 1745, Mr. Edward Butler saw the opportunity presented by the local clays, which included a "common yellow clay for making bricks, tiles, and coarse earthenware; a finer white clay for high-quality pottery; an excellent clay for fire-bricks; and also a white clay commonly known as pipeclay." He established a tile yard and pottery works for common earthenware on part of the estate of Charles, Marquis of Rockingham, right next to Swinton Common where these clays were found. It's nice to note that the legacy of this early potter, who founded what later became famous as the “Royal Rockingham China Works,” lives on today in the name of a field near the now-ruined factory, called “Butler’s Park.” Butler produced the everyday goods of that time, mostly the hard brown pottery I just mentioned. A noteworthy example from this period was owned by the late Dr. Brameld, and it’s shown in Fig. 866. It’s a “posset-pot” in the typical style that was widely used in Derbyshire and Yorkshire at that time; it’s dated 1759. This remarkable piece has a part of a label marked “Swinton Pottery,” verifying that it was made by or for John Brameld.

Figs. 866 and 867.
Figs. 866 and 867.
In 1765 the works were taken by William Malpass, who held another small pot-work at Kilnhurst, in the same neighbourhood, and he continued them for some years. With him were associated in partnership, I believe, John Brameld, and subsequently his son, William Brameld, of whom I shall have more to say presently. Mr. Malpass continued to manufacture the same varieties of ware as his predecessor, and held the works, or rather was a partner in them, at all events as late as 1786.
In 1765, William Malpass took over the works; he also operated a small pottery at Kilnhurst nearby, and he ran them for several years. I believe he partnered with John Brameld, and later his son, William Brameld, who I will discuss further shortly. Mr. Malpass kept making the same types of pottery as his predecessor and was involved in the works, at least as a partner, up to 1786.
In 1778 Mr. Thomas Bingley became a principal proprietor of the Swinton works, and had for partners, among others, John and William Brameld, and a person named Sharpe. Mr. Bingley was a member of a family of that name which had been resident at Swinton for more than four hundred years, and is now worthily represented in the person of Mr. Thomas Bingley, who still resides there. The firm at this time was carried on under the style of Thomas Bingley & Co., and, being thriving, indeed opulent, people, the works were greatly enlarged, and conducted with much spirit. An extensive trade was at this time carried on, and besides the ordinary brown and yellow wares, blue and white dinner, tea, coffee, and other services were made, as also a white earthenware of remarkably fine and compact body, and other wares of good quality.
In 1778, Mr. Thomas Bingley became a main owner of the Swinton works, partnering with others, including John and William Brameld, and someone named Sharpe. Mr. Bingley belonged to a family with that name that had lived in Swinton for over four hundred years, and he is currently well-represented by Mr. Thomas Bingley, who still lives there. At that time, the company operated under the name Thomas Bingley & Co., and since they were thriving and quite wealthy, the works were significantly expanded and run with great enthusiasm. A wide-ranging business was conducted, and in addition to the regular brown and yellow wares, they produced blue and white dinner, tea, coffee, and other sets, as well as a white earthenware of exceptionally fine and sturdy quality, along with other high-quality items.
A highly interesting example of this period, 1788, is shown on the accompanying engraving (Fig. 867), which exhibits a two-handled drinking-cup, with the name of one of the proprietors, “William Brameld,” on one side, and the date “1788” on the other. This curious cup, which is five and a quarter inches in height, is of fine white earthenware with a bluish coloured glaze. The upper part,[497] both inside and out, two narrow borders round the centre, the handles, and the base, are ornamented with blue transfer-printing. The rest of the vessel is black, the name, date, and ornaments upon it being gilt. The borders of blue printing are much the same as those around “willow pattern” plates, and from this it may be inferred that the “willow pattern” was at that period produced in Swinton.
A fascinating example from this period, 1788, is shown in the accompanying engraving (Fig. 867), which features a two-handled drinking cup with the name of one of the owners, “William Brameld,” on one side and the date “1788” on the other. This intriguing cup, standing five and a quarter inches tall, is made of fine white earthenware with a bluish glaze. The upper part, both inside and out, along with two narrow borders around the center, the handles, and the base, are decorated with blue transfer printing. The rest of the cup is black, with the name, date, and decorations accented in gold. The blue printed borders are quite similar to those found on “willow pattern” plates, suggesting that the “willow pattern” was produced in Swinton during that time.
From about the year 1787 down to 1800, the firm traded under the style of “Greens, Bingley, & Co.” This was consequent on some of the Greens of the “Leeds Pottery,” (which see)—having become partners, and taken an active part in the Swinton manufactory, with Mr. Bingley, Mr. Brameld, and those who were connected with them in those works. Mr. John Green became acting manager of the Swinton works, and afterwards, as I am informed, founded the “Don Pottery.”
From around 1787 to 1800, the company operated under the name “Greens, Bingley, & Co.” This was due to some members of the Greens from the “Leeds Pottery” (see that section) joining as partners and playing an active role in the Swinton factory alongside Mr. Bingley, Mr. Brameld, and others associated with those operations. Mr. John Green became the acting manager of the Swinton works and later, as I’ve heard, established the “Don Pottery.”
I possess some original letters from John Green, dated “Leeds Pottery,” of April and June, 1788, addressed to “Mr. John Brameld, Swinton, near Rotherham,” giving directions not only concerning the works themselves, but relating to the partnership:—
I have some original letters from John Green, dated "Leeds Pottery," from April and June 1788, addressed to "Mr. John Brameld, Swinton, near Rotherham," providing instructions not just about the works themselves, but also regarding the partnership:—
“Should be glad you and Mr. Bingley will look over the partnership-deeds, and if there be anything that do not meet your ideas, please point it out. When you have done this you may send them in a small box directed for me; they never was in my mind when at Swinton, or should have done the needful then. I have writt Charles with some sponges and ... informing him I expect 4 Cm kills per week exclusive of china, which I hope he will be able to manage without increasing the wages.” ... “Hope your buisket kill turns out well. You have room now if you will but make neat goods and be observing to get money; but it will require a strict attention to keep every weelband in the nick.”
“I'm glad you and Mr. Bingley will review the partnership agreements, and if there's anything that doesn’t meet your expectations, please let me know. Once you’ve done that, you can send them in a small box addressed to me; they didn’t come to mind when I was at Swinton, or I would have taken care of it then. I’ve written to Charles with some sponges and... letting him know I expect 4 Cm kills per week, excluding china, which I hope he can manage without raising the wages.” ... “I hope your biscuit kill turns out well. You have the capacity now if you just focus on making quality goods and keeping an eye on the finances; but it will take strict attention to ensure every weelband is in top shape.”
In the same letter he speaks of consignments of flint by Mr. Brearey to Selby and Tadcaster. He also offers Brameld from himself and partners a commission of 5 per cent. on all “wearing apparell sould to your works.”
In the same letter, he talks about shipments of flint from Mr. Brearey to Selby and Tadcaster. He also offers Brameld, on behalf of himself and his partners, a 5 percent commission on all "clothing sold to your factories."
The partnership with John Green was carried on in the style of “Greens, Bingley, & Co., Swinton Pottery;” and the same price-lists which were printed at Leeds with the Leeds pottery heading, had that heading cut off, and that of “Greens, Bingley, & Co., Swinton Pottery,” written in its place. Later on large fresh price-lists were printed. They were headed “Greens, Hartley, & Co., Swinton Pottery, make, sell, and export wholesale all sorts of Earthenware, Cream Coloured or Queens, Nankeen Blue, Tortoise Shell, Fine Egyptian Black, Brown China, &c., &c. All the above sorts enameled, printed, or ornamented with gold or silver.” On[498] the fly-leaf was a printed circular, dated “Swinton Pottery, 1st February, 1796,” announcing an advance in prices and a revised system of counting.
The partnership with John Green was continued under the name “Greens, Bingley, & Co., Swinton Pottery;” and the same price lists that were printed in Leeds with the Leeds pottery header had that header removed and replaced with “Greens, Bingley, & Co., Swinton Pottery.” Later, new comprehensive price lists were printed. They were titled “Greens, Hartley, & Co., Swinton Pottery, make, sell, and export wholesale all kinds of Earthenware, Cream Colored or Queens, Nankeen Blue, Tortoise Shell, Fine Egyptian Black, Brown China, etc., etc. All the above kinds are enameled, printed, or decorated with gold or silver.” On[498] the fly-leaf was a printed circular, dated “Swinton Pottery, 1st February, 1796,” announcing a price increase and a new system for counting.
The patterns used at Leeds were evidently, to some extent, adopted at Swinton; and I possess some original drawings and designs on which the numbers for each of those works are given. For instance, in teapots, Leeds No. 149 was Swinton No. 68; Leeds 133 was Swinton 69; 218 was 70; and 252 was 71, and so on.
The patterns used at Leeds were clearly, to some degree, adopted at Swinton; and I have some original drawings and designs that show the numbers for each of those works. For example, in teapots, Leeds No. 149 was Swinton No. 68; Leeds 133 was Swinton 69; 218 was 70; and 252 was 71, and so on.
Late in the last century, about the time of which I am now writing, a peculiar kind of ware was first made at these works, and took the name of “Brown China,” and afterwards that which it has ever since maintained where attempted to be made, of “Rockingham Ware.” This ware, which is of a fine reddish-brown, or chocolate colour, is one of the smoothest and most beautiful wares that has ever been produced at any place. The body is of fine hard and compact white earthenware, and the brown glaze, by which the peculiar shaded and streaky effect of this class of goods was produced is as fine as it is possible to conceive, and required to be “dipped” and passed through the firing no fewer than three times before it could be considered perfect. In this exquisite ware tea, coffee, and chocolate services, jugs, drinking-cups, &c., were produced, and continued to be made to the close of the works in 1842. Since that time “Rockingham ware”—in every instance falling far short of the original in beauty and in excellence—has been made by almost every manufacturer in the kingdom, and has always, especially for tea and coffee pots, met a ready and extensive sale. One special article produced in this ware was the curious coffee pot, formed on purely scientific principles, which is usually known to collectors as the “Cadogan pot.” This curious piece was formed on the model of an example of green Indian ware, said to have been brought from abroad[115] by the Marquis and Marchioness of Rockingham, or the Hon. Mrs. Cadogan, and preserved fifty or sixty years at Wentworth before it was thought of being copied. It has a small opening in the bottom to admit the coffee, but none at the top and no lid. From the hole in the bottom a tube, slightly spiral, was made to pass up inside the vessel to within half an inch of the top, so that after filling, on the “pot” being turned over into its proper position for table use, the coffee was kept in without chance of spilling or escape.
Late in the last century, around the time I’m writing about, a unique type of pottery was first created at these facilities and was named “Brown China,” later known as “Rockingham Pottery.” This pottery, which has a fine reddish-brown or chocolate color, stands out as one of the smoothest and most beautiful types ever made. The body is made of hard, compact white earthenware, and the brown glaze, which creates the distinctive shaded and streaky effect of this ware, is as fine as can be imagined. It required being “dipped” and fired no fewer than three times to achieve perfection. This exquisiteware included tea, coffee, and chocolate sets, jugs, drinking cups, etc., and continued to be produced until the works closed in 1842. Since then, “Rockingham ware” has been made by almost every manufacturer in the country, but it has always fallen short of the original's beauty and quality, especially for tea and coffee pots, which have still enjoyed a ready and widespread market. A notable item from this ware was the unique coffee pot, designed on purely scientific principles, commonly referred to as the “Cadogan pot.” This interesting piece was modeled after a green Indian pot, said to have been brought from abroad by the Marquis and Marchioness of Rockingham, or the Hon. Mrs. Cadogan, and kept for fifty or sixty years at Wentworth before anyone thought to copy it. It features a small opening at the bottom for adding coffee, but there’s none at the top and no lid. From the bottom hole, a slightly spiral tube extends up inside the pot to just half an inch from the top, allowing the coffee to be contained when the “pot” is turned into its serving position without any risk of spilling or leaking.
[499]
[499]
It is worthy of remark that tea and “Cadogan” coffee pots of genuine Rockingham ware, the first of which was made for the Marchioness of Rockingham, have the reputation of being by far the best of any, and are said, I know not upon what principle, to produce a better and purer flavour than any others.[116] I have been told it as a fact, that George IV., who was as great a connoisseur in tea as he was in many far less harmless matters, invariably, for a long time, used one of the then fashionable Rockingham ware pots. I have it from undeniable authority that the royal penchant for this kind of ware thus arose. When he, while Prince Regent, visited Wentworth House, the seat of Earl Fitzwilliam, these teapots were in use, and were much admired. On the return of the prince and suite to London, inquiries were made for them at John Mortlock’s, in Oxford Street, who supplied the palace. He at once saw that they would come into considerable repute, ordered largely, contracted to have his own name stamped upon them, and enjoyed the questionable reputation of being their inventor. Mr. Mortlock, I believe, ordered as much as £900 worth of this ware in one season alone.
It's worth noting that tea and "Cadogan" coffee pots made of authentic Rockingham ware, the first of which was created for the Marchioness of Rockingham, are considered to be the best available and are said, though I can't explain why, to produce a better and purer flavor than any others. I’ve heard it as a fact that George IV, who was as much an expert in tea as he was in many far less innocent pursuits, consistently used one of the then-popular Rockingham ware pots for a long time. According to reliable sources, the royal fondness for this type of ware began when he, while Prince Regent, visited Wentworth House, the home of Earl Fitzwilliam, where these teapots were in use and greatly admired. Upon the prince's return to London, inquiries were made for them at John Mortlock’s in Oxford Street, who supplied the palace. He quickly realized they would gain considerable popularity, ordered a large quantity, secured a contract to have his own name stamped on them, and gained the dubious reputation of being their creator. Mr. Mortlock, I believe, ordered as much as £900 worth of this ware in just one season.

Fig. 868.—Cadogan Pot.
Fig. 868.—Cadogan Pot.
In 1796, the firm was, as before, “Greens, Bingley, & Co.;” and from a list of prices and goods now in my possession, it appears that a large variety of articles were produced. The list is thus headed:—
In 1796, the company was still “Greens, Bingley, & Co.;” and from a list of prices and products I currently have, it seems that a wide range of items were made. The list is titled:—
“Greens, Bingley, & Co. Swinton Pottery, make, sell, and export wholesale, all sorts of Earthen Ware, viz., Cream-coloured, or Queen’s, Nankeen Blue, Tortoise Shell, Fine Egyptian Black, Brown China, &c. Also the above sorts enameled, printed or ornamented with gold or silver.”
“Greens, Bingley, & Co. Swinton Pottery manufactures, sells, and exports wholesale all kinds of earthenware, including cream-colored, Queen’s, Nankeen blue, tortoiseshell, fine Egyptian black, brown china, etc. They also offer these styles enameled, printed, or decorated with gold or silver.”
Among the articles in cream ware, enumerated in this list, are all the separate items for services in Paris, Bath, concave, royal, queen’s, feather, and shell-edge patterns, which were produced “printed or enamelled with coats of arms, crests, cyphers, landscapes,[500] &c.; also blue printed Nankeen patterns;” dishes, covers, compotiers, tureens, plates, butter-tubs, baking-dishes, nappies, glass trays, fruit plates, fruit baskets pierced and plain, tea-trays, garden-pots and stands, shaving-basins, salts, castors, cruets, egg-cups, spoons plain and pierced, ice-cellars, candlesticks, inkstands, wafer and sand boxes, fountain inkstands, bidets, &c., furnished castors, tureen ladles, chocolate stands, quintal flower horns, radish dishes, crosses with holy-water cup, ice pails, broad mugs, bowls, ewers, basins, &c., milk ewers, tea and coffee pots, tea canisters, chocolate cups and saucers, &c., &c.
Among the items in cream ware listed here are all the individual components for services in Paris, Bath, concave, royal, queen’s, feather, and shell-edge patterns, which were made “printed or enamelled with coats of arms, crests, cyphers, landscapes,[500] & etc.; also blue printed Nankeen patterns;” dishes, covers, compotiers, tureens, plates, butter tubs, baking dishes, nappies, glass trays, fruit plates, fruit baskets both pierced and plain, tea trays, garden pots and stands, shaving basins, salts, castors, cruets, egg cups, spoons both plain and pierced, ice cellars, candlesticks, inkstands, wafer and sand boxes, fountain inkstands, bidets, & etc., furnished castors, tureen ladles, chocolate stands, quintal flower horns, radish dishes, crosses with holy-water cups, ice pails, broad mugs, bowls, ewers, basins, & etc., milk ewers, tea and coffee pots, tea canisters, chocolate cups and saucers, & etc., & etc.
In 1806, the firm of “Greens, Bingley, & Co.” was dissolved. At this time, as appears from a memorandum of resolutions, passed at a meeting held on January 22nd, 1806, preparatory to the dissolution, that the partners (present) were—“William Hartley for himself and others (this was William Hartley, principal proprietor in the Leeds Pottery), Ebenezer Green for himself and others (this was another of the partners in the Leeds Pottery), George Hanson, Thomas Bingley, John Brameld, and William Brameld.” These resolutions are as follows:—
In 1806, the company "Greens, Bingley, & Co." was dissolved. At that time, as shown in a memorandum of resolutions passed at a meeting on January 22nd, 1806, leading up to the dissolution, the present partners were—“William Hartley representing himself and others (the principal owner of the Leeds Pottery), Ebenezer Green representing himself and others (another partner in the Leeds Pottery), George Hanson, Thomas Bingley, John Brameld, and William Brameld.” The resolutions are as follows:—
“At a meeting held at Swinton Pottery, on Wednesday, the 22nd day of January, 1806.
“At a meeting held at Swinton Pottery, on Wednesday, January 22, 1806."
- Present
- William Hartley for himself and others.
- Ebenezer Green for himself and others.
- George Hanson.
- Thomas Bingley.
- John Brameld.
- William Brameld.
1st. That no more Coals be got at Wath Wood Colliery.
1st. That no more coal be extracted from Wath Wood Colliery.
2nd. That on the 1st of February next the Engine, Gins, and every thing that is valuable belonging to us, be removed from the Colliery to the Pottery premises, and that the Pits be rail’d round.
2nd. That on February 1st, the Engine, Gins, and everything else valuable that belongs to us be moved from the Colliery to the Pottery site, and that the Pits be surrounded by a railing.
3rd. That no more stone be got from the Quarry on Wath Wood.
3rd. That no more stone be taken from the Quarry at Wath Wood.
4th. That the Willows be immediately cut and brought to the Pottery.
4th. That the willows be cut down right away and taken to the pottery.
5th. That the Manure on hand be sold.
5th. That the manure we have available be sold.
6th. That the Crop or Crops on the Farm be immediately valued.
6th. That the crops on the farm be valued right away.
7th. That the Coals on hand be disposed of in the best manner possible.
7th. That the coal we have should be sold or used in the best way possible.
8th. That as many Men be immediately discharged from the Manufactory as can be conveniently done; retaining for the present only as many as may be necessary to compleat the orders already taken, and make a few things that may be needful to assort the Stock on hand.
8th. That as many men as possible be immediately released from the factory, keeping only enough for now to complete the existing orders and produce a few items that are necessary to round out the stock on hand.
9th. That a Schedule of every thing belonging to the Colliery and Quarry be immediately taken.
9th. That a list of everything related to the mine and quarry be made right away.
10th. That these Resolutions be carried into Execution by C. Prince.”
10th. That these resolutions be put into action by C. Prince.”
At the dissolution of partnership, the whole concern fell into the hands of two of the partners, Messrs. John and William Brameld, who, with other partners, continued the works with considerable spirit under the style of “Brameld & Co.” until their death. The[501] old price-lists, which I have already named, continued to be used, but had the words “Greens, Bingley” erased with the pen, and “Brameld” substituted, so that the heading commenced “Brameld & Co., Swinton Pottery.” They were later on joined in partnership by the younger branches of the family, who eventually, as I shall show, became proprietors of the manufactory. By Messrs. John and William Brameld additional buildings were erected, and great improvements made in the ware. About this time cream-coloured ware was made very extensively, and a remarkably fine white earthenware—the “chalk-body,” as it was technically called—was successfully produced, but, owing to its costliness through loss in firing, was made only to a small extent, and is now of great rarity.
At the end of the partnership, the entire business was taken over by two of the partners, Messrs. John and William Brameld, who, along with other partners, continued operations with great enthusiasm under the name “Brameld & Co.” until their deaths. The[501] old price lists, which I have already mentioned, continued to be used, but the words “Greens, Bingley” were crossed out and replaced with “Brameld,” so the heading began “Brameld & Co., Swinton Pottery.” Later, younger members of the family joined as partners and ultimately became the owners of the factory, as I will explain. Messrs. John and William Brameld built additional structures and made significant improvements to the products. Around this time, cream-colored ware was produced extensively, and a notably fine white earthenware known as “chalk-body” was successfully created. However, due to its high production costs from firing losses, it was made only in limited quantities and is now very rare.
About the year 1813, the sons of the old proprietors, on the death of Mr. William Brameld, succeeded to the concern. These were Thomas Brameld, George Frederick Brameld, and John Wager Brameld, and to them the great after-success of the works was due. These gentlemen considerably enlarged the manufactory, made many improvements in the wares produced, and erected a flint mill on the premises, which after the close of the china works continued to be worked by their descendants.
About 1813, the sons of the original owners took over the business after Mr. William Brameld passed away. They were Thomas Brameld, George Frederick Brameld, and John Wager Brameld, and their efforts were key to the significant success of the works that followed. These gentlemen greatly expanded the factory, introduced many improvements to the products, and built a flint mill on the property, which continued to operate by their descendants even after the china works closed.
Mr. Thomas Brameld, the eldest of the partners, was a man of the most exquisite taste, and he laboured hard to raise the character of the productions of the Swinton Works to a high standard of excellence. In this he succeeded to an eminent degree. In 1820 he turned his attention to the production of china ware, and made many experiments in bodies and glazes. Having expended large sums of money in the production of this, his favourite project, and in making Art-advances in his manufactory, the firm became, as is too frequently the case with those who study the beautiful instead of the strictly commercial in the management of their works, slightly embarrassed. This was considerably increased by the great loss, both in earthenware and money, which the firm sustained consequent on the war. In 1825, which it will be remembered was a year of great commercial difficulties, Messrs. Brameld succumbed to the embarrassments that had for some time affected them, and a meeting of themselves, their creditors, &c., was held at Rotherham. At this meeting, Mr. Thomas Brameld produced some remarkable examples of his china ware, the result of long and patient labour on his part, and these being highly approved by all who were present, and appearing likely to succeed, Earl Fitzwilliam, the[502] owner of the property at Swinton, in the most laudable and kindly manner, agreed to assist in the prosecution of the work by the advance of capital, and by taking an active part in the scheme.
Mr. Thomas Brameld, the oldest of the partners, was a man of exceptional taste, and he worked hard to elevate the quality of the products from the Swinton Works to a high standard. He succeeded to a remarkable degree. In 1820, he focused on producing china ware and conducted many experiments with different materials and glazes. After investing a significant amount of money in this passion project and enhancing the artistic aspects of his factory, the firm, as often happens with those who prioritize beauty over strict commercial interests, found itself in a bit of a financial bind. This situation worsened due to the substantial losses in both pottery and money caused by the war. In 1825, a year marked by significant economic challenges, the Bramelds faced the financial difficulties that had been affecting them for some time, leading to a meeting with their creditors in Rotherham. At this meeting, Mr. Thomas Brameld presented some impressive examples of his china ware, which reflected his long and dedicated efforts. These received high praise from everyone present and seemed likely to succeed. Earl Fitzwilliam, the owner of the Swinton property, generously agreed to help fund the project and take an active role in the initiative.
This being done, Mr. Brameld set himself to his task with renewed spirit, and with a determination to make his porcelain at least equal to any which could then be produced, and in this he certainly succeeded. The works were altered and enlarged; modellers and painters, the most skilful that could be procured, were employed; and every means taken to insure that success, artistically and manipulatively, which quickly followed. In this ware, dinner, dessert, breakfast, and tea services, vases, groups of figures and flowers, and numberless articles, both of utility and ornament, were produced, and were all characterised by pure taste, and an excellence of design and workmanship which told much for the skill and judgment of the mind that governed the whole of the manufactory.
Once this was accomplished, Mr. Brameld threw himself into his work with renewed energy and a strong determination to make his porcelain at least as good as anything else being produced at the time, and he definitely achieved this. The facilities were modified and expanded; the most skilled modelers and painters available were hired; and every effort was made to ensure the artistic and practical success that quickly followed. This collection included dinner, dessert, breakfast, and tea sets, vases, groups of figures and flowers, and countless items for both utility and decoration, all featuring pure taste and outstanding design and craftsmanship, which reflected the skill and judgment of the mind that oversaw the entire operation.
Mr. George Frederick Brameld, the second of the partners, devoted himself to the strictly commercial part of the business on the Continent. He for some time resided at St. Petersburg, a large trade with Russia being carried on by the firm.
Mr. George Frederick Brameld, the second of the partners, focused on the purely commercial side of the business in Europe. He lived in St. Petersburg for a while, as the firm conducted significant trade with Russia.
Mr. John Wager Brameld, like his brother, was a man of pure taste. He was an excellent artist, and some truly exquisite paintings on porcelain by him have come under my notice. He was a clever painter of flowers and of figures, and landscapes. In flowers Mr. Brameld went to Nature herself, collecting specimens wherever he went, and reproducing their beauties on the choice wares of the works. At Lowestoft I remember seeing a set of three vases painted in flowers, which, it is said, Mr. Brameld gathered on the Dene, at that place, on one of his visits, and which vases he presented to the father of their present owner.[117] In the same hands is an elegant snuff-box, bearing an exquisite painting of “The Politician,” with groups of flowers, and bearing the words, “Brameld, Rockingham Works, near Rotherham,” “The Politician, J. W. Brameld.” This being a signed piece of John Wager Brameld’s, is particularly interesting. Mr. Brameld’s time was chiefly devoted, however, to travelling for the firm in the United Kingdom, and to the management of the London house, so that his artistic productions did not make a feature in the goods generally made at the works.
Mr. John Wager Brameld, like his brother, had a refined sense of style. He was a talented artist, and I’ve come across some truly beautiful paintings on porcelain created by him. He was skilled at painting flowers, figures, and landscapes. For his flower paintings, Mr. Brameld turned to Nature herself, gathering specimens wherever he went and capturing their beauty on the fine wares from the factory. At Lowestoft, I remember seeing a set of three vases painted with flowers, which, it’s said, Mr. Brameld collected on the Dene during one of his visits and gifted to the father of the current owner. [117] In the same collection is an elegant snuff-box featuring a beautiful painting called “The Politician,” accompanied by groups of flowers, and labeled with the words, “Brameld, Rockingham Works, near Rotherham,” “The Politician, J. W. Brameld.” This signed piece by John Wager Brameld is particularly noteworthy. However, Mr. Brameld primarily dedicated his time to traveling for the company across the UK and managing the London branch, so his artistic works were not a prominent aspect of the items typically produced at the factory.
[503]
[503]
Mr. Thomas Brameld, who resided at Swinton House, Swinton, a delightful residence overlooking the valley of the Don (to whose taste Swinton is deeply indebted for the preservation from destruction of two fine old Norman archways from the destroyed chapel), died in 1850. He left four sons, the Rev. John Thomas Brameld, late of Mansfield; the Rev. George William Brameld; the late Rev. Arthur James Brameld, of New Wortley, who was accidentally drowned soon after I made his acquaintance; and the late Dr. Henry E. Brameld, to each and all of whom—especially the two last named—I was indebted for much assistance in the preparation of this notice. Mr. John Wager Brameld died in 1851, leaving an only son, who was accidentally drowned while bathing near Swinton. The last of the partners, Mr. George Frederick Brameld, died unmarried in 1853.
Mr. Thomas Brameld, who lived at Swinton House in Swinton, a lovely home overlooking the Don Valley (to which taste Swinton owes a lot for saving two beautiful old Norman archways from the destroyed chapel), passed away in 1850. He had four sons: the Rev. John Thomas Brameld, formerly of Mansfield; the Rev. George William Brameld; the late Rev. Arthur James Brameld of New Wortley, who tragically drowned shortly after I got to know him; and the late Dr. Henry E. Brameld, to whom I was especially grateful for much help in putting together this notice. Mr. John Wager Brameld died in 1851, leaving behind an only son, who also drowned while swimming near Swinton. The last of the partners, Mr. George Frederick Brameld, died single in 1853.
The regulations laid down for the keeping of time by the workmen at Swinton, and for their guidance over their work, were remarkably well considered and clear; the original document of about 1829, in Mr. Brameld’s handwriting, is in my own possession, as is also another from which I learn some particulars as to the overlookers of that time. Richard Shillito was to have charge of the earthenware department as general overlooker, with ... Hulme to assist him; William Horncastle had charge of the Warehouse, &c.; Mr. Wager had charge of the men at the farm; Mr. Baguley had “charge of all the painting and gilding department in china and enamel earthenware.” John Speight, “the painting, &c., &c., in earthenware biscuit work;” George Liversedge was overlooker and manager of the printing department; Joseph Bullough was sorter of biscuit ware; William Speight had charge of the mill, and also “the care of and management of all gold, colours, and glazes, &c., he giving them out as they may be properly wanted to use.”
The rules for timekeeping by the workers at Swinton and for managing their tasks were very well thought out and clear. The original document from around 1829, written by Mr. Brameld, is in my possession, along with another document that provides details about the supervisors of that time. Richard Shillito was in charge of the earthenware department as the general overseer, with ... Hulme assisting him; William Horncastle oversaw the Warehouse, etc.; Mr. Wager managed the men at the farm; Mr. Baguley was responsible for all the painting and gilding in china and enamel earthenware. John Speight handled the painting and other tasks in earthenware biscuit work; George Liversedge was the overlooker and manager of the printing department; Joseph Bullough sorted biscuit ware; William Speight was in charge of the mill and also took care of all gold, colors, and glazes, providing them as needed for use.
Earthenware of various kinds—“Brown China,” or “Rockingham ware,” green glazed ware, biscuit figures and ornaments, hard fine white stoneware, cream-coloured ware, and other varieties of goods were also still made; and the works, which, at this time—the time when china began regularly to be made (1826)—with the assistance of the Earl Fitzwilliam, assumed the name of the “Rockingham Works,” began to use the crest of the Fitzwilliam family as the mark of the firm.
Earthenware of various types—“Brown China” or “Rockingham ware,” green glazed pottery, biscuit figures and decorations, hard fine white stoneware, cream-colored ware, and other kinds of products—were still being made. At this time, which was when china started to be produced regularly (1826), with the help of the Earl Fitzwilliam, the establishment took on the name of the “Rockingham Factory” and began using the Fitzwilliam family crest as the company’s trademark.
In 1826 (November 17), Messrs. Brameld & Co. secured the services of an excellent painter, “Mr. John Cresswell, painter on[504] china,” and articles of agreement (in my own possession) were drawn up by which Cresswell engaged himself to them for five years at 7s. 6d. a day for the first three years; 9s. 3d. a day for the fourth year; and 10s. 6d. a day for the fifth year. In 1830 the firm received an order for a service from the Duchess of Cumberland:—
In 1826 (November 17), Messrs. Brameld & Co. hired a talented painter, “Mr. John Cresswell, painter on[504] china,” and a contract (which I still have) was created where Cresswell committed himself to work for them for five years at 7s. 6d. a day for the first three years; 9s. 3d. a day for the fourth year; and 10s. 6d. a day for the fifth year. In 1830, the company received a request for a service from the Duchess of Cumberland:—
“At Kew, October 23, 1830.
“At Kew, October 23, 1830.”
“Her Royal Highness the Duchess of Cumberland most graciously inspected the Pattern Plates (5) prepared for the purpose; and was pleased to express herself much gratified therewith, and commanded me to get up her Service with
“Her Royal Highness the Duchess of Cumberland kindly inspected the Pattern Plates (5) prepared for this purpose; and she expressed that she was very pleased with them, and ordered me to set up her Service with
- 6 Plates Interiors, style of Original.
- 6 „ Shells.
- 6 „ Birds.
- 6 „ Fruit.
- 6 „ Landscapes (real views).
- 6 „ Marine.
and the comports, elevetated, (Des Assiettes Elevès) to be same of those of His Majesty; to be shewn to her as they are prepared in turns for the King to see.
and the dishes, elevated, (Des Assiettes Elevès) to be the same as those of His Majesty; to be shown to her as they are prepared in rotation for the King to see.
Price 250 Guineas.
Price £250.
- 36 Plates, gad g.
- 12 Comports, or W. S.
- 2 Cream Bowls.
- 2 Ice Cellars.
J. W. BRAMELD.”
J.W. Braming.
And in 1833, from the Duke of Sussex:—
And in 1833, from the Duke of Sussex:—
Memorandum of a Dessert Service for H.R.H. The Duke of Sussex.
Memorandum of a Dessert Service for H.R.H. The Duke of Sussex.
Kensington, 30th Nov., 1833.
Kensington, November 30, 1833.
Forms same as H.M.’s.
Forms same as H.M.'s.
Plate—Essex—but same size as H.M.’s.
Plate—Essex—but same size as H.M.'s.
- 4 Large Dress Plates.
- 4 Second size do.
- 8 Small do. do.
- 4 Ice Pails (Handles à la Warwick).
- 4 Pine and Grape Baskets.
- 8 Peach Baskets—say 4 Mulberry and 4 Pine.
- 4 Fruit Comports.
- 4 Shell „
- 40 pieces perhaps 500 guineas.
- 6 doz. of Plates will be 360 „
- 860 „
Say £600,
Say £600.
for ⅔.
for 2/3.
In the same year Messrs. Brameld & Co. became the purchasers from Mr. George Green of his interest in the Kilnhurst Pottery (which see). In 1840, Messrs. Brameld were in negotiation for the purchase from Mr. Dillwyn of the Glamorgan Pottery at Swansea (which see); but the purchase was not made.
In the same year, Messrs. Brameld & Co. bought Mr. George Green's stake in the Kilnhurst Pottery (see that section). In 1840, Messrs. Brameld were negotiating to buy the Glamorgan Pottery in Swansea from Mr. Dillwyn (see that section); however, the purchase did not go through.
In 1830, the Rockingham Works received an order for a splendid[505] dessert service for King William IV., which was executed in the highest style of the art, and gave intense satisfaction. The original sketches for this service are in my own possession, and are named “Original Designs for His Majesty’s Dessert, 12th Nov., 1830, per J. W. B.” (John Wager Brameld). They are pen-and-ink sketches by himself. Of this service I shall have yet to speak. At this time the works assumed the name of “Royal Rockingham Works,” and the proprietors called themselves China Manufacturers and Potters to the King, Queen, and Royal Family. In 1838, the manufacture of china and earthenware bed-posts, cornices, &c.—a somewhat novel feature in the art—was added to the other productions of the Rockingham Works. In that year a patent was taken out in the name of William Dale[118] for “certain improvements in constructing columns, pillars, bed-posts, and other such-like articles;” consisting of several ornamental pieces or compound parts of china or earthenware,”[506] “united, strengthened and supported by a shaft or rod passing through the whole length of the same, and furnished with screw nuts or other description of fastenings, and collars,” &c. These bed-posts and other similar things were made at the Rockingham Works, though never to any extent. They are now of very great rarity, but examples are in my own possession. The body is white, the prevailing colour being Rose-du-Barry, with yellow flowers, &c. Another of these interesting examples is white with an effective chintz pattern in colours; while others have small groups and sprigs of flowers, the outline in transfer printing, and filled in with colour. In my own possession, too, are several of the original drawings of designs for beds, window cornices, lamps, candelabra, tables, &c., which are remarkable for their elegance and beauty. An elegant work-table of this description of ware, of simple but very effective design and excellent workmanship, is in the possession of Mr. Wilson of Sheffield. It is 2 feet 6 inches high and 1 foot 6 inches in diameter at the top. Among the designs to which I have alluded is one representing a small and remarkably elegant table of somewhat similar, but much more ornate character, on which is a fish-globe stand of corresponding design.
In 1830, the Rockingham Works received an order for a beautiful[505] dessert service for King William IV. It was created with the highest level of craftsmanship and was extremely well-received. I have the original sketches for this service in my possession, titled “Original Designs for His Majesty’s Dessert, 12th Nov., 1830, per J. W. B.” (John Wager Brameld). These are pen-and-ink sketches made by him. I will discuss this service in more detail later. At this time, the works adopted the name “Royal Rockingham Works,” and the owners referred to themselves as China Manufacturers and Potters to the King, Queen, and Royal Family. In 1838, they began producing china and earthenware bed-posts, cornices, etc.—a somewhat new aspect of the craft—alongside their other products at the Rockingham Works. That year, a patent was filed under the name William Dale for “certain improvements in constructing columns, pillars, bed-posts, and other similar items,” which involved various ornamental pieces or combinations of china or earthenware, “united, strengthened, and supported by a shaft or rod running through the entire length, and equipped with screw nuts or other kinds of fasteners, and collars,” etc. These bed-posts and similar items were made at the Rockingham Works, though not in large quantities. They are now extremely rare, but I have some examples. The body is white, predominantly featuring Rose-du-Barry with yellow flowers, etc. Another example is white with a striking chintz pattern in colors, while others showcase small groups and sprigs of flowers, with outlines done in transfer printing and filled with color. I also have several original design drawings for beds, window cornices, lamps, candelabra, tables, etc., noted for their elegance and beauty. An elegant work table of this type, with a simple yet effective design and excellent craftsmanship, belongs to Mr. Wilson of Sheffield. It stands 2 feet 6 inches high and has a top diameter of 1 foot 6 inches. Among the designs I mentioned is one depicting a small and remarkably elegant table of a similar style, but much more ornate, with a fish-globe stand of matching design.
Although the Rockingham Works were eminently successful in an artistic point of view, they were not so commercially, and in 1842 were closed, after involving not only their noble owner, but the absolute proprietors, in a loss of very many thousands of pounds. Only sixteen years had elapsed since the introduction of the china manufacture to the works, but those had been sixteen years of beauty, and of artistic and manipulative success. No man better understood his art than Mr. Thomas Brameld, no man laboured harder and more disinterestedly in the ennobling of that art than he did, and few men, either before his time or since, succeeded in accomplishing greater or more honourable things. He and his brother looked to Art instead of commerce, and the result was embarrassment and loss.
Although the Rockingham Works were extremely successful from an artistic standpoint, they weren't as effective commercially, and in 1842 they were closed down after resulting in a loss of many thousands of pounds for both their noble owner and the main shareholders. Only sixteen years had passed since the china manufacturing was introduced at the works, but those years were filled with beauty and artistic and practical success. No one understood his craft better than Mr. Thomas Brameld, nor worked harder and with more selflessness to elevate that craft than he did, and few, either before or since, achieved greater or more commendable things. He and his brother focused on Art instead of profit, and that led to financial troubles and losses.
At the close of the Rockingham Works in 1842, the stock, &c., was sold off and dispersed, and the manufactory which had produced so large a quantity of elegant services, &c., was entirely discontinued. A small portion of the building was taken by an old and experienced workman, Isaac Baguley (formerly employed at the famous Derby China Works), who was one of Messrs. Brameld’s best painters and gilders. Here he commenced business in a small way on his own[507] account, and continued to do some little business until his death. Mr. Baguley did not manufacture the wares himself, but purchased what he required in the biscuit and white state, from other makers, and then painted, gilt, and otherwise ornamented them for sale. At his death, his son, Alfred Baguley, succeeded him, and, for a few years, carried on this decorative branch of the business on the old premises. Mr. Baguley decorated with commendable taste earthenware and porcelain, and produced some extremely good and effective designs in modelling, and clever patterns in decoration. One of his specialities was the old Rockingham ware, which he produced of a far purer and better quality than any other house. To this branch he paid particular attention, and produced the Rockingham chocolate or brown glaze on a china body. In this “Rockingham china,” breakfast and tea services, tea and coffee pots of the good old designs, drinking horns, jugs, &c., were made, and, being gilt in the same manner as the old Rockingham ware, have a remarkably pleasing appearance, while in touch they are all that can be desired. Mr. Baguley also made the famous old “Bishopthorpe” and “Wentworth” jugs. His mark was the same as that of the old works—the crest of Earl Fitzwilliam (Fig. 880) with the name—
At the end of the Rockingham Works in 1842, the stock, etc., was sold off and scattered, and the factory that had produced such a large number of elegant services, etc., was completely shut down. A small part of the building was taken over by an experienced craftsman, Isaac Baguley (who had previously worked at the renowned Derby China Works), known as one of Messrs. Brameld’s top painters and gilders. He started his own small business here and continued to operate until he passed away. Mr. Baguley didn't produce the goods himself but bought what he needed in the biscuit and white state from other manufacturers, then painted, gilded, and decorated them for sale. After his death, his son, Alfred Baguley, took over and continued this decorative part of the business at the same location for a few years. Mr. Baguley had a great eye for decorating earthenware and porcelain, creating some excellent and effective designs in modeling and clever decoration patterns. One of his specialties was the old Rockingham ware, which he made in a much purer and better quality than any other company. He paid special attention to this line and produced Rockingham chocolate or brown glaze on a china body. In this “Rockingham china,” he crafted breakfast and tea services, tea and coffee pots in classic designs, drinking horns, jugs, etc. These items, gilded in the same style as the old Rockingham ware, have a particularly pleasing appearance and are delightful to touch. Mr. Baguley also created the famous old “Bishopthorpe” and “Wentworth” jugs. His mark was the same as that of the old works—the crest of Earl Fitzwilliam (Fig. 880) with the name—

Fig. 869.
Fig. 869.
In 1852, a small portion of the works was tenanted by some earthenware manufacturers, who traded as “P. Hobson & Son,” but their occupation was of only short duration, and now the whole place is closed.
In 1852, a small part of the property was rented out to some pottery manufacturers, known as “P. Hobson & Son,” but their stay was brief, and now the entire place is shut down.
The Rockingham Works—a view of which in their palmiest days is on a dish made by Twigg, in my own collection—when in full operation, gave employment to a considerable number of hands and occupied a large area of ground.[119] At the present time the place is a sad and desolate-looking wilderness. The buildings have most of them been removed, and others, at the time of my visit, were being taken down. The whole place was in ruins, and in the area, where but a few years ago all was life, activity, and bustle in the execution of a royal order, “weeds and briars grow;” while in the centre of the wreck stood a building bearing the almost defaced words, “This way[508] to the China Room,” where no china, save broken fragments scattered about on the “shard rucks,” was to be seen.
The Rockingham Works—a view of which in its heyday is on a dish made by Twigg, in my own collection—when fully operational, employed a significant number of workers and occupied a large area of land.[119] Now, the place looks like a sad and desolate wilderness. Most of the buildings have been torn down, and others were being dismantled when I visited. The entire site was in ruins, and in the area where just a few years ago there was life, activity, and hustle in the execution of a royal order, “weeds and brambles grow;” while in the center of the wreckage stood a building with the almost faded words, “This way[508] to the China Room,” where no china, except for broken pieces scattered around on the “shard rucks,” was visible.
Of the “brown china” or “Rockingham ware” services, Cadogan pots, &c., I have given notices. It will be sufficient to add that although all which was made at these works were not marked, they usually bore the impressed marks of “Rockingham,” “Brameld,” or “Brameld & Co.,” or the name of “Mortlock.”
Of the "brown china" or "Rockingham ware" services, including Cadogan pots, I've provided some information. It's enough to add that while not everything produced at these factories was marked, they typically had impressed marks of "Rockingham," "Brameld," or "Brameld & Co.," or the name "Mortlock."
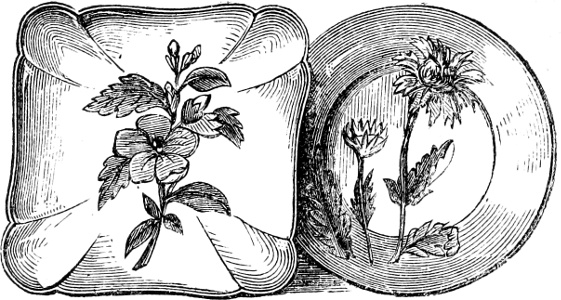
Fig. 870.
Fig. 870.
In fine hard “white stoneware,” and in fine cane-coloured ware, jugs of remarkably good design were made, and were decorated with groups in relief in the same manner; indeed, strongly resembling, both in body and in design, those of Turner, which are so well known to collectors. In Mr. Davis’s and other hands are remarkably good jugs of this kind, decorated with raised groups of figures in blue, and bearing the embossed mark to be hereafter spoken of. The handles of these jugs are formed of the leg and tail of a horse. In “green-glazed earthenware,” dessert services, flower vases, garden seats, and all the usual varieties of articles were made. The green, as a rule, was a somewhat lighter colour and not so good in quality as Wedgwood’s. The pieces were generally marked with the usual impressed mark. In fine “earthenware,” services of every kind were produced, both white, blue-printed, painted, and gilt. The glaze on the earlier pieces, it should be remarked, is of a decided blue tint, and somewhat inferior in quality. Some of the dessert-services produced in the early part of the present century are particularly interesting. On each piece is painted some flower as large as life, and coloured true to nature in every particular. The name of the plant represented is in each case pencilled at the back of the piece. The plants represented on the two examples (Fig. 870) are respectively marked as “Althea Frutex” and “Virgilia helioides.” In the late Dr. Brameld’s possession was a service of this same kind, in which the flowers were beautifully painted. The painter of these[509] pieces was Collinson, the best flower-painter employed at the Swinton Works, and they were made between the years 1810–15. The ware is particularly light, and has a remarkably pleasant feel in handling. I have been somewhat particular in speaking of this variety of goods, because similar services were produced far more extensively at the Don Works, at Swansea, and at other places.
In high-quality “white stoneware” and in fine cane-colored ware, jugs with impressive designs were created, featuring raised decorations similar to those of Turner, which are well-known among collectors. Mr. Davis and others have exceptional jugs of this type, decorated with blue raised figurines, and they bear the embossed mark that will be discussed later. The handles of these jugs are shaped like the leg and tail of a horse. In “green-glazed earthenware,” dessert sets, flower vases, garden seats, and all the usual items were produced. The green was generally a lighter shade and not as high quality as Wedgwood’s. The pieces usually carried the standard impressed mark. In fine “earthenware,” all kinds of services were made, including white, blue-printed, painted, and gilded options. It's worth noting that the glaze on the earlier pieces has a distinct blue tint and is somewhat lower in quality. Some dessert services from the early part of this century are particularly noteworthy. Each piece features a life-sized, naturally colored flower, and the name of the represented plant is handwritten on the back. The plants shown in the two examples (Fig. 870) are labeled “Althea Frutex” and “Virgilia helioides.” The late Dr. Brameld owned a similar service, beautifully painted with flowers. The artist behind these pieces was Collinson, the best flower painter at the Swinton Works, and they were made between 1810 and 1815. The ware is notably light and has a very pleasant texture when handled. I have gone into detail about this type of product because similar services were produced much more widely at the Don Works, Swansea, and other locations.


Figs. 871 and 872.
Figs. 871 and 872.
Of works of Art, in earthenware, the Swinton Pottery produced many vases and other objects of a high degree of excellence, both in design, manipulation, and in decoration, and were, indeed, far in advance of most of their competitors. Fig. 871 represents one of a pair of remarkably fine pot-pourris, which were “thrown” at the Swinton Works by Mr. Thomas Brameld the year he was out of his apprenticeship, in 1805, and were, till his death, in the possession of his son, Dr. Brameld. They are 18 inches high, and have lions’ heads for handles, while on the top of the lid is a lion couchant, the family crest, gilt. The jars are beautifully painted in Chinese subjects. The next engraving shows one of the specialities of the Swinton pottery, a “lotus vase,” from an example in Mr. Manning’s possession. It is formed of leaves, &c., and has butterflies, &c., raised, as if resting upon the leaves. The whole is carefully enamelled, and altogether forms a flower vase of surpassing beauty.[510] It is pleasant to add that at the close of the Rockingham Works, the moulds for the production of these “lotus vases,” as well as others, including the model of the keep of Conisborough Castle,[120] which, by the way, was another of the specialities of the Swinton Works, passed into the hands of the late Mr. John Reed, of the “Mexborough Pottery,” by whose successor they continue to be made, both in the fine old green-glazed style, and enamelled.
The Swinton Pottery created a variety of earthenware art, including many vases and other objects that were exceptionally well-designed, crafted, and decorated, far surpassing most of their competitors. Fig. 871 shows one of a pair of exquisite pot-pourris, made by Mr. Thomas Brameld at the Swinton Works in 1805, the year he finished his apprenticeship. They remained with his son, Dr. Brameld, until his death. These pieces stand 18 inches tall, feature lion heads as handles, and their lids display a reclining lion, the family crest, in gold. The jars are beautifully painted with Chinese themes. The next engraving displays a unique “lotus vase,” owned by Mr. Manning. It’s designed with leaves and has raised butterflies that appear to rest on them. The entire piece is carefully enamelled, creating a stunning flower vase. [510] It's also nice to note that when the Rockingham Works closed, the molds for making these “lotus vases,” along with designs like the model of Conisborough Castle, [120]—which was another specialty of the Swinton Works—were passed to the late Mr. John Reed of the “Mexborough Pottery.” His successor continues to produce them in both the classic green-glazed style and enamelled versions.
In “Queen’s ware,” or “cream-coloured ware,” services were formerly made at Swinton. It was of a very similar quality to that made at Leeds and at Castleford, and, being unmarked, is generally ascribed to one or other of those works. In Dr. Brameld’s possession was a teapot of this material, which is said to have been made in the latter part of last century by his grandfather. It is here shown. It is of deep buff, or cream colour, with beaded edges, and bears the name and date—
In “Queen’s ware,” or “cream-colored ware,” services were previously made at Swinton. It was of a very similar quality to the pieces made at Leeds and Castleford, and since it is unmarked, it is usually attributed to one of those factories. Dr. Brameld owned a teapot made from this material, which is said to have been created in the late part of the last century by his grandfather. It is shown here. It has a deep buff or cream color, with beaded edges, and features the name and date—
Amelia Hallam,
1773.
Amelia Hallam, 1773.
In the late Mr. Reed’s possession, too, was a double-handled drinking cup of elegant form, with the name Iohn Alsebrook, and the date 1795, within an enamelled border of roses and foliage, and having on the other side a Chinese figure subject, also enamelled.
In the late Mr. Reed’s collection, there was also a beautifully designed double-handled drinking cup, featuring the name John Alsebrook and the date 1795, surrounded by an enameled border of roses and leaves, and on the other side, there was an enameled Chinese figure design.

Fig. 873.
Fig. 873.
That this kind of ware was not made extensively at Swinton until after the dissolution of partnership with Hartley, Greens & Co., is perhaps to be easily accounted for in the fact that these proprietors of the Leeds Pottery, where it was manufactured so extensively and so well, being also partners here, the cream ware would be made principally at Leeds, while at the Swinton Works was produced what had not been made at the other place. From the time the works fell entirely into the hands of the Bramelds, however, this kind of ware became the staple production of the manufactory, and an immense trade was carried on in it in the Baltic and elsewhere. Not being marked, it probably often passes for Leeds ware in the eyes of collectors. In this material beautiful open-work baskets, and many other elegant articles, were made.
That this type of pottery wasn't produced widely in Swinton until after the partnership with Hartley, Greens & Co. ended can be easily explained. The owners of Leeds Pottery, where this ware was made extensively and effectively, were also partners here, so the cream ware was mainly produced in Leeds, while Swinton focused on what wasn’t made there. However, once the works were entirely run by the Bramelds, this type of pottery became the main product of the factory, and a huge trade in it developed in the Baltic and other areas. Since it wasn't marked, it likely often gets mistaken for Leeds ware by collectors. From this material, beautiful open-work baskets and many other elegant items were created.
[511]
[511]
Transfer printing was introduced at Swinton, at all events, as early, as I have shown, as 1788, and was continued to the close of the works. In the later years, some extremely tasteful groups of flowers, butterflies, &c., were engraved and transferred in outline, and then painted in the usual manner. In dinner, tea, toilet, and other services, the designs were extremely good, and one of them, the Don Quixote pattern, became very popular.
Transfer printing was introduced at Swinton as early as 1788, and it continued until the works closed. In the later years, some really beautiful designs of flowers, butterflies, etc., were engraved and transferred in outline, and then painted in the usual way. In dinner, tea, toilet, and other services, the designs were very good, and one of them, the Don Quixote pattern, became quite popular.
Engine-turned tea and coffee pots, plates, &c., were also manufactured, and in manipulation were equal to any produced in ordinary earthenware. Groups of flowers, figures, trophies, borders, &c., in relief, were also introduced.
Engine-turned tea and coffee pots, plates, etc., were also made, and in craftsmanship they were as good as any regular earthenware. Groups of flowers, figures, trophies, borders, etc., in relief, were also added.

Figs. 874 to 876.
Figs. 874–876.
In “china” the earliest examples are two trial pieces by Mr. Thomas Brameld, which I saw in the possession of his son, the late Dr. Brameld. These are a pair of small leaves, the body of which is of good quality, painted of a salmon colour with gold veins. These are probably of the date 1820–2, and but few trials were made from that time until 1825. In 1826 china ware began to be made largely, and from that time (in this year it will be remembered the works changed their name from “Swinton” to “Rockingham”) to 1842 was one series of successes in all but profit. Tea, coffee, dinner, dessert, toilet, and other services, were made in every variety of style, from the ordinary blue printed, or white with raised blue ornaments, to the most elaborately painted and gilt varieties. Vases, and numberless ornamental articles for the drawing-room and the toilet were also made, and were generally distinguished by good taste in design, and skill in decoration. To show how Art was, by the taste of the Bramelds, made subservient to the production of things of every-day use, I give, in Figs. 874 to 876, three examples in Mr. Manning’s possession.
In “china,” the earliest examples are two trial pieces by Mr. Thomas Brameld, which I saw with his son, the late Dr. Brameld. These are a pair of small plates made of good quality, painted in a salmon color with gold veins. They are likely from around 1820–22, and only a few trials were done from that time until 1825. In 1826, china ware began to be produced in large quantities, and from that year (remember that the works changed their name from “Swinton” to “Rockingham”) until 1842, there was a series of successes, except for profit. Tea, coffee, dinner, dessert, toilet, and other sets were made in every style, from basic blue printed or white with raised blue decorations to the most intricately painted and gilt varieties. Vases, along with countless decorative items for the living room and the bathroom, were also created, generally characterized by good taste in design and skill in decoration. To show how Art was shaped by the Bramelds’ taste, I provide, in Figs. 874 to 876, three examples in Mr. Manning’s collection.
[512]
[512]
In vases, some of the finest which had ever been produced were made at these works. At Wentworth House, the magnificent seat of Earl Fitzwilliam, among other fine examples of Swinton Art, is one which is of surpassing beauty. It was the largest china vase produced at that time in a single piece in this country. It stands three feet nine inches in height, and is three feet one inch in circumference. The base, which is of tripod form, has a blue ground, with flowers in compartments, and is massively gilt. From it rises the vase, supported on three lions’ paws in white and gold. From between the feet on each side spring branches of oak, solidly gilt, which entwine their leaves around the paws, and form an elegant border to each of the large painted subjects on the sides. The neck of the vase is in honeycomb open-work, with raised bees upon it; and the handles are of massive coral in white and gold. On each of the three sides of the vase is a large subject from Don Quixote, exquisitely painted in enamel colours. The cover has a blue ground, on which are flowers and trophies in tablets, surrounded by oak leaves and acorns in gold. It is surmounted by a large and powerfully-modelled rhinoceros, gilt. The under side of the cover, quite out of sight except when lifted off the vase, is painted in a series of small landscapes, alternating with subjects taken from Bewick’s celebrated tail-pieces. Inside the cover is the mark of the crest, and the words “Rockingham Works, Brameld,” and the date 1826. This splendid vase was painted by John Wager Brameld. At Wentworth House, too, the Earl and Countess Fitzwilliam have, along with a large number of choice examples of Chelsea, Chelsea-Derby, and other rare makes of China (which I have examined), several other notable pieces of Rockingham china. Among these are a set of three “Canova-shape” vases, painted with groups of flowers; a dessert-service of white and gold “seaweed” pattern, each piece bearing the crest and the date 1838; three of the pattern-plates submitted to William IV. in competition for the royal service; a number of example-plates of different designs; a breakfast service painted in flowers, each flower named; an elegant tray with raised flowers and a view of Arundel Castle; a pair of “monkey” beakers, nineteen inches high; and a pair of fine biscuit scent bottles, sixteen inches high, decorated with exquisite raised flowers.
In vases, some of the finest that have ever been made were created at these facilities. At Wentworth House, the stunning home of Earl Fitzwilliam, among other excellent examples of Swinton Art, is one that stands out for its incredible beauty. It was the largest china vase produced in this country in a single piece at that time. It is three feet nine inches tall and three feet one inch around. The base, which is tripod-shaped, has a blue background with flowers arranged in compartments and is heavily gilded. From it rises the vase, resting on three lion's paws in white and gold. From between the paws on each side sprout branches of solidly gilded oak, entwining their leaves around the paws and forming an elegant border for each of the large painted scenes on the sides. The neck of the vase features honeycomb open work with raised bees on it; and the handles are made of substantial coral in white and gold. On each of the three sides of the vase is a large scene from Don Quixote, beautifully painted in enamel colors. The cover has a blue background adorned with flowers and trophies in tablets, surrounded by gold oak leaves and acorns. Atop it sits a large, powerfully modeled rhinoceros, gilded. The underside of the cover, which is out of view except when lifted, is painted with a series of small landscapes, alternating with subjects inspired by Bewick’s famous tail-pieces. Inside the cover is the crest mark and the words “Rockingham Works, Brameld,” along with the date 1826. This magnificent vase was painted by John Wager Brameld. At Wentworth House, the Earl and Countess Fitzwilliam also have, alongside many exquisite examples of Chelsea, Chelsea-Derby, and other rare china (which I have examined), several other notable pieces of Rockingham china. Among these are a set of three “Canova-shape” vases painted with flower groups; a dessert set with a white and gold “seaweed” pattern, each piece featuring the crest and the date 1838; three pattern plates submitted to William IV in competition for the royal service; a number of example plates with various designs; a breakfast service painted with named flowers; an elegant tray with raised flowers and a view of Arundel Castle; a pair of “monkey” beakers, each nineteen inches tall; and a pair of fine biscuit scent bottles, each sixteen inches tall, adorned with exquisite raised flowers.
In the possession of the late Dr. Brameld, who had among other things, a remarkably beautiful ice pail and other pieces of note, was the fine vase engraved in Fig. 877, which is known as the “Dragon[513] Vase,” and occasionally by the not very euphonious name of the “Infernal Vase.” It is 3 feet 4½ inches in height, and has dragons for handles, and also a dragon on the top of the cover. Another of these “Dragon” vases is in the possession of Mr. Henry Barker. In the late Mr. Bagshawe’s collection was a set of three vases, green and gold, with swans for handles, on which are beautifully painted “named” views of “Bellagio, Lago di Come,” “Verona,” and “Isola Bella, Lago Maggiore.” Mr. Reed had pieces bearing views of Newstead Abbey, &c., and in Mr. Hobson’s possession are vases, with views of Chatsworth and other places.
In the collection of the late Dr. Brameld, who had, among other treasures, a beautifully crafted ice bucket and other notable items, was the elegant vase illustrated in Fig. 877, known as the “Dragon[513] Vase,” and sometimes referred to by the less appealing name of the “Infernal Vase.” It stands 3 feet 4½ inches tall, featuring dragons as handles and one on the top of the lid. Another “Dragon” vase belongs to Mr. Henry Barker. The late Mr. Bagshawe’s collection included a set of three green and gold vases with swan handles, beautifully painted with “named” views of “Bellagio, Lago di Como,” “Verona,” and “Isola Bella, Lago Maggiore.” Mr. Reed owned pieces depicting views of Newstead Abbey, etc., and Mr. Hobson has vases showcasing scenes from Chatsworth and other locations.

Fig. 877.
Fig. 877.
The chef-d’œuvre of the Rockingham China Works was, however, the truly gorgeous dessert service made for William IV., which is now preserved with the most scrupulous care at Buckingham Palace, and is, we are credibly informed, justly prized by her Majesty as among her more precious ceramic treasures. This service, which cost no less a sum than £5,000, consists of one hundred and forty-four plates, and fifty-six large pieces, and is one of the finest produced in this or any other country. The plates have raised oak borders in dead and burnished gold running over a raised laced pattern, also in gold, and the centres are splendidly painted with the royal arms, &c. The comports, which were all designed by Mr. Thomas Brameld, are emblematical of the use to which each piece has to be put. For instance, the comports for biscuit, are supported by ears of wheat; the fruit pieces have central open-work baskets of fruit; the ice pails are supported by holly berries and leaves; and in each case the landscapes are also in unison with the uses of the pieces, which are of exquisite design, and have also oak-leaf and lace decorations, so massively gilt in dead and burnished gold as to have the appearance of ormolu laid on the porcelain, and each piece is decorated with views of different seats, the sketches for which were taken expressly for the purpose, and by groups of figures, &c. This service is, as I have said, at Buckingham Palace. In Dr. Brameld’s possession was the specimen plate which was submitted to, and approved by, the king, and some portions of the comports, &c.; and in Mrs. Barker’s hands was one of the comports (with views[514] of “Langthwait Bridge,” and “Kentmore Hall,” and a group of bird-catchers), which, for its extreme beauty and rarity, is an almost priceless treasure. She also possesses a cup and saucer of the breakfast service prepared for Her Majesty. In Mrs. Reed’s possession is an unique example, being one of the specimen plates submitted for royal approval in a competition with the principal china manufacturers of the kingdom for the royal order. In this competition, twelve plates of different patterns were specially prepared and submitted by the Rockingham Works. Of these plates, the examples in Mr. Reed’s, Dr. Brameld’s, the Earl Fitzwilliam’s, Mr. Hobson’s, and other hands, form a part. In the centre are the royal arms, and the rim is decorated with oak leaves and acorns. Another unique pattern-plate belonged to Dr. Brameld, and is of the most delicate and exquisitely beautiful character. In the centre are the royal arms, and on the rim are three compartments, two of which contain groups of flowers, and the third a view, while between these the “garter” is repeated. The cost at which in the estimate it was calculated these plates could be produced, was twelve guineas each.[121]
The chef-d’œuvre of the Rockingham China Works was, however, the truly stunning dessert service made for William IV., which is now carefully preserved at Buckingham Palace and is, as we've heard, highly valued by her Majesty as one of her more treasured ceramic pieces. This service, which cost an impressive £5,000, consists of one hundred and forty-four plates and fifty-six large items, making it one of the finest ever produced in this country or elsewhere. The plates feature raised oak borders in both dead and burnished gold, overlaying a raised lace pattern, also in gold, with the centers beautifully painted with the royal arms, etc. The comports, all designed by Mr. Thomas Brameld, symbolize the function of each piece. For instance, the comports for biscuits are held up by ears of wheat; the fruit pieces have central open-work baskets filled with fruit; the ice pails are supported by holly berries and leaves; and in each case, the landscapes also reflect the purposes of the pieces, which are exquisitely designed and adorned with oak-leaf and lace decorations, so lavishly gilt in dead and burnished gold that they appear to be ormolu applied to the porcelain. Each piece is decorated with views of different locations, with sketches made specifically for this purpose, along with groups of figures, etc. This service is, as I mentioned, at Buckingham Palace. In Dr. Brameld’s possession was the sample plate presented to and approved by the king, along with some parts of the comports, etc.; and Mrs. Barker has one of the comports (featuring views of "Langthwait Bridge" and "Kentmore Hall," as well as a group of bird-catchers), which is an almost priceless treasure due to its extreme beauty and rarity. She also has a cup and saucer from the breakfast service prepared for Her Majesty. Mrs. Reed possesses a unique example, which is one of the specimen plates submitted for royal approval in a competition against the main china manufacturers of the kingdom for the royal order. In this competition, twelve plates of different designs were specially prepared and submitted by the Rockingham Works. The examples in Mr. Reed’s, Dr. Brameld’s, the Earl Fitzwilliam’s, Mr. Hobson’s, and others' collections are part of this. The center features the royal arms, while the rim is decorated with oak leaves and acorns. Another unique pattern plate belonged to Dr. Brameld and is of the most delicate and exquisitely beautiful quality. The center showcases the royal arms, and the rim has three sections, two of which contain flower groups, while the third shows a view, with the “garter” repeated between them. The estimated production cost for these plates was twelve guineas each.[121]
The dessert service made for William IV. was first used on occasion of the coronation of our beloved Queen, and has only, I am informed, been used on very special state occasions from that time to the present. Although so large a sum of money was paid for it the cost of its production was so great, that the actual outlay was, I am told by those who are in the best position to know, considerably more than was charged. This royal service had some little to do with the embarrassments that caused the final stoppage of the works.[122]
The dessert service made for William IV was first used at the coronation of our beloved Queen, and I've been told it has only been used on very special state occasions since then. Even though a significant amount of money was spent on it, the production costs were so high that, according to those in the know, the actual expense was much more than what was billed. This royal service had some role in the difficulties that led to the eventual halt of the works.[122]
In “biscuit,” figures, busts, and groups, as well as vases, of which splendid examples belong to Earl Fitzwilliam, were produced. Among other specimens that have come under my notice are a Swiss boy and girl, a fine bust of Earl Fitzwilliam, Chantrey’s sleeping child, Chantrey’s full-length statue of Lady Russell, &c.
In “biscuit,” sculptures, busts, and groups, along with vases, some of which are amazing examples owned by Earl Fitzwilliam, were created. Among other pieces I’ve noticed are a Swiss boy and girl, a stunning bust of Earl Fitzwilliam, Chantrey’s sleeping child, Chantrey’s full-length statue of Lady Russell, etc.
Among the artists employed at the Rockingham works it will only be necessary to name a few. These were Collinson, who[515] painted flowers; Llandig, who was a charming fruit and flower painter; Bailey, who was the principal butterfly painter,[123] and who also painted landscapes and crests; Speight (father and son), the latter of whom painted many of the finest subjects, both landscapes and figures, on the royal service, and who also painted the heraldic decorations on the same; Brentnall, who was a clever flower-painter; Cordon, who executed landscapes and figures; Tilbury, who painted landscapes and figures; Mansfield, who was the principal embosser and chaser in gold; Aston, who was clever as a modeller of flowers; and Cowen, who was an artist of much repute, and for many years enjoyed the patronage of the Fitzwilliam family. William Eley, too, was employed as modeller, and executed some admirable works, including a fine bust of Earl Fitzwilliam.
Among the artists working at the Rockingham factory, only a few need to be mentioned. These were Collinson, who painted flowers; Llandig, who was a delightful painter of fruits and flowers; Bailey, the main butterfly painter, who also created landscapes and crests; Speight (father and son), with the son responsible for many of the finest subjects, both landscapes and figures, for royal commissions, as well as the heraldic decorations; Brentnall, a skilled flower painter; Cordon, who painted landscapes and figures; Tilbury, who also painted landscapes and figures; Mansfield, who was the lead engraver and gold chaser; Aston, who was talented in modeling flowers; and Cowen, a well-regarded artist who enjoyed the support of the Fitzwilliam family for many years. William Eley was also employed as a modeler and created several outstanding pieces, including a beautiful bust of Earl Fitzwilliam.
The Marks used at the Swinton Works are not many, but have the advantage of being particularly clear and easily recognised. They are, so far as I have been able to ascertain, the following.
The Grades used at the Swinton Works aren’t numerous, but they are very clear and easy to recognize. As far as I can tell, they are the following.
It should be premised that no mark was placed on the early productions of these works, and they are, therefore, only to be ascertained by a knowledge of the body, the glaze, and the style of ornamentation used.
It should be noted that no marks were put on the early versions of these works, so they can only be identified by understanding the material, the glaze, and the style of decoration used.
The following are the marks which have come under my notice:—
The following are the marks I've noticed:—

Fig. 878.
Fig. 878.
This incised mark, the earliest used by these works, occurs on one of the famous “Brown China” high-shaped teapots of which I have spoken. It is a mark of great rarity.
This carved mark, the first one used by these pieces, appears on one of the well-known "Brown China" high-shaped teapots that I mentioned. It's a very rare mark.
ROCKINGHAM ROCKINGHAM
ROCKINGHAM ROCKINGHAM
in large capital letters, impressed into the body of the ware. The same in small capital letters. These occur on early examples of “Rockingham ware,” &c. The name MORTLOCK also occurs on examples of this ware.
in large capital letters, impressed into the body of the ware. The same in small capital letters. These appear on early examples of “Rockingham ware,” etc. The name MORTLOCK also appears on examples of this ware.
BRAMELD ✠✠
BRAMELD ✠✠
in capital letters, impressed. This occurs on green glazed ware, &c.
in capital letters, impressed. This happens on green glazed ware, etc.
BRAMELD & CO’ or BRAMELD**
BRAMELD & CO or BRAMELD
also in small capital letters, impressed.
also in small capital letters, impressed.
[516]
[516]

Fig. 879.
Fig. 879.
An embossed mark, in an oval, stuck on the ware, from which it generally differs in colour, being usually in blue.
An embossed mark, in an oval shape, is attached to the item, which usually differs in color, typically being blue.
ROYAL
ROCKINGHAM
WORKS
BRAMELD
ROYAL
ROCKINGHAM
WORKS
BRAMELD
in small capitals, in four lines, impressed. This mark occurs in biscuit figures, &c.
in small capitals, in four lines, impressed. This mark occurs in biscuit figures, etc.

Fig. 880.
Fig. 880.
This mark (Fig. 880) is the crest of the Earl Fitzwilliam, and was adopted in 1825–6 on the commencement of the manufacture of china, under the assistance of that nobleman, who was owner of the works. It is usually printed in red.
This mark (Fig. 880) is the crest of the Earl Fitzwilliam and was adopted in 1825–6 when the production of china began, with the support of that nobleman, who owned the factory. It is typically printed in red.
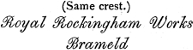
in writing letters. The first of these marks occurs, with the date 1826, on the Rhinoceros Vase at Wentworth House. The others are also in writing letters in purple.
in writing letters. The first of these marks appears, dated 1826, on the Rhinoceros Vase at Wentworth House. The others are also in writing letters in purple.
| (Same crest.) | (Same crest.) |
| ROYAL ROCKINGHAM | ROYAL ROCKINGHAM WORKS |
| BRAMELD | BRAMELD |
in capital letters. Sometimes in gold.
in capital letters. Sometimes in gold.
[517]
[517]
(Same crest.)
Rockingham Works.
Brameld
Manufacturer to the King
Queen and Royal Family.
(Same crest.)
Rockingham Works.
Brameld
Manufacturer to the King
Queen and Royal Family.
surrounded by a wreath of roses, &c. Printed in purple.
surrounded by a wreath of roses, etc. Printed in purple.
It is only necessary to add to this account of the Swinton Pottery that collectors will find remarkably good examples of Rockingham china, for reference, in the Jermyn Street Museum, including pattern plates of the royal service.
It’s worth mentioning in this account of the Swinton Pottery that collectors will find really good examples of Rockingham china for reference in the Jermyn Street Museum, including pattern plates of the royal service.
Mexborough.
The “Rock Pottery” or “Mexbro Pottery” is situated at Mexborough, a rising town near Swinton, with stations on the South Yorkshire and Midland lines of railway. The works, at first very small, were, I believe, established for the manufacture of brown and yellow wares, and for common red garden-pots, by a person named Beevers, who, with a partner named Ford—trading as Beevers and Ford—carried on the business for some years. The workrooms at this time were built close up to the rock, which, indeed, formed the back wall of the manufactory; and from this circumstance the place was called the “Rock Pottery,” a name by which it is still occasionally known. The goods at this time, and subsequently, during the proprietorship of Ford, Simpson, and Beevers, were made entirely from native clays, and were confined to “cane” or “yellow ware” dishes, jugs, &c., for household use; garden and root pots of red ware; and pitchers, &c., of a brown ware.
The “Rock Pottery” or “Mexbro Pottery” is located in Mexborough, a growing town near Swinton, with stations on the South Yorkshire and Midland railway lines. The factory, initially quite small, was founded, I believe, to produce brown and yellow ceramics, as well as common red garden pots, by a person named Beevers, who, along with a partner named Ford—trading as Beevers and Ford—operated the business for several years. At that time, the workrooms were constructed right next to the rock, which actually formed the back wall of the factory; because of this, the location was called the “Rock Pottery,” a name it is still sometimes called today. The products at this time, and later under the ownership of Ford, Simpson, and Beevers, were made entirely from local clays and included “cane” or “yellow ware” dishes, jugs, etc., for household use; garden and root pots made of red ware; and pitchers, etc., of brown ware.
The works next passed into the hands of Messrs. Reed and Taylor, who also owned the works at Ferrybridge (which see), and by them were considerably enlarged. The manufacture of finer kinds of earthenware was also introduced by them, and carried on with great success. In 1839 the pottery passed entirely into the hands of Mr. James Reed, who carried it on until 1849, when he was succeeded by his son, Mr. John Reed, by whom the manufactory was conducted until his decease. It was then carried on by his executors under the management of the late Mr. C. Bullock. During the time of Mr. Reed’s proprietorship, and that of his father, considerable alterations and additions were made to the works, and new kilns[518] erected; the character of the productions was also much improved, and several new varieties of wares were introduced. In 1873, Messrs. Sydney Woolf & Co., the owners of the “Australian Pottery,” at Ferrybridge (which see), became the purchasers of this manufactory, and they now carry it on conjointly with their other works at Ferrybridge, under the management of Mr. Bowman Heald. By Messrs. Woolf & Co. the works have been considerably extended and several new varieties of shapes and patterns introduced. They successfully compete in several classes of goods with any in the locality, and with many of the Staffordshire houses. The principal varieties of goods are,—in ordinary white earthenware,—all the most marketable varieties of painted, printed, enamelled, and gilt services of different kinds, many of which are of good design, manufactured chiefly for the home market. In dinner and toilet services, especially, some remarkably good patterns, well enamelled and gilt, are produced. In Stilton cheese stands and covers some good designs have been introduced. In Rockingham ware all the usual kinds of vessels are made. In “terra-cotta,” which is of a good colour, and of a fine and durable quality, Mr. Reed manufactured large-sized flower-vases for gardens and other decorative purposes; pendant flower-vases for conservatories, entrance-halls, &c.; root-pots of tasteful design, butter coolers, &c., &c.
The works were then taken over by Messrs. Reed and Taylor, who also owned the Ferrybridge factory (see that entry), and they significantly expanded the operations. They introduced the production of finer earthenware and successfully continued that line of manufacturing. In 1839, Mr. James Reed took full ownership of the pottery and ran it until 1849, when his son, Mr. John Reed, took over until his death. After that, the business was managed by his executors, including the late Mr. C. Bullock. During the time Mr. Reed and his father owned the factory, significant changes and expansions were made, including the addition of new kilns[518]; the quality of the products improved greatly, and several new types of goods were introduced. In 1873, Messrs. Sydney Woolf & Co., who owned "Australian Pottery" in Ferrybridge (see that entry), purchased this factory and now run it alongside their other operations in Ferrybridge under Mr. Bowman Heald's management. Under Messrs. Woolf & Co., the works have expanded significantly, with new varieties of shapes and patterns introduced. They successfully compete in various product categories with local businesses and many Staffordshire companies. The main types of products include, in ordinary white earthenware, all the most marketable types of painted, printed, enamelled, and gilt tableware of different kinds, many of which have good designs and are primarily made for the domestic market. Particularly, they produce some remarkably good patterns for dinner and toilet sets that are well enamelled and gilt. They've also introduced some nice designs for Stilton cheese stands and covers. In Rockingham ware, all the usual types of vessels are produced. For "terra-cotta," which is of good color and quality, Mr. Reed created large flower vases for gardens and other decorative purposes; pendant flower vases for conservatories, entrance halls, etc.; decorative root pots, butter coolers, and more.
In green glazed earthenware, dessert services, in which the plates, centres, comports, &c., are embossed with leaves, flowers, and other patterns, are made, many of them from the original moulds of the Swinton Works, which passed by purchase to the Mexborough pottery; and others of equally elegant design from moulds expressly belonging to Mexborough. In this ware garden seats, both plain and foliated, of the same designs as those produced in the old days of the Rockingham Works; and also root-pots and flower-vases, are made. Of these the “lotus vase,” of which I have already given an engraving (Fig. 872), is one of the most elegant and attractive, and is, I believe, made only at the Mexborough Pottery, as is also the model of the keep of Conisborough Castle already alluded to.
In green glazed earthenware, dessert sets, including plates, centers, comports, etc., are made with embossed leaves, flowers, and other designs. Many of these are created from the original molds of the Swinton Works, which were acquired by the Mexborough pottery, while others feature equally stylish designs from molds specifically owned by Mexborough. This type of ware also includes garden seats, both plain and decorated, that mirror those from the old days of the Rockingham Works, as well as root pots and flower vases. Among them, the “lotus vase,” which I have already illustrated (Fig. 872), is one of the most elegant and appealing pieces, and to my knowledge, it is made exclusively at the Mexborough Pottery, along with the model of the keep of Conisborough Castle mentioned earlier.
The mark used at the Mexborough Pottery, but which is only occasionally introduced, is simply the name of the proprietor,
The mark used at the Mexborough Pottery, but which is only sometimes shown, is just the name of the owner,
* REED *
* REED *
in large capitals, impressed in the ware.
in large capitals, stamped into the material.
[519]
[519]
Mexborough Old Pottery.—At Mexborough was formerly another pot-work, known as the “Mexborough Old Pottery.” This was established at the end of the last century by Messrs. Sowter and Bromley,[124] who held the works until 1804, when they came into the possession of Mr. Peter Barker. Peter Barker was the son of Joseph Barker, who came out of Staffordshire as manager of the Swinton Pottery. He became partner with Mr. Wainwright at the pot-works at Rawmarsh (afterwards Hawley’s), and ultimately took to the works at Mexborough. These were continued by the brothers, Peter and Jesse Barker, who were succeeded by Mr. Samuel Barker, the son of the latter, until 1834, when they acquired the Don Pottery. By Mr. Samuel Barker they were continued until 1844. The Mexborough Old Pottery was then discontinued, and is now converted into ironworks for the manufacture of wheels for locomotives. At these works the commoner descriptions of earthenware, including blue printing, were produced.
Mexborough Old Pottery.—There used to be another pottery in Mexborough called the “Mexborough Old Pottery.” It was established at the end of the last century by Messrs. Sowter and Bromley,[124] who operated the site until 1804, when it was taken over by Mr. Peter Barker. Peter Barker was the son of Joseph Barker, who came from Staffordshire as the manager of the Swinton Pottery. He became a partner with Mr. Wainwright at the Rawmarsh pot-works (later known as Hawley’s), and eventually took over the works in Mexborough. The pottery continued under the management of Peter and his brother Jesse Barker, and was later taken over by Mr. Samuel Barker, the son of Jesse, until 1834, when they acquired the Don Pottery. Mr. Samuel Barker ran the operation until 1844. The Mexborough Old Pottery was then closed down and has since been converted into ironworks that manufacture wheels for locomotives. At this site, less expensive types of earthenware, including blue printed items, were made.
Rawmarsh.
In the latter part of last century a pottery was carried on here by Mr. Peter Barker and his partner, under the style of “Barker and Wainwright.” He afterwards joined his brother Jesse at the Mexborough Old Pottery.
In the late 20th century, a pottery business was run here by Mr. Peter Barker and his partner, under the name “Barker and Wainwright.” Later, he teamed up with his brother Jesse at the Mexborough Old Pottery.
Rotherham.
North Field Pottery.—This pottery was established in 1851 by Joseph Lee, a working potter, who had previously carried on a small manufactory (now disused) in the town of Rotherham. In 1855 it was purchased by Mr. George Hawley, of Rawmarsh; who, on his death, was succeeded by his sons, the late Mr. William Hawley, father of the present proprietors, Mr. Matthew Hawley, and his two brothers. The firm was for a time carried on as “W. and G. Hawley,” but its present style is Hawley Brothers. The goods manufactured are the commoner descriptions of earthenware; and a large trade is carried on in furniture polish bottles and articles of a similar class.
North Field Pottery.—This pottery was founded in 1851 by Joseph Lee, a working potter who previously ran a small factory (now closed) in Rotherham. In 1855, it was bought by Mr. George Hawley from Rawmarsh; after his death, his sons took over, including the late Mr. William Hawley, who was the father of the current owners, Mr. Matthew Hawley and his two brothers. The business was briefly operated as “W. and G. Hawley,” but is now called Hawley Brothers. They produce primarily standard earthenware and have a significant trade in furniture polish bottles and similar items.
Holmes Pottery.—These works were built on part of the Holmes Hall Estate—the kitchen garden, in fact—formerly belonging to the[520] Walker family, who owned the large ironworks there, where at one time the notorious Tom Payne worked. The pottery was at first extremely small, but has gradually extended itself until it is now of considerable extent. It was first worked by Messrs. Earnshaw and Greaves, who were succeeded by Messrs. Dickinson and Jackson; it was then continued by Mr. Thomas Jarvis until some few years back, when it passed into the hands of Messrs. John Jackson & Co., the present owners. The goods produced are the commoner class of white and blue printed earthenware. Some years ago an attempt at china manufacture was made here, but was abandoned.
Holmes Pottery.—These works were established on part of the Holmes Hall Estate—the kitchen garden, to be exact—formerly owned by the[520] Walker family, who ran the large ironworks at that location, where the infamous Tom Payne worked at one point. The pottery started off very small but has gradually expanded until it now covers a significant area. Initially, it was operated by Messrs. Earnshaw and Greaves, who were followed by Messrs. Dickinson and Jackson; it was then taken over by Mr. Thomas Jarvis until a few years ago, when it came into the hands of Messrs. John Jackson & Co., the current owners. The products made here are the more common types of white and blue printed earthenware. A few years back, there was an attempt to produce china here, but it was eventually abandoned.
The Don Pottery.
The Don Pottery, closely adjoining the canal at Swinton, on which it has a wharf, was established in a very small way about 1790, and considerably increased in 1800 by John Green, of Newhill. He was one of the Greens of Leeds, of the same family as the proprietors of the Leeds Pottery, and a proprietor in the Swinton Pottery. He is, in fact, stated to have been the manager of the Leeds and the Swinton potteries, and to have sustained considerable losses on the breaking out of the French war. About 1800, or a little later, he purchased a plot of almost waste and swampy land at Swinton, and, with the aid of partners, set about the erection of the present works. At this time a person named Newton, father to the more than octogenarian from whom, some years ago, I picked up many scraps of the information I record, had an enamel kiln at the back of his house at Swinton, where he used to burn such wares as he decorated. To this man, for the first twelve months, Green, of the Don Pottery, brought his pattern pieces to be fired, as he prepared them. In 1807, other members of the family united with John Green, who also had partners named Clarke; the firm trading as “Greens, Clarke, & Co.” In 1831, Mr. Green was proprietor of the Don Pottery.
The Don Pottery, located right next to the canal at Swinton, where it has a wharf, started off in a very small way around 1790. It expanded significantly in 1800 thanks to John Green from Newhill. He was part of the Green family from Leeds, the same family that owned the Leeds Pottery, and he was also a part-owner of the Swinton Pottery. He is said to have managed both the Leeds and Swinton potteries and faced substantial losses when the French war broke out. Around 1800 or shortly after, he bought a piece of almost useless, swampy land in Swinton and, with the help of partners, began building the current facilities. At that time, a man named Newton, who was the father of an octogenarian from whom I gathered many bits of information a few years back, had an enamel kiln behind his house in Swinton, where he fired the wares he decorated. For the first twelve months, Green from the Don Pottery took his pattern pieces to Newton to be fired as he prepared them. In 1807, other family members joined John Green, along with partners named Clarke, and the firm operated as “Greens, Clarke, & Co.” By 1831, Mr. Green was the owner of the Don Pottery.
In 1834 the Don Pottery passed by purchase to Mr. Samuel Barker, of the Mexborough Old Pottery; which latter works he closed in 1844, and confined his operations entirely to the Don manufactory. In 1851 the firm became “Samuel Barker and Son,” under which style it is still continued, the present proprietors being Mr. Henry Barker and Mr. Edward Barker.
In 1834, the Don Pottery was bought by Mr. Samuel Barker, who was from the Mexborough Old Pottery. He shut down the Mexborough works in 1844 and focused entirely on the Don factory. In 1851, the company was renamed “Samuel Barker and Son,” and it continues under that name today, with the current owners being Mr. Henry Barker and Mr. Edward Barker.
From a list of goods prepared by the firm in 1808, it appears that[521] a considerable variety was produced at that time. This list, which is in my own collection, is thus headed:—
From a list of products created by the company in 1808, it seems that[521] a significant variety was produced back then. This list, which I have in my own collection, is titled:—
“Greens, Clarke, & Co., Don Pottery, near Doncaster, Make, Sell, and Export Wholesale all the various kinds of Earthenware, viz., Cream-colour, Brown, Blue, and Green Shell, Nankin Blue, Printed, Painted, and Enamelled, Egyptian Black, Brown, China, &c., &c. Also Services executed in Borders, Landscapes, Coats of Arms, &c., and ornamented with Gold or Silver.”
“Greens, Clarke, & Co., Don Pottery, near Doncaster, make, sell, and export a wide range of earthenware in bulk, including cream-colored, brown, blue, and green shell, Nankin blue, printed, painted, and enameled styles, as well as Egyptian black, brown, and china, and more. We also create custom services featuring borders, landscapes, coats of arms, and embellishments in gold or silver.”
Of the ordinary fine earthenware made soon after the opening of the works, some specimens, whose actual date can be satisfactorily ascertained, have come under my notice, and show to what perfection in body and glaze, in manipulation, and in decoration, the manufacture had already arrived. The most remarkable of these early specimens is a jug, commonly called the “Jumper Jug,” which is of great rarity. On either side of the larger jugs is the figure of a very uncouth, coarse, and slovenly-looking man, in red coat, pink waistcoat, striped green and white under-waistcoat, orange-neckerchief, orange breeches, above which his shirt is seen, top boots, and spurs. In his hand he holds his hat, orange, with red ribands, on which is a card bearing the words “Milton for ever.” Beneath the spout, on a scroll, is the following curious verse:—
Of the ordinary fine earthenware made shortly after the factory opened, I've seen some pieces with a definite date that demonstrate how advanced the body, glaze, manipulation, and decoration of the craft had already become. The most notable of these early pieces is a jug often referred to as the "Jumper Jug," which is quite rare. On either side of the larger jugs is an image of a very awkward, rough-looking man, dressed in a red coat, pink waistcoat, striped green and white under-waistcoat, and orange neckerchief and breeches, above which his shirt is visible, wearing top boots and spurs. He's holding his hat, which is orange with red ribbons, and it has a card on it saying “Milton for ever.” Below the spout, there's a scroll with the following intriguing verse:—
This man, who was known all the country round as “Orange Jumper,” was a very eccentric character, and a great mover in the political “stirs” of his county. He was a horse-breaker at Wentworth, and many extraordinary stories are remembered in connection with him. One of these, as connected with the story of this jug, is worth repeating. In the great Yorkshire election of 1807—the most costly and the most strongly contested election on record—when the candidates who were so mercilessly pitted against each other were Lord Milton, Wilberforce, and Lascelles, “Orange Jumper” was employed to carry dispatches regularly backwards and forwards from York to Wentworth House, the seat of Earl Fitzwilliam, the father of Lord Milton, who eventually won the election, and was returned as the colleague of Wilberforce. Orange was the Fitzwilliam colour, and blue that of Lascelles (son of the Earl of Harewood), his opponent; and on one occasion “Jumper” was seen[522] entering York decked out as usual in orange, but riding on an ass gaily decorated with bright blue ribands. On being jeered at for this apparent inconsistency in wearing both colours, he replied that he wore the right colour, orange, and that his ass was only like other asses, for they were all donkeys that wore blue! The election was gained by the party he espoused, and in commemoration these jugs,[125] with his portrait and verse, were made. They are marked
This man, known throughout the area as “Orange Jumper,” was quite an eccentric and a key player in the political happenings of his county. He worked as a horse-breaker at Wentworth, and there are many remarkable stories associated with him. One of these, related to the story of this jug, is worth sharing. During the significant Yorkshire election of 1807—the most expensive and fiercely contested election ever—candidates Lord Milton, Wilberforce, and Lascelles were pitted against each other. “Orange Jumper” was hired to deliver messages regularly between York and Wentworth House, the home of Earl Fitzwilliam, Lord Milton's father, who eventually won the election and returned alongside Wilberforce. Orange was the color of the Fitzwilliam campaign, while blue represented Lascelles (the Earl of Harewood's son), his opponent. On one occasion, “Jumper” was spotted entering York, dressed as usual in orange but riding an ass adorned with bright blue ribbons. When mocked for this seeming contradiction of wearing both colors, he retorted that he wore the right color, orange, and that his ass was just like all the other asses, because they were all donkeys wearing blue! His favored party won the election, and in celebration, these jugs, [125] with his portrait and verse, were created. They are marked
Don. Pottery.
Don. Ceramics.
pencilled in red on the bottom.
penciled in red at the bottom.
An engraved pattern-book was issued by the firm, in the same style, and of the same size, as that of Hartley, Greens, & Co., of the Leeds Pottery. A careful comparison of the two books reveals the fact, that whereas in the latest edition of that of Leeds 269 patterns are engraved, in that of the Don Pottery 292 are given. It also reveals the important fact that many of the Don patterns are identical with those of Leeds, the engraver of the former having evidently traced from those of the latter (Leeds) in preparing his plates. Many of the remaining patterns are slightly altered from Leeds, while others do not appear in the book of those works at all. In this pattern-book Figs. 1 to 8 are covered tureens; 10 to 12 are leaves; 13 to 18, covered vegetable dishes; 19 to 23, sauce tureens with covers, stands, and ladles; 24, a two-handled drinking cup; 26 to 30, butter-boats; 31 to 49, dishes and plates, &c.; 50 to 69, fruit bowls, side dishes, &c.; 70 to 76, perforated, open-work, and embossed baskets and stands, some of which have covers, and are precisely of the same kind as those of the Leeds works; 77, a perforated chestnut tureen, like that of the Leeds works; 78, also perforated and embossed; 79 to 83, perforated dishes and plates; 84 to 91, covered sugar bowls, &c.; 92 to 96, spoons and strainers; 97 to 110, bowls, &c.; 111 is a melon bowl of the same kind as those made at Leeds; 113 to 116 are egg cups and stands; 118 to 130, cruets, &c.; 131, an asparagus holder, like the Leeds; 139 to 145, mugs and jugs; 146, a toast rack; 147, an invalid’s feeding cup; 148 to 159, dishes, tureens, &c.; 160 and 161, vegetable trays in compartments; 163 to 176, ice pails and domestic vessels; 177 to 183, ink stands; 184, 185, flower-pots; 186 to 202, toilet services and shaving basins; 201 is a scaphium; 206 is a quintal flower horn;[523] 207, a pastile-burner; and then come candlesticks, egg-cups, flower-vases, flower-stands, vases, crosses with cup for holy water, &c. Another series of plates, the figures numbered from 1 to 54 and from A to K, are devoted to tea equipages, consisting of a remarkable and very striking variety of teapots, coffee-pots, milk jugs, sugar bowls, cake trays, tea canisters, basins or bowls, tea, coffee, and chocolate cups and saucers, &c., &c. On each plate throughout the series the name “Don Pottery” is engraved in a scroll.
An engraved pattern book was released by the company, matching the style and size of that from Hartley, Greens, & Co. of the Leeds Pottery. A close comparison of the two books shows that while the latest edition from Leeds includes 269 patterns, the Don Pottery book features 292 patterns. It’s also revealing that many of the Don patterns are the same as those from Leeds, suggesting that the engraver for Don copied from Leeds when creating his plates. Many of the remaining patterns are slightly modified from Leeds, while others are not found in the Leeds book at all. In this pattern book, Figs. 1 to 8 are covered tureens; 10 to 12 are leaves; 13 to 18 are covered vegetable dishes; 19 to 23 are sauce tureens with covers, stands, and ladles; 24 is a two-handled drinking cup; 26 to 30 are butter boats; 31 to 49 are dishes and plates, etc.; 50 to 69 are fruit bowls, side dishes, etc.; 70 to 76 are perforated, open-work, and embossed baskets and stands, some of which have covers and are precisely the same type as those from Leeds; 77 is a perforated chestnut tureen, similar to those from Leeds; 78 is also perforated and embossed; 79 to 83 are perforated dishes and plates; 84 to 91 are covered sugar bowls, etc.; 92 to 96 are spoons and strainers; 97 to 110 are bowls, etc.; 111 is a melon bowl similar to those made at Leeds; 113 to 116 are egg cups and stands; 118 to 130 are cruets, etc.; 131 is an asparagus holder like the one from Leeds; 139 to 145 are mugs and jugs; 146 is a toast rack; 147 is an invalid’s feeding cup; 148 to 159 are dishes, tureens, etc.; 160 and 161 are vegetable trays with compartments; 163 to 176 are ice pails and household items; 177 to 183 are ink stands; 184 and 185 are flower pots; 186 to 202 are toilet sets and shaving basins; 201 is a scaphium; 206 is a quintal flower horn; [523] 207 is a pastile burner; and then come candlesticks, egg cups, flower vases, flower stands, vases, crosses with a cup for holy water, etc. Another series of plates, numbered 1 to 54 and from A to K, is dedicated to tea sets, featuring a remarkable and diverse range of teapots, coffee pots, milk jugs, sugar bowls, cake trays, tea canisters, bowls, tea, coffee, and chocolate cups and saucers, etc. Each plate in the series is engraved with the name “Don Pottery” in a scroll.
Figs. 881 to 883.
Figs. 881-883.
Open-work baskets, tureens, &c., twig baskets, in which the “withies” were of precisely the same form as those of Leeds and Wedgwood, &c., perforated plates, dishes, tureens, spoons, ladles, and other articles, ice-pails, salt-cellars, flower-vases, cruets and stands, inkstands, seals, bird fountains, smelling-bottles, and, indeed, every variety of articles, as well as services of all descriptions, and ornamental vases of several designs, were made in these wares, and such as were adapted for the colour were made in green glazed ware. Of teapots, many patterns, with raised groups, trophies, &c., and others for loose metal “kettle-handles” are also engraved.
Open-work baskets, tureens, etc., twig baskets, where the "withies" were shaped exactly like those from Leeds and Wedgwood, etc., perforated plates, dishes, tureens, spoons, ladles, and various items, ice buckets, salt cellars, flower vases, cruets and stands, ink stands, seals, bird fountains, scent bottles, and truly every kind of item, along with services of all types, and decorative vases of different designs, were produced in these wares, and those suited for color were made in green glazed ware. For teapots, there were many designs, featuring raised groups, trophies, etc., and others designed for loose metal "kettle-handles" are also engraved.
In the cream-coloured ware, and also in the fine white earthenware, excellent dessert and other services were made, and were painted with flowers, &c., with a truth to nature which has seldom been equalled. In my own collection are also some remarkable plates of small size of fine earthenware. In these the underside of the plate is left white, while the whole of the rest is tinted of a deep buff. The edge, and a line on the inner side of the rim, is black, and in the centre of each plate is a landscape, which has all the beauty and effect of a well-executed Indian ink drawing.
In the cream-colored pottery, as well as in the fine white earthenware, exceptional dessert and other tableware were created, painted with flowers, etc., with a naturalness that is rarely matched. In my own collection, there are also some notable small plates made of fine earthenware. The underside of the plate is left white, while the rest is a rich buff color. The edge and a line on the inner rim are black, and in the center of each plate is a landscape that has all the beauty and impact of a well-executed ink drawing.
[524]
[524]
About 1810–12, china of an excellent quality was, to a very small extent indeed, made at the Don Pottery, and examples of this are of extreme rarity. In Mr. Manning’s possession is a coffee mug of excellent body, and of remarkably good soft glaze, well painted with Chinese subjects, which is marked “Don Pottery” in very small letters, pencilled in red. This interesting specimen is the only marked one which has come under my notice. Two other specimens of this very rare china ware, which are equally curious and interesting with the one just spoken of, are here engraved. One is a jug which will hold rather more than a pint, and has a curious story attached to it. The china body of which it was made was mixed by Godfrey Speight and Ward Booth, both of whom were originally from Staffordshire; the latter, it is said, was brought from that county “with a whole regiment of hands” to work at the new Don Pottery, of which he became the manager. The jug was painted by his son, Taylor Booth, who was brought up with Enoch Wood, of Burslem, and afterwards was at the old Derby China Works, and given to Speight, from whose aged son’s hands it passed into my own. It is beautifully painted with groups of flowers on either side, and a sprig of jasmine beneath the spout, and has a broad gold line round the top. The curious part of the story connected with this jug is, that in the body of which it is composed, by one of those strange and unaccountable freaks to which potters as well as other people are liable, are two of the fingers of a noted malefactor, Spencer Broughton, who was gibbeted on Attercliffe Common at the close of the last century. It appears that a party of the Don and Swinton potters, who had been to Sheffield for a carousal, and had stayed there till the small hours of the morning, were, when not sober, returning over the moor, when, on passing the gibbet on which the gaunt skeleton of the malefactor still hung, as it had for years, in chains, one of them, saying, “Let’s ha’ a rap at him,” picked up a stone and threw it, knocking off the bones of two of the fingers. These were picked up, and carefully carried home as trophies of the exploit; and some time afterwards, when trials in the manufacture of china were being made, they were brought out, calcined, and mixed with some of the body. Of this body a seal was made, “with a gibbet on it,” and the jug (Fig. 882) just described. This story I had from the lips of one of the party of potters, a man then fast nearing “fourscore years and ten” in age. The horrible and brutal taste displayed by the potters has, it must be admitted, its use in authenticating[525] the example, and in giving it, at all events, an approximate date.
Around 1810–12, china of very high quality was produced, albeit in very small amounts, at the Don Pottery, and examples of this are extremely rare. Mr. Manning owns a coffee mug with an excellent structure and a notably good soft glaze, beautifully painted with Chinese designs, marked “Don Pottery” in tiny red letters. This unique piece is the only marked one I have encountered. Two other examples of this exceptionally rare china, which are equally intriguing, are illustrated here. One is a jug that holds just over a pint and has an interesting backstory. The china used to make it was mixed by Godfrey Speight and Ward Booth, both originally from Staffordshire; the latter reportedly came to the area “with a whole regiment of hands” to work at the new Don Pottery, where he became the manager. The jug was painted by his son, Taylor Booth, who grew up with Enoch Wood of Burslem and later worked at the old Derby China Works. It was given to Speight, and from his elderly son's hands, it came into my possession. It features beautiful floral paintings on either side and a sprig of jasmine under the spout, along with a broad gold line around the top. The fascinating part of the story about this jug is that among the clay used to make it, by one of those strange and inexplicable events that potters—and others—sometimes experience, are two fingers from a notorious criminal, Spencer Broughton, who was hanged on Attercliffe Common at the end of the last century. Apparently, a group of potters from Don and Swinton had gone to Sheffield for a night out and were returning over the moor when, in their drunken state, they passed the gibbet where the gaunt skeleton of the criminal had been hanging for years in chains. One of them, saying, “Let’s have a throw at him,” picked up a stone and threw it, knocking off two of the fingers. They took these home as trophies; some time later, when experimenting with china production, they were ground up, calcined, and mixed into the clay. A seal was made “with a gibbet on it,” and the jug (Fig. 882) was created from this mixture. I learned this story from one of the potters involved, a man then nearing “fourscore years and ten.” The gruesome and brutal taste displayed by the potters does serve a purpose in authenticating[525] the piece and, in any case, gives it a rough date.
The other example is a comport (Fig. 881) of remarkably fine body and excellent glaze, and has a plant of the tiger-lily exquisitely painted of natural size, occupying the whole of its inside.
The other example is a comport (Fig. 881) with an impressively fine body and great glaze, featuring a beautifully painted tiger-lily plant in its natural size, covering the entire inside.
In fine cane-coloured ware, tea-services, jugs, &c., were made, and were ornamented with figures, borders, and other designs in relief. Of this kind of ware the accompanying engraving of a sugar-box will serve as an example. It is ornamented with figures, trophies, &c., in relief in black and is marked “Green’s Don Pottery.”
In fine beige-colored pottery, tea sets, jugs, etc., were produced and decorated with figures, borders, and other raised designs. The accompanying engraving of a sugar box serves as an example of this type of pottery. It features raised figures, trophies, etc., in black and is labeled “Green’s Don Pottery.”
In green glazed ware flower-vases of large size, root-pots, dessert and other services; in red ware, scent jars of bold and good design, large-sized mignonette vases, and many other articles; and in “Egyptian black,” teapots, cream-ewers, jugs, &c., were made.
In large green glazed flower vases, plant pots, dessert dishes, and other items; in red ware, stylish scent jars, large mignonette vases, and many other pieces; and in "Egyptian black," teapots, cream jugs, pitchers, etc., were produced.
The “brown china” spoken of in the list of goods was the “Rockingham Ware,” which was attempted to be made at the Don Pottery, and is still made of the common marketable quality.
The “brown china” mentioned in the list of goods was the “Rockingham Ware,” which was tried to be produced at the Don Pottery, and is still made in the standard marketable quality.
A considerable trade was carried on with Russia, with France and Belgium, and with South America, to which markets the greater part of the goods produced were consigned.
A significant amount of trade happened with Russia, France, Belgium, and South America, where most of the produced goods were sent.
At the “Don Pottery” at the present day, Messrs. Barker produce all the usual varieties of the commoner classes of earthenware to a large extent; the works giving employment to between two and three hundred hands. In toilet services many excellent patterns are produced, both enamelled, gilt, and lustred. They also produce dinner, tea, dessert, and other services, as well as all the usual varieties of goods for home and foreign consumption, including in “Egyptian black,” teapots, cream-ewers, &c., Rockingham ware, and “cane,” or yellow ware.
At the “Don Pottery” today, Messrs. Barker produces a wide range of common earthenware, employing around two to three hundred workers. They create many excellent designs for toilet sets, including enamelled, gilt, and lustred options. They also make dinner, tea, dessert sets, and various other items for both local and international markets, including “Egyptian black” teapots, cream jug, and more, as well as Rockingham ware and “cane,” or yellow ware.
Some of the painted patterns recently introduced are of good design, and their pressed jugs are of superior shape.
Some of the newly introduced painted patterns have great designs, and their pressed jugs have excellent shapes.
The marks adopted by these works have been but few, and these only very occasionally used. They are, so far as I have been able to ascertain, as follows:—“Don Pottery” pencilled in red on the bottom of the vessel, or “DON POTTERY” impressed on the bottom of the pieces.
The marks used by these works are quite limited, and they're only used very occasionally. As far as I can tell, they are as follows:—“Don Pottery” written in red on the bottom of the vessel, or “DON POTTERY” stamped on the bottom of the pieces.
GREEN
DON POTTERY
Green
Don Pottery
also impressed.
also impressed.
[526]
[526]

Fig. 884.
Fig. 884.

Fig. 885.
Fig. 885.

Fig. 886.
Fig. 886.

Fig. 887.
Fig. 887.
The first of these marks (Fig. 886), also in transfer printing, an eagle displayed rising from out a ducal coronet, was adopted by the firm when it became Samuel Barker and Son, at which time the old mark was discontinued. The eagle displayed is not now used, the firm having adopted the old mark of the demi-lion rampant holding in his paws the pennon, and enclosed within a garter, beneath which are the initials of the firm, “S. B. & S.” (Fig. 887) On the ribbon of the garter is usually given the name of the pottery, as for instance YORK.
The first of these marks (Fig. 886), also in transfer printing, features an eagle rising from a ducal coronet. This was adopted by the firm when it changed its name to Samuel Barker and Son, at which point the old mark was retired. The eagle design is no longer in use; the firm has instead adopted the old mark of a demi-lion rampant holding a pennon in its paws, surrounded by a garter, beneath which are the initials of the firm, “S. B. & S.” (Fig. 887) The name of the pottery, for example, YORK, is typically displayed on the ribbon of the garter.
Denaby.
The Denaby Pottery was established for the manufacture of fire-bricks, &c., but was, about 1864, taken by Mr. John Wardle (from Messrs. Alcocks, of Burslem), who was shortly afterwards joined in partnership by Mr. Charles W. Wilkinson, the business being carried on under the style of “Wilkinson and Wardle.” The works were situated near the railway, from which they had a siding direct into the premises. The goods produced were the general ordinary classes of printed earthenware, pearl body, cream ware, &c., which were of good ordinary quality. In these all the more popular and favourite[527] patterns were produced, and all the copper plates being new, were sharp and fresh in appearance. Dinner, tea, coffee, toilet and other services were produced, as well as jugs and other articles, some of which are of really good and effective design. Yellow, or cane-coloured ware, was also made, as well as tiles for external decorative purposes. These were made from clay found at Conisborough, where branch works were established. The mark adopted by the firm, for what reason it is difficult to divine, unless it be that the wares were intended to pass for Staffordshire make, was the Staffordshire knot, with the words “Wilkinson and Wardle, Denaby Potteries.” These works, after an existence of a few years only, were closed in 1869 or 1870, and the buildings converted into bone and glue works.
The Denaby Pottery was set up to make fire-bricks, etc., but around 1864, Mr. John Wardle (who came from Messrs. Alcocks in Burslem) took it over. Soon after, he partnered with Mr. Charles W. Wilkinson, and the business operated under the name “Wilkinson and Wardle.” The factory was located near the railway, which had a direct siding into the premises. They produced a range of ordinary printed earthenware, including pearl body and cream ware, all of decent quality. They offered popular and favorite patterns, and with all new copper plates, the designs were sharp and fresh. They created dinner, tea, coffee, and toilet services, along with jugs and other items, some of which featured really nice designs. They also made yellow or cane-colored ware and tiles for external decoration. These tiles were made from clay sourced in Conisborough, where they had branch works. The firm's chosen mark was the Staffordshire knot, along with the words “Wilkinson and Wardle, Denaby Potteries,” for reasons that are hard to understand, unless the products were meant to be mistaken for Staffordshire wares. Unfortunately, after just a few years, these works were closed in 1869 or 1870, and the buildings were repurposed for bone and glue production.
Kilnhurst.
At Kilnhurst, a place which one would naturally say took its name from pot-works, is a manufactory of earthenware, known as the “Kilnhurst Old Pottery.” This was established about the middle of last century, soon after the Act for the navigation of the river Don was obtained. It was erected on the estate of the Shore family. It was held at the beginning of this century by a potter named Hawley, who had also a pottery at Rawmarsh. From him it passed into the hands of George Green (one of the family of the Greens at Leeds), by whom, on the 25th of April, 1832, they were purchased by Messrs. Brameld & Co. (subject to Mr. Shore, the owner, accepting them as tenants), at a valuation, Mr. Green to retain all the manufactured goods, copper plates, moulds, &c., and to reduce as much as convenient the stock of raw materials. In 1839 it came into the hands of Messrs. Twigg Brothers. It is now carried on by the surviving partner, Mr. John Twigg, who produces the usual varieties of earthenware, and has made some unsuccessful trials in china.
At Kilnhurst, a place that obviously got its name from pottery works, there is a factory for earthenware known as the “Kilnhurst Old Pottery.” This was established around the middle of the last century, shortly after the Act for navigating the River Don was passed. It was built on the Shore family's estate. At the beginning of this century, a potter named Hawley operated it, and he also had a pottery in Rawmarsh. From him, it went to George Green (part of the Green family from Leeds), who, on April 25, 1832, sold it to Messrs. Brameld & Co. (with the condition that Mr. Shore, the owner, accepted them as tenants), at a valuation, where Mr. Green retained all the finished goods, copper plates, molds, etc., and reduced the stock of raw materials as much as possible. In 1839, it came under the ownership of Messrs. Twigg Brothers. It is currently run by the surviving partner, Mr. John Twigg, who produces the usual types of earthenware and has made some unsuccessful attempts at creating china.
Wath-upon-Dearne.
The “Newhill Pottery” was established, about 1822, by Mr. Joseph Twigg, who up to that time had the management of the Swinton Old Pottery, by whom, in partnership with his sons John, Benjamin, and Joseph Twigg, it was carried on until about 1866, when it passed into the hands of Messrs. Binney and Matthews, who were shortly afterwards succeeded by Messrs. Dibb and Coulter. In April, 1872,[528] the works were purchased by Messrs. Bedford and Richmond, the present proprietors. The goods produced are the ordinary useful classes of earthenware, both for home consumption and for export. In these all the usual services and articles of every-day use are made, both in white, in printed (in which some good patterns are employed), sponged and coloured varieties, and they are produced of the usual qualities.
The “Newhill Pottery” was founded around 1822 by Mr. Joseph Twigg, who had previously managed the Swinton Old Pottery. He ran it in partnership with his sons John, Benjamin, and Joseph Twigg until about 1866, when it was taken over by Messrs. Binney and Matthews, who were soon succeeded by Messrs. Dibb and Coulter. In April 1872,[528] the factory was bought by Messrs. Bedford and Richmond, the current owners. The products made are standard useful earthenware, both for local use and export. They include all the usual services and everyday items, available in white, printed (with some appealing patterns), sponged, and colored varieties, and they are produced in the usual quality levels.
Wakefield.
A pottery existed on Wakefield Moor in the latter part of the seventeenth century, where vessels were made from clay found on the spot. This clay Houghton, in 1693, calls “The potters’ pale yellow clay of Wakefield Moor.”
A pottery was located on Wakefield Moor in the late seventeenth century, where vessels were created from locally sourced clay. This clay was referred to by Houghton in 1693 as “The potters’ pale yellow clay of Wakefield Moor.”
Potovens.
The village of Potovens lies about two miles from Wakefield, and, as its name implies, takes its origin from some old potteries established at this place. Ralph Thoresby in his Diary (1702) says, under date of March 16th, “From Wakefield then by Allerthorpe (Alverthorpe) and Silkhouse to the Pott-Ovens (Little London, in the dialect of the poor people), where I stayed a little to observe not only the manner of their forming their earthenware—which brought to mind the words of the prophet, ‘As clay in the hands of the potter, so are we in the Lord’s’—but to observe the manner of building the furnaces, their size and materials, which are small, and upon the surface of the ground, confirming me in my former apprehensions that those remains at Hawcaster-rigg (Philosoph. Trans. No. 222) are really the ruins of a Roman pottery.” These works were carried on, about the time, or in the time, when Thoresby wrote, by one Caleb Glover. In his will, dated 29th of January, 1728, recorded in the Rolls Office, February 6th, 1729, this Caleb Glover “of Pott-Ovens, pott-maker,” bequeaths to his wife all his chattels excepting his “working tools and oven house,” and to his son Daniel Glover he leaves all his “working tools belonging to the trade of a pot-maker, and the pot oven.” He was succeeded at his death, in 1728–9, by this son Daniel Glover, who continued the works. No manufactory of the kind now exists at this place, and the name of the village itself is somewhat ambiguous, for it is occasionally known as Wrenthorp.
The village of Potovens is about two miles from Wakefield and, as its name suggests, was founded on some old potteries that were set up there. Ralph Thoresby mentioned in his Diary (1702) on March 16th, “From Wakefield then through Allerthorpe (Alverthorpe) and Silkhouse to the Pott-Ovens (Little London, in the local dialect), where I paused for a bit to watch how they made their earthenware—which reminded me of the words of the prophet, ‘As clay in the hands of the potter, so are we in the Lord’s’—and to observe how the furnaces were built, their size and materials, which are small and above ground, confirming my earlier belief that the remains at Hawcaster-rigg (Philosoph. Trans. No. 222) are indeed the ruins of a Roman pottery.” These operations were run around the time Thoresby wrote, by a man named Caleb Glover. In his will, dated January 29th, 1728, recorded in the Rolls Office on February 6th, 1729, Caleb Glover “of Pott-Ovens, pot-maker,” bequeaths to his wife all his possessions except his “working tools and oven house,” and to his son Daniel Glover he leaves all his “working tools related to the pot-making trade, and the pot oven.” After his death in 1728–9, his son Daniel Glover took over and continued the work. There’s no manufacturing of that kind in the village now, and the name of the village can be a bit confusing, as it’s sometimes referred to as Wrenthorp.
[529]
[529]
Yearsley.
The earliest, and, indeed, only potters of whom anything is known at this place, are members of the Wedgwood family, as recounted in my “Life of Josiah Wedgwood” (p. 583), where these works were first brought into notice. One branch of the Wedgwoods of Staffordshire settled at Yearsley, in the Yorkshire Wolds, at an early date, and commenced pot-making, which was carried on successfully for some generations. In 1682 John Wedgwood, of Yearsley, was “buried in woollen,” as were also in 1692 William Wedgwood, and in 1690 Isabell, who was wife of one of these. John, the son of this John Wedgwood, who died in 1707, was, I have reason to believe, the John Wedgwood whose name appears on the puzzle jug here engraved, with the date 1691. It is in the Museum of Practical Geology, in the Catalogue of which museum is an engraving of the opposite side from Fig. 888. It is of brown ware body, coated with green lead glaze, and has, round the body, the name “John Wedg Wood 1691. incised in writing letters.
The earliest, and indeed the only, potters known from this place are members of the Wedgwood family, as I mentioned in my “Life of Josiah Wedgwood” (p. 583), where their works were first highlighted. One branch of the Wedgwoods from Staffordshire settled in Yearsley, in the Yorkshire Wolds, early on and started pot-making, which continued successfully for several generations. In 1682, John Wedgwood of Yearsley was “buried in woollen,” as were William Wedgwood in 1692 and Isabell, the wife of one of them, in 1690. John, the son of this John Wedgwood who passed away in 1707, is believed to be the John Wedgwood whose name is on the puzzle jug shown here, dated 1691. It is located in the Museum of Practical Geology, which has an engraving of the opposite side from Fig. 888. The jug is made of brown ware, covered with a green lead glaze, and has the name “John Wedg Wood 1691” incised in writing letters around the body.
Fig. 888.
Fig. 888.
The ware made by the Yorkshire Wedgwoods was the common hard brown ware, made from the clays of the district, and consisted, of course, mainly of pitchers, pancheons, porringers, and other vessels of homely kind. From researches I have made, I have succeeded in tracing out, with tolerable accuracy, a pedigree, of the Yorkshire Wedgwoods for seven or eight generations, ranging from the middle of the seventeenth century down to the present time, when their descendants are still living in the district, not as potters, but in other equally useful walks of life.
The pottery made by the Yorkshire Wedgwoods was the common hard brown ware, created from local clays, and mainly included pitchers, bowls, porringers, and other simple types of vessels. From my research, I’ve managed to trace the family history of the Yorkshire Wedgwoods with considerable accuracy for seven or eight generations, starting from the mid-seventeenth century to the present day, when their descendants still live in the area, not as potters, but in other equally valuable professions.
So well known were the Wedgwoods of this district, that one member of the family has been immortalised in song, thus:—
So famous were the Wedgwoods of this area that one family member has been forever remembered in a song, like this:—
For this interesting fragment of a Yorkshire ballad I am indebted
For this intriguing piece of a Yorkshire ballad, I owe my thanks.
MM
MM
[530]
[530]
to my late friend the Rev. Robert Pulleine, Rector of Kirkby Wiske.
to my late friend the Rev. Robert Pulleine, Rector of Kirkby Wiske.
“Pancheons” are thick coarse earthenware pans, made of various sizes, and used for setting away milk in, and for washing purposes. They are made in several localities, and besides being sold by earthenware dealers, are hawked about the country by men who make their living in no other way.
“Pancheons” are thick, rough earthenware pans, available in different sizes, used for storing milk and for washing. They are produced in various regions and are sold by earthenware vendors, as well as by individuals who travel around selling them as their sole means of income.
Several fragments of brown pottery have at one time or other been dug up at Yearsley, and, among the rest, a brown earthenware oven, green glaze, semicircular, open at top, with a hollowed ledge round the inner side about half way, and a flat bottom, having two handles at the sides, and between them a crinkled ornament, bearing some letters and the date 1712.
Several pieces of brown pottery have been discovered at Yearsley over time, including a brown earthenware oven with a green glaze. It's semicircular, open at the top, has a hollowed ledge around the inner side about halfway up, and a flat bottom. There are two handles on the sides, and between them, there’s a crinkled decoration that has some letters and the date 1712 on it.
Wortley.
The works at Wortley, near Leeds, were established in 1795 by Mr. John Cliff, father of the present Mr. Joseph Cliff, the head of the now firm of “Joseph Cliff and Son,” for the manufacture of fire-bricks, for which the clay of the locality was considered highly valuable. In 1820 the manufacture of clay retorts was commenced and continued very largely until 1830, when it gradually died out, but was revived about 1850 and has continued to the present day one of the most successful branches of the trade—the retorts being considered to be both better and cheaper than those in iron. About 1847 the manufacture of drain-pipes was added, and these were, and still are, made at the rate of several miles per week; blast-furnace lumps being also largely made, and, owing to their excellent quality, extensively used. In 1866, terra-cotta was added to the other productions of this firm and is still carried on. About the same time white and coloured glazed bricks were made, and now form one of the staple trades of the works, as do plumbago crucibles, the manufacture of which was introduced in 1869.
The operations at Wortley, near Leeds, began in 1795 by Mr. John Cliff, who is the father of the current head, Mr. Joseph Cliff, of the firm “Joseph Cliff and Son,” focused on making fire-bricks, for which the local clay was deemed highly valuable. In 1820, they started producing clay retorts, and this production continued significantly until 1830, when it began to decline but was revived around 1850 and has remained one of the most successful parts of the business—these retorts are considered better and cheaper than iron ones. Around 1847, they also began producing drain-pipes, which are made at the rate of several miles per week. Additionally, blast-furnace lumps were produced in large quantities and, due to their excellent quality, were widely used. In 1866, they added terra-cotta to their product line, which is still in production today. Around the same time, they started making white and colored glazed bricks, which have now become one of the main trades for the works, alongside plumbago crucibles, the production of which began in 1869.
The goods principally produced by Mr. Cliff are, in terra-cotta, vases, tazzas, and pedestals; figures and brackets; capitals, trusses, keystones, terminals, and other architectural enrichments; flower-boxes, baskets, and suspenders; chimney-shafts, and many other articles, some of which are characterized by extreme chasteness of[531] design and by excellence of finish. In stoneware, tubes, pipes, and sanitary goods of every description; troughs, mangers, and sinks; enamelled retorts for gas, and chemical goods, &c. Fire and other bricks and tiles are also very extensively made, as are garden edgings, fire-backs, for which a patent has been obtained by the firm. Messrs. Cliff and Son were awarded a medal in 1862, and at the Paris Exhibition of 1867.
Mr. Cliff primarily produces terra-cotta items like vases, tazzas, and pedestals; figures and wall brackets; capitals, trusses, keystones, terminals, and various architectural decorations; as well as flower boxes, baskets, and suspenders; chimney shafts, and many other products, some of which are notable for their simple design and high quality finish.[531] In stoneware, they create tubes, pipes, and all kinds of sanitary items; troughs, mangers, and sinks; enamelled retorts for gas, and chemical goods, etc. They also produce a wide range of fire bricks and tiles, as well as garden edgings and fire backs, for which the firm has obtained a patent. Messrs. Cliff and Son received a medal in 1862 and again at the Paris Exhibition in 1867.
Healey.
A mediæval pottery existed here, in the parish of Masham, in the North Riding of Yorkshire. Its site was on the spot where Healey church now stands, the ground bearing the name of “Potters Field.” When the church was erected in 1848 considerable quantities of “wasters” and fragments of pottery were dug up by the workmen.
A medieval pottery existed here, in the parish of Masham, in the North Riding of Yorkshire. Its site was where Healey church now stands, and the area is called “Potters Field.” When the church was built in 1848, the workers dug up a significant amount of “wasters” and pieces of pottery.
Colsterdale.
A pottery of a similar character existed at this place on a spot called “Potter’s Pit.” Here many vessels have been found, as well as the clay pits which had been worked for their manufacture. The place was, according to some old maps, a very ancient enclosure from the moor.[126]
A pottery similar to this one was found at a location known as “Potter’s Pit.” Many vessels and the clay pits used for making them have been discovered here. According to some old maps, the area was a very ancient enclosure from the moor.[126]
END OF VOL. I.
END OF VOL. 1.
PRINTED BY VIRTUE AND CO., LIMITED, CITY ROAD, LONDON.
PRINTED BY VIRTUE AND CO., LIMITED, CITY ROAD, LONDON.
FOOTNOTES:
[1] For articles upon this subject see the “Reliquary, Quarterly Archæological Journal and Review,” vol. ii.; Bateman’s “Ten Years’ Diggings;” Jewitt’s “Grave-Mounds and their Contents;” Sir John Lubbock’s “Pre-historic Times,” &c.
[1] For articles on this topic, see the “Reliquary, Quarterly Archaeological Journal and Review,” vol. ii.; Bateman’s “Ten Years of Diggings;” Jewitt’s “Grave Mounds and Their Contents;” Sir John Lubbock’s “Prehistoric Times,” etc.
[4] From Borlase’s “Nænia Cornubiæ”—a recently published and most excellent work on the early antiquities of Cornwall; it contains a vast amount of valuable information upon discoveries of Celtic pottery in that county, and enables me, through the courtesy of its author, to present these remarkable looped examples to my readers. This work is a valuable addition to archæological literature.
[4] From Borlase’s “Nænia Cornubiæ”—a recently published and outstanding book on the early history of Cornwall; it provides a wealth of valuable information about the discoveries of Celtic pottery in that area, and thanks to the author’s kindness, I can share these impressive looped examples with my readers. This book is a significant contribution to archaeological literature.
[5] Wright.
__A_TAG_PLACEHOLDER_0__ Wright.
[7] Vol. i. p. 1.
__A_TAG_PLACEHOLDER_0__ Vol. 1, p. 1.
[9] In the furnace of one kiln was a layer of wood ashes from four to five inches thick. The kiln, in a very perfect state, was covered in again undisturbed.
[9] In the furnace of one kiln, there was a layer of wood ash about four to five inches thick. The kiln, in excellent condition, was covered up again without being disturbed.
[10] “Collectanea Antiqua.”
__A_TAG_PLACEHOLDER_0__ "Ancient Collections."
[11] Artis.
__A_TAG_PLACEHOLDER_0__ Artist.
[12] Sloane MSS., 958, fol. 105.
__A_TAG_PLACEHOLDER_0__ Sloane MSS., 958, p. 105.
[14] Conyers had previously described the red, lustrous (Samian) ware, and also the vessels termed Castor ware, with figures of animals and foliage, but which he did not find in the kilns.
[14] Conyers had previously described the shiny red (Samian) pottery, as well as the vessels known as Castor ware, featuring figures of animals and plants, but he did not find these in the kilns.
[15] Stone ware, the kind imported from Cologne, was commonly called Cullen. In 1626, too, Abraham Cullen took a patent for the making of these stone pots. It is this kind of ware to which Conyers refers.
[15] Stoneware, the kind imported from Cologne, was often called Cullen. In 1626, Abraham Cullen also received a patent for making these stone pots. This is the type of ware that Conyers is talking about.
[16] Wright.
__A_TAG_PLACEHOLDER_0__ Wright.
[18] “Archæologia,” xxxv. 91.
__A_TAG_PLACEHOLDER_0__ “Archaeology,” xxxv. 91.
[19] Vol. ii. p. 36.
__A_TAG_PLACEHOLDER_0__ Vol. 2, p. 36.
[25] These three engravings are reproduced from Messrs. Buckman and Newmarch’s “Ancient Remains of Cirencester,” an admirable and truly useful work, to which I refer my readers for much information.
[25] These three engravings are taken from Buckman and Newmarch's “Ancient Remains of Cirencester,” an excellent and genuinely helpful book, which I recommend to my readers for a lot of information.
[28] These glasses were made rounded or pointed at the bottom; thus they must have been filled while held, and could not without spilling have been set down till emptied. From these the name of “tumblers” takes its origin. For a drinking-cup and wine-pitcher, see our cut, Fig. 225, and for two of these “tumblers,” see Figs. 228 and 231.
[28] These glasses had a round or pointed bottom; so they needed to be held while being filled and couldn’t be set down without spilling until they were empty. That’s where the term “tumblers” comes from. For a drinking cup and wine pitcher, see our illustration, Fig. 225, and for two of these “tumblers,” check out Figs. 228 and 231.
[31] Marryatt.
__A_TAG_PLACEHOLDER_0__ Marryatt.
[32] See p. 79, ante.
__A_TAG_PLACEHOLDER_0__ See p. 79, previously.
[34] Edwards.
__A_TAG_PLACEHOLDER_0__ Edwards.
[35] Vol. iii. p. 63.
__A_TAG_PLACEHOLDER_0__ Vol. 3, p. 63.
[36] Page 182.
__A_TAG_PLACEHOLDER_0__ Page 182.
[37] Lansdowne MSS., 108, fol. 60.
__A_TAG_PLACEHOLDER_0__ Lansdowne MSS., 108, fol. 60.
[39] Page 98, ante.
__A_TAG_PLACEHOLDER_0__ Page 98, later.
[41] Aubrey, in his “MS. Natural History of Wiltshire,” had also, a few years previously, thus spoken: “In Vemknoll, adjoining the lands of Easton Pierse, neer the brooke and in it, I bored clay as blew as ultra marine, and incomparably fine, without anything of sand, &c., which perhaps might be proper for Mr. Dwight for his making of porcilaine. It is also in other place, hereabout, but ’tis rare.”
[41] Aubrey, in his “MS. Natural History of Wiltshire,” also mentioned a few years earlier: “In Vemknoll, next to the lands of Easton Pierse, near the brook and within it, I found clay as blue as ultramarine, and incredibly fine, with no sand or anything similar, which might be suitable for Mr. Dwight in his porcelain making. There’s also some in other nearby places, but it’s rare.”
[42] I perceive that Mr. Chaffers, in the 1870 edition of his work, says: “the discovery of the two patents granted to John Dwight ... now published for the first time, in treating on this matter,” &c.; but here he is in error. In 1863 Mr. Woodcraft printed abridgments of these very patents, and to these abridgments Mr. Chaffers is indebted for the knowledge he possessed of them. In 1864 I, too, gave notices of these patents, four years before the date of his publication.
[42] I see that Mr. Chaffers, in the 1870 edition of his work, states: “the discovery of the two patents granted to John Dwight ... now published for the first time, in discussing this matter,” etc.; but he is mistaken. In 1863, Mr. Woodcraft printed summaries of these very patents, and Mr. Chaffers relies on those summaries for the information he has about them. In 1864, I also provided details about these patents, four years before his publication date.
[43] November.
__A_TAG_PLACEHOLDER_0__ November.
[45] November.
__A_TAG_PLACEHOLDER_0__ November.
[46] Guineas.
__A_TAG_PLACEHOLDER_0__ Guineas.
[48] October, 1862.
__A_TAG_PLACEHOLDER_0__ October 1862.
[50] See page 90.
__A_TAG_PLACEHOLDER_0__ Check page 90.
[51] Page 98.
__A_TAG_PLACEHOLDER_0__ Page 98.
[52] See “Stamford.”
__A_TAG_PLACEHOLDER_0__ See "Stamford."
[53] See under “Blackfriars Road.”
__A_TAG_PLACEHOLDER_0__ Check "Blackfriars Road."
[55] See “Runcorn.”
__A_TAG_PLACEHOLDER_0__ See "Runcorn."
[57] No. 829, folio 21.
__A_TAG_PLACEHOLDER_0__ No. 829, page 21.
[58] In 1757 the following notice appeared: “The Publick is hereby acquainted that the Chelsea Porcelain Manufactory has been very much retarded by the sickness of Mr. Spremont; nevertheless several curious things have been finished, and are now exposed to sale at the warehouse in Piccadilly, with the lowest price, for ready money, fixed on each particular. All warranted true enamel.”
[58] In 1757, the following notice was published: “We want to inform the public that the Chelsea Porcelain Factory has been significantly delayed due to Mr. Spremont's illness; however, several interesting pieces have been completed and are now available for sale at the warehouse in Piccadilly, each with a clearly marked lowest price for cash. All are guaranteed to be genuine enamel.”
[61] These are mentioned by Walpole as twelve earthen plates in blue and white delft, painted with the twelve signs of the Zodiac by Sir John Thornhill, in August, 1711, bought at Mrs. Hogarth’s sale. They were bought for seven guineas, and are said to have been of Dutch make, and then painted by Thornhill.
[61] Walpole mentioned these as twelve earthen plates in blue and white delft, each decorated with the twelve signs of the Zodiac by Sir John Thornhill in August 1711, purchased at Mrs. Hogarth’s auction. They were bought for seven guineas and are said to have been made in the Netherlands and then painted by Thornhill.
[63] Or Barnett.
__A_TAG_PLACEHOLDER_0__ or Barnett.
[64] Or Parker.
__A_TAG_PLACEHOLDER_0__ or Parker.
[65] Mr. Rhodes was the Clerk.
__A_TAG_PLACEHOLDER_0__ Mr. Rhodes was the Secretary.
[66] For an account of this, see Kentish Town.
__A_TAG_PLACEHOLDER_0__ For more on this, check out Kentish Town.
[70] This is very doubtful.
__A_TAG_PLACEHOLDER_0__ This is highly unlikely.
[71] See Chelsea.
__A_TAG_PLACEHOLDER_0__ Check out Chelsea.
[73] Chambers’s “Biographical Illustrations of Worcestershire.”
__A_TAG_PLACEHOLDER_0__ Chambers’s “Biographical Illustrations of Worcestershire.”
[74] At Pirna.
__A_TAG_PLACEHOLDER_0__ in Pirna.
[75] The battle of Prague.
__A_TAG_PLACEHOLDER_0__ The Prague Battle.
[79] Chambers’s “Biographical History.”
__A_TAG_PLACEHOLDER_0__ Chambers's "Biographical History."
[80] The Battersea works were carried on, it is said, by Alderman Jansen, who failed in 1756, and soon afterwards the Worcester printing began.
[80] The Battersea works were continued, according to reports, by Alderman Jansen, who went bankrupt in 1756, and shortly after that, printing in Worcester started.
[81] Mr. Binns, in his “Century of Potting in the City of Worcester,” 8vo., 1865, says—“We may here state that the copper plate from which not only this Chinese porcelain was painted, but some of the finest specimens in our cabinet, was discovered by Mr. Jewitt at Coalport.”
[81] Mr. Binns, in his “Century of Potting in the City of Worcester,” 8vo., 1865, says—“We should note that the copper plate used to paint this Chinese porcelain, along with some of the finest pieces in our collection, was found by Mr. Jewitt at Coalport.”
[82] For full details of all the changes which have taken place, and for an immense fund of information on every point connected with the works, the reader is referred to Mr. Binns’s “Century of Potting in Worcestershire.”
[82] For complete information on all the changes that have occurred, and for a wealth of details on every aspect related to the works, the reader should refer to Mr. Binns’s “Century of Potting in Worcestershire.”
[83] It may not be out of place to allude to the Prince Consort’s unqualified approval and appreciation of these enamels. In 1854, Mr. Binns obtained permission to exhibit specimens of his new invention to his royal highness, whose commendations were most emphatically and unhesitatingly expressed, and he at once purchased all the examples which had been shown him, saying they were the best things he had seen. Her Majesty subsequently ordered some specimens of this work, which was all on dark blue ground; and latterly an order for a magnificent dessert service, in the same style of work, on a turquoise ground, has been ordered by her Majesty. The Worcester works owe much to the pure taste of his late Royal Highness the Prince Consort.
[83] It’s worth mentioning the Prince Consort’s complete approval and admiration of these enamels. In 1854, Mr. Binns got the go-ahead to show off his new invention to His Royal Highness, who expressed his praise in a very enthusiastic and clear manner. He immediately bought all the samples shown to him, noting they were the best he had ever seen. Her Majesty later ordered some pieces from this collection, which all had a dark blue background; and more recently, she placed an order for a stunning dessert service, in the same style, but on a turquoise background. The Worcester works greatly benefited from the refined taste of his late Royal Highness, the Prince Consort.
[84] Pages 270 and 271.
__A_TAG_PLACEHOLDER_0__ Pages 270-271.
[87] “They are called “Fairy Pipes” in this neighbourhood, and the small bowls with broken stem have been occasionally found on my estate at St. James’s.”—H. S.
[87] “In this neighborhood, they’re called ‘Fairy Pipes,’ and I’ve occasionally found small bowls with broken stems on my estate at St. James’s.”—H. S.
[88] “Maund” is the Devonshire name for basket, or hamper. In Plymouth it is not unusual to hear of a “maund o’ cloam,” which is only “a basket of pots”—cloam being the Devonshire word for crockery ware.
[88] “Maund” is the name for a basket or hamper in Devon. In Plymouth, it’s common to hear about a “maund o’ cloam,” which simply means “a basket of pots”—cloam being the Devon word for crockery.
[89] Mr. Owen has shown that previous to December, 1765, china had been attempted to be made in Bristol. In November of that year, Champion wrote, in reference to some clay from Carolina, “I sent part to Holdship, as you desired, and gave part to a new work just established.... This new work is from a clay and stone discovered in Cornwall, which answers the description of the Chinese,” &c.; and on December 15th, “I have had your clay tried at the works here, which is now given up, as they could not burn the ware clean.” Probably either Cookworthy was connected with these short-lived works, or they were carried on under license from him.
[89] Mr. Owen has shown that before December 1765, attempts were made to produce china in Bristol. In November of that year, Champion wrote about some clay from Carolina, “I sent part to Holdship, as you requested, and gave part to a newly established workshop.... This new workshop is using clay and stone found in Cornwall, which fits the description of the Chinese,” etc.; and on December 15th, “I had your clay tested at the local works, which has now been abandoned, as they couldn't fire the ware properly.” It’s likely that either Cookworthy was involved with these short-lived operations, or they were conducted under a license from him.
[90] This allusion to the time occupied in the journey from Bristol to Plymouth is very interesting. It was then, it seems, a hundred years ago, a two days’ journey by the “machine” (which was, of course, the coach). Cookworthy intended to set out, it seems, on the Tuesday morning, and hoped to reach Plymouth by the machine some time on the Thursday. On my last journey, in fact while making these notes, I left Bristol at eight o’clock, and arrived at Plymouth at ten minutes after twelve, the journey occupying only four hours and ten minutes! What a contrast between the eighteenth and nineteenth centuries this simple fact presents.
[90] This mention of the travel time from Bristol to Plymouth is really interesting. Apparently, a hundred years ago, it took two days by the “machine” (which was, of course, the coach). Cookworthy planned to leave on Tuesday morning and hoped to get to Plymouth by the machine sometime on Thursday. During my last trip, while I was taking these notes, I left Bristol at eight o’clock and arrived in Plymouth at ten minutes after twelve, with the journey taking just four hours and ten minutes! What a contrast between the eighteenth and nineteenth centuries this simple fact shows.
[94] This specification of Cookworthy’s I have given in extenso in my history of the “Plymouth China Works,” Art-Journal, September, 1863, and on page 329, ante, of this volume.
[94] I've provided a detailed specification of Cookworthy's in my history of the “Plymouth China Works,” Art-Journal, September 1863, on page 329, ante, of this volume.
[95] My notice of the Bristol china works in the Art-Journal for 1863 was the first occasion in which these “Reasons” were reprinted, in connection with the porcelain works of this kingdom.
[95] My mention of the Bristol china works in the Art-Journal for 1863 was the first time these “Reasons” were reprinted, related to the porcelain works of this country.
[97] Felix Farley’s Journal.
__A_TAG_PLACEHOLDER_0__ Felix Farley’s Journal.
[98] Felix Farley’s Journal.
__A_TAG_PLACEHOLDER_0__ Felix Farley’s Diary.
[101] Enamel.
__A_TAG_PLACEHOLDER_0__ Enamel.
[103] Vol. xiii. p. 161.
__A_TAG_PLACEHOLDER_0__ Vol. 13, p. 161.
[105] The whole of the dated examples which I have described (with the exception of this last, which I now make known for the first time) and those of 1765 and 1782, I fully described in the Art-Journal for 1863, and they have served, unacknowledged, as the foundation upon which Chaffers and every other later writer have built up their notices of Lowestoft.
[105] I've fully described all the dated examples I've mentioned (except for this last one, which I'm revealing for the first time) and those from 1765 and 1782 in the Art-Journal from 1863. They have been used, without credit, as the basis for Chaffers and every other later writer's accounts of Lowestoft.
[106] It is worthy of note that Mr. Chaffers, speaking upon this, says (p. 619): “There is such a peculiarity in the form and quality of the Lowestoft porcelain, that we are surprised any one at all conversant with or accustomed to see collections of china could ever mistake it for Oriental;” and yet a few pages later on he says (p. 636), “a punch-bowl representing similar harvest scenes is in the collection of the Author, which has been in his (Mr. Chaffers’) family for nearly a century, painted evidently by the same artist; former possessors supposing it to be of Oriental manufacture.” How is it that, being in his own family for nearly a century, and he being assuredly “conversant with and accustomed to see collections of china,” Mr. Chaffers did not previously find out that it was Lowestoft, but should have allowed his family always to suppose it to be Oriental?
[106] It's worth mentioning that Mr. Chaffers notes (p. 619): “There's such a uniqueness in the shape and quality of Lowestoft porcelain that it's surprising anyone who knows about or is used to seeing china collections could ever mistake it for Oriental;” yet just a few pages later, he states (p. 636), “a punch bowl depicting similar harvest scenes is in the Author's collection, which has been in his (Mr. Chaffers’) family for almost a century, clearly painted by the same artist; previous owners assuming it to be of Oriental origin.” How is it that, being in his family for nearly a century, and he being clearly “knowledgeable about and familiar with china collections,” Mr. Chaffers did not discover earlier that it was Lowestoft, but allowed his family to always believe it was Oriental?
The same writer relies in great measure on a statement made by Mr. Abel Bly, in 1865, that “No Oriental porcelain ever came into it to be decorated.” The statement is as follows:—“From my Father working at the Factory I was in the habit of going daily to the premises, and can most positively affirm that no manufactured articles were brought there to be painted; but that every article painted in the Factory had been previously made there. I remember that the ware produced in the Factory was deemed far superior to anything to be obtained in the country.”
The same writer heavily relies on a statement made by Mr. Abel Bly in 1865, which claims, “No Oriental porcelain ever came into it to be decorated.” The statement is as follows:—“Because my father worked at the Factory, I used to go there every day, and I can firmly affirm that no manufactured items were brought in to be painted; every item painted in the Factory was made there first. I remember that the products from the Factory were considered much better than anything available in the country.”
The statement is almost too ridiculous to notice, and how any careful writer could give credence to it is somewhat mysterious. Abel Bly begins his statement (which evidently was drawn up for him to sign) by saying, “I ... am now in the 84th year of my age.... My father’s name was Abel Bly, who was employed in various departments in the china factory at Lowestoft. He died when I was eleven years of age.” It will be seen that he says that, from his father working at the factory, he was in the habit of going there daily, and so can “positively affirm” as above, and yet his father died when he was only a little boy eleven years old! and he was only four years old when hard paste porcelain, according to Chaffers, began to be made there. I think one can judge pretty well what amount of weight can be attached to a statement made seventy-three years afterwards, of the internal and commercial arrangements of a manufactory where, till he was only eleven years old, a boy was in the habit of going daily, probably with his father’s dinner! The statement is just as ludicrous as the next, where he says, “I remember that the ware produced at the factory was deemed far superior to anything to be obtained in the country.” Where was the Chelsea? the Bow? the Derby? the Bristol? the Plymouth? and a host of others?
The statement is almost too absurd to take seriously, and it's a bit of a mystery why any careful writer would believe it. Abel Bly starts his statement (which was clearly written for him to sign) by saying, “I ... am now in the 84th year of my age.... My father’s name was Abel Bly, who worked in various departments at the china factory in Lowestoft. He died when I was eleven years old.” It's clear he claims that because his father worked at the factory, he went there daily, and so he can “positively affirm” what he stated, yet his father passed away when he was just a little boy of eleven! Plus, he was only four when high-quality porcelain, according to Chaffers, began to be made there. One can reasonably assess how much credibility can be given to a statement made seventy-three years later about the internal and commercial operations of a factory where, until he was only eleven, a boy was used to going daily, probably bringing lunch for his dad! The statement is just as ridiculous as the next one, where he says, “I remember that the products made at the factory were considered far superior to anything available in the country.” What about Chelsea? Bow? Derby? Bristol? Plymouth? And many others?
[107] A copy of this most interesting pattern-book—from which, however, three plates are missing—is in the Museum of Practical Geology, Jermyn Street, London, which has the English list, 1786; German, 1783; and French, 1785. I have also copies bearing the date 1794, and others undated.
[107] A copy of this really interesting pattern book—though three plates are missing—is in the Museum of Practical Geology, Jermyn Street, London, which has the English list from 1786; German from 1783; and French from 1785. I also have copies dated 1794 and some that are undated.
[108] In the Pattern Book of 1783 the plates represent the various articles as follows:—
[108] In the Pattern Book of 1783, the illustrations show the different items as follows:—
Nos. 1 to 4 are covered terrines; 5 to 8 are sauce terrines with spoons and stands; 9 and 10 are the same articles with fast stands; 11 to 13 are a pickle leaf, a sea shell, and an escallop shell; 14 to 17 are sauce-boats; 18 to 21 are oval dishes; 22 to 25, table plates; 26 to 29, covered, or ragout dishes; 30 to 34, sallads; 35, a turtle dish; 36 to 39, compotiers; 40 to 46, pierced dessert dishes, with open-work rims; 47 and 48, fish drainers; 49 to 54, salts, with covers; 55 to 57, egg-cups; 58 and 59, pierced double salts; 60 and 61, jugs; 62 and 63, salts; 64 to 67, mugs covered and uncovered; 68, melon terrine and spoon; 69, round terrine and stand; 70 and 71, covered bowls; 72 and 73, covered dessert, pierced covers, and bowls, &c.; 74 to 79, butter-tubs and stands; 80 to 82, single castors; 83 to 85, mustards; 86 and 87, strawberry dishes and stands; 88, platt menage; 89, water-bottle and basin; 90, ice cellar; 91 and 92, bakers; 93 and 94, ice-pails; 95, glass tray; 96 and 97, double and single pails; 98, hot-water dish; 99, asparagus shell; 100, escallop’d nappy; 101, salad; 102 and 103, large furnished castors; 104, oil and vinegar stand; 105 and 106, grand platts menage; 107 to 115, various candlesticks, some highly ornamental; 116, vase candlestick; 117, composite candlestick; 118, flat candlestick; 119 and 120, ewers and basins; 121 and 122, scaphia; 123 and 124, “spitting pots;” 125 and 126, shaving basin; 127 to 130, spoons and ladles; 131, pierced fish trowel; 132 to 136, fruit-baskets and stands of elegant basket, twig and open work; 137, pierced chesnut basket and stand; 138, ornamented jar, or pot pourri; 139, a cockle pot, or potpourri; 140, caper jar, or pot pourri; 141, covered flower cup; 142, a quintal flower-horn; 143 and 144, sweetmeat cups; 145, confectionery basket and stand; 146, a pot pourri, whose top inverts to form a candlestick; 147, inkstand; 148, a wafer-box; 149, a fountain inkstand; 150, a sand-box or pounce-box; 151, inkstand; 152, a cross with holy water cup. Tea ware: Nos. 1 to 4, teapots; 5 to 8, coffee-pots; 9 to 11, tea-cannisters; 12 and 13, milk pots with covers; 14 and 15, slop-bowls; 16 and 17, milk ewers; 18, tea or coffee-tray, with open-work border; 19 to 24, sugar-basins with covers; 25 to 32, cups and saucers of various kinds.
Nos. 1 to 4 are covered terrines; 5 to 8 are sauce terrines with spoons and stands; 9 and 10 are the same items with fast stands; 11 to 13 are a pickle leaf, a sea shell, and an escallop shell; 14 to 17 are sauce boats; 18 to 21 are oval dishes; 22 to 25 are table plates; 26 to 29 are covered or ragout dishes; 30 to 34 are salads; 35 is a turtle dish; 36 to 39 are compotiers; 40 to 46 are pierced dessert dishes with open-work rims; 47 and 48 are fish drainers; 49 to 54 are salt containers with covers; 55 to 57 are egg cups; 58 and 59 are pierced double salts; 60 and 61 are jugs; 62 and 63 are salts; 64 to 67 are mugs, both covered and uncovered; 68 is a melon terrine with spoon; 69 is a round terrine with stand; 70 and 71 are covered bowls; 72 and 73 are covered dessert bowls with pierced covers; 74 to 79 are butter tubs with stands; 80 to 82 are single castors; 83 to 85 are mustard pots; 86 and 87 are strawberry dishes with stands; 88 is a plate holder; 89 is a water bottle with basin; 90 is an ice cellar; 91 and 92 are bakers; 93 and 94 are ice pails; 95 is a glass tray; 96 and 97 are double and single pails; 98 is a hot-water dish; 99 is an asparagus shell; 100 is an escalloped nappy; 101 is salad; 102 and 103 are large furnished castors; 104 is an oil and vinegar stand; 105 and 106 are grand plate holders; 107 to 115 are various candlesticks, some highly decorative; 116 is a vase candlestick; 117 is a composite candlestick; 118 is a flat candlestick; 119 and 120 are ewers and basins; 121 and 122 are scaphia; 123 and 124 are “spitting pots;” 125 and 126 are shaving basins; 127 to 130 are spoons and ladles; 131 is a pierced fish trowel; 132 to 136 are fruit baskets and stands made of elegant basket, twig, and open work; 137 is a pierced chestnut basket with stand; 138 is an ornamented jar or potpourri; 139 is a cockle pot or potpourri; 140 is a caper jar or potpourri; 141 is a covered flower cup; 142 is a quintal flower horn; 143 and 144 are sweetmeat cups; 145 is a confectionery basket with stand; 146 is a potpourri that inverts to form a candlestick; 147 is an inkstand; 148 is a wafer box; 149 is a fountain inkstand; 150 is a sand box or pounce box; 151 is an inkstand; 152 is a cross with a holy water cup. Tea ware: Nos. 1 to 4 are teapots; 5 to 8 are coffee pots; 9 to 11 are tea canisters; 12 and 13 are milk pots with covers; 14 and 15 are slop bowls; 16 and 17 are milk ewers; 18 is a tea or coffee tray with an open-work border; 19 to 24 are sugar bowls with covers; 25 to 32 are cups and saucers of various kinds.
[109] Henry Ackroyd died in 1788. In a letter from John Green, of the Leeds Pottery, to his partner, John Brameld, at the Swinton Pottery, dated “Leeds Pottery, 15 April, 1788,” the following curious allusion is made to him:—“Our worthy friend Ackroyd is dead, and I doubt not but is alive again. It was a pleasant reflection to me, being one of the pall-bearers, to think I was bearing the Cover over a dead Carkess whose soul I had not the least doubt was in heaven. He left this world with as great Composer and Confidance in his future state as was posable for a man to do; and I sincerely wish that you and me may be as well prepared as friend Ad for a future state.”
[109] Henry Ackroyd died in 1788. In a letter from John Green, of the Leeds Pottery, to his partner, John Brameld, at the Swinton Pottery, dated “Leeds Pottery, 15 April, 1788,” the following interesting mention is made about him:—“Our good friend Ackroyd has passed away, and I have no doubt he is alive again. It was a comforting thought for me, being one of the pall-bearers, to think I was carrying the cover over a lifeless body whose soul I had no doubt was in heaven. He left this world with as much composure and confidence in his future as anyone could. I sincerely hope that you and I can be as well prepared as our friend Ad for what comes next.”
[111] The Act of Parliament for the formation of this line of railway was passed in January, 1758, and it is therein stated that Charles Brandling, the owner of the collieries, had made agreements with the owners of the lands through which it was intended to pass, “to pay yearly rent or other considerations” for the privilege. The Leeds pot works must, therefore, have been established some length of time previous to the year 1758. It may be interesting to add that by this act Mr. Brandling bound himself for a term of sixty years to bring from his collieries at Middleton, to a repository at “Casson Close, near the Great Bridge at Leeds,” “20,000 dozens, or 240,000 corfs of coals,” each corf containing in weight about 210 lbs., and in measure 7,680 cubical inches, and there sell the same to the public at the price of 4¾d. a corf. As the town increased in size, and its manufactures spread, fresh acts of parliament were applied for and obtained in 1779, 1793 (two), and 1803, by which last the quantity of coal undertaken to be supplied was increased to 1,920 corfs per day, and the price raised to 8d. per corf.
[111] The Act of Parliament to create this railway line was passed in January 1758, and it states that Charles Brandling, the owner of the coal mines, had made agreements with the landowners where the railway was planned to run, “to pay yearly rent or other considerations” for the right to do so. Therefore, the Leeds pot works must have been established some time before 1758. It’s worth noting that by this act, Mr. Brandling committed himself for sixty years to transport from his mines in Middleton to a location at “Casson Close, near the Great Bridge at Leeds,” “20,000 dozens, or 240,000 corfs of coals,” each corf weighing about 210 lbs. and measuring 7,680 cubic inches, and sell it to the public at the price of 4¾d. per corf. As the town grew and its industries expanded, new acts of parliament were requested and obtained in 1779, 1793 (two), and 1803, with the last one increasing the coal supply obligation to 1,920 corfs per day and raising the price to 8d. per corf.
[112] In the same year (1825), to add to the perplexities of the proprietors, there appears to have been a strike among the potters. The following “Appeal” was printed for the men by Mr. Baines, who afterwards became one of our statesmen:—
[112] In the same year (1825), to complicate things for the owners, there seemed to be a strike among the potters. The following “Appeal” was printed for the workers by Mr. Baines, who later became one of our politicians:—
“An Appeal to the Public from the Journeymen Potters of Leeds and its Neighbourhood.
“An Appeal to the Public from the Journeymen Potters of Leeds and its Neighbourhood.”
“It is with painful feelings that we are under the necessity of laying before a discerning public the following brief statement of Facts relative to those differences now existing between us and our Employers.
"It is with heavy hearts that we must present to the thoughtful public the following brief statement of facts regarding the differences currently existing between us and our employers."
“At a time like the present, it is very strange that our Employers should attempt an unparalleled Reduction of our Wages, amounting from 20 to 30 per cent. upon the prices we have received, when those prices were barely sufficient to support a Man and his Family, and at the same time raise the price of his goods to the Public at least 50 per cent.
“At a time like this, it's quite odd that our employers would try to implement an unprecedented wage cut of 20 to 30 percent on our earnings, especially when those earnings were barely enough to support a man and his family, while simultaneously raising the prices of their goods to the public by at least 50 percent.”
“We feel confident the above Statement of Facts will at once convince every thinking individual that our conduct in standing out to oppose such uncalled-for proceedings is just and right. We should have exposed ourselves to the censure of every reasonable Man, and all who have alive in their bosom a spark of honest indignation, had we tamely submitted to the fiat of our Employers, and not have made every effort in our power to preserve that which is every man’s natural right—a fair remuneration for his labour.
“We're confident that the Statement of Facts above will immediately convince any thoughtful person that our decision to stand up against these unnecessary actions is just and correct. We would have faced criticism from every reasonable person and anyone who feels a spark of honest indignation had we passively accepted our Employers' decree and not made every effort to protect what is every person's natural right—a fair payment for their work.”
“We respectfully solicit the aid of a generous Public, to enable us to withstand the unjust proceedings of those who have driven us to this alternative, by their unceasing endeavours to reduce us to a state of misery and degradation from which we hope to be preserved by your kind assistance, and enabled to withstand those encroachments which would inevitably plunge ourselves, our families, and our successors into inevitable ruin.—Dec. 13, 1825.”
“We sincerely ask for the help of a generous public to help us resist the unfair actions of those who have pushed us to this point through their constant efforts to reduce us to a state of misery and degradation. We hope to be saved by your kind support, which will allow us to stand against those encroachments that would inevitably lead ourselves, our families, and our future generations into ruin.—Dec. 13, 1825.”
[114] Letter from Josiah Wedgwood, M.P.
__A_TAG_PLACEHOLDER_0__ Letter from Josiah Wedgwood, MP.
[116] These teapots were of high and somewhat peculiar form, like what are now usually sold as coffee pots, and were universally known as “Rockingham Teapots.” This high form was said to be the reason of the tea being produced of a better quality than in the ordinary shaped ones.
[116] These teapots had a tall and somewhat unusual shape, similar to what we now mostly call coffee pots, and they were commonly referred to as “Rockingham Teapots.” It was believed that this tall design contributed to the tea being of a higher quality than that made in regular-shaped pots.
[117] Mr. Allen, of Lowestoft, at one time was in the habit of purchasing white wares from the Rockingham Works, which he painted and burnt in an enamel kiln, erected at the back of his shop.
[117] Mr. Allen from Lowestoft used to buy white ceramics from the Rockingham Works, which he would paint and fire in an enamel kiln set up behind his shop.
[118] The following is a copy of the agreement in my own possession:—
[118] Here’s a copy of the agreement that I have:—
“Memorandum of Agreement the 28th of February, 1838.
Memorandum of Agreement dated February 28, 1838.
“Brameld & Co. agree to buy from Mr. Wm. Dale, of Shelton, his interest in a certain invention he has now in the Patent Office in London for the manufacture of China, Ironstone China or Earthenware Pillars, Columns or Rails, &c., for Bed-Posts, Window-Heads, &c., &c., and for obtaining the Patent-right of which he has entered a Caveat and taken other preliminary steps.
“Brameld & Co. agree to buy from Mr. Wm. Dale, of Shelton, his interest in a certain invention he currently has in the Patent Office in London for the manufacture of China, Ironstone China, or Earthenware Pillars, Columns, or Rails, etc., for Bed-Posts, Window-Heads, etc., and for obtaining the Patent rights for which he has entered a Caveat and taken other preliminary steps.”
“B. & Co. agree to employ the said Wm. Dale in the manufacture of and superintendance of the completion of the articles to be manufactured by them under the Patent, and also in the general management of the China Clay department at the Rockingham Works for seven years, to be computed from the 1st of , this year—at the yearly salary of Eighty Pounds.
“B. & Co. agree to hire Wm. Dale for manufacturing and overseeing the completion of the products they'll make under the Patent, as well as for the overall management of the China Clay department at the Rockingham Works for seven years, starting from the 1st of , this year—at an annual salary of Eighty Pounds.
“The whole expences incurr’d from this time in obtaining the proper security of the Patent to be borne and paid by Brameld & Co. at their sole cost and risk.
“The entire expenses incurred from this point onward in securing the Patent shall be covered and paid by Brameld & Co. at their own cost and risk.”
“The said Wm. Dale to have no extra allowance above his salary as fixed above, for the first year of his servitude. But for the second, and each and every of the succeeding years of the term the allowance or premium of Fifty Pounds, as a compensation for giving up his interest in the Patent, making in the six years terminating this agreement a total of Three Hundred Pounds. But it is understood and provided that if the amount of sales of the articles made under this patent does not, in any of the said six last years of this agreement, amount to Five Hundred Pounds or upwards, at wholesale or trade prices, nett money, then, in such case, the premium or compensation for the Patent-right shall be reduced exactly in the same degree or proportion as the sales may fall short of the amount of Five Hundred Pounds in any or all the said six years of this agreement.
Wm. Dale will not receive any additional payment beyond his salary as stated above for the first year of his service. However, for the second year and for each subsequent year of the term, he will receive an allowance of Fifty Pounds as compensation for giving up his interest in the Patent, totaling Three Hundred Pounds over the six years this agreement lasts. It is understood that if the sales of the products made under this patent do not reach Five Hundred Pounds or more at wholesale or trade prices, nett money, in any of the last six years of this agreement, then the premium or compensation for the Patent rights will be reduced proportionally based on how much sales fall short of Five Hundred Pounds in any or all of those six years.
“For the considerations agreed as above to be given by Brameld & Co. to the said Wm. Dale, it is fully and clearly understood that he shall give up to them the whole of his designs, models, and moulds of every sort connected with the execution of the articles to be produced under the Patent.
“For the considerations agreed as above to be given by Brameld & Co. to Wm. Dale, it is fully understood that he shall surrender to them all of his designs, models, and molds of every kind related to the production of the items covered by the Patent.
“It is also further agreed between the parties to this contract, that if it shall turn out that the said Wm. Dale cannot from any cause whatever substantiate his claim to, and fully secure an available and efficient Patent so that the advantages to be expected from it shall fail of being obtained, then, in such case, this Agreement, in every part, shall be considered to be annulled, and to cease and determine.”
“It is also mutually agreed between the parties to this contract that if it turns out that Wm. Dale cannot, for any reason, establish his claim to and fully secure a valid and effective patent so that the expected benefits from it are not realized, then this Agreement, in every part, will be considered null and void, and will end.”
The specification, of which I possess a copy, was enrolled on the 10th of September, 1838, and is accompanied by illustrative drawings.
The specification, which I have a copy of, was filed on September 10, 1838, and comes with illustrative drawings.
[120] Conisborough Castle is in the neighbourhood of these works, being only four or five miles distant from Swinton. It is one of the finest Norman keeps in existence.
[120] Conisborough Castle is located near these works, just four or five miles away from Swinton. It is one of the best-preserved Norman keeps in existence.
[121] This truly exquisite plate, which is a perfect chef-d’œuvre of ceramic art-decoration, was designed by Mr. Thomas Brameld, after the death of King William IV., and submitted to her present Majesty, Mr. Brameld proposing to substitute it for the plates made for his late Majesty. The Queen, however, did not give her consent to the alteration. The cost of the substitution would, it is stated, have been £1,700.
[121] This beautifully crafted plate, a true masterpiece of ceramic art and decoration, was designed by Mr. Thomas Brameld after the passing of King William IV. He presented it to Her Majesty, suggesting it as a replacement for the plates made for the late King. However, the Queen did not agree to the change. The estimated cost of the replacement was £1,700.
[122] Services were also made for the King of Hanover, the King of the Belgians, the Dukes of Sussex, Cambridge, &c., for the Duke of Sutherland, and for many others of the nobility.
[122] Services were also provided for the King of Hanover, the King of Belgium, the Dukes of Sussex, Cambridge, etc., for the Duke of Sutherland, and for many other nobles.
[123] Butterflies were more frequently introduced into the decorations at these works than at any others, and were beautifully painted from nature. They were also introduced as “knobs” to muffineers, sauce tureens, &c., and were for that, and other decorative purposes, charmingly modelled.
[123] Butterflies were used more often in the decorations of these pieces than in any others, and they were beautifully painted from real life. They were also used as "knobs" on muffineers, sauce tureens, etc., and were charmingly designed for that and other decorative purposes.
Download ePUB
If you like this ebook, consider a donation!